Die Prozessplanung für Blechbiegeteile bezieht sich auf die Reihenfolge der Biegeprozesse während der Herstellung. Die Biegefolge sollte auf der Grundlage der Form des Teils, der Präzisionsanforderungen, der Art der Arbeitsgänge und des Musters der Materialverformung festgelegt werden.
Bei bestimmten Biegeteilen sollten Sie zunächst das Produktionsvolumen, die Konstruktion, die Maßhaltigkeit und den Werkstoff berücksichtigen und die Machbarkeit des Biegeverfahrens prüfen. Dann entwickeln Sie auf der Grundlage der spezifischen Produktionsbedingungen und einer umfassenden Analyse der Einflussfaktoren ein technisch machbares und kostengünstiges Biegeverfahren Plan.
Die Biegeverfahren Plan umfasst hauptsächlich die Prozessanalyse der Biegeteile und die Formulierung des Biegeprozessschemas. Die allgemeinen Schritte sind wie folgt:
1. Analysieren Sie die ursprünglichen Konstruktionsdaten der gebogenen Teile
Zu den Originaldaten gehören die Produktzeichnungen und die technischen Bedingungen der Biegeteile, die Größenspezifikationen, die Leistung und der Lieferstatus der Rohstoffe, das Produktionsvolumen des Produkts, die vorhandenen Stanzanlagen im Werk und andere technische Daten.
Dabei ist die Produktzeichnung die direkteste Grundlage für die Prozessgestaltung, andere technische Daten dienen als Referenz für das Stanzen WerkzeugkonstruktionDie verbleibenden Originaldaten werden verwendet, um die Bearbeitungsmethode der Stanzteile zu bestimmen, den Stanzprozessplan zu formulieren und den Strukturtyp der Form zu wählen.
2. Analyse der Biegbarkeit des Produkts
Unter Biegbarkeit versteht man die Anpassungsfähigkeit eines Bauteils an Biegeprozesse. Das heißt, es wird geprüft, ob die Struktur, die Größe, die Präzisionsanforderungen und die Werkstoffe des gebogenen Bauteils den technischen Anforderungen der Biegefertigung entsprechen.
Im Allgemeinen sorgen Bauteile mit guter Biegbarkeit für einen geringeren Materialverbrauch, weniger Arbeitsgänge, eine einfachere Werkzeugstruktur, eine stabile Produktqualität und niedrige Kosten. Dies ermöglicht auch eine wirtschaftliche und sinnvolle technische Vorbereitung und Produktionsorganisation.
Der Zweck der Analyse der Biegbarkeit besteht darin, die Leichtigkeit oder Schwierigkeit der Verarbeitung des gebogenen Bauteils zu verstehen und damit die Grundlage für die Entwicklung eines Biegeprozessplans zu schaffen.
Vor der Analyse der Biegbarkeit von Produkten sollte zunächst eine wirtschaftliche Produktionsanalyse durchgeführt werden. Die Produktionsmenge von Biegeteilen ist ein entscheidender Faktor für die Bestimmung der Angemessenheit des Biegeverfahrens.
Die Analyse der Biegbarkeit des Produkts sollte auf der Grundlage der Bauteilzeichnungen erfolgen. Eine gründliche Analyse von Form, Größe, Präzisionsanforderungen und Biegefähigkeit des verwendeten Materials ist unerlässlich. Dazu gehört auch die Bewertung des Potenzials für verschiedene Qualitätsprobleme.
Besonderes Augenmerk sollte auf die Grenzmaße des Bauteils gelegt werden (z. B. Mindestmaß der Biegekante, Mindestabstand der Lochkante, Mindestmaß der Biegeradius), Maßtoleranzen, Konstruktionshinweise und andere besondere Anforderungen.
Diese Faktoren haben einen erheblichen Einfluss auf die Art, die Anzahl und die Reihenfolge der erforderlichen Arbeitsgänge sowie auf die Positionierungsmethode, das Biegen Schimmelstrukturund Fertigungspräzision.
Stellt sich nach der obigen Analyse heraus, dass die Biegbarkeit des Bauteils unangemessen ist, sollte der Produktdesigner konsultiert werden.
Ohne die Nutzungsanforderungen des Produkts zu beeinträchtigen, können geeignete Änderungen an Form, Größe, Präzisionsanforderungen und Materialauswahl der gebogenen Komponente.
3. Formulierung eines Biegeprozessplans
Auf der Grundlage der Analyse des Biegeprozesses werden mehrere Biegeprozesspläne vorgeschlagen. Durch eine umfassende Analyse und einen Vergleich der verschiedenen Pläne entsprechend dem Produktionsvolumen und den bestehenden Produktionsbedingungen des Unternehmens wird dann der technologisch und wirtschaftlich optimale Prozessplan ermittelt.
Im Allgemeinen umfasst die Ausarbeitung eines Biegeverfahrensplans hauptsächlich die folgenden Inhalte:
Bestimmung der Art, Anzahl, Reihenfolge und Kombination der Biegevorgänge sowie der Positionierungsmethode durch Analyse und Berechnung;
Bestimmung der Form und des Umfangs der Biegeverarbeitung in jedem Arbeitsgang;
Kurz gesagt, während wir die Anforderungen der Teilezeichnung erfüllen, streben wir nach weniger Arbeitsschritten, einfacher Struktur der Biegeform, längerer Lebensdauer und bequemer Bedienung.
4. Biegevorgang
4.1 Grundsätze für das Anordnen von Biegevorgängen
Im Allgemeinen sollte die Anordnung der Biegevorgänge den folgenden Grundsätzen folgen:
1) Für Biegeteile mit einfachen Formen wird eine einmalige Biegeform angenommen; für Biegeteile mit komplizierte Formenwerden zwei oder mehr Biegeformteile verwendet.
2) Für Biegeteile mit großen Stückzahlen und kleineren Abmessungen werden vorzugsweise Folgeverbundwerkzeuge oder Verbundwerkzeuge verwendet.
3) Bei mehrwinkligen Biegeteilen biegen Sie zuerst die äußere Ecke, dann die innere Ecke. Die nachfolgende Biegung sollte die Form der vorherigen nicht zerstören Biegeteil. Bei der vorhergehenden Biegung muss berücksichtigt werden, dass die nachfolgende Biegung eine geeignete Positionierungsgrundlage hat und reibungslos durchgeführt werden kann.
4) Das Biegen sollte von klein nach groß erfolgen.
5) Spezielle Formen sollten zuerst gebogen werden, gefolgt von allgemeinen Formen.
6) Bei Biegeteilen mit Löchern können die Löcher im Allgemeinen vor dem Biegen gestanzt werden, um die Formstruktur zu vereinfachen. Wenn sich das Loch in der Biegeverformungszone oder in der Nähe der Verformungszone befindet und das Loch hohe Anforderungen an die Referenzfläche stellt, sollte das Biegen vor dem Stanzen des Lochs erfolgen.
4.2 Beispiele für die Anordnung des Produktionsprozesses für typische Biegeteile
1) Einfache, einmalige Biegeteile, wie in Abbildung 1-1 dargestellt.
Abbildung 1-1 Einmalige Biegeteile
2) Zweimalige Biegeteile, wie in Abbildung 2-2 dargestellt.
Abbildung 2-2 Zweifach gebogene Teile
a) Flaches Muster
b) Erste Kurve
c) Zweite Kurve
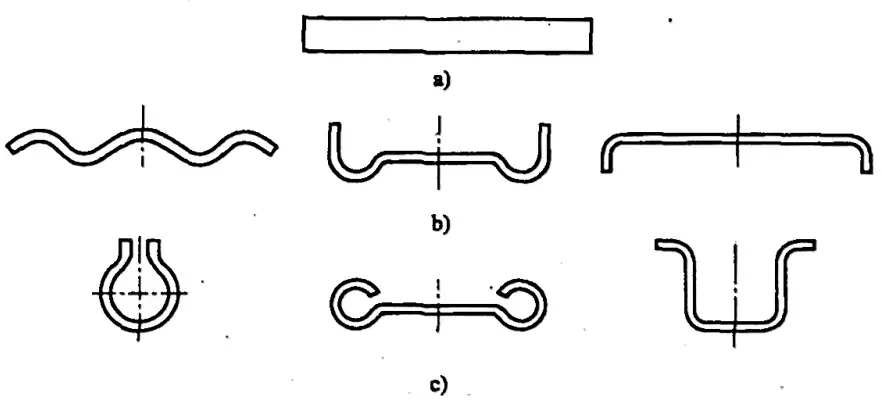
3) Dreifach-Biegeteile, wie in Abbildung 3-3 dargestellt.
Abbildung 3-3 Dreifach-Biegeteile
a) Flaches Muster
b) Erste Kurve
c) Zweite Kurve
d) Dritte Kurve
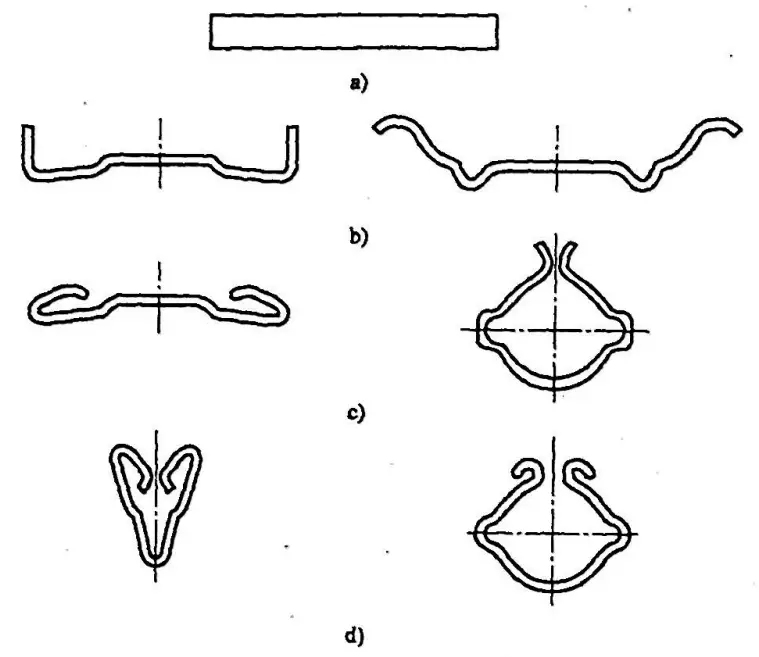
4) Vierfache Biegeteile, wie in Abbildung 4-4 dargestellt.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]