La planificación del proceso de plegado de piezas de chapa metálica hace referencia al orden secuencial de los procesos de plegado durante la fabricación. La secuencia de plegado debe organizarse en función de la forma de la pieza, los requisitos de precisión, la naturaleza de las operaciones y el patrón de deformación del material.
Para piezas curvadas específicas, empiece por considerar su volumen de producción, diseño estructural, precisión dimensional y material, y lleve a cabo una revisión de la viabilidad de su proceso de curvado. A continuación, basándose en las condiciones de producción específicas y en un análisis exhaustivo de los factores que influyen, desarrollar un proceso de plegado técnicamente viable y rentable. proceso de plegado plan.
En proceso de plegado El plan incluye principalmente el análisis del proceso de las piezas curvadas y la formulación del esquema del proceso de curvado. Los pasos generales son los siguientes:
1. Analizar los datos de diseño originales relacionados con las piezas dobladas.
Los datos originales incluyen los planos del producto y las condiciones técnicas de las piezas dobladas, las especificaciones de tamaño, rendimiento y estado de suministro de las materias primas, el volumen de producción del producto, las condiciones del equipo de estampación existentes en la fábrica y otros datos técnicos.
Entre ellos, el plano del producto es la base más directa para el diseño del proceso, otros datos técnicos sirven de referencia para la estampación diseño de troqueles, y los datos originales restantes se utilizan para determinar el método de procesamiento de las piezas estampadas, formular el plan del proceso de estampación y elegir el tipo de estructura del molde.
2. Análisis de la curvabilidad del producto
La plegabilidad se refiere a la adaptabilidad de un componente a los procesos de plegado. Esto significa evaluar si la estructura, el tamaño, los requisitos de precisión y los materiales del componente curvado cumplen los requisitos técnicos de la fabricación por curvado.
En general, los componentes con buena capacidad de flexión garantizan un menor consumo de material, menos operaciones, una estructura de herramientas más sencilla, una calidad de producto estable y un bajo coste. También permite una preparación técnica y una organización de la producción económicas y sensatas.
El propósito de analizar la plegabilidad es comprender la facilidad o dificultad de procesar el componente plegado, sentando las bases para el desarrollo de un plan de proceso de plegado.
Antes de analizar la plegabilidad de un producto, es preciso realizar un análisis económico de la producción. La cantidad de producción de componentes curvados es un factor crítico para determinar la razonabilidad del proceso de curvado.
El análisis de la plegabilidad del producto debe basarse en los planos de los componentes. Es esencial realizar un análisis exhaustivo de la forma, el tamaño, los requisitos de precisión y la capacidad de doblado del material utilizado. También implica evaluar el potencial de diversos problemas de calidad.
Debe prestarse especial atención a las dimensiones límite del componente (como el tamaño mínimo del borde doblado, la distancia mínima del borde del orificio, la radio de curvatura), tolerancias dimensionales, referencias de diseño y otros requisitos especiales.
Estos factores influyen significativamente en la naturaleza, el número y la secuencia de las operaciones necesarias, así como en el método de colocación, flexión estructura del moldey precisión de fabricación.
Tras el análisis anterior, si se comprueba que la capacidad de flexión del componente no es razonable, debe consultarse al diseñador del producto.
Sin comprometer los requisitos de uso del producto, se pueden realizar las modificaciones oportunas en la forma, el tamaño, los requisitos de precisión y los selección de materiales del componente doblado.
3. Formulación del plan del proceso de plegado
A partir del análisis del proceso de curvado, se proponen varios planes de proceso de curvado. A continuación, mediante el análisis exhaustivo y la comparación de varios planes en función del volumen de producción y las condiciones de producción existentes en la empresa, se determina el plan de proceso más óptimo desde el punto de vista tecnológico y económico.
En general, la formulación de un plan de proceso de curvado incluye principalmente los siguientes contenidos:
Determinar la naturaleza, el número, la secuencia y la combinación de las operaciones de plegado, así como el método de posicionamiento mediante análisis y cálculos;
Determinación de la forma y el tamaño del procesamiento de plegado en cada operación;
Organizar otras operaciones auxiliares que no sean de doblado, etc.
En resumen, al tiempo que satisfacemos los requisitos del dibujo de la pieza, nos esforzamos por reducir las operaciones, simplificar la estructura del molde de plegado, prolongar la vida útil y facilitar el funcionamiento.
4. Operación de plegado
4.1 Principios de organización de las operaciones de plegado
En general, la disposición de las operaciones de plegado debe seguir los siguientes principios:
1) Para doblar piezas con formas simples, se adopta un moldeado de doblado de una sola vez; para doblar piezas con formas complejasse adoptan dos o más molduras de flexión.
2) Para doblar piezas con grandes cantidades y tamaños más pequeños, se utilizan preferentemente matrices progresivas o conformado de matrices compuestas.
3) En el caso de piezas curvadas en varios ángulos, doble primero la esquina exterior y luego la interior. El doblado posterior no debe destruir la forma del anterior. pieza de flexión. El plegado previo debe tener en cuenta que el plegado posterior tenga una base de posicionamiento adecuada y pueda realizarse sin problemas.
4) La flexión debe realizarse de menor a mayor.
5) Las formas especiales deben doblarse primero, seguidas de las formas generales.
6) En el caso de piezas de flexión con agujeros, éstos se pueden perforar generalmente antes de la flexión para simplificar la estructura del molde. Cuando el agujero está situado en la zona de deformación de plegado o cerca de la zona de deformación, y el agujero tiene altos requisitos con la superficie de referencia, el plegado debe hacerse antes de perforar el agujero.
4.2 Ejemplos de disposición del proceso de producción para piezas curvadas típicas
1) Piezas de flexión simples de un solo uso, como se muestra en la Figura 1-1.
Figura 1-1 Piezas que se doblan una sola vez
2) Piezas de flexión de dos tiempos, como se muestra en la figura 2-2.
Figura 2-2 Piezas de flexión de dos tiempos
a) Patrón plano
b) Primera curva
c) Segunda curva
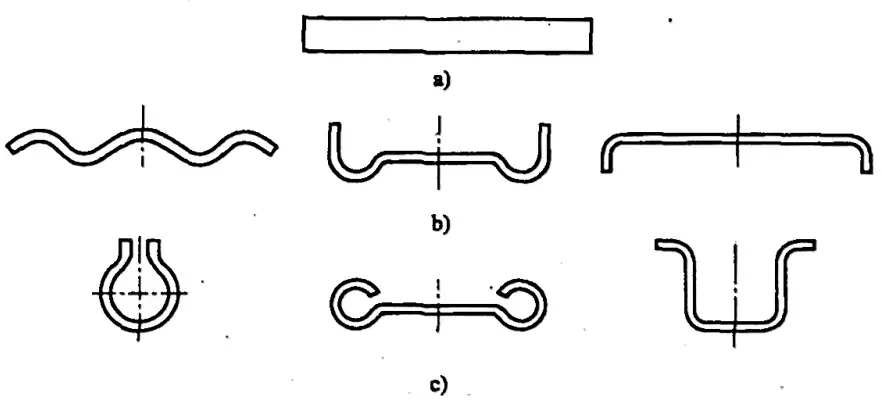
3) Piezas de flexión de tres tiempos, como se muestra en la figura 3-3.
Figura 3-3 Piezas de flexión de tres tiempos
a) Patrón plano
b) Primera curva
c) Segunda curva
d) Tercera curva
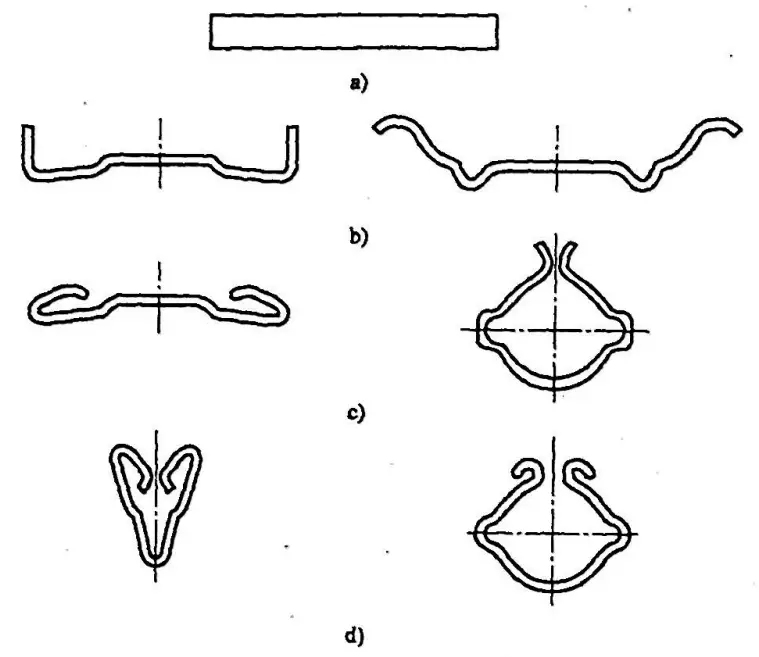
4) Piezas de flexión cuádruple, como se muestra en la Figura 4-4.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]