ثني الصفائح المعدنية: شرح كل ما يجب أن تعرفه
هل تساءلت يومًا عن الفن والعلم وراء تشكيل الصفائح المعدنية في أشكال معقدة؟ في هذه التدوينة الآسرة، نتعمق في عالم الصفائح المعدنية الرائع...
هل تساءلت يومًا كيف يتم ثني الأجزاء المعدنية إلى أشكال مختلفة؟ في هذا المقال الرائع، سوف نتعمق في فن وعلم الثني في ختم المعادن. سوف يرشدك مهندسنا الميكانيكي الخبير إلى المفاهيم الرئيسية، والتحديات، والتقنيات التي ينطوي عليها إنشاء مكونات منحنية دقيقة. استعد لاكتشاف العالم الخفي وراء الأجزاء المعدنية المنحنية التي تحيط بنا كل يوم!

تعريف الانحناء
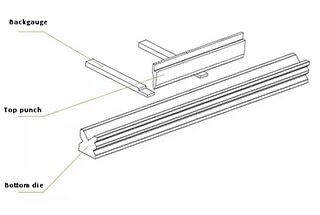
الثني هو عملية تشكيل المعادن الأساسية التي تنطوي على تشويه متحكم به لقطعة عمل لإنشاء الشكل الزاوي المطلوب. يتم تنفيذ هذه العملية عادةً باستخدام أدوات متخصصة على مكابح ضغط أو ماكينة مماثلة. تطبق العملية ضغطًا موضعيًا على المادة، مما يؤدي إلى تشوهها بشكل بلاستيكي على طول محور خطي مع الحفاظ على شكل المقطع العرضي.
تشمل جوانب الانحناء الرئيسية ما يلي:
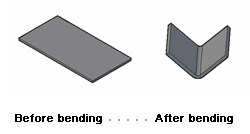
مثال الانحناء
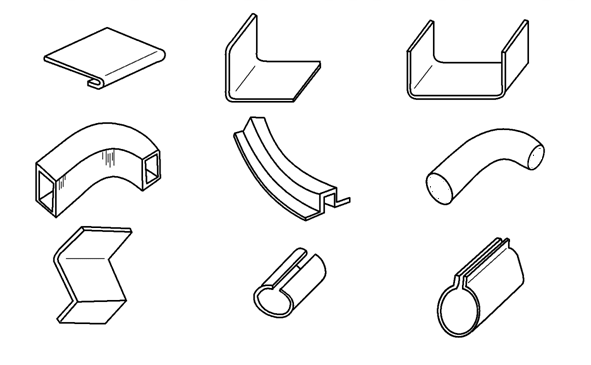
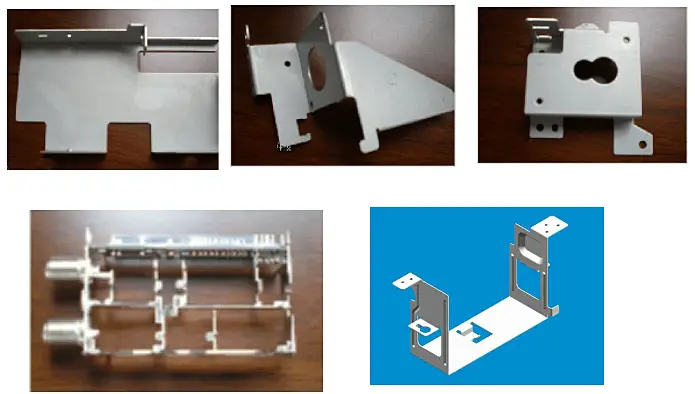
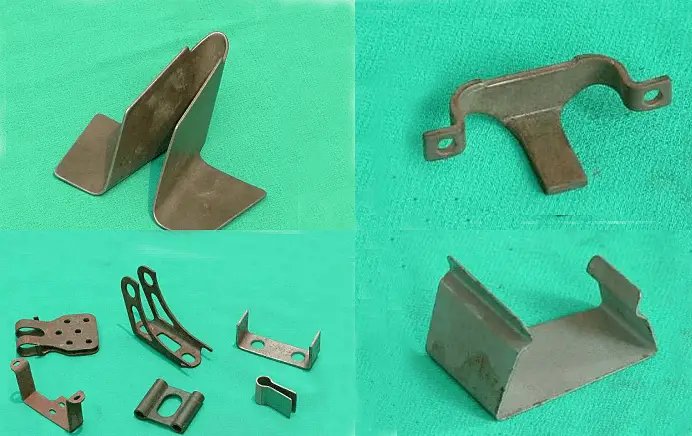
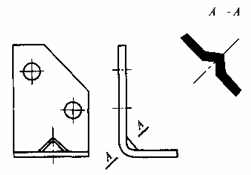
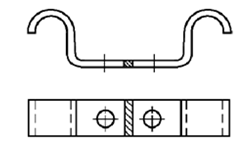
الأجزاء المنحنية في الحياة

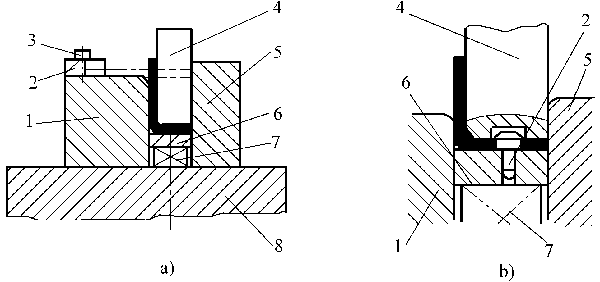
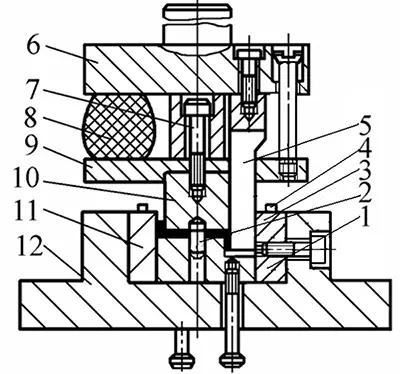
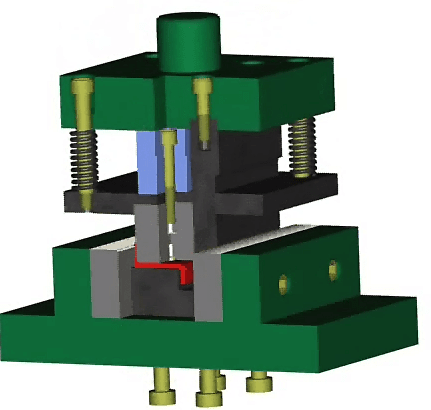
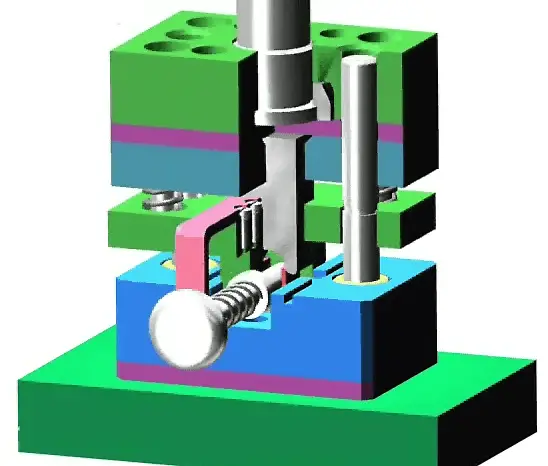
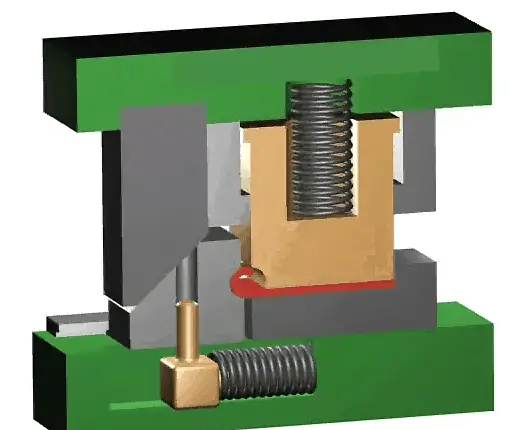
تشكيل الأجزاء المنحنية باستخدام قالب-1
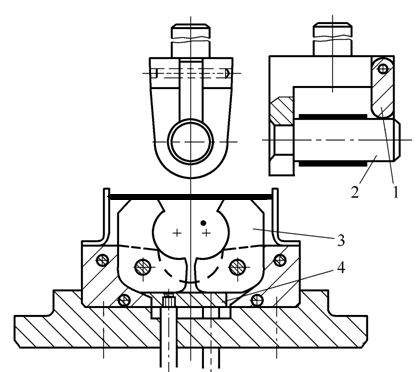
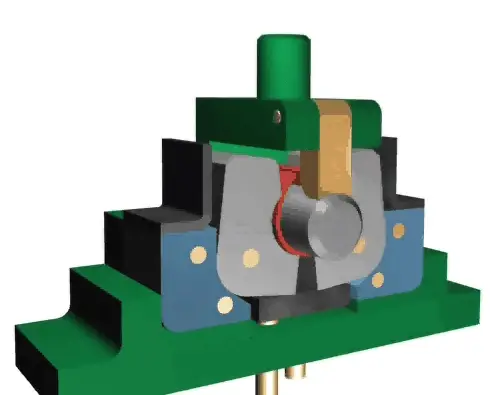
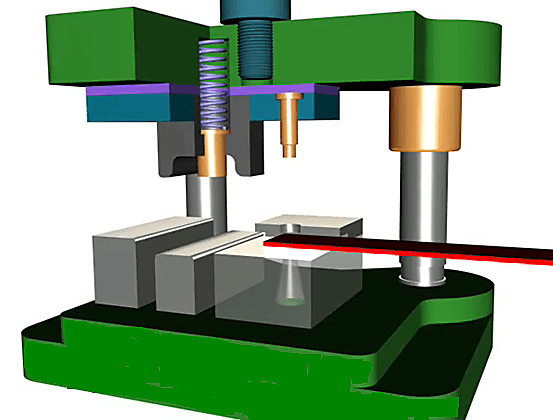
تشكيل الأجزاء المثنية باستخدام قالب-2
يسمى القالب المستخدم في الثني بقالب الثني
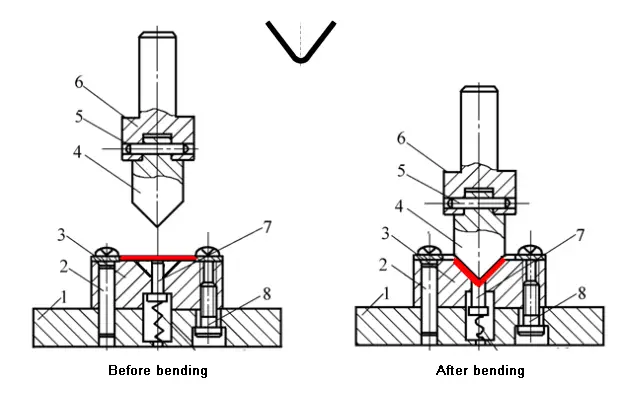
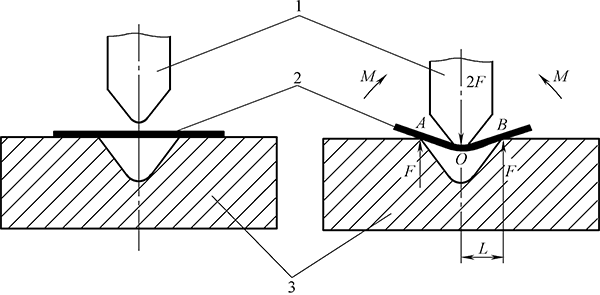
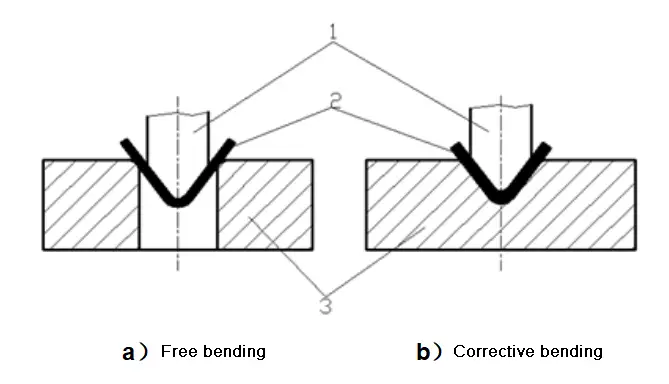
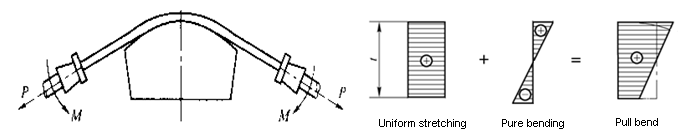
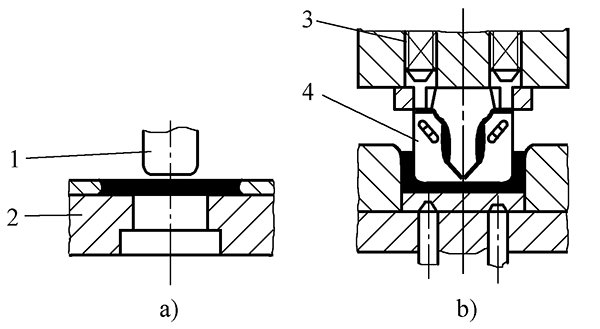
عملية الانحناء من الانحناء على شكل حرف V
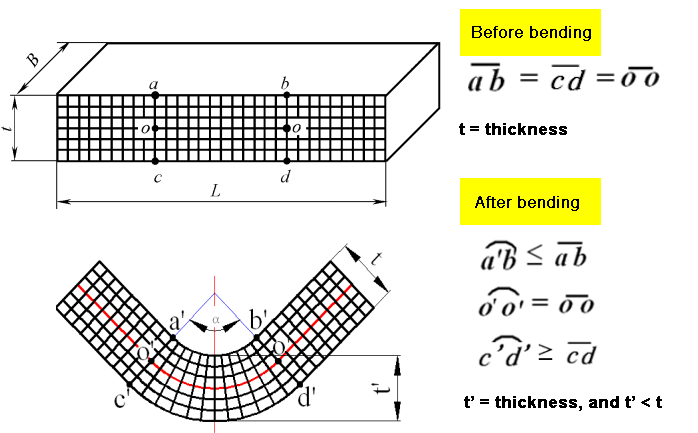
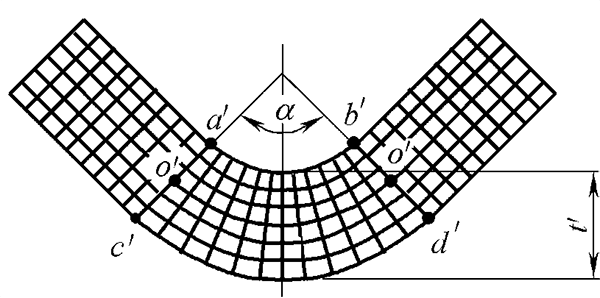
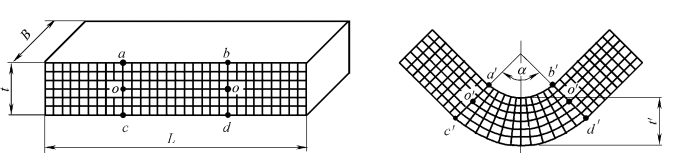
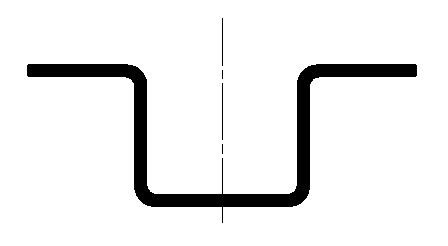
تغيير المقطع العرضي للفراغ المنحني
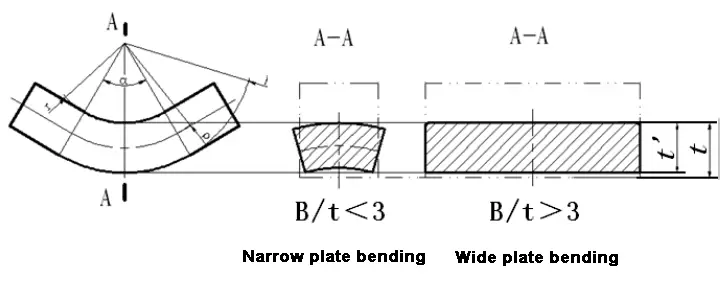
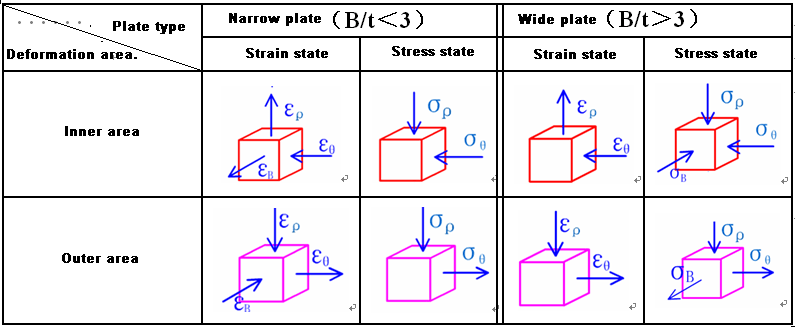
خصائص تشوه منطقة تشوه الانحناء:
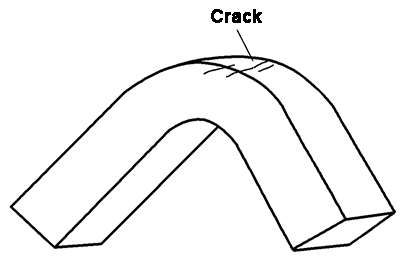
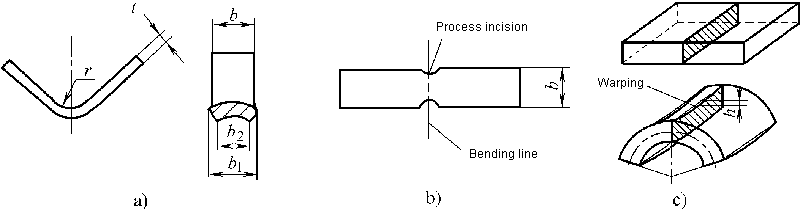
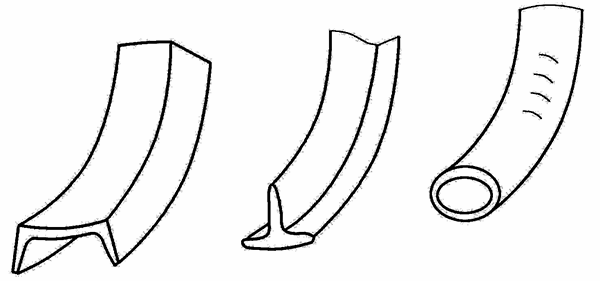
تشقق الانحناء هو ظاهرة تحدث فيها تشققات في الطبقة الخارجية للمادة في منطقة تشوه الانحناء.
السبب الرئيسي لحدوث تشققات الانحناء هو أن درجة تشوه الانحناء تتجاوز حد تشكيل المادة التي يتم ثنيها.
يمكن تجنب تشقق الانحناء.
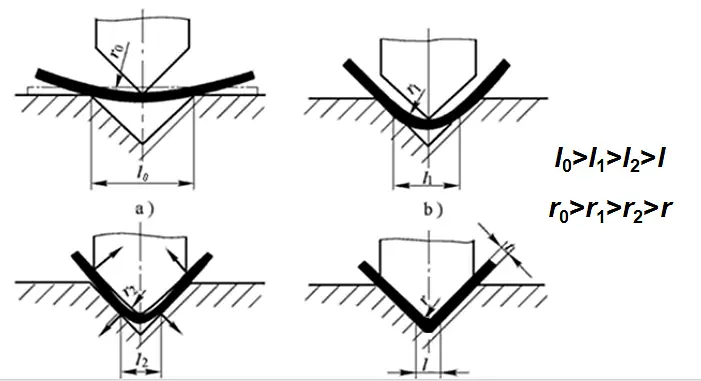
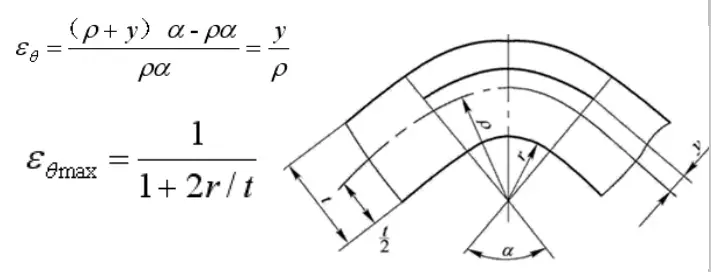
ص / ر - يمثل درجة تشوه الانحناء.
كلما كان r/t أصغر، كلما زادت درجة تشوه الانحناء، يوجد حد أدنى نسبي نصف قطر الانحناء rدقيقة /t.
يشير الحد الأدنى لنصف قطر الانحناء النسبي إلى نسبة نصف قطر الانحناء للألياف الخارجية إلى سمك الصفيحة عند ثني الصفيحة وتشققها تقريبًا.
العوامل التي تؤثر على الحد الأدنى لنصف قطر الانحناء النسبي:
1) الخواص الميكانيكية للمادة: اللدونة الجيدة، ص صغيرةدقيقة/t.
2) اتجاه الألياف في الصفيحة: اتجاه الألياف في خط الانحناء عمودي على اتجاه الألياف، rدقيقة/ر صغيرة
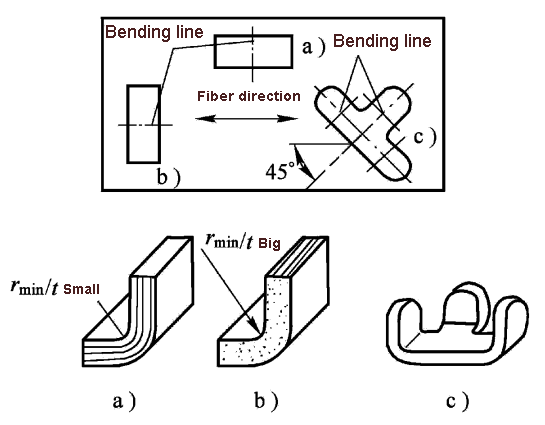
3) جودة السطح والجانب من الصفيحة: جودة السطح والجانب جيدة، صدقيقة/ر صغيرة
4) سمك الصفيحة رقيق: صدقيقة/ر صغيرة
(1) يُطلق على نصف قطر الشريحة r لمنطقة تشوه الانحناء اسم نصف قطر الانحناء.
(2) تُسمى النسبة r/t لنصف قطر الانحناء إلى سُمك الصفيحة نصف قطر الانحناء النسبي.
(3) يُطلق على نصف قطر الانحناء عندما تكون الألياف الخارجية للصفيحة قريبة من التمزق أثناء الانحناء الحد الأدنى لنصف قطر الانحناء rدقيقة.
(4) تسمى نسبة الحد الأدنى لنصف قطر الانحناء إلى سمك الصفيحة بالحد الأدنى لنصف قطر الانحناء النسبي rدقيقة/t.
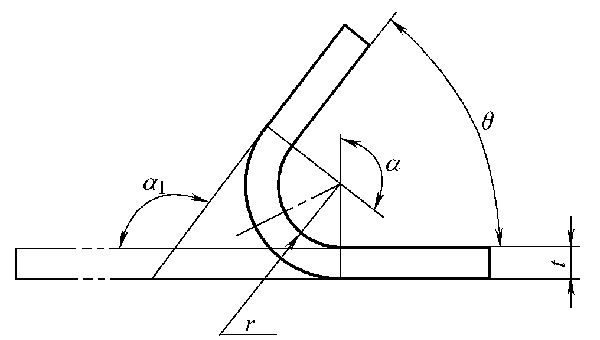
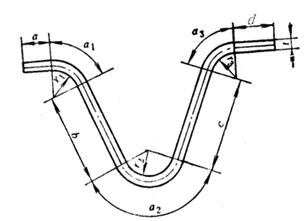
(5) تسمى الزاوية التي تنحني عندها قطعة العمل، أي الزاوية المكملة α1 للزاوية المستقيمة لقطعة العمل بعد الثني زاوية الانحناء.
(6) الزاوية القطرية α للزاوية المستقيمة بين الأجزاء المنحنية تسمى زاوية مركز الانحناء.
(7) الزاوية θ للضلع المستقيم للمنتج بعد الانحناء تسمى زاوية الجزء المنحني.
(1) اختر مادة ذات مرونة جيدة للثني، وقم بإجراء التلدين المعالجة على المادة المقواة على البارد قبل الثني.
(2) الانحناء مع r/ر أكبر من r/ردقيقة/يستخدم.
(3) عند الترتيب، اجعل خط الانحناء عموديًا على اتجاه هيكل الألياف للورقة.
(4) قم بتوجيه جانب النتوءات إلى جانب ثقب الثني، أو قم بإزالة النتوءات قبل الثني. تجنب أي خدوش وشقوق وعيوب أخرى على الجزء الخارجي من الفراغ المنحني.
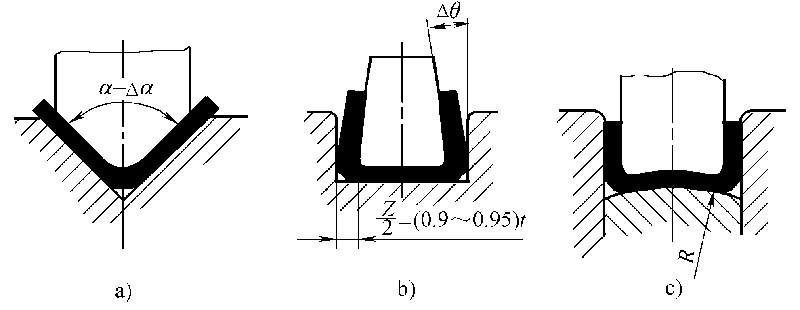
يشير ارتداد الثني إلى ظاهرة أن يصبح شكل وحجم الجزء المثني غير متناسق مع القالب عند إخراجه من القالب، وهو ما يشار إليه بالارتداد أو سبرينجباك.
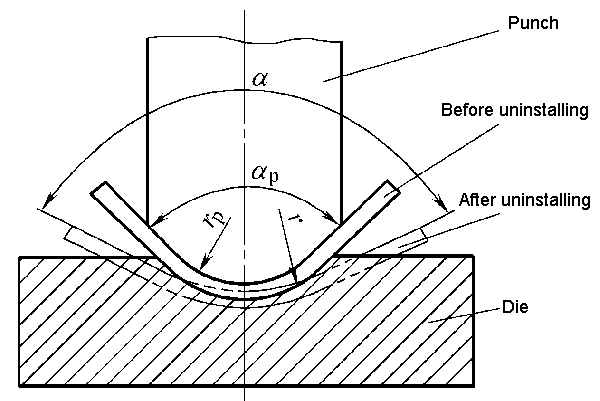
والسبب في الارتداد هو أن التشوه الكلي أثناء الانحناء البلاستيكي يتكون من جزأين: التشوه البلاستيكي والتشوه المرن. عند إزالة الحمل الخارجي، يبقى التشوه البلاستيكي ويختفي التشوه المرن تمامًا.
(1) يتغير نصف قطر الانحناء من rp أثناء التحميل إلى r أثناء التفريغ
(2) تغيير زاوية قطعة الانحناء، مقدار التغيير:
Δα=α-α-αP
عندما يكون Δα> 0، فإنه يسمى ارتدادًا موجبًا
عندما يكون ΔΔ <0، يسمى ارتدادًا سالبًا
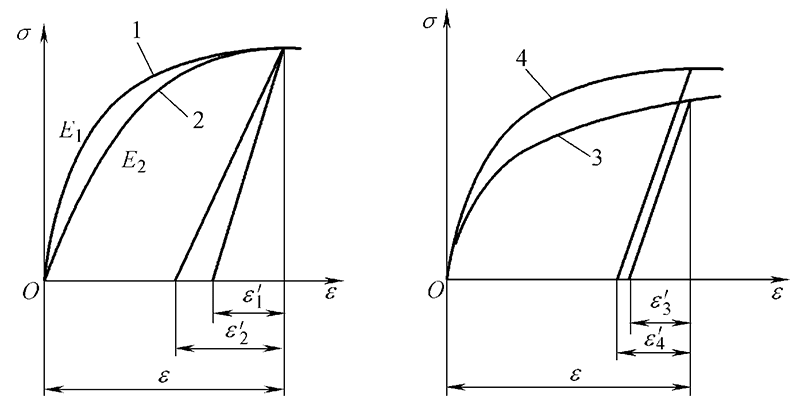
1) الخواص الميكانيكية للمادة: كلما كان حد الخضوع أكبر ومعامل التصلب أعلى، كان الارتداد النابض أكبر؛ وكلما كان معامل المرونة أكبر، كان الارتداد النابض أصغر.
2) كلما زاد نصف قطر الانحناء النسبي، زاد الارتداد.
3) كلما كانت زاوية مركز الانحناء أكبر، زاد طول منطقة التشوُّه، وزاد سبرينجباك قيمة التراكم، وبالتالي سيزيد الارتداد الزنبركي.
4) طريقة الانحناء: يتم تقليل الارتداد الزنبركي للثني التصحيحي بشكل كبير مقارنة بالثني الحر.
5) شكل قطعة العمل: كلما كان الشكل أكثر تعقيدًا، وكلما زاد تعقيد الشكل، كلما زادت زاوية الانحناء الواحد، كلما قلّ حجم الزنبرك الخلفي.
6) هيكل القالب: إن زنبرك القالب السفلي صغير.
(1) تحسين تصميم الأجزاء المثنية واختيار المواد المناسبة
1) تجنب اختيار ص/ر كبيرة جداً.
2) حاول استخدام صفيحة ذات حد خضوع صغير، ومؤشر تصلب صغير، ومعامل مرونة كبير للثني.
(2) اعتماد عملية ثني مناسبة لتغيير حالة الإجهاد والانفعال في منطقة التشوه.
1) استخدم الانحناء التصحيحي بدلاً من الانحناء الحر.
2) استخدام عملية الانحناء
3) يجب تلدين المادة المستخدمة في الشغل على البارد أولاً لتقليل نقطة الخضوع σs. بالنسبة للمواد ذات الارتداد الكبير، يمكن استخدام الثني الحراري إذا لزم الأمر.
(3) تصميم قالب الثني بشكل معقول
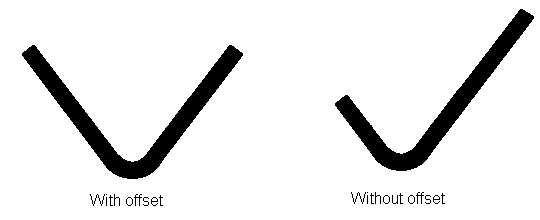
1) طريقة التعويض
2) جعل القالب في نتوءات جزئية
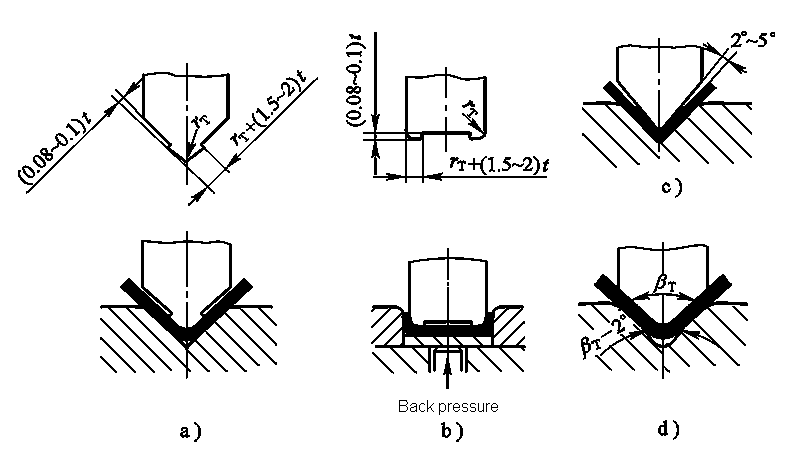
3) قالب ناعم الطريقة
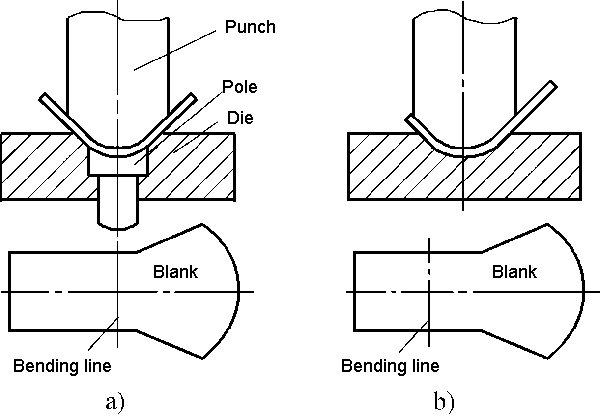
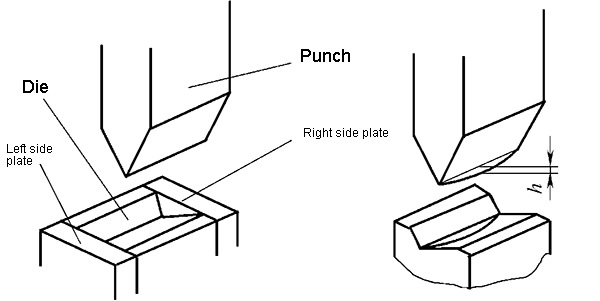
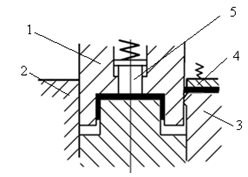
تشير الإزاحة إلى ظاهرة تحرك الصفيحة الفارغة في القالب أثناء عملية الثني.
نتيجة للإزاحة، لا يفي طول الضلعين المستقيمين للجزء المثني بمتطلبات الرسم، لذا يجب التخلص من الإزاحة.
(1) شكل الفراغ من الجزء المثني غير متماثل يمينًا ويسارًا.
(2) وضع الفراغ غير مستقر، وتأثير الضغط ليس مثاليًا.
(3) هيكل القالب غير متماثل يمينًا ويسارًا.
1) اختر طريقة موثوقة لتحديد المواقع والضغط، واستخدم هيكل القالب المناسب
2) بالنسبة لأجزاء الثني الصغيرة غير المتماثلة، يجب اعتماد عملية الثني المزدوج ثم القطع
وهذا يجعل من الصعب تحديد حجم الفراغ بدقة.
وتتمثل خطوة تصميم قالب الثني في تصميم قالب الثني أولاً، ثم تصميم قالب الطمس.
تشير الطبقة المحايدة الانفعال إلى طبقة معدنية ذات طول ثابت قبل التشوه الانحنائي وبعده أو طبقة معدنية ذات انفعال عرضي صفري في منطقة التشوه الانحنائي.

حجم متساوٍ قبل الانحناء وبعده: لبت= 𞸎(ص)2-r2)بα/2π
مبسطة: ρ=(r+t/2)η/ر+ت/2)η
يُختصر بـ ρ=r+χt
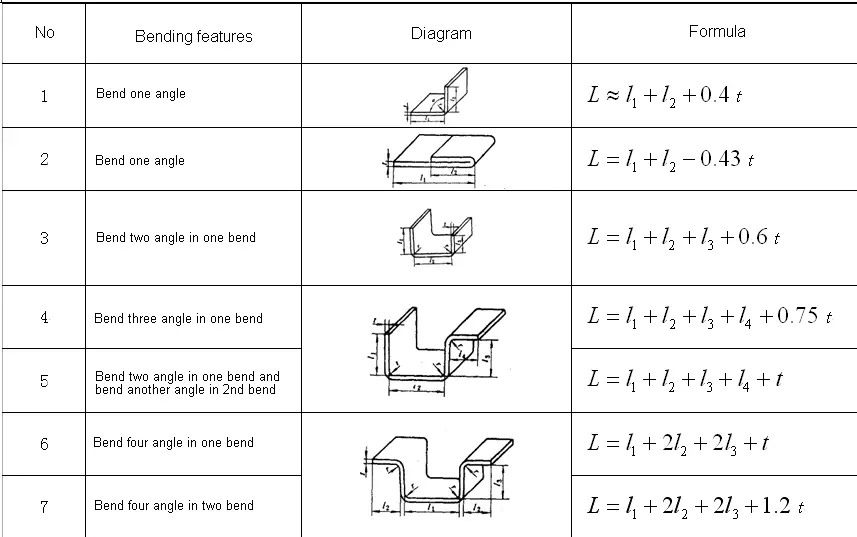
2- حساب طول الجزء الفارغ من جزء الانحناء
(1) ثني القطع ذات نصف قطر الشريحة r> 0.5t
1) بدءًا من أحد طرفي قطعة الثني، قسّمها إلى عدة أجزاء مستقيمة ودائرية.
2) أوجد معامل إزاحة الطبقة المتعادلة χ وفقًا للجدول 4-3.
3) تحديد نصف قطر الانحناء ρ للطبقة المتعادلة لكل قطعة قوسية وفقًا للصيغة (4-3)
4) وفقًا لنصف قطر الانحناء ρ1، ρ2 لكل طبقة متعادلة وزوايا مركز الانحناء المناظرة α1، α2 ..., حساب الطول من كل قطعة قوس ll، l2 ... li= πρiαi/180°
5) احسب طول التمدد الكلي L = a + b + c + ... + l1 + l2 + l3 + …
(2) الانحناءات ذات نصف قطر الشريحة r <0.5t- الصيغة التجريبية
مثال لحساب الطول غير المطوي للجزء المنحني
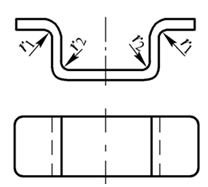
مثال 4-1 ثني قطعة العمل الموضحة في الشكل 4-30 ومحاولة حساب طولها غير المطوي.
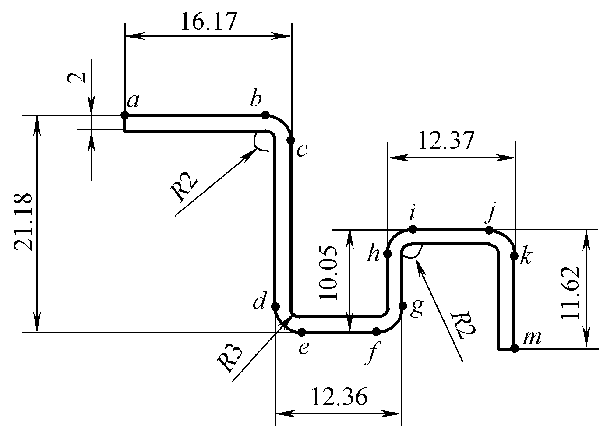
الحل: (1) تنقسم قطعة العمل إلى قطع مستقيمة lأب, lقرص مدمج, lﻫ, lزه, lياء ياء, lكم والقطعة القوسية لب ج, lدي, lزئبق, lمرحباً, lج كيه كيه من النقطة أ.
(2) احسب الطول الممتد للقطعة القوسية.
بالنسبة للأقواس لب ج, lمرحباً, lج كيه كيه: R = 2 مم، و t = 2 مم، ثم r/t = 2/2 = 1، وإذا كان χ= 0.3 في الجدول 4-3، إذن:
طول القوس lب ج = lمرحباً = lج كيه كيه = (2土 0.3 × 2) × π/2 = 4.082 (مم)
بالنسبة للقوس لدي, lزئبق: R = 3 مم، t = 2 مم، ثم r/t = 3/2 = 1.5. وفقًا للجدول 4-3، χ= 0.36، إذن:
طول القوس lدي = lزئبق = (2 ± 0.36 × 2) × π/ 2 = 5.84 (مم)
(3) احسب الطول الإجمالي لفراغ الانحناء:
ل = ∑/ل حافة مستقيمة + ∑l زاوية مستديرة = lأب + lقرص مدمج + lﻫ + lزه + lياء ياء + lكم + lب ج + lدي + lزئبق + lمرحباً + lج كيه كيه
= 16.17.17-4 + 21.18-9 + 12.36-10 + 10.05-9 + 12.37-8 + 11.62-4 + 3 × 4.802 + 2 × 5.84 = 65.836 مم
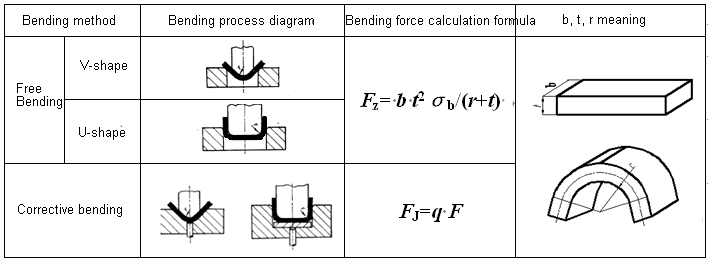
حساب قوة الضغط أو قوة الإخراج
بالنسبة للثني الحر مع الضغط، يحتاج اختيار حمولة المكبس إلى مراعاة قوة الثني وقوة الضغط، أي
Fالصحافة≥ 1.2 (Fz+F1.2 (Fz+FY)
بالنسبة لتصحيح الانحناء، يمكن مراعاة تصحيح قوة الانحناء فقط عند اختيار الحمولة الطنية للمكبس، أي
Fالصحافة≥1.2FJ
مثال اختيار الصحافة
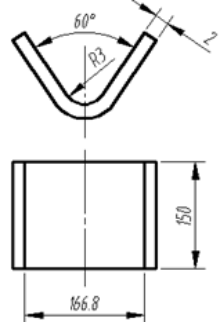
مثال 4-2 ثني الجزء على شكل حرف V الموضح في الشكل 4-32. المادة المعروفة هي فولاذ 20 ومقاومة الشد 400 ميجا باسكال. حاول حساب الانحناء الحر وتصحيح قوة الانحناء على التوالي. عند استخدام جهاز الضغط، حاول تحديد حمولة المكبس.
الحل: من الصيغة في الجدول 4-6:
عند الانحناء بحرية FZ = ب * ر2σb / (r + t) = 150 × 2 × 2 × 2 × 400 / (3 + 2) = 48000 (N)
FY = CYFZ = 0.4 × 48000 = 19200 (N)
إذن طاقة العملية الكلية هي FZ + FY = 48000 + 19200 = 67.2 (KN) ثم حمولة المعدات: Fالصحافة ≥ 1.2 (FZ + FY) = 1.2 × 67.2 = 80.64 (عقدة).
عند تصحيح الانحناء، يمكن أخذ q على أنها 50 ميجا باسكال من الجدول 4-7، ويمكن الحصول عليها من الصيغة الواردة في الجدول 4-6:
FJ = q * A = 50 × 166.8 × 150 = 1251 (نيوتن)
ثم حمولة المعدات Fالصحافة ≥ 1.2 * FJ = 1.2 × 1251 × 1251 = 1501.2 (كن).
تشير قابلية تصنيع جزء الانحناء إلى ما إذا كان شكل جزء الانحناء وحجمه ودقته ومواده ومتطلباته الفنية يفي بالمتطلبات التكنولوجية لعملية الانحناء، أي قابلية جزء الانحناء للتكيف مع عملية الانحناء - وهو شرط من منظور تصميم المنتج.
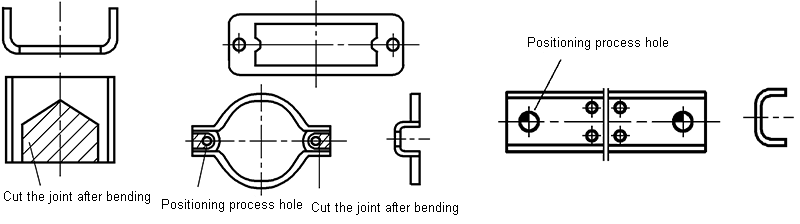
(1) لمنع الإزاحة أثناء الثني، يشترط أن يكون شكل وحجم قطعة الثني متماثلين قدر الإمكان.
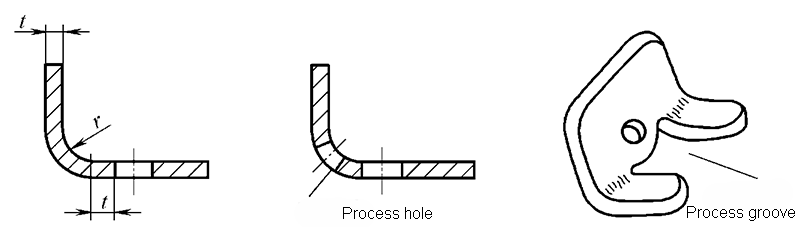
(2) عند ثني جزء من الحافة محليًا، لتجنب تمزق جذر الانحناء، يجب قطع أخدود بين الجزء المثني والجزء غير المثني أو يجب ثقب ثقب العملية قبل الثني
(3) أضف أحزمة التوصيل وثقوب عملية تحديد المواقع.
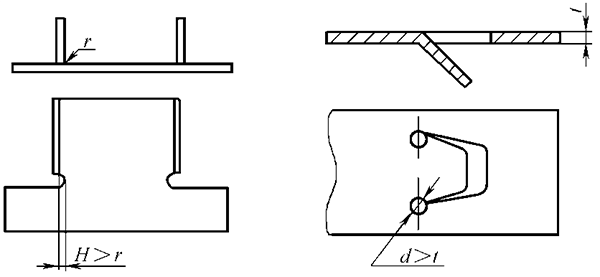
2- متطلبات الأبعاد للأجزاء المثنية
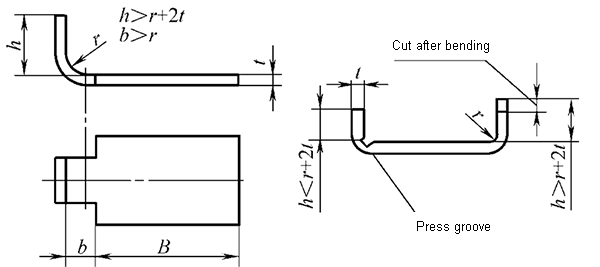
(1) يجب ألا يكون نصف قطر الانحناء أصغر من الحد الأدنى لنصف قطر الانحناء.
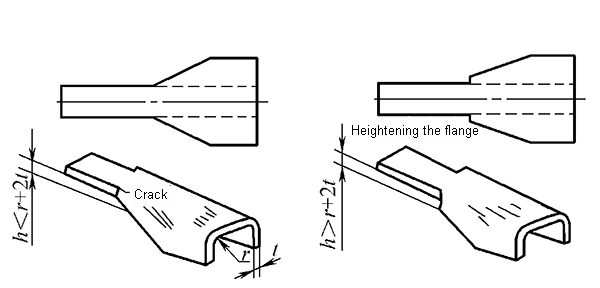
(2) يجب أن يلتقي ارتفاع الضلع المستقيم للجزء المنحني: h> r + 2t
(3) يجب أن تفي المسافة بين حافة ثقب الجزء المثني بالمتطلبات التالية:
يجب أن يتوافق تفاوت الأبعاد للأجزاء المثنية مع GB / T13914-2002,
يتوافق تفاوت الزوايا مع GB / T13915-2002,
تحمل الموضع غير المحدد يتوافق مع GB / T13916-2002,
يتوافق الانحراف الحدّي للأبعاد بدون تفاوتات مع GB / T15055-2007
يجب أن تتمتع مادة جزء الانحناء باللدونة الجيدة، ونسبة خضوع صغيرة، ومعامل مرونة كبير
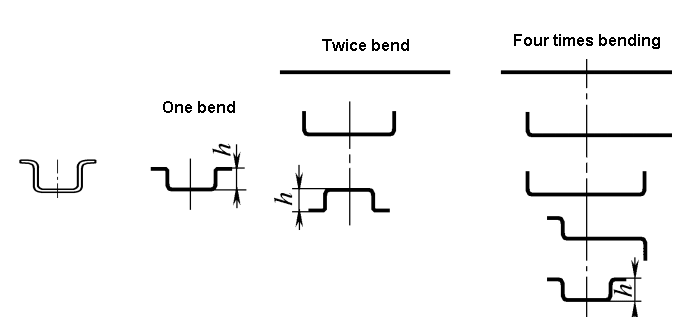
1) الأجزاء المنحنية البسيطة: الثني لمرة واحدة. ثني الأجزاء ذات الأشكال المعقدة: شكلين أو أكثر من أشكال الانحناء.
2) ثني الأجزاء ذات حجم الدفعة الكبير والحجم الصغير: استخدم القالب التدريجي أو القالب المركب قدر الإمكان.
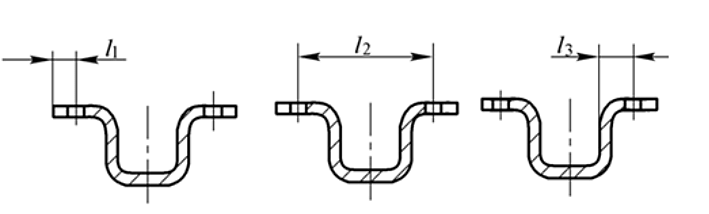
3) عند الحاجة إلى ثنيات متعددة: ثني الطرفين أولاً، ثم ثني الجزء الأوسط. يجب أن يأخذ الانحناء السابق في الاعتبار الموضع الموثوق به للانحناء الأخير.
4) عندما يكون شكل قطعة الثني غير متماثل: قم بثنيها قدر الإمكان، ثم قم بقصها.
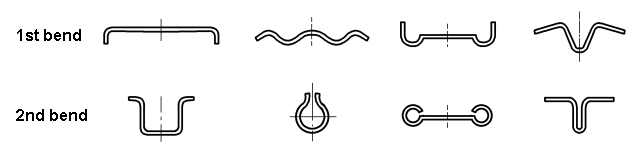
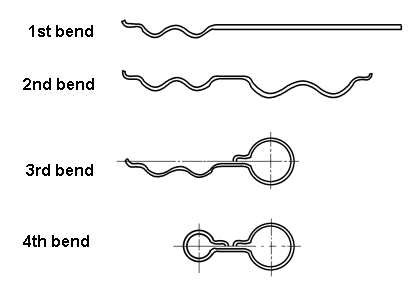
ترتيب العملية لأجزاء الثني النموذجية
انحناءة واحدة

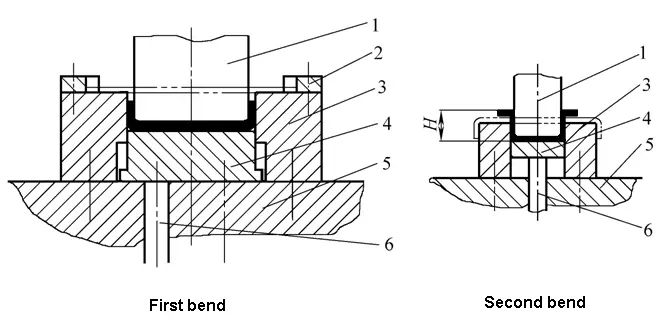
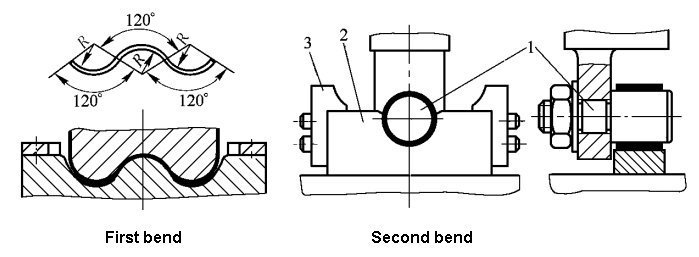
ثني مرتين
انحناءة ثلاثية
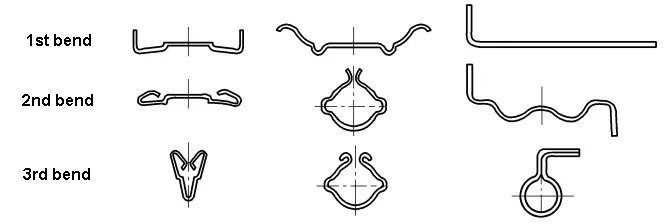
أربع انحناءات
ترتيب مرن لأجزاء الانحناء
وفقًا لدرجة تركيبة العملية، يمكن تقسيم قالب الثني إلى:
وفقًا لشكل قطعة العمل، يمكن تقسيم قالب الثني إلى:
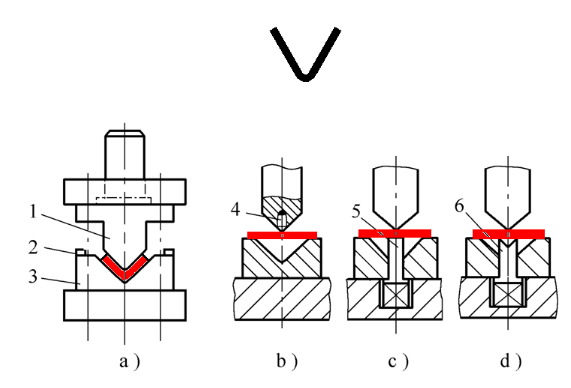
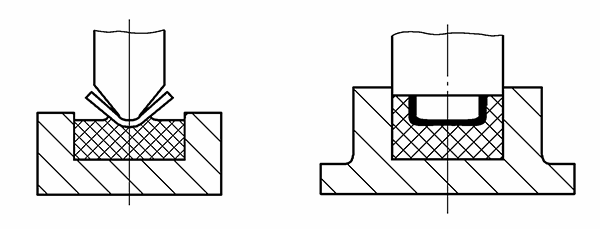
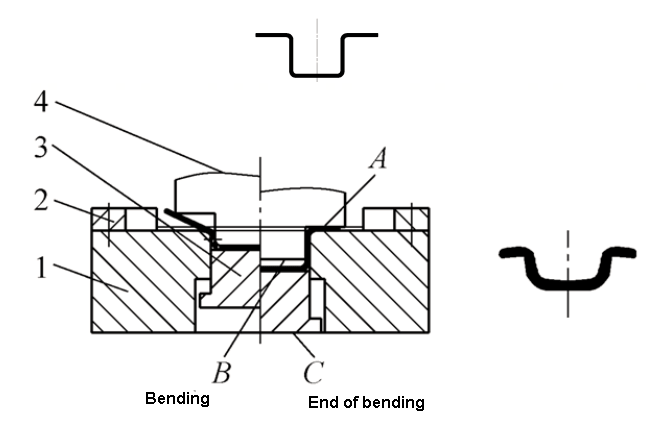
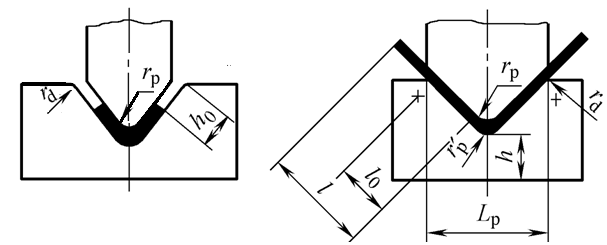
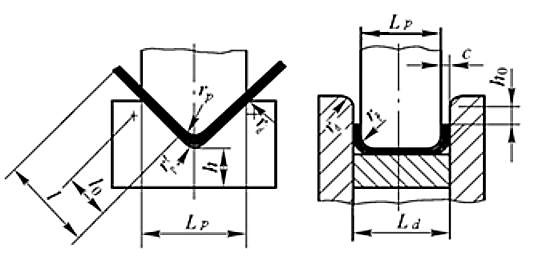
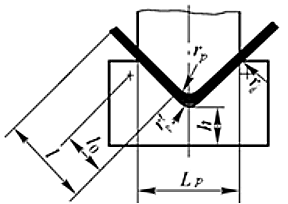
قالب ثني دقيق على شكل V
قالب ثني دقيق على شكل V
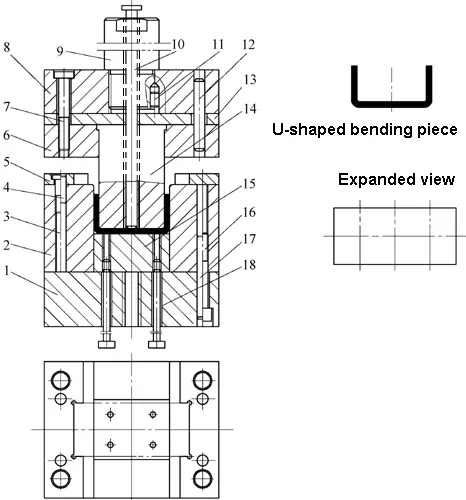
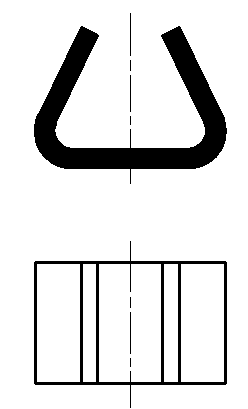
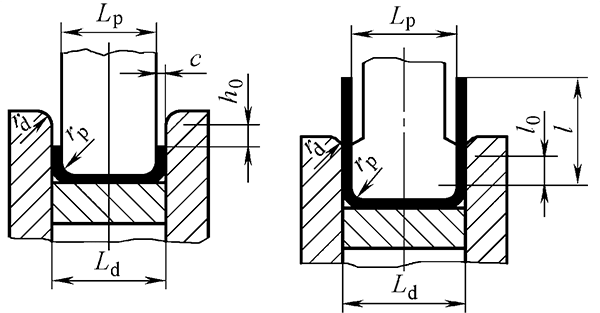
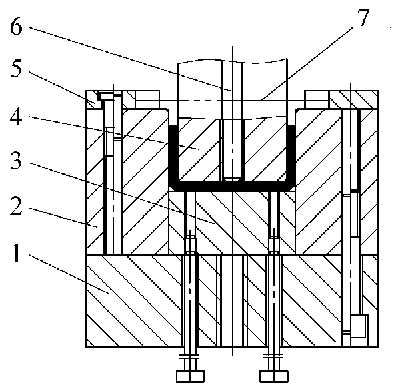
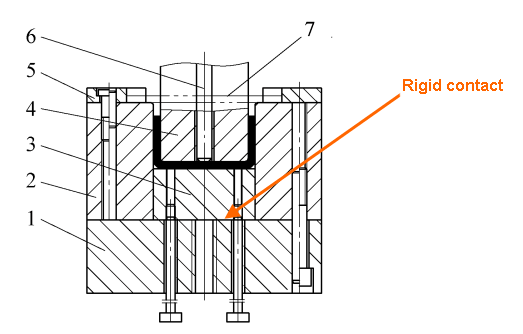
3- قالب ثني على شكل حرف U

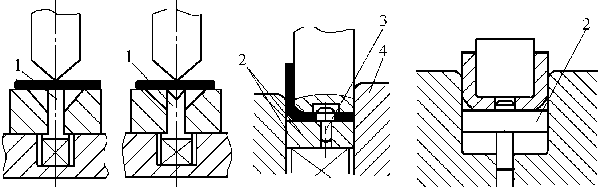
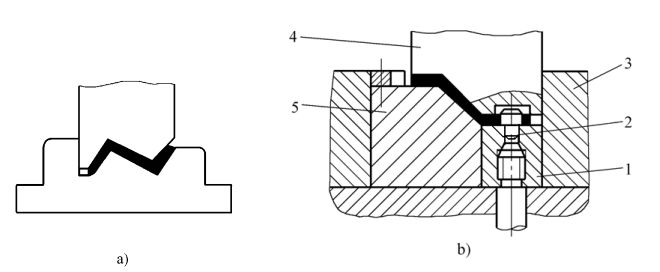
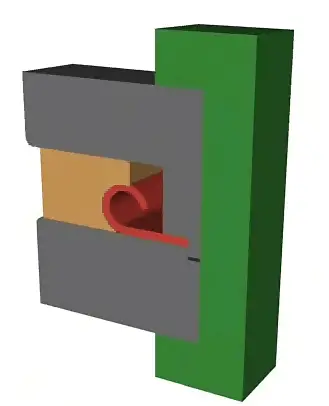
قالب الثني لقطع الزاوية المغلقة
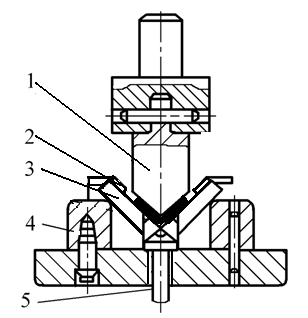
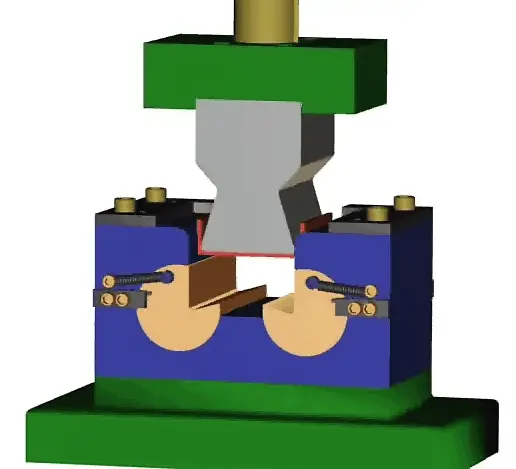
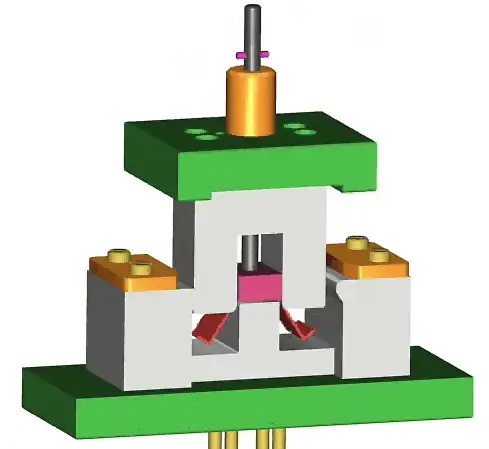
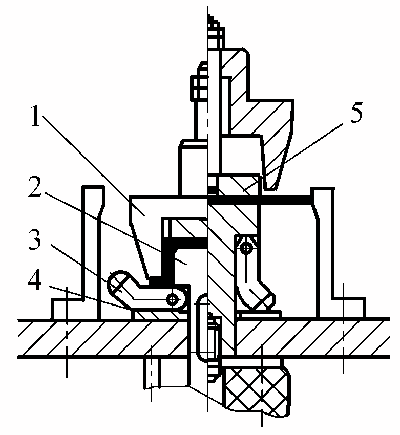
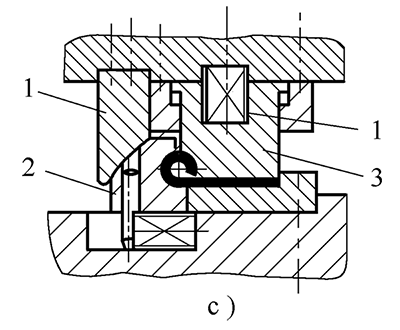
قالب الانحناء المغلق الزاوية 1
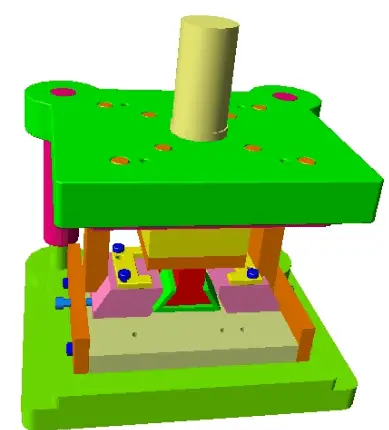
قالب الانحناء المغلق الزاوية 2
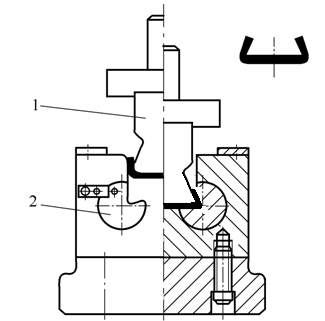
1-قالب ذكر 1-قالب أنثى دوار 2-قالب أنثى دوار 3-الزنبرك
4. قالب ثني رباعي الأطراف
قالب ثني رباعي التشكيل رباعي الشكل في وقت واحد
قالب الثني للتشكيل الرباعي الرباعي مرتين
قالب ثني مركب لقالب ثني رباعي الأضلاع
قالب ثني مركب لقالب ثني رباعي الأضلاع
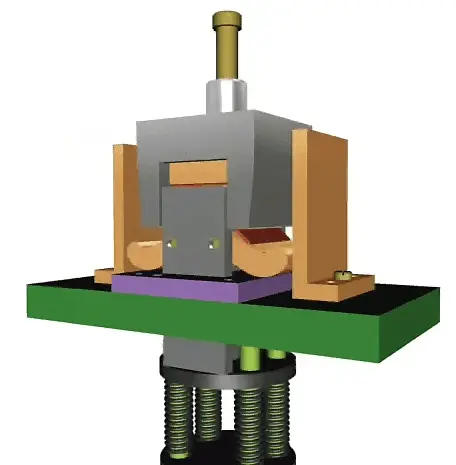
قالب ثني رباعي الأضلاع مع بندول
قالب الانحناء للقالب المقعر الرباعي المتأرجح
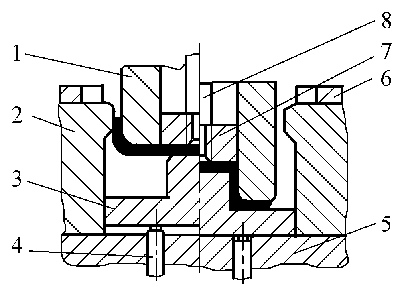
قالب ثني لمرة واحدة على شكل حرف Z
قالب ثني لثني الأجزاء على شكل Z على خطوتين
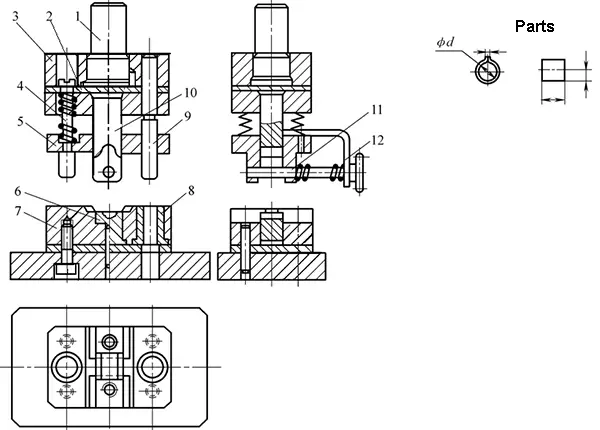
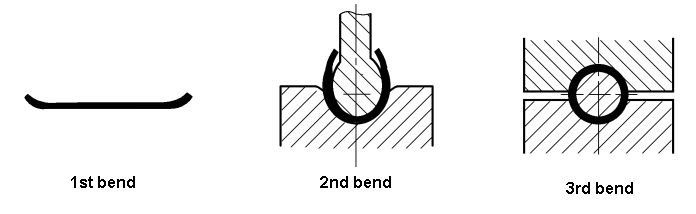
قالب ثني دائري - ثني مرتين
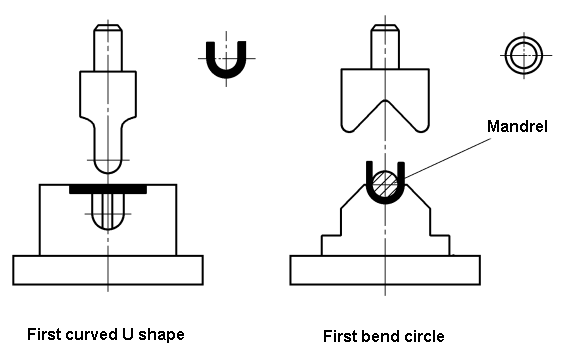
قالب ثني دائري - ثنية واحدة
الانحناء لمرة واحدة قالب التشكيل للقطعة الدائرية ذات القالب المتأرجح
قالب التشكيل بالثني لمرة واحدة للقطع المستديرة الكبيرة ذات القالب المتأرجح
عمليتا ثني الدائرة الكبيرة
ثلاث خطوات ثني الدائرة الكبيرة
قالب ثني القطعة المفصلية مرتين
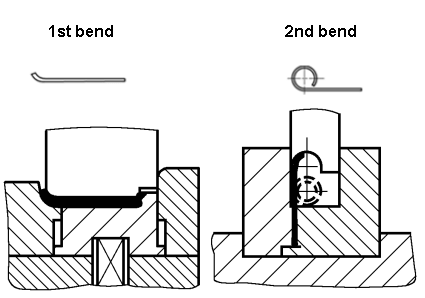
قالب ثني القطعة المفصلية لمرة واحدة
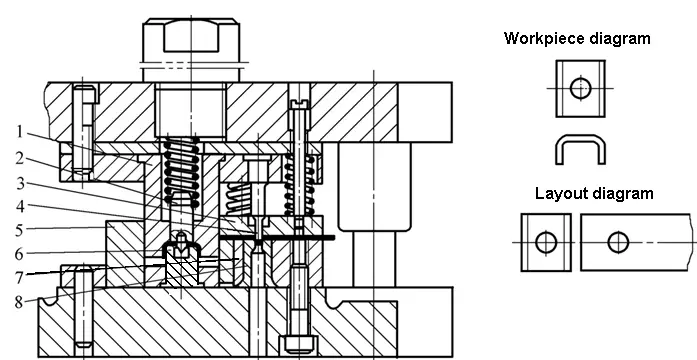
(1) قطع القالب المركب وثنيه
(2) قالب الثني التدريجي
(1) نصف قطر الشريحة المثقوبة
(2) نصف قطر شريحة القالب
(3) عمق القالب
(4) إزالة القالب المحدب والمقعر
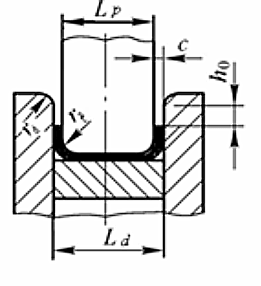
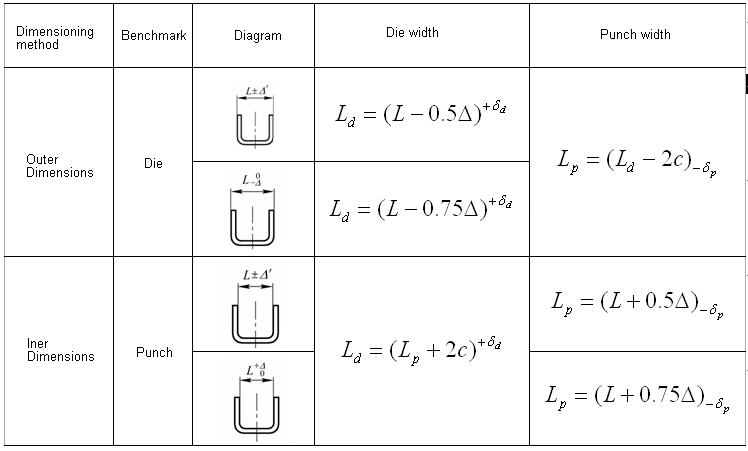
(5) عرض القالب المحدب والمقعر على شكل حرف U
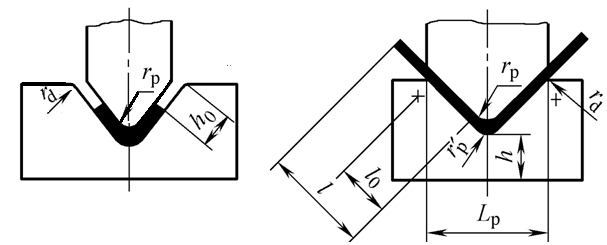
(1) نصف قطر شريحة اللكمة
1) عندما r≥rدقيقةخذ صp = r، حيث rدقيقة هو الحد الأدنى لنصف قطر الانحناء الذي تسمح به المادة.
2) عندما يكون r <ردقيقةخذ صp> rدقيقة. يتم الحصول على نصف قطر الشريحة r لقطعة العمل عن طريق التشكيل، حتى لو كان نصف قطر الشريحة rz لكمة التشكيل تساوي نصف قطر الشريحة r لقطعة العمل.
3) عندما تكون r/t> 10، ينبغي النظر في الارتداد الزنبركي وتصحيح نصف قطر نصف قطر شريحة المثقاب.
4) يمكن فتح أو سحب الجزء السفلي من قالب الثني على شكل حرف V مع أخدود أو نصف قطر شريحة: r'p = (0.6-0.8) (rp + t).
(2) نصف قطر شريحة القالب
يؤثر حجم نصف قطر زاوية القالب على قوة الثني، وعمر قالب الثني وجودة جزء الثني أثناء عملية الثني.
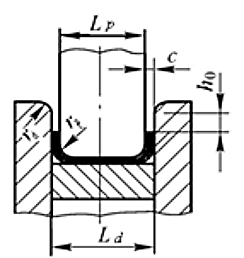
(3) عمق الموت
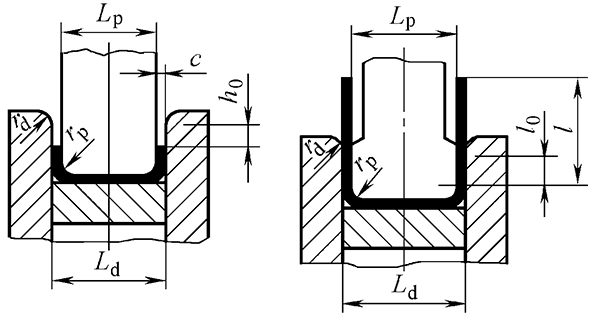
(4) محدب ومقعر إزالة القوالب c
يؤثر حجم الفجوة بين قالب الذكر والأنثى على قوة الثني، وعمر قالب الثني، وجودة جزء الثني.
عندما تكون دقة جزء الانحناء عالية، يجب تقليل قيمة الفجوة بشكل مناسب، ويمكن أخذ c = t.
لا يحتاج خلوص القالب لقطعة الثني على شكل حرف V إلى تصميم. يمكن الحصول عليها عن طريق ضبط ارتفاع إغلاق المكبس.
(5) عرض القالب المحدب والمقعّر المنحني على شكل حرف U
2- تصميم أجزاء تحديد المواقع
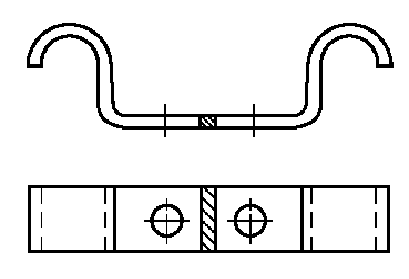
نظرًا لأن الفراغ الذي يتم تلقيمه في قالب الثني عبارة عن فراغ واحد، فإن أجزاء التموضع المستخدمة في قالب الثني هي ألواح أو دبابيس التموضع.
3-تصميم أجزاء الكبس والتفريغ والتغذية
4- تصميم الأجزاء الثابتة
بما في ذلك: مقبض القالب، ومقعد القالب العلوي، ومقعد القالب العلوي، ومقعد القالب السفلي، وعمود التوجيه، وغطاء التوجيه، ولوحة الدعم، ولوحة التثبيت، والبراغي، والدبابيس، وما إلى ذلك، راجع الطمس تصميم القالب.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.