Orientar al personal de plegado en la selección más racional de los moldes de troquelado, mejorar la vida útil de los moldes y reducir el desgaste anormal.
2. Función
Acortar el tiempo necesario para seleccionar los moldes de troqueles de plegado, aumentar la eficacia de la producción y reducir los costes.
3. Ámbito de aplicación
Operaciones de plegado de chapa.
4. Fundamentos del utillaje de la prensa plegadora
Uso general
Las herramientas de uso general se fabrican a partir de acero para herramientas preendurecido con una dureza Rockwell comprendida entre Rc 28 y 30.
El utillaje suele cubrir toda la longitud de la bancada de la prensa plegadora, con tolerancias nominales de tamaño y rectitud dependiendo del fabricante del utillaje.
Los utillajes de uso general que se seccionan deben llevar la marca de coincidencia, ya que las secciones individuales pueden no ser intercambiables, debido a la variación en las tolerancias dimensionales de fabricación.
Endurecido a la llama de uso general
Varios prensa plegadora Los fabricantes de utillaje ofrecen utillaje templado a la llama para mejorar la resistencia al desgaste en los hombros de la matriz y el radio de la punta del punzón.
Este utillaje puede ser menos preciso en la rectitud, debido al proceso de tratamiento térmico y posterior enderezado mecánico.
Troqueles de cuatro vías de uso general
Troquel de cuatro vías
El troquel de cuatro vías tiene cuatro aberturas en "V" hembra diferentes, a cada una de las cuales se accede girando el troquel.
El inconveniente de esta configuración es que el reborde mínimo de una pieza a conformar no puede ser inferior a la anchura de la matriz de cuatro vías.
Aunque el cambio de apertura de la hembra es sencillo, la matriz y el portamatriz deben estar centrados con el punzón en cada rotación, para garantizar una óptima conformado con plegadora rendimiento.
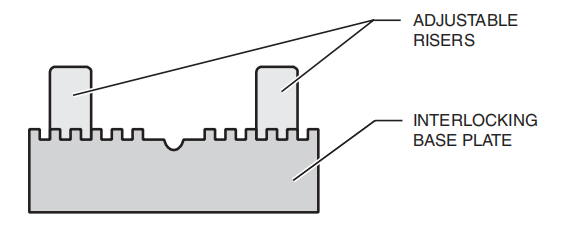
Troqueles ajustables
Las matrices ajustables proporcionan una gama de aperturas - en incrementos de 1/2" desde un mínimo de 1" hasta un máximo de 8", 10" o 12". La abertura se fija moviendo los elevadores ajustables con llave a una posición de chavetero de la placa base de enclavamiento.
Troquel ajustable
Este tipo de troquel es útil para conformar una mayor gama de espesores de material. Es especialmente favorable porque las aberturas más anchas permiten conformar chapas más gruesas.
Punzones
Existe una gran variedad de punzones para diferentes técnicas de conformado. Consulte la documentación del utillaje para obtener información sobre aplicaciones específicas.
Ponche
Matrices templadas y rectificadas con precisión
Las herramientas templadas y rectificadas con precisión se fabrican en secciones con estrechas tolerancias dimensionales para permitir el intercambio y la sustitución directa.
El utillaje de precisión se define geométricamente con la altura de la matriz especificada, la abertura de la matriz y el radio del hombro, el radio del punzón y el índice de carga, todo lo cual puede catalogarse en una biblioteca de utillaje del sistema de calibrado CNC de la prensa plegadora.
Definición de los parámetros geométricos del utillaje en a CNC mejora la productividad de la prensa plegadora porque reduce el número de pliegues de prueba y piezas de muestra necesarios para configurar el trabajo.
Portamatrices para prensas plegadoras
1. Porta troqueles estándar:
Porta troqueles estándar
El portamatrices estándar sirve como bloque de relleno entre la bancada de la plegadora y el prensa ram para garantizar el cierre de la matriz dentro de la carrera completa de la plegadora. En la mayoría de los casos, el utillaje por sí solo no llenará la altura de cierre.
El soporte de la matriz también sirve como superficie de trabajo para minimizar el desgaste de la bancada de la prensa plegadora durante los cambios de matriz.
El portamatriz permite elevar el conjunto de matrices para realizar un ajuste localizado que se adapte a las variaciones de ángulo de las piezas conformadas. Estas desviaciones se deben a las irregularidades de las matrices de uso general y al desgaste, normalmente asociado con el uso continuo de las matrices. frenado de prensa en la misma zona.
Los portamatrices se pueden bloquear para que no se muevan o se ajustan mecánicamente en la bancada de la prensa plegadora mediante una espiga y tornillos de fijación, fijaciones con pernos en T o bloques de ajuste de las matrices.
2. Soporte para troqueles de cuatro vías:
Soporte para troqueles de cuatro vías
El portamatriz de cuatro vías es un canal que retiene y centra una matriz de cuatro vías con el punzón durante el conformado.
El portamatrices de cuatro vías es similar al portamatrices estándar en cuanto a funcionamiento y fijación a la prensa plegadora.
3. Soporte de troquel coronable:
Varios fabricantes de herramientas ofrecen portamatrices coronables con:
ajuste único para el abombamiento proporcional del portamatrices en toda su longitud, o bien
puntos de ajuste individuales a lo largo del portamatrices.
Una de las ventajas del portamatrices coronable es que el operario puede realizar los ajustes de reglaje de la matriz sin los procedimientos tradicionales de calce del portamatrices.
La fijación y la altura de apilado dimensional para la altura de cierre de la prensa plegadora son similares a las del portamatrices estándar.
5. Selección del utillaje de la prensa plegadora
4.1 Los punzones superiores más utilizados son: punzón recto de 88° (R1), punzón agudo de 30°/punzón agudo recto (R1/R0,5), punzón recto de 88 punzón de cuello de cisne (R1), punzón de cuello de cisne recto de 88° (R1/R0,5), punzón aplanador y moldes especializados para matrices superiores.
4.2 Utilización habitual troquel inferior para flexión incluyen: moldes inferiores en V simple/doble con ángulos de 30° y 88°, V4, V6, V7, V8, V10, V12, V16 y V25 (mm).
4.3 La selección de matriz dobladora se basa generalmente en la disposición de la secuencia de la hoja de plegado después de revisar los dibujos.
4.4 Selección de la matriz superior en función del ángulo:
4.4.1 Cuando el ángulo de procesado sea mayor o igual a 88°, utilice un troquel superior con un ángulo inferior a 88° (por ejemplo, cuchilla recta, cuchilla afilada/cuchilla afilada recta, cuchilla curva, cuchilla curva recta, etc.).
4.4.2 Cuando el ángulo de procesado sea inferior a 88°, utilice un troquel superior de 30° (por ejemplo, cuchilla afilada/cuchilla afilada recta).
4.4.3 Cuando sea necesario prensar un canto muerto, utilice una cuchilla afilada/hoja recta afilada para formar un ángulo agudo (generalmente de 30°) y, a continuación, utilice un molde de aplanado para aplanar el canto prensado.
4.4.4 Cuando el grosor de la chapa supere los 3 mm, evite utilizar cuchillas afiladas/cuchillas rectas afiladas para evitar daños en la herramienta.
4.5 Cuando es necesario procesar una forma en U en función de los requisitos de la forma externa.
Cuando b-a ≥ 5 mm, puede elegir entre punzón agudo (cuchilla recta afilada), punzón recto (cuchilla recta), punzón recto de cuello de cisne (cuchilla curva recta) o punzón de cuello de cisne (cuchilla curva).
Cuando 1mm < b-a < 5mm, puede elegir entre punzón de cuello de cisne recto (cuchilla curva recta) o punzón de cuello de cisne (cuchilla curva). Cuando b-a < 1 mm, puede elegir punzón de cuello de cisne (cuchilla curva).
Nota: Tanto a como b > 6mm y 100mm > a, b son dimensiones internas. Cuando necesite procesar una forma en Z, normalmente elegirá entre punzón recto (cuchilla recta), punzón agudo (cuchilla afilada/cuchilla afilada recta), punzón recto de cuello de cisne (cuchilla curva recta) y punzón de cuello de cisne (cuchilla curva).
4.6 Selección del troquel inferior:
4.6.1 El tamaño de la ranura en V se elige generalmente en función de seis veces el espesor de la chapa.
4.6.2 Seleccione el troquel inferior en función del ángulo: cuando el ángulo es mayor o igual a 88°, puede elegir entre troqueles inferiores de 88° o 30°; cuando el ángulo es inferior a 88°, elija un troquel inferior de 30° (mida la altura efectiva del molde superior: la distancia desde el molde superior hasta el borde de la cuchilla en la superficie de recepción de fuerza de la mordaza superior).
4.7 Al empalmar las matrices superior e inferior, deben tenerse en cuenta los siguientes puntos:
4.7.1 No mezcle moldes con diferentes alturas durante la selección, ya que esto puede causar ángulos deficientes, dañar los moldes de troquelado o incluso provocar accidentes laborales.
4.7.2 Al seleccionar un molde de troquel superior para un panel de puerta con dobladillo, tenga en cuenta la calidad de procesamiento del producto y la facilidad de manipulación, dejando generalmente un espacio de 3-6 mm en ambos extremos (si es necesario, considere el uso de una "cuchilla de borde").
4.7.3 Evite utilizar moldes dañados para el procesamiento del producto a fin de evitar una apariencia deficiente, e inspeccione la linealidad y planitud del borde de corte del molde superior después de la instalación.
4.7.4 Al evitar posiciones, tenga en cuenta los problemas de calidad de aspecto, como la indentación en el punto de evitación y los ángulos insuficientes.
4.8 Selección del molde en condiciones anormales:
4.8.1 Para las líneas de prensado, elija una cuchilla afilada resistente a la presión para el molde superior y un molde inferior plano y alineado sin escalones entre los moldes superior e inferior.
4.8.2 Al procesar formas en U, si la dimensión interior de la abertura es inferior a 6 mm, utilice primero una cuchilla curva para doblar la abertura más grande que el tamaño de la segunda cuchilla y, a continuación, presione en plano para garantizar la dimensión o utilice un molde especializado para darle forma.
4.8.3 Al procesar productos con requisitos específicos para el radio R interno, considere de antemano un molde superior de radio R coincidente al seleccionar el molde superior (por ejemplo, requisitos de radio R interno de R0.3, R1, R4, R8 o R10).
4.8.4 Cuando doble 6 mm con un espesor de chapa de 2,0 mm, elija un molde inferior V8 de 88°; cuando doble 10 mm con un espesor de chapa de 3,0 mm, elija un molde inferior V12 de 88° para evitar que las piezas se deslicen y no puedan procesarse debido a unas dimensiones de procesamiento excesivamente pequeñas.
4.8.5 Al procesar acero redondo, utilice moldes especializados y cuente con un operario especializado.
4.9 Cuando seleccione moldes de punzón superior/matriz inferior, intente evitar los empalmes para evitar marcas de empalme y mantener un buen aspecto del producto.
4.10 Cuando calibre moldes de troquel superior/inferior, utilice moldes mayores o iguales a 300 mm para la calibración. No utilice moldes pequeños empalmados o moldes menores de 300mm para la calibración. Para moldes de más de 1m de longitud, la diferencia de longitud entre los moldes superior e inferior no debe exceder 20%.
4.11 Antes de instalar el molde de troquel, asegúrese de comprobar si el recorrido limitado de la máquina es mayor que la altura total de los moldes de troquel superior/inferior para evitar daños en el molde y accidentes laborales.
4.12 Compruebe si el molde está bloqueado antes de la calibración, y vuelva a comprobar la estanqueidad del molde después de la calibración.
4.13 No coloque moldes de troqueles sin usar sobre el equipo para evitar que los moldes se caigan, causando daños o lesiones.
4.14 Después de utilizar el molde para troqueles, devuélvalo inmediatamente a la rejilla para moldes designada y colóquelo ordenadamente.
4.15 No instale dos moldes de altura diferente en el equipo al mismo tiempo.
4.16 El taller debe mantener y revisar periódicamente los moldes de troquelado y marcarlos claramente.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]
Estructura de la terraja de roscar Fórmula general Para roscas de pequeño tamaño, en las terrajas de roscar se utiliza generalmente un punzón perforador, mientras que para roscas más grandes (M5 y superiores), se utiliza un punzón con [...]
El grado de deformación en las operaciones de rebordeado o rebordeado se representa comúnmente por el coeficiente de rebordeado, que se calcula mediante la siguiente fórmula: K=D0d En la fórmula: Cuanto mayor sea [...]
¿Qué es el calibre de chapa? Gauge, comúnmente conocido como término americano, es una unidad de medida del diámetro originaria de Norteamérica y que forma parte de la Browne [...]
La elección y configuración de un compresor de aire para una máquina de corte por láser es un proceso complejo que requiere la consideración de múltiples factores, como la presión, el caudal y la calidad del aire. A continuación se [...]
¿Qué es el recocido? El recocido es un proceso de tratamiento térmico de metales que mejora las propiedades del material calentando lentamente el metal a una temperatura determinada, manteniéndola durante un [...].
La inspección y el mantenimiento de una punzonadora son medidas vitales para garantizar su funcionamiento normal y prolongar su vida útil. He aquí algunos aspectos clave de la inspección de punzonadoras [...].
Existen varios tipos de grietas: grietas en las materias primas, grietas causadas por el tratamiento térmico y grietas de forja, que pueden resultar confusas. Identificarlas es un curso importante [...]
El primer paso en el proceso de fabricación de chapas metálicas es el desdoblamiento de las geometrías y el cuerpo coherente. La precisión y corrección del desdoblamiento de la muestra repercute directamente [...]
El método para calcular el peso de un bloque físico de plata se basa en su volumen, siendo la fórmula específica Peso de la plata (kg) = Longitud (cm) × [...]