Have you ever wondered how metal parts are bent into various shapes? In this fascinating article, we’ll delve into the art and science of bending in metal stamping. Our expert mechanical engineer will guide you through the key concepts, challenges, and techniques involved in creating precise bent components. Get ready to discover the hidden world behind the curved metal parts that surround us every day!
Deformation characteristics of bending deformation zone:
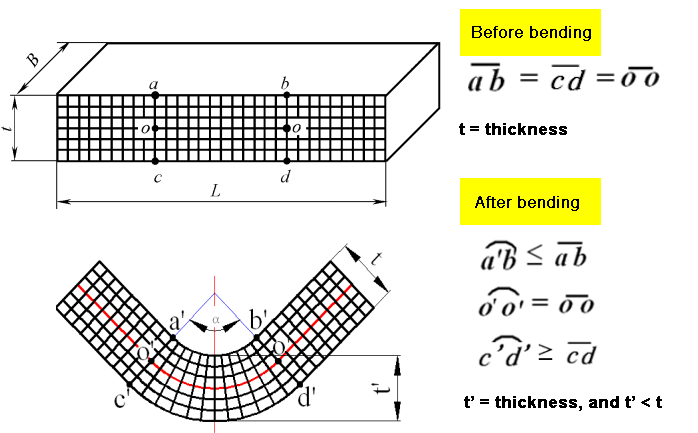
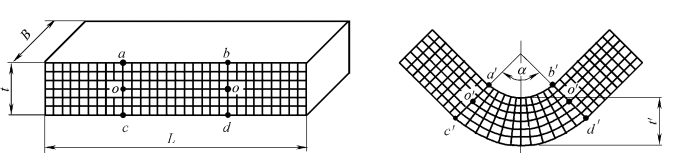
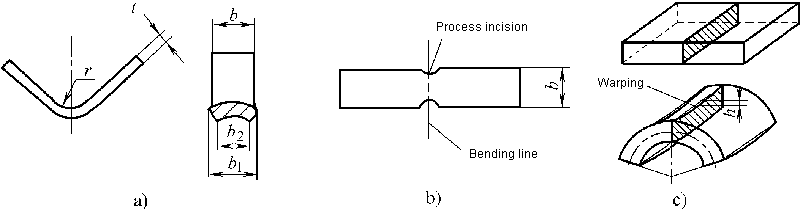
The workpiece is divided into two parts, straight edges and rounded corners. Deformation mainly occurs at the rounded corners. Rounded corners are the main deformation area of bending deformation.
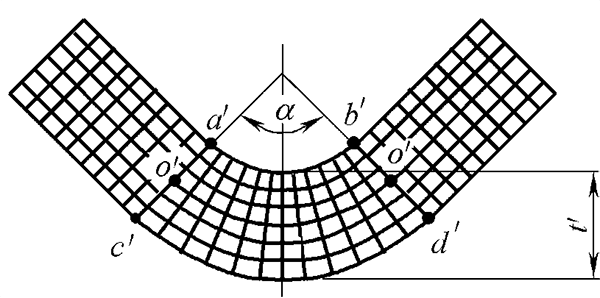
The deformation zone is not uniformly deformed: the outer zone is stretched in the tangential direction; the inner zone is compressed in the tangential direction, and a strain-neutral layer appears—a metal layer whose length does not change before and after deformation.
The thickness of the deformation zone becomes thinner, η= t ‘/ t≤1, and the degree of thinning is related to the size of r.
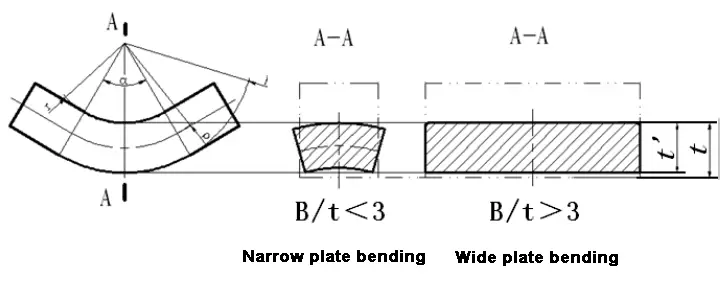
Changes in cross section: the wide plate remains unchanged, the inner area of the narrow plate becomes wider, and the outer area becomes narrower.
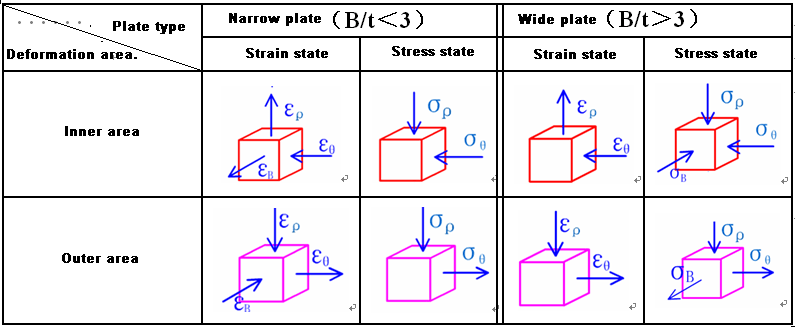
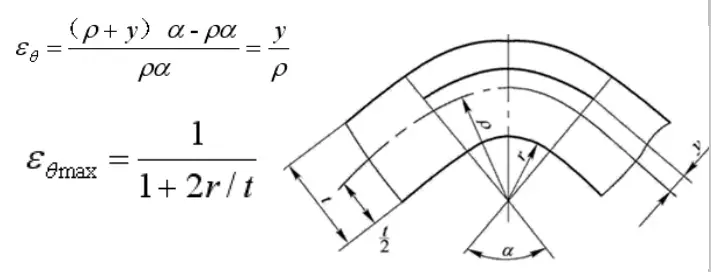
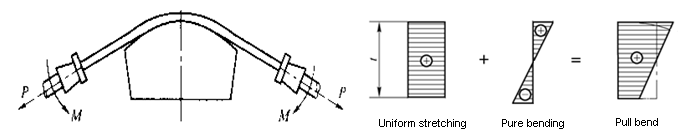
1.3 State of stress and strain in bending deformation zone
Quality analysis and control of bending parts
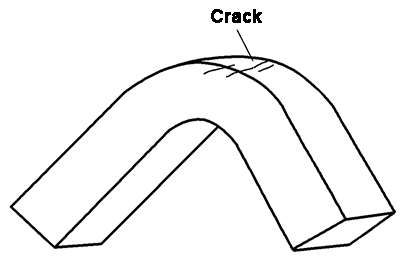
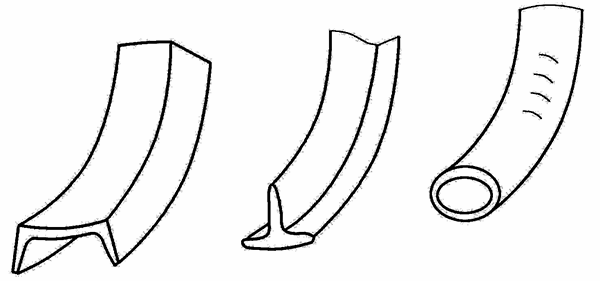
2.1 Bending crack
Bending crack is a phenomenon in which cracks occur in the outer layer of the material in the bending deformation zone.
The main reason for the occurrence of bending cracks is that the degree of bending deformation exceeds the forming limit of the material being bent.
Bending cracking can be avoided.
Bending deformation
r / t——Represents the degree of bending deformation.
The smaller r/t, the greater the degree of bending deformation, there is a minimum relative bending radius rmin /t.
Minimum relative bending radius and its influencing factors
The minimum relative bending radius refers to the ratio of the bending radius of the outermost fiber to the thickness of the sheet when the sheet is bent and almost crack.
Factors affecting the minimum relative bending radius:
1) Mechanical properties of the material: good plasticity, small rmin/t.
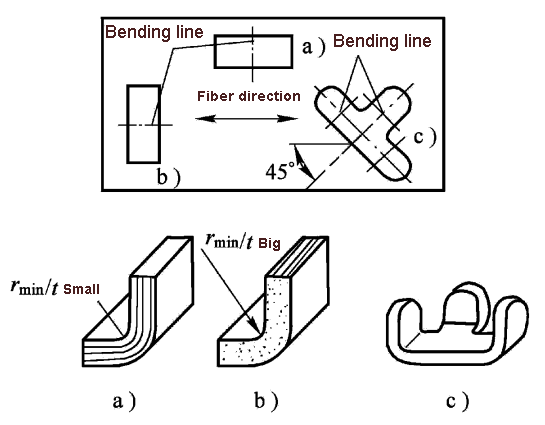
2) The fiber direction of the sheet: the bending line is perpendicular to the fiber direction, rmin/t is small
3) The surface and side quality of the sheet: the surface and side quality are good, rmin/t is small
4) The thickness of the sheet is thin: rmin/t is small
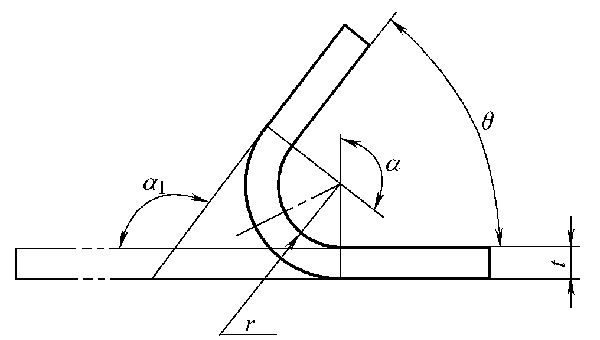
Definition of various parameters of the bending process:
(1) The fillet radius r of the bending deformation area is called the bending radius.
(2) The ratio r/t of the bending radius to the sheet thickness is called the relative bending radius.
(3) The bending radius when the outermost fiber of the sheet is near to tearing during bending is called the minimum bending radius rmin.
(4) The ratio of the minimum bending radius to the sheet thickness is called the minimum relative bending radius rmin/t.
(5) The angle at which the workpiece is bent, that is, the complementary angle α1 of the straight angle of the workpiece after bending is called the bending angle.
(6) The diagonal angle α of the straight angle between the bent parts is called the bending center angle.
(7) The angle θ of the straight side of the product after bending is called the angle of the bending part.
Measures to control bending
(1) Select a material with good plasticity for bending, and perform an annealing treatment on the cold-work hardened material before bending.
(2) Bending with r/t greater than rmin/t is used.
(3) When arranging, make the bending line perpendicular to the fiber structure direction of the sheet.
(4) Direct the burr side to the side of the bending punch, or remove the burr before bending. Avoid any scratches, cracks and other defects on the outside of the curved blank.
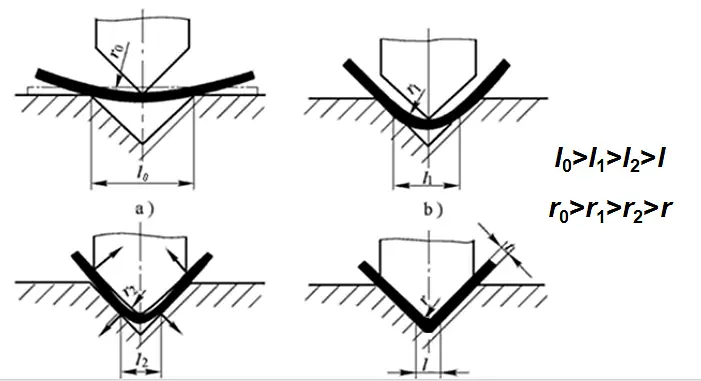
2.2 Rebound
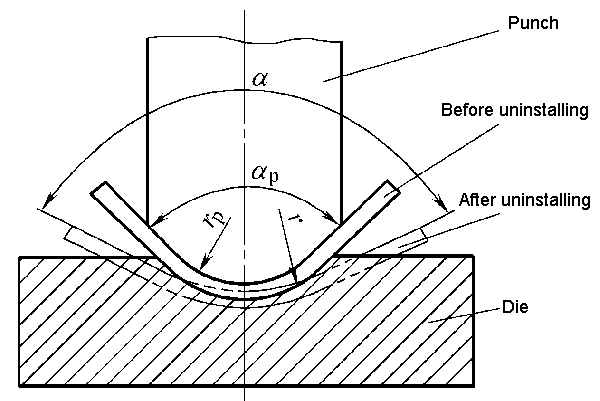
Bending rebound refers to the phenomenon that the shape and size of the bent part become inconsistent with the mold when it is taken out of the mold, which is referred to as rebound or springback.
The reason for rebound is that the total deformation during plastic bending is composed of two parts: plastic deformation and elastic deformation. When the external load is removed, the plastic deformation remains, and the elastic deformation completely disappears.
Rebound form
(1) The bending radius changes from rp during loading to r during unloading
(2) Change of the angle of the bending piece, the amount of change:
Δα=α-αP
When Δα> 0, it is called positive rebound
When Δα<0, it is called negative rebound
Factors affecting rebound
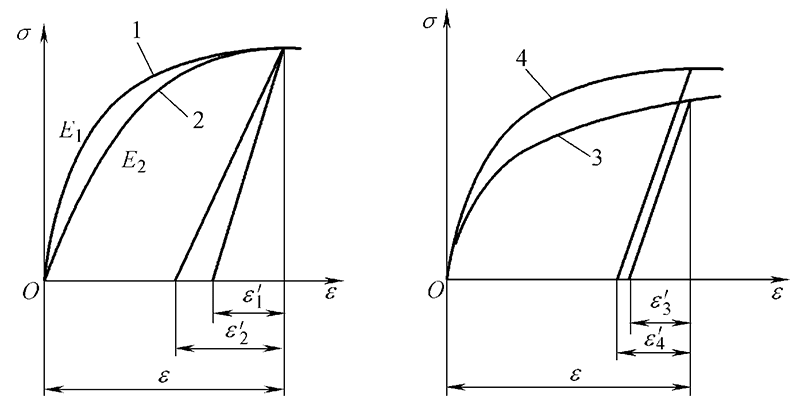
1) Mechanical properties of the material: The larger the yield limit and the higher the hardening index, the larger the springback; the larger the elastic modulus, the smaller the springback.
2) The larger the relative bending radius, the greater the rebound.
3) The larger the bending center angle, the longer the length of the deformation zone, and the larger the springback accumulation value, so the springback will increase.
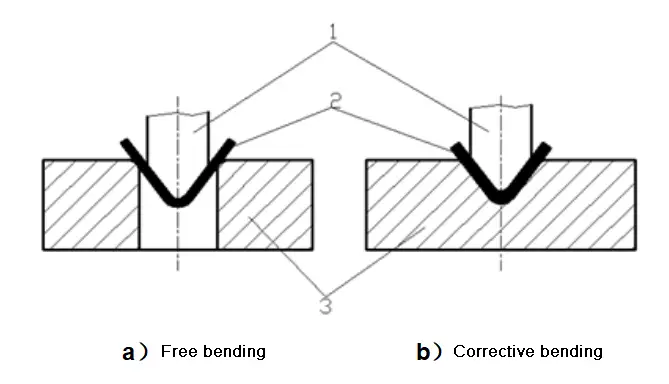
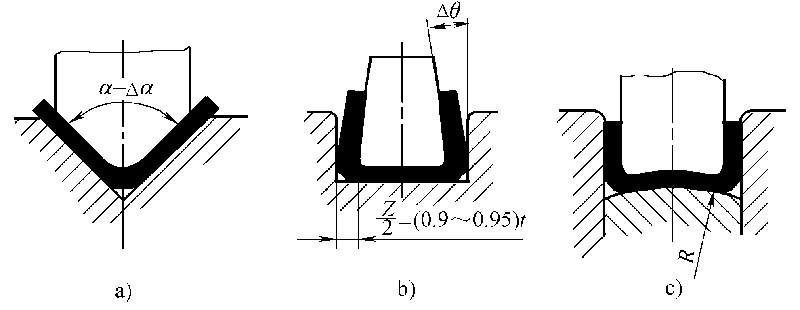
4) Bending method: The springback of correction bending is greatly reduced compared with free bending.
5) Workpiece shape: The more complicated the shape, the more the angle of one bending, the smaller the springback.
6) Mold structure: The springback of the bottom die is small.
Measures to reduce rebound
(1) Improve the design of the bent parts and select the appropriate materials
1) Avoid choosing too large r/t.
2) Try to use a sheet with a small yield limit, a small hardening index, and a large elastic modulus for bending.
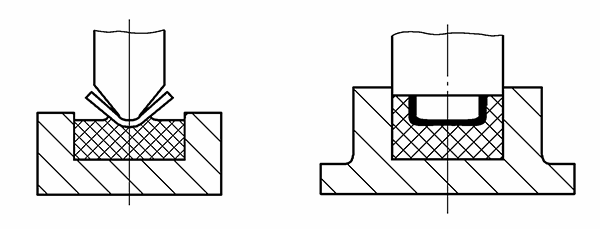
(2) Adopt proper bending process to change the stress-strain state of the deformation zone.
1) Use corrective bending instead of free bending.
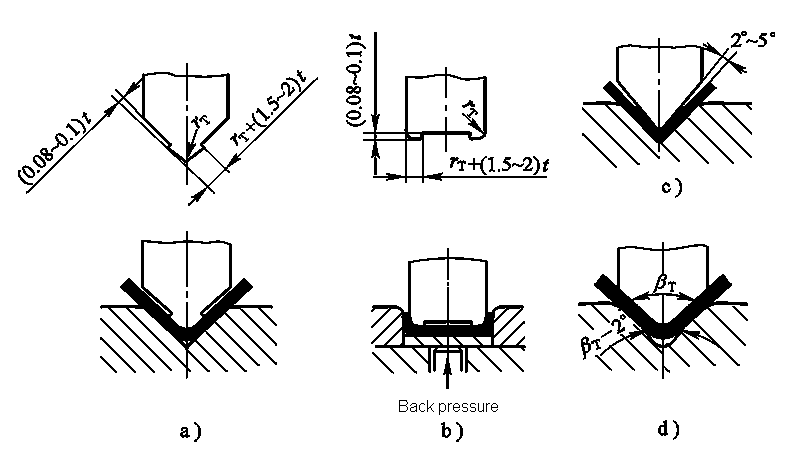
2) Using the bending process
3) The material for cold work hardening must be annealed first to reduce the yield point σs. For materials with large rebound, heat bending can be used if necessary.
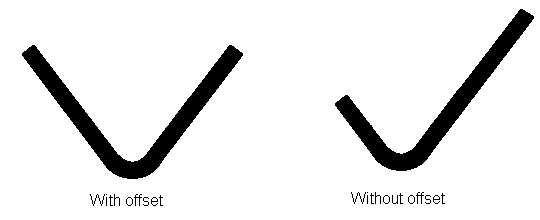
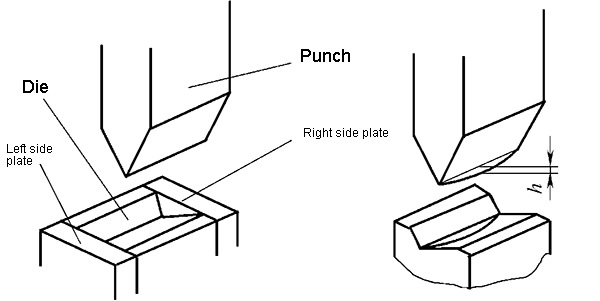
Offset refers to the phenomenon that the sheet blank moves in the mold during the bending process.
As a result of the offset, the length of the two straight sides of the bent part does not meet the requirements of the drawing, so the offset must be eliminated.
Reasons for offset
(1) The shape of the blank of the bent part is asymmetrical left and right.
(2) The positioning of the blank is unstable, and the effect of pressing is not ideal.
(3) The mold structure is asymmetrical left and right.
Measures to control offset
1) Choose a reliable positioning and pressing method, and use a suitable mold structure
2) For small asymmetrical bending parts, the process of paired bending then cutting should be adopted
2.4 Distortion and warpage of sheet cross sections
2.5 Deformation zone becomes thinner and length of bent part increases
This makes it difficult to accurately determine the size of the blank.
The design step of the bending die is to design the bending die first, and then the blanking die.
Bending process calculation
3.1 Calculation of the blank size of the bending part
Position of strain neutral layer
The strain-neutral layer refers to a metal layer having a constant length before and after bending deformation or a metal layer with zero tangential strain in a bending deformation region.
Equal volume before and after bending: Lbt=π(R2-r2)bα/2π
Simplified: ρ=(r+ηt/2)η
Abbreviated as: ρ=r+χt
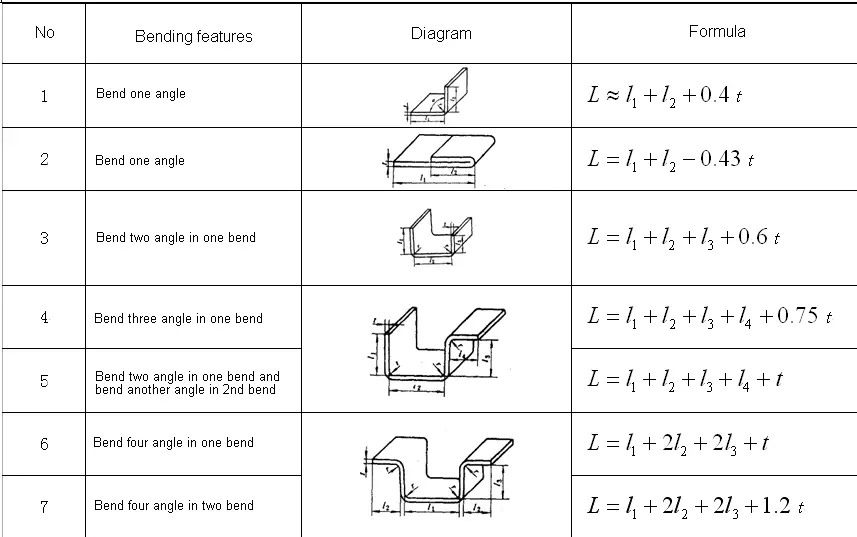
2.The length calculation of the blank of the bending part
(1) Bending pieces with fillet radius r> 0.5t
1) Starting from one end of the bending piece, divide it into several straight and circular segments.
2) Find the neutral layer displacement coefficient χ according to Table 4-3.
3) Determine the bending radius ρ of the neutral layer of each arc segment according to formula (4-3)
4) According to the bending radius ρ1, ρ2 of each neutral layer and the corresponding bending center angles α1, α2 …, calculate the length of each arc segment ll, l2 … li=πρiαi/180°
5) Calculate the total expansion length L = a + b + c + … + l1 + l2 + l3 + …
(2) Bends with fillet radius r <0.5t—empirical formula
Example of calculating the unfolded length of a curved part
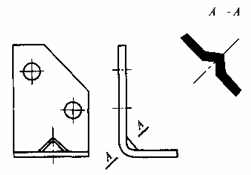
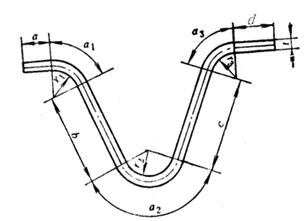
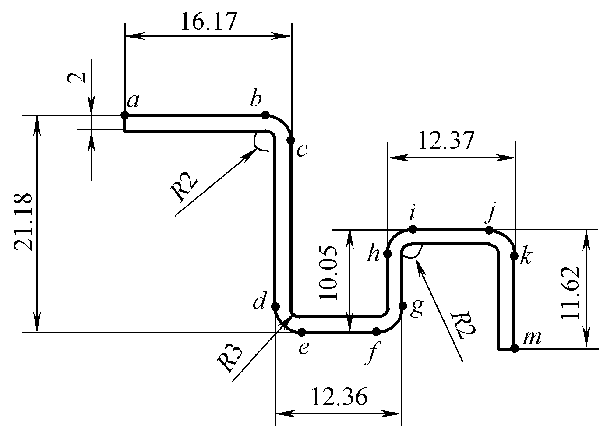
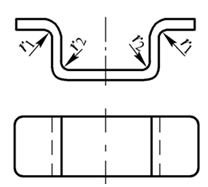
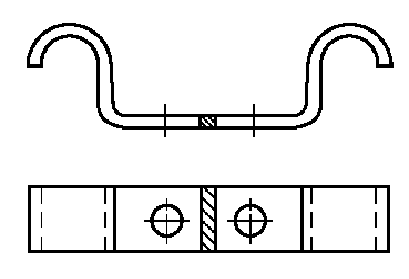
Example 4-1 Bend the workpiece shown in Figure 4-30 and try to calculate its unfolded length.
Solution: (1) The workpiece is divided into straight line segments lab, lcd, lef, lgh, ljj, lkm and arc segments lbc, lde, lfg, lhi, ljk from point a.
(2) Calculate the extended length of the arc segment.
For the arcs lbc, lhi, ljk: R = 2mm, t = 2mm, then r/t = 2/2 = 1, and if χ= 0.3 is found in Table 4-3, then:
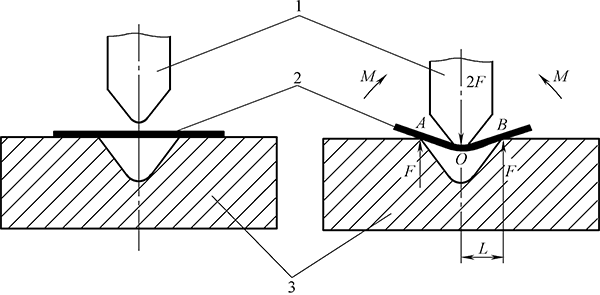
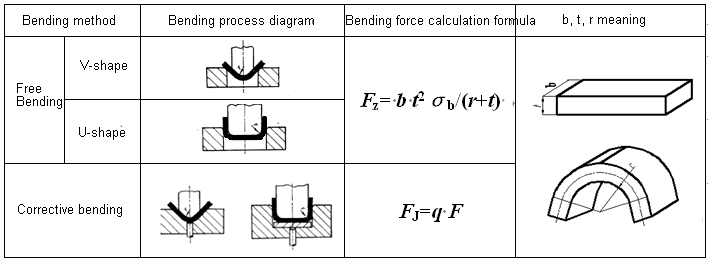
Determination of the nominal pressure of the press
For free bending with pressing, the tonnage selection of the press needs to consider the bending force and the pressing force, that is:
Fpress≥1.2(Fz+FY)
For the correction of bending, only the correction of bending force can be considered when selecting the tonnage of the press, that is:
Fpress≥1.2FJ
Selection example of press
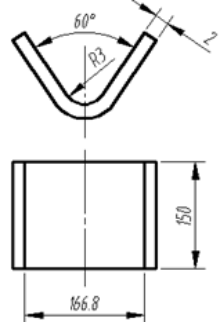
Example 4-2 Bend the V-shaped part shown in Figure 4-32. The known material is 20 steel and the tensile strength is 400 MPa. Try to calculate the free bending and correct the bending force respectively. When using the press device, try to select the tonnage of the press.
Then the total process power is: FZ + FY = 48000 + 19200 = 67.2 (KN) then the equipment tonnage: Fpress ≥ 1.2 (FZ + FY) = 1.2 × 67.2 = 80.64 (KN).
When bending is corrected, q can be taken as 50MPa from Table 4-7, and it can be obtained from the formula in Table 4-6:
FJ = q * A = 50 × 166.8 × 150 = 1251 (KN)
Then the equipment tonnage: Fpress ≥ 1.2 * FJ = 1.2 × 1251 = 1501.2 (KN).
Bending process design
4.1 Bending process analysis
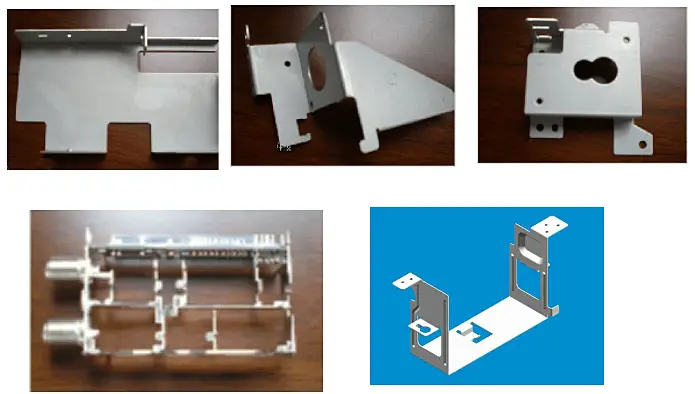
The manufacturability of the bending part refers to whether the shape, size, accuracy, materials, and technical requirements of the bending part meet the technological requirements of the bending process, that is, the adaptability of the bending part to the bending process—a requirement from the perspective of product design.
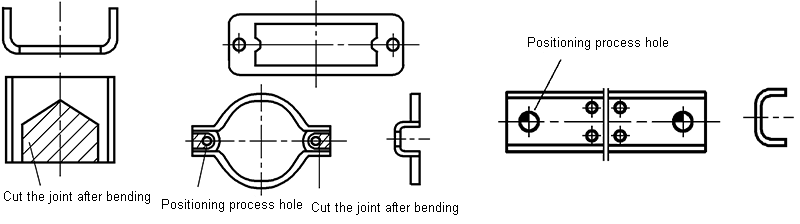
Shape requirements for curved parts
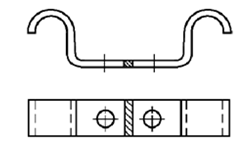
(1) To prevent displacement during bending, it is required that the shape and size of the bending piece are as symmetrical as possible.
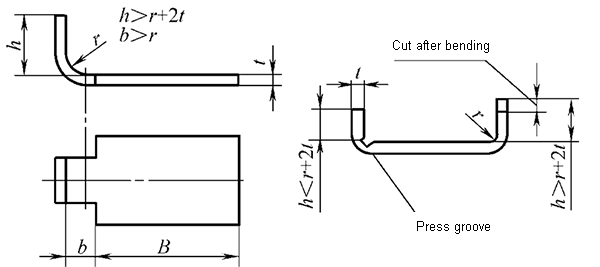
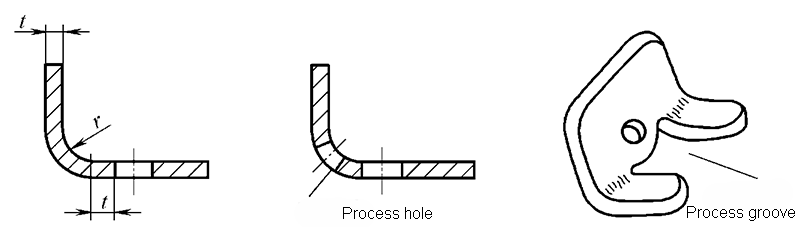
(2) When bending a section of edge locally, in order to avoid tearing of the root of the bend, a groove should be cut between the bent part and the unbent part or the process hole should be punched out before bending
(3) Add connection straps and positioning process holes.
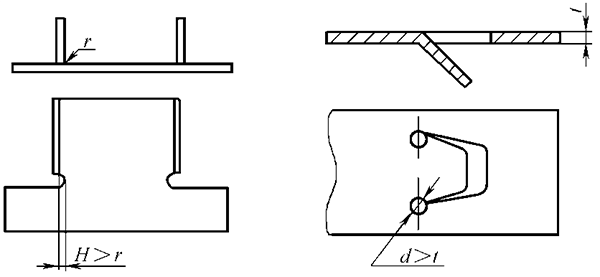
2.Dimensional requirements for bent parts
(1) The bending radius should not be smaller than the minimum bending radius.
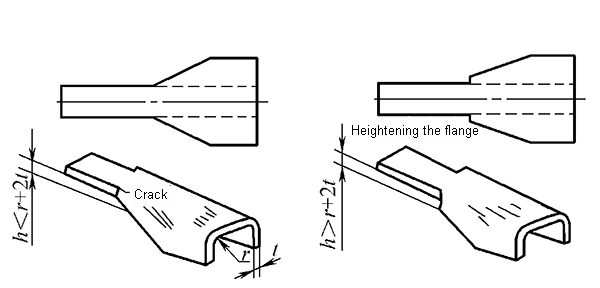
(2) The height of the straight side of the curved part should meet: h> r + 2t
(3) The distance between the edge of the hole of the bending part should meet the following requirements:
Precision requirements for bending parts
The dimensional tolerance of the bent parts must conform to GB / T13914-2002,
Angle tolerance accords with GB / T13915-2002,
Unmarked position tolerance conforms to GB / T13916-2002,
The limit deviation of the dimensions without tolerances conforms to GB / T15055-2007
Material requirements for curved parts
The material of the bending part must have good plasticity, a small yield ratio, and a large elastic modulus
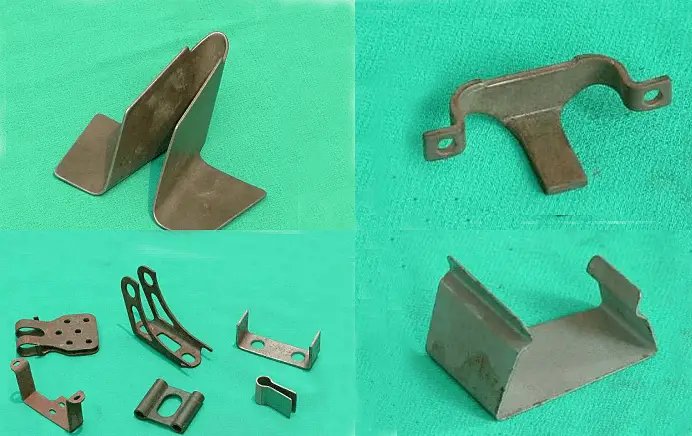
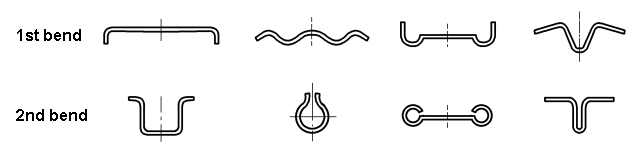
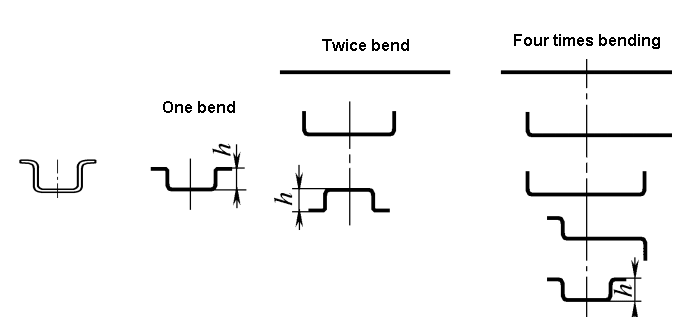
1) Simple curved parts: one-time bending. Bending parts with complex shapes: Two or more bending forms.
2) Bending parts with large batch size and small size: Use progressive die or compound die as much as possible.
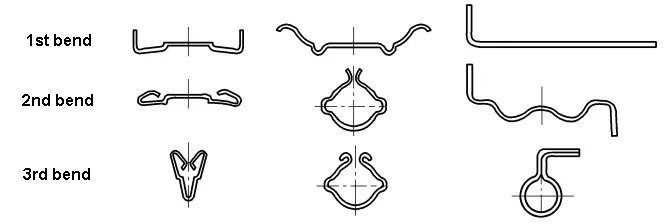
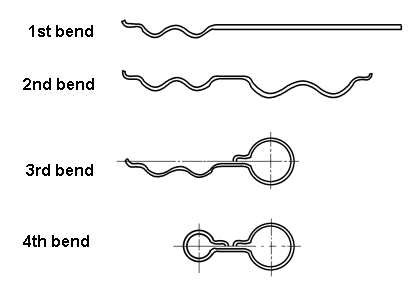
3) When multiple bends are required: bend both ends first, and then bend the middle part. The previous bend should take into account the reliable positioning of the latter bend.
4) When the shape of the bending piece is not symmetrical: bend as much as possible, and then cut it.
Process arrangement of typical bending parts
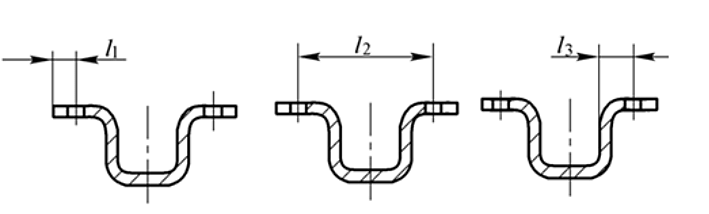
One bend
Twice bend
Triple bend
Four bends
Flexible arrangement of bending parts
Shape of the workpiece
Precision requirements
Batch size
Bending mold design
5.1 Bending mold type and structure
According to the degree of process combination, the bending die can be divided into:
Single process bending die
Compound bending die
Progressive bending die
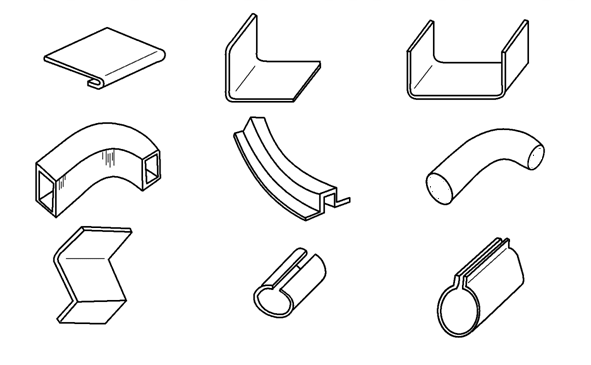
According to the shape of the workpiece, the bending die can be divided into:
V-shaped bending die
L-shaped bending die
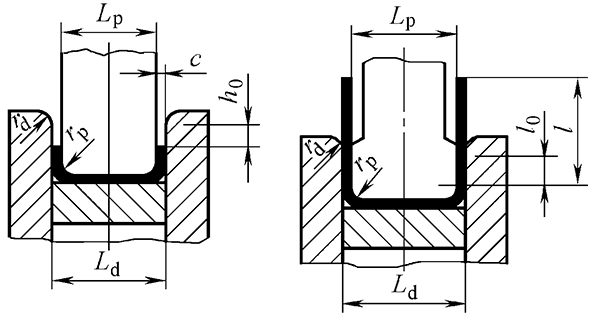
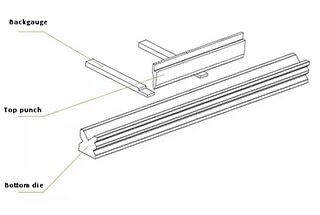
U-shaped bending die
Quadrilateral bending die
Z-shaped bending die
Round bending die
Bending mold for hinge
…
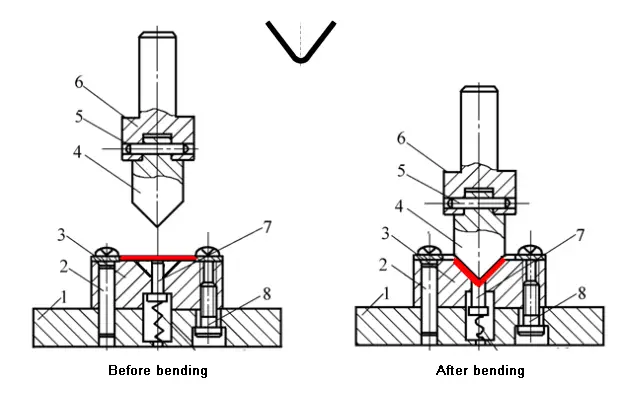
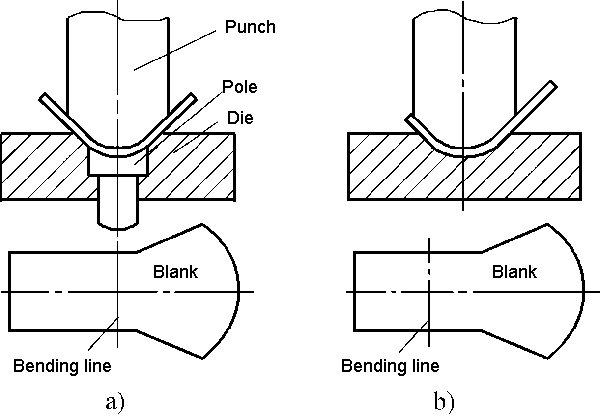
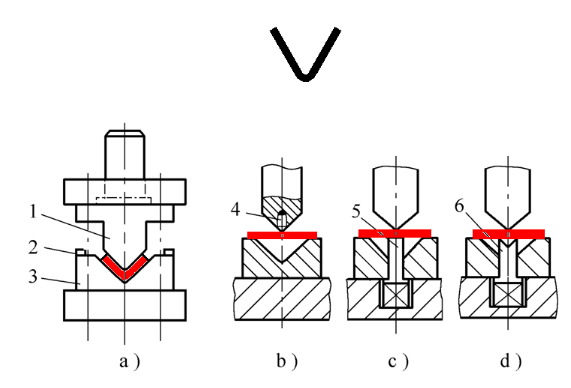
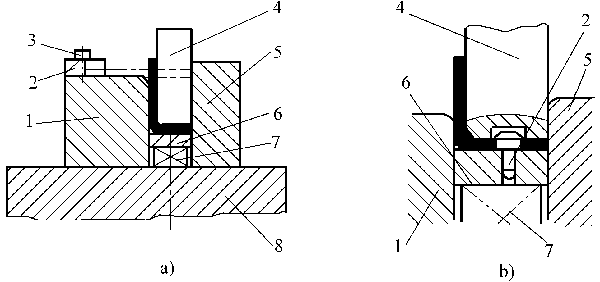
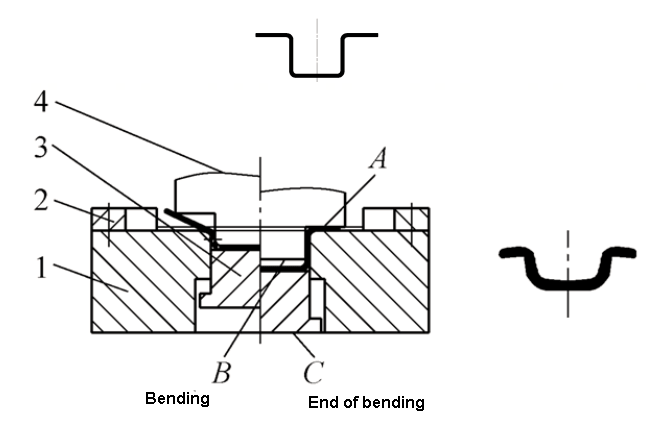
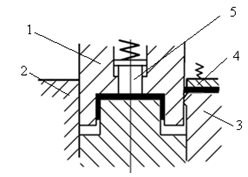
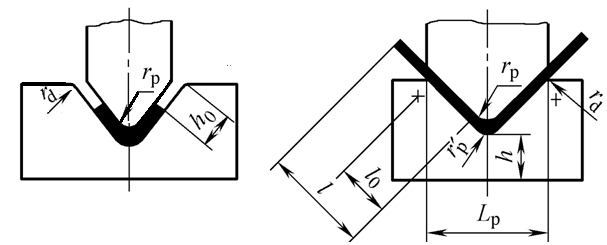
V-shaped bending die
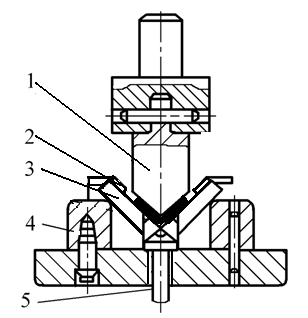
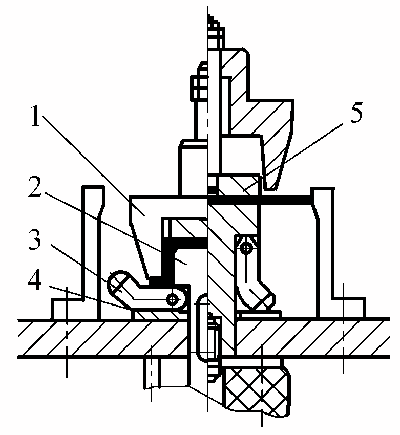
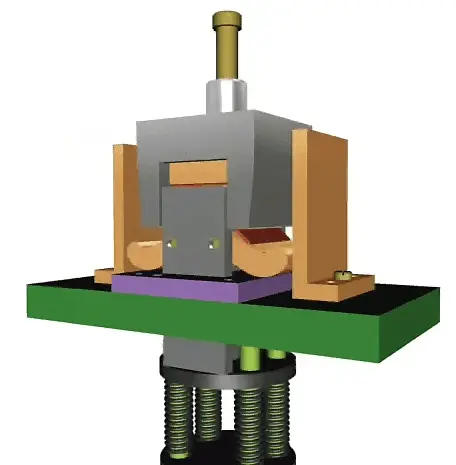
V-shaped precision bending die
1- punch
2-positioning plate
3-moving die
4- support plate
5- ejector
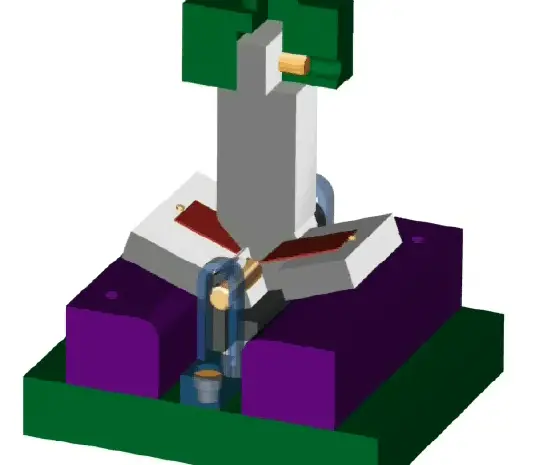
V-shaped precision bending die
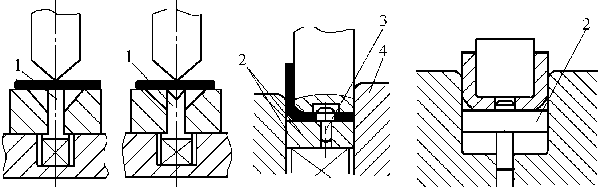
L-shaped bending die
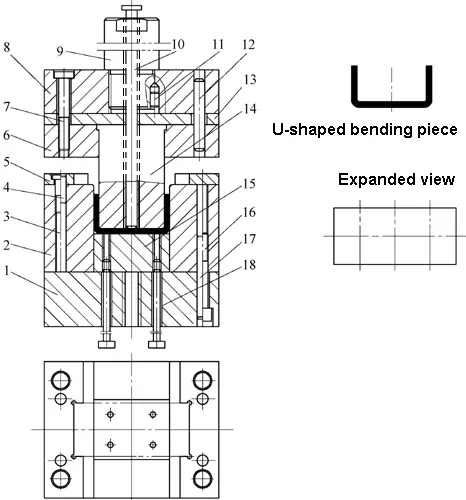
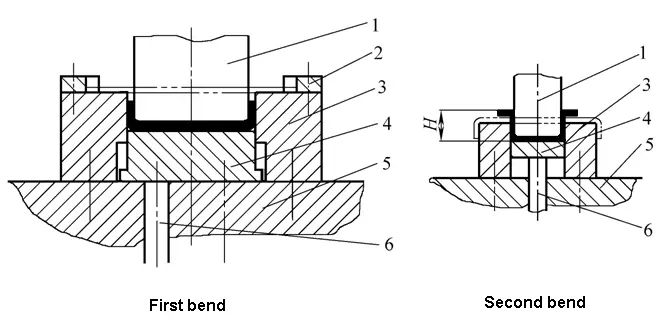
3.U-shaped bending die
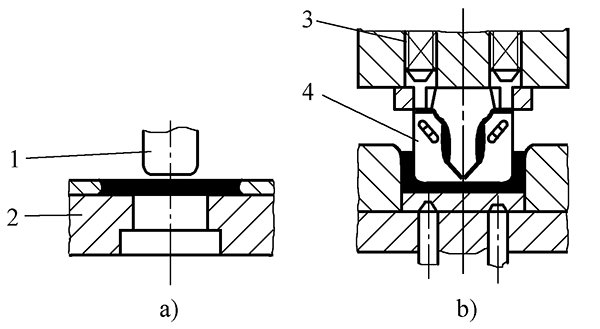
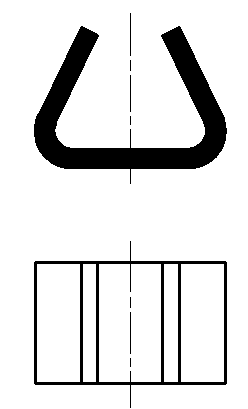
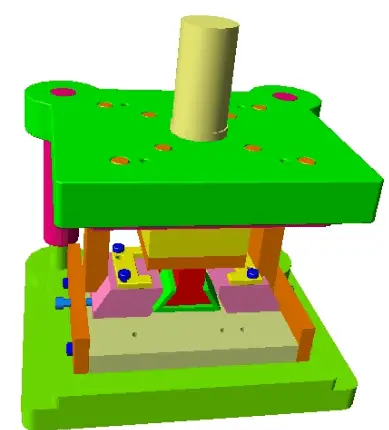
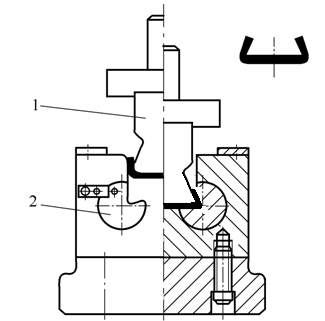
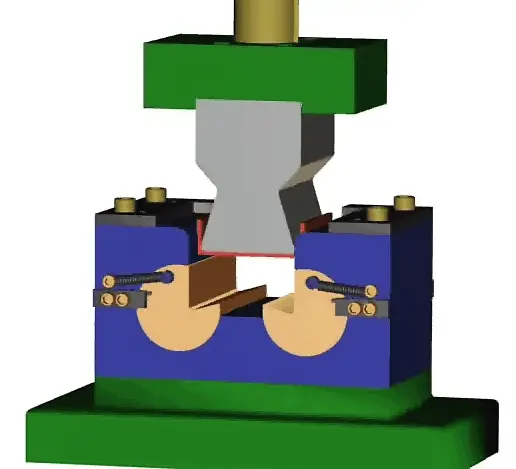
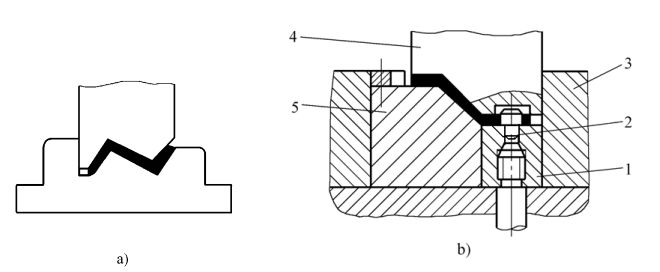
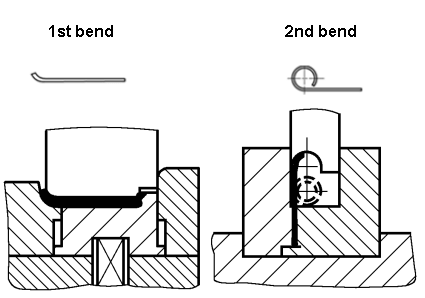
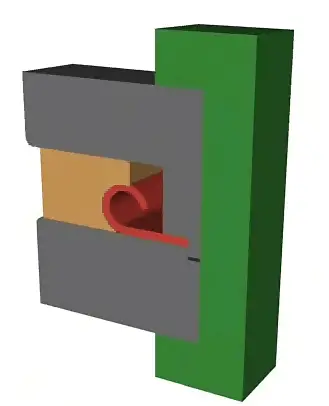
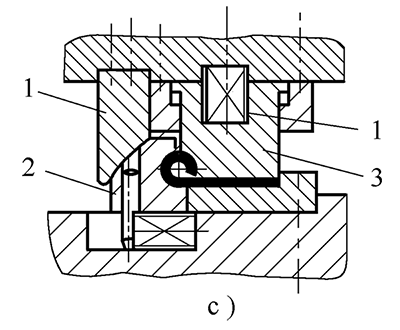
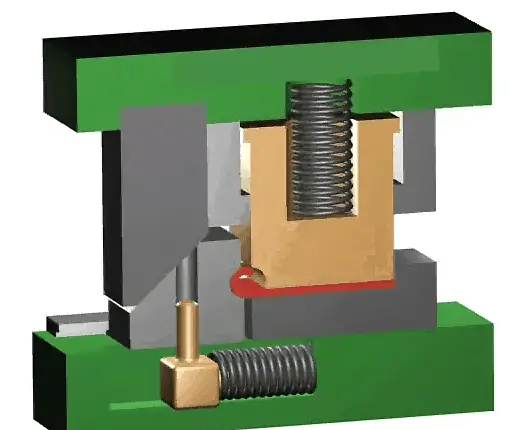
Bending die for closed angle pieces
Closed angle bending die-1
Closed angle bending die-2
1-male die 2-rotating female die 3-spring
4.Quadrilateral bending die
Quadrilateral forming bending die at one time
Bending die for quadrilateral twice forming
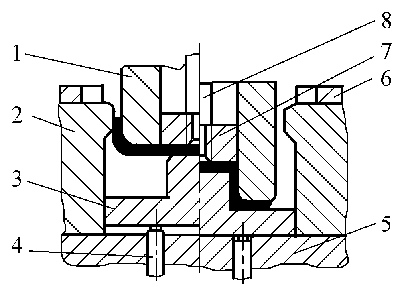
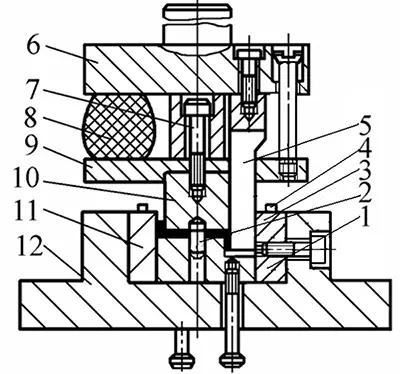
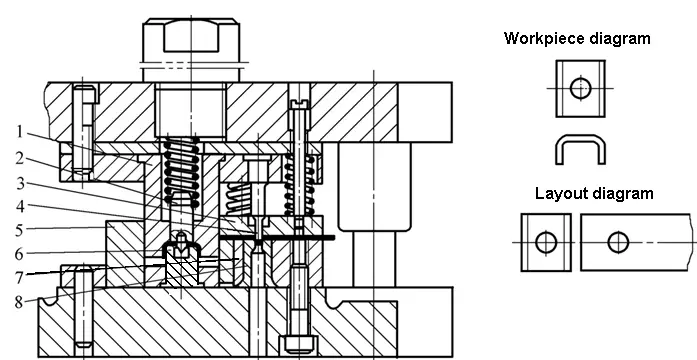
Compound bending die for quadrilateral
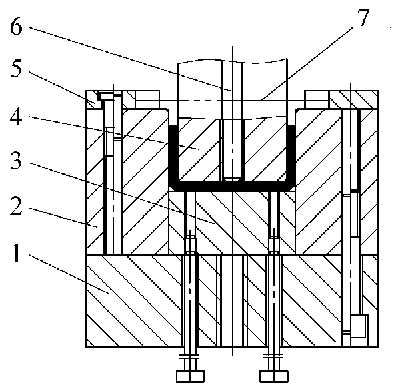
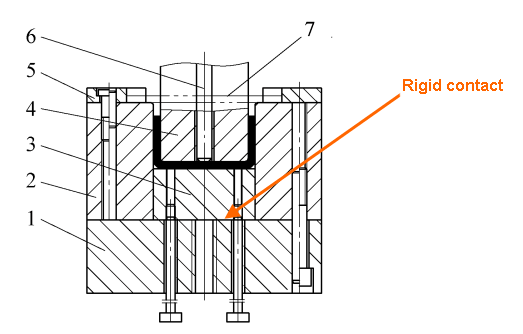
1-Concave and concave die
2-Female die
3-Moving punch
4-Ejector
5-Lower mold base
6-Positioning board
7-Push block
8-Push rod
Compound bending die for quadrilateral
Quadrilateral bending die with pendulum
1-Die
2-movable punch
3-Pendulum block
4-Backing plate
5-Pusher block
Bending die of concave die swing quadrilateral
Z-shapedbending die
Z-shaped one-time bending die
Bending die for bending Z-shaped parts in two steps
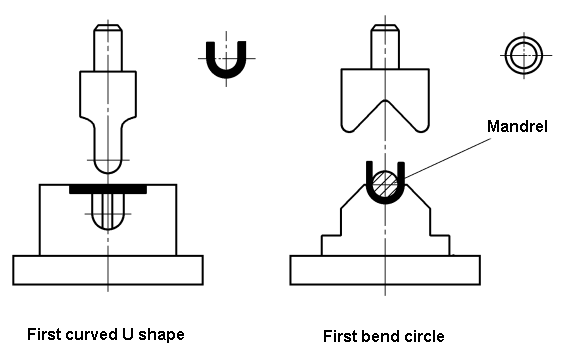
Round bending die
Round bending die-twice bend
Round bending die-one bend
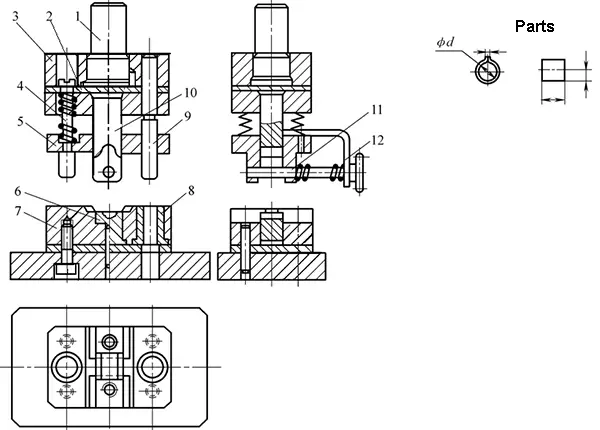
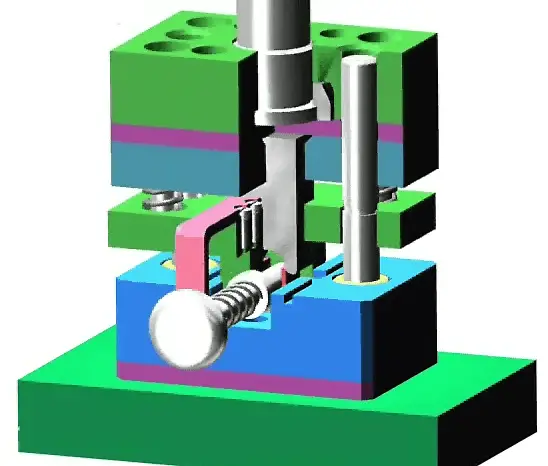
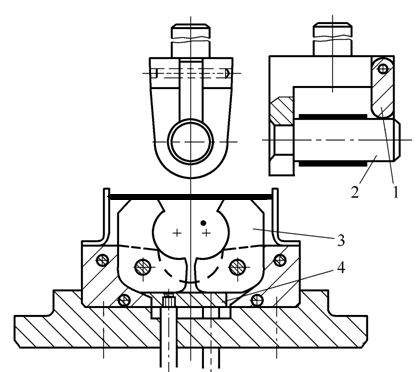
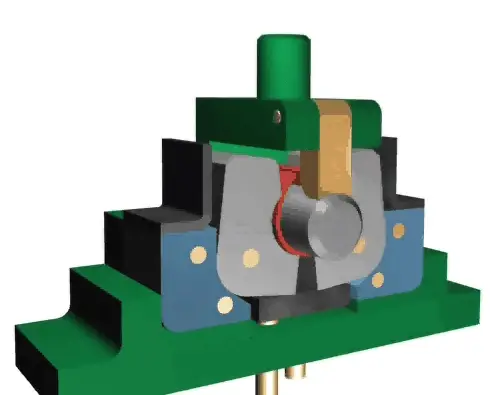
One-time bending forming die for circular piece with swing die
1- support
2-punch
3-swing die
4-ejector plate
One-time bending forming die for large round pieces with swinging die
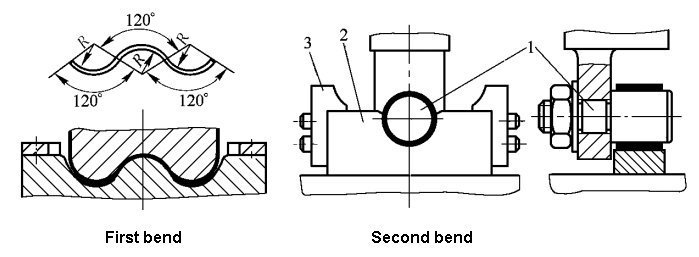
Two processes bending big circle
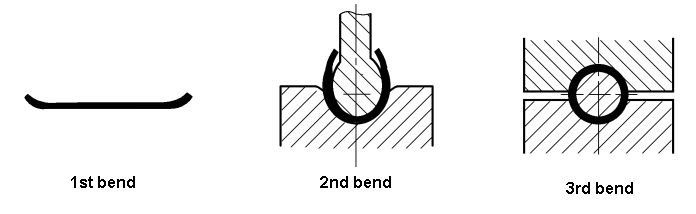
Three steps bending big circle
Bending mold for hinge
Hinge piece two-time bending die
Hinge piece one-time bending die
Other bending dies
(1) Cutting and bending composite mold
(2) Progressive bending die
5.2 Bending mold part design
Design of working parts
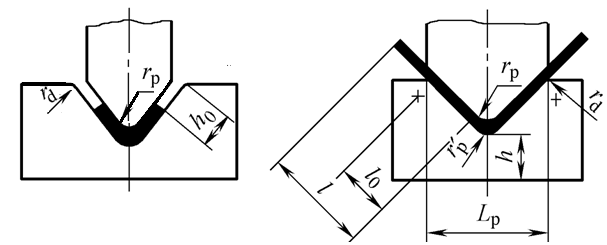
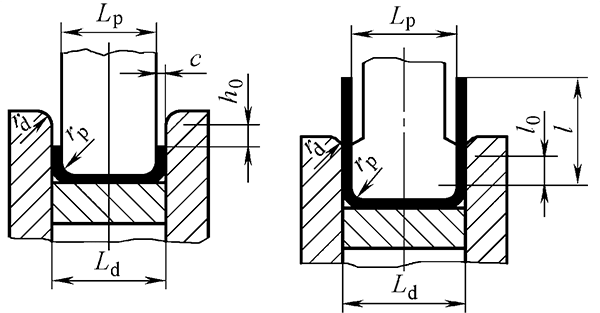
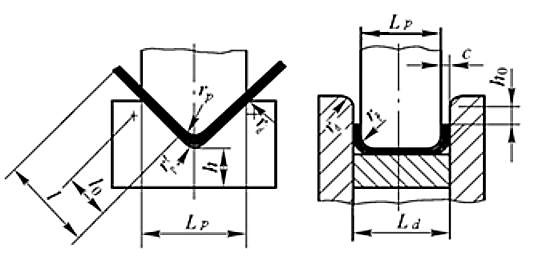
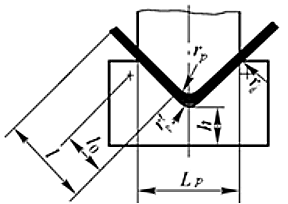
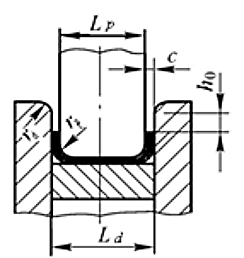
(1) Punch fillet radius
(2) Die fillet radius
(3) Die depth
(4) Clearance of convex and concave die
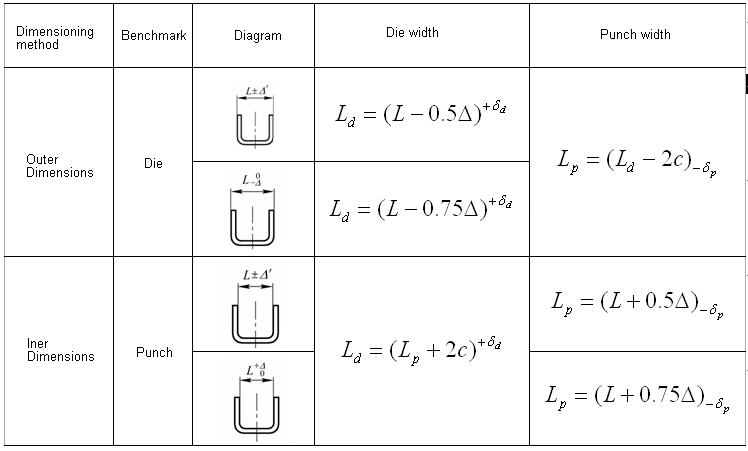
(5) Width of U-shaped convex and concave die
(1)Punch fillet radius
1) When r≥rmin, take rp = r, where rmin is the minimum bending radius allowed by the material.
2) When r <rmin, take rp> rmin. The fillet radius r of the workpiece is obtained by shaping, even if the fillet radius rz of the shaping punch is equal to the fillet radius r of the workpiece.
3) When r/t> 10, springback should be considered and the radius of the fillet radius of the punch should be corrected.
4) The bottom of the V-shaped bending die can be opened or retracted with groove or a fillet radius: r’p = (0.6-0.8) (rp + t).
(2) Die fillet radius
The size of the corner radius of the die affects the bending force, the life of the bending die and the quality of the bending part during the bending process.
When the accuracy of the bending part is high, the gap value should be appropriately reduced, and c = t can be taken.
The die clearance of the V-shaped bending piece does not need to be designed. It can be obtained by adjusting the closing height of the press.
(5)U-shaped curved convex and concave die width
2.Design of positioning parts
Since the blank fed into the bending die is a single blank, the positioning parts used in the bending die are positioning plates or pins.
3.Design of pressing, discharging and feeding parts
4.Design of fixed parts
Including: die handle, upper die seat, lower die seat, guide post, guide sleeve, backing plate, fixing plate, screws, pins, etc., refer to the blanking die design.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Ever struggled to get perfect bends in sheet metal? This article dives into essential tips and tricks for mastering sheet metal bending, covering everything from process sequencing to analyzing bendability.…
How do you achieve precise bends in sheet metal? Understanding the molds and techniques behind this process is crucial. This article delves into various bending methods, from free bending to…
Imagine bending sheet metal without leaving a single mark or scratch. In this article, we explore innovative techniques for mark-free sheet metal bending, addressing challenges like friction, material hardness, and…
Have you ever wondered why some locomotive parts can't be made directly from design drawings? This article explores the fascinating world of sheet metal bending, highlighting common challenges and innovative…
How do precise Z-bends and N-bends transform flat sheet metal into complex shapes? This article dives into the essential techniques and precautions for Z and N bending in sheet metal…
What ensures the perfect bend in sheet metal? This article unpacks five crucial factors that can make or break your sheet metal bending projects, covering essential aspects like minimum bending…
Have you ever wondered how to achieve perfect sheet metal bends? This article dives into essential bending techniques, exploring everything from calculating material expansion to selecting the right tools. You'll…
Have you ever wondered about the art and science behind shaping metal sheets into complex forms? In this captivating blog post, we dive deep into the fascinating world of sheet…
Ever thought bending sheet metal could be so intricate? Closed bending, a critical technique in sheet metal processing, uses specialized methods to achieve precise, durable bends without needing a professional…