Haben Sie sich jemals gefragt, wie Metallteile in verschiedene Formen gebogen werden? In diesem faszinierenden Artikel befassen wir uns mit der Kunst und Wissenschaft des Biegens beim Stanzen von Metall. Unser erfahrener Maschinenbauingenieur führt Sie durch die wichtigsten Konzepte, Herausforderungen und Techniken, die mit der Herstellung präziser gebogener Komponenten verbunden sind. Machen Sie sich bereit, die verborgene Welt hinter den gebogenen Metallteilen zu entdecken, die uns jeden Tag umgeben!
Das Biegen bezieht sich auf das Verarbeitungsverfahren, bei dem das Produkt in einen bestimmten Winkel und eine bestimmte Form gebogen wird, indem man eine Form in der Presseproduktion.
Beispiel biegen
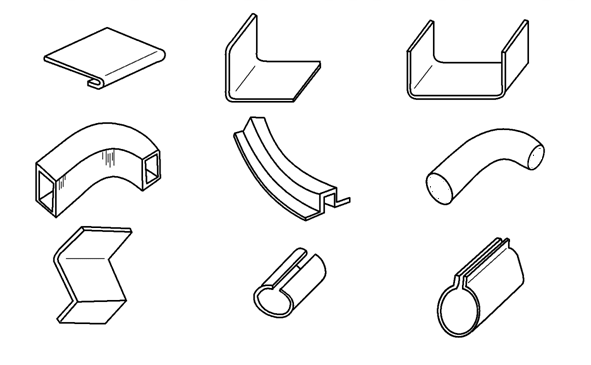
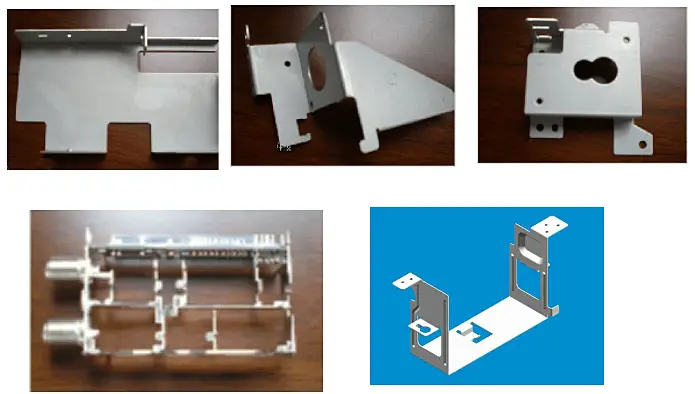
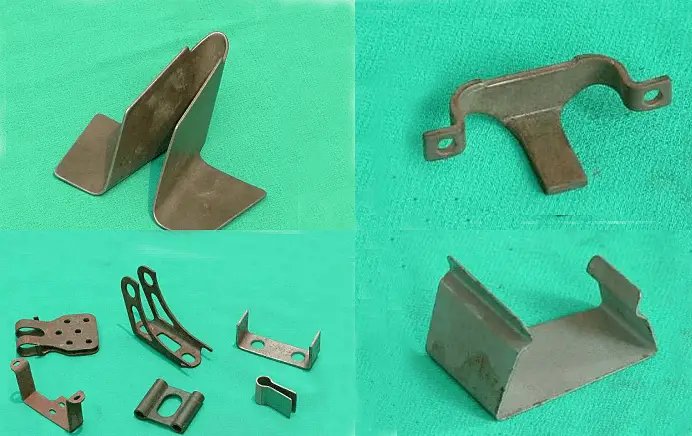
Gebogene Teile im Leben
Formung gebogener Teile mit einer Form-1
Umformen von Biegeteilen mit einer Form-2
Die zum Biegen verwendete Form wird als Biegeform bezeichnet
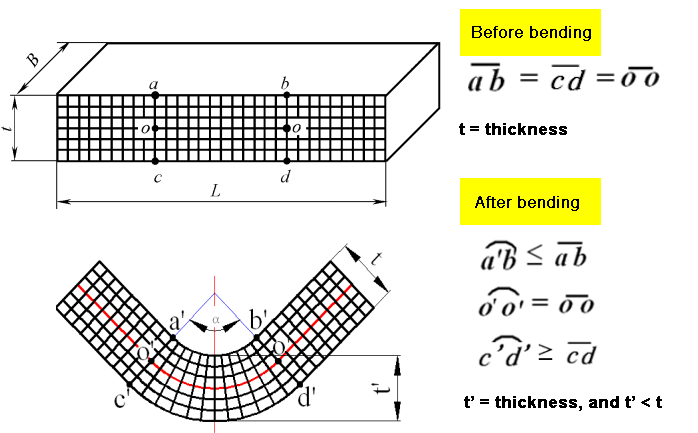
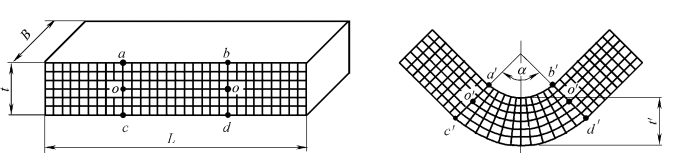
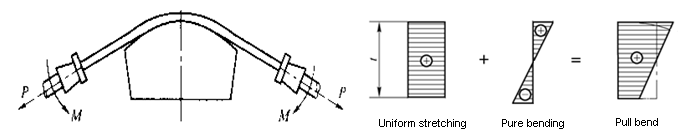
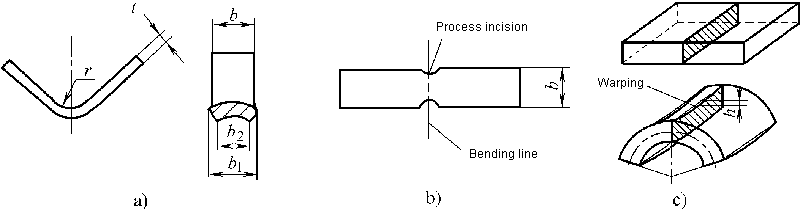
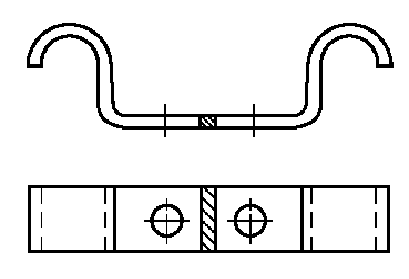
Änderung des Querschnitts eines gebogenen Rohlings
Verformungseigenschaften der Biegeverformungszone:
Das Werkstück ist in zwei Teile unterteilt: gerade Kanten und abgerundete Ecken. Die Verformung tritt hauptsächlich an den abgerundeten Ecken auf. Abgerundete Ecken sind der Hauptverformungsbereich der Biegeverformung.
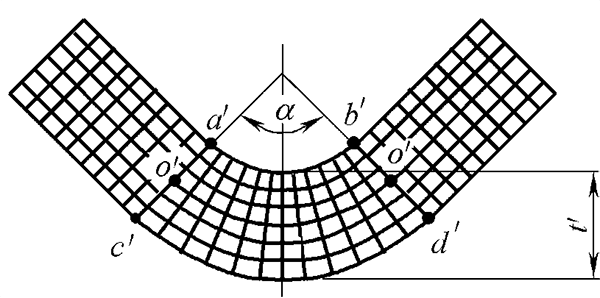
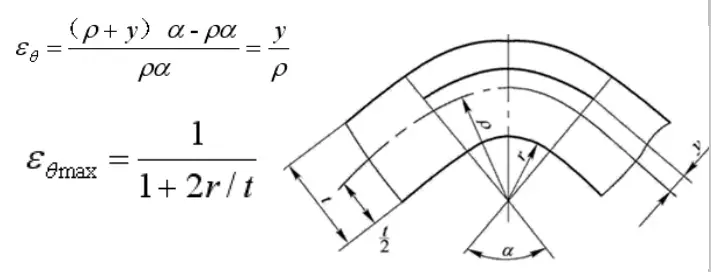
Die Verformungszone wird nicht gleichmäßig verformt: Die äußere Zone wird in tangentialer Richtung gedehnt, die innere Zone wird in tangentialer Richtung gestaucht, und es entsteht eine dehnungsneutrale Schicht - eine Metallschicht, deren Länge sich vor und nach der Verformung nicht ändert.
Die Dicke der Verformungszone wird dünner, η= t '/ t≤1, und der Grad der Ausdünnung hängt mit der Größe von r zusammen.
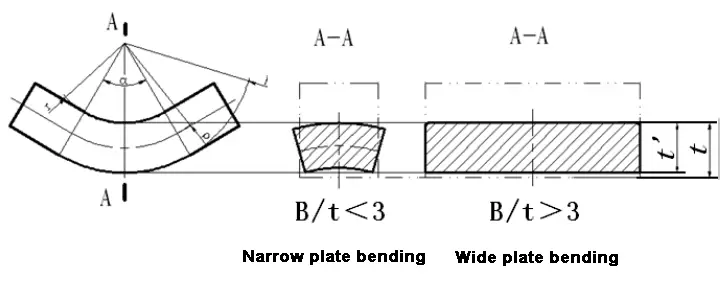
Veränderungen im Querschnitt: Die breite Platte bleibt unverändert, der innere Bereich der schmalen Platte wird breiter und der äußere Bereich wird schmaler.
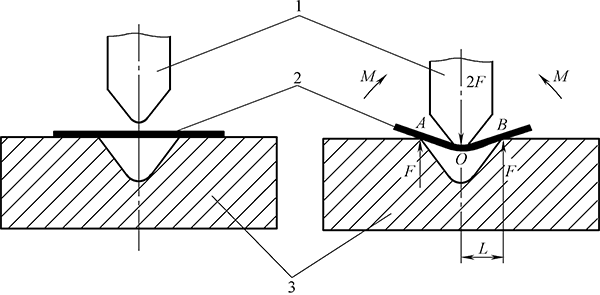
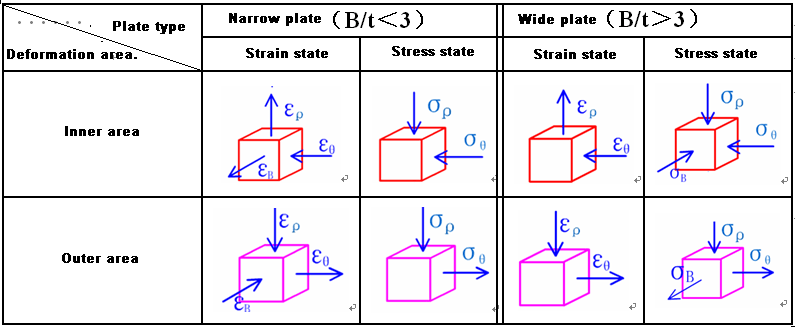
1.3 Zustand der Spannung und Dehnung in der Biegeverformungszone
Qualitätsanalyse und -kontrolle von Biegeteilen
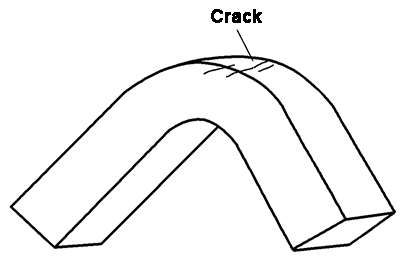
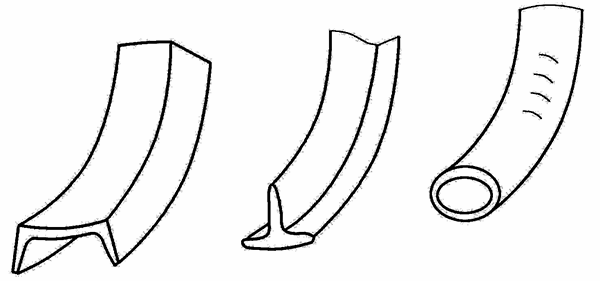
2.1 Biegeriss
Biegeriss ist ein Phänomen, bei dem Risse in der äußeren Schicht des Materials in der Biegeverformungszone auftreten.
Der Hauptgrund für das Auftreten von Biegerissen ist, dass das Ausmaß der Biegeverformung die Umformgrenze des zu biegenden Materials überschreitet.
Biegerisse können vermieden werden.
Biegeverformung
r / t--Stellt den Grad der Biegeverformung dar.
Je kleiner r/t, desto größer ist der Grad der Biegeverformung, es gibt ein Minimum an relativer Biegeradius rmin /t.
Minimaler relativer Biegeradius und seine Einflussfaktoren
Der minimale relative Biegeradius bezieht sich auf das Verhältnis zwischen dem Biegeradius der äußersten Faser und der Dicke des Blechs, wenn das Blech gebogen ist und fast reißt.
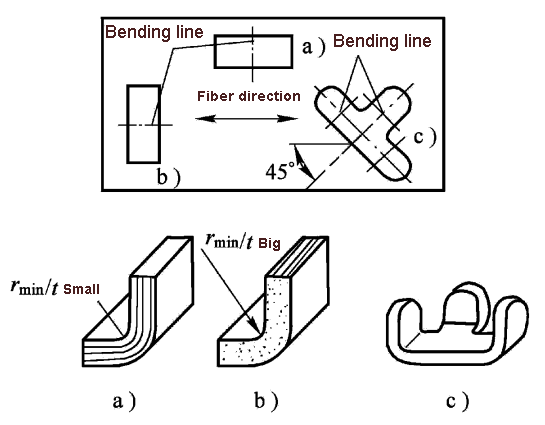
Faktoren, die den minimalen relativen Biegeradius beeinflussen:
1) Mechanische Eigenschaften des Materials: gute Plastizität, kleines rmin/t.
2) Die Faserrichtung des Blattes: die Biegelinie senkrecht zur Faserrichtung steht, rmin/t ist klein
3) Die Oberflächen- und Seitenqualität des Blechs: Die Oberflächen- und Seitenqualität ist gut, rmin/t ist klein
4) Die Dicke der Platte ist dünn: rmin/t ist klein
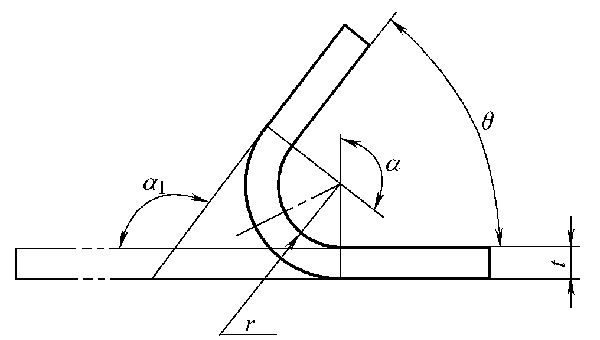
Definition der verschiedenen Parameter des Biegeprozesses:
(1) Der Ausrundungsradius r der Biegeverformungsfläche wird als Biegeradius bezeichnet.
(2) Das Verhältnis r/t zwischen dem Biegeradius und der Blechdicke wird als relativer Biegeradius bezeichnet.
(3) Der Biegeradius, bei dem die äußerste Faser des Blechs beim Biegen fast reißt, wird als minimaler Biegeradius rmin.
(4) Das Verhältnis zwischen dem kleinsten Biegeradius und der Blechdicke wird als minimaler relativer Biegeradius rmin/t.
(5) Der Winkel, unter dem das Werkstück gebogen wird, d. h. der Komplementärwinkel α1 des geraden Winkels des Werkstücks nach dem Biegen, wird als Biegewinkel.
(6) Der Diagonalwinkel α des geraden Winkels zwischen den gebogenen Teilen wird als Biegewinkel bezeichnet.
(7) Der Winkel θ der geraden Seite des Produkts nach dem Biegen wird als Winkel des Biegeteils bezeichnet.
Maßnahmen zur Kontrolle des Biegens
(1) Wählen Sie ein Material mit guter Plastizität für das Biegen und führen Sie eine Glühen Behandlung des durch Kaltverformung gehärteten Materials vor dem Biegen.
(2) Biegen mit r/t größer als rmin/t verwendet wird.
(3) Die Biegelinie sollte senkrecht zur Faserstrukturrichtung der Platte verlaufen.
(4) Richten Sie die Gratseite auf die Seite des Biegestempels, oder entfernen Sie den Grat vor dem Biegen. Vermeiden Sie Kratzer, Risse und andere Defekte an der Außenseite des gebogenen Rohlings.
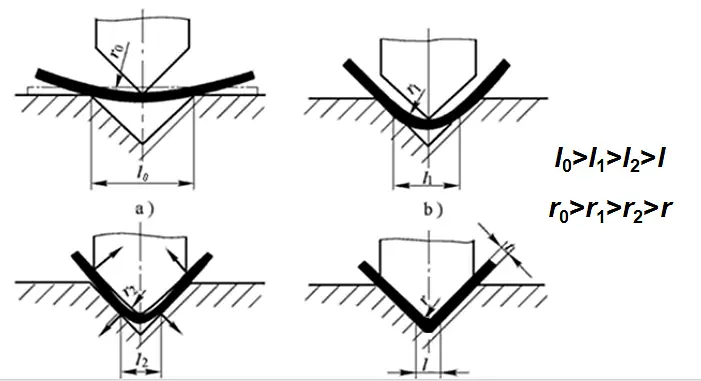
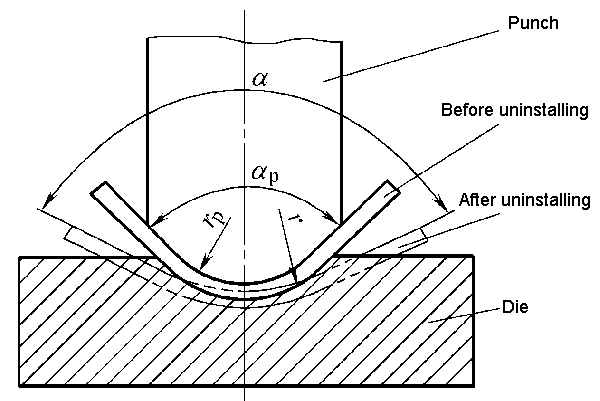
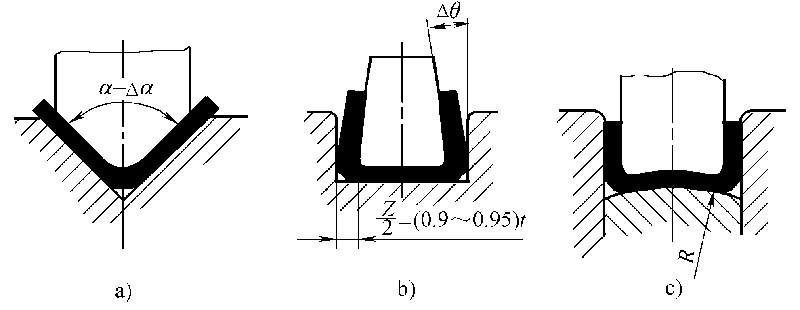
2.2 Rückprall
Rückprall beim Biegen bezieht sich auf das Phänomen, dass Form und Größe des gebogenen Teils nicht mehr mit der Form übereinstimmen, wenn es aus der Form genommen wird, was als Rückprall bezeichnet wird. Rückfederung.
Der Grund für den Rückprall ist, dass sich die Gesamtverformung beim plastischen Biegen aus zwei Teilen zusammensetzt: der plastischen Verformung und der elastischen Verformung. Wenn die äußere Last entfernt wird, bleibt die plastische Verformung bestehen, und die elastische Verformung verschwindet vollständig.
Rebound-Form
(1) Der Biegeradius ändert sich von rp beim Beladen zu r beim Entladen
(2) Änderung des Winkels des Biegeteils, der Betrag der Änderung:
Δα=α-αP
Wenn Δα> 0 ist, spricht man von einem positiven Rückprall.
Wenn Δα<0 ist, spricht man von einem negativen Rückprall.
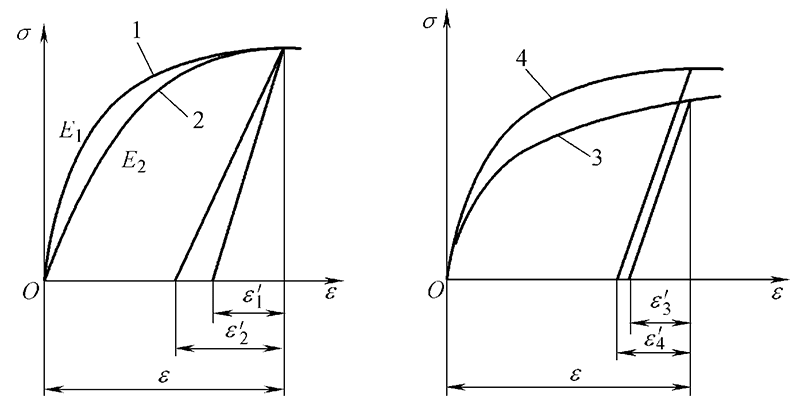
Faktoren, die den Rebound beeinflussen
1) Mechanische Eigenschaften des Werkstoffs: Je größer die Streckgrenze und je höher der Verfestigungsindex, desto größer die Rückfederung; je größer der Elastizitätsmodul, desto kleiner die Rückfederung.
2) Je größer der relative Biegeradius ist, desto größer ist der Rückprall.
3) Je größer der mittlere Biegewinkel ist, desto länger ist die Verformungszone und desto größer ist der Rückfederung Akkumulationswert, so dass die Rückfederung zunimmt.
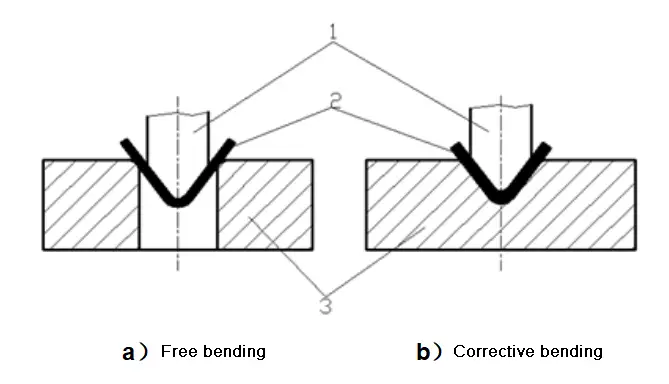
4) Biegeverfahren: Die Rückfederung beim Korrekturbiegen ist im Vergleich zum freien Biegen stark reduziert.
5) Form des Werkstücks: Je komplizierter die Form, je größer der Winkel einer Biegung, desto kleiner die Rückfederung.
6) Struktur der Form: Die Rückfederung des Unterwerkzeugs ist gering.
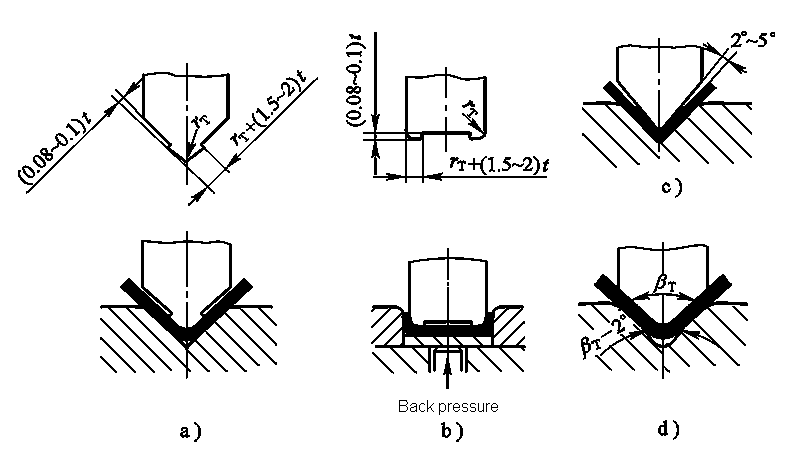
Maßnahmen zur Verringerung des Rebounds
(1) Verbessern Sie das Design der gebogenen Teile und wählen Sie die geeigneten Materialien aus.
1) Vermeiden Sie die Wahl eines zu großen r/t.
2) Versuchen Sie, ein Blech mit einer kleinen Streckgrenze, einem kleinen Verfestigungsindex und einem großen Biegeelastizitätsmodul zu verwenden.
(2) Anwendung eines geeigneten Biegeverfahrens, um den Spannungs-Dehnungszustand der Verformungszone zu verändern.
1) Verwenden Sie korrigierendes Biegen anstelle von freiem Biegen.
2) Anwendung des Biegeverfahrens
3) Das Material für die Kaltverfestigung muss zunächst geglüht werden, um die Streckgrenze σs zu verringern. Bei Werkstoffen mit großem Rückprall kann bei Bedarf ein Wärmebiegen durchgeführt werden.
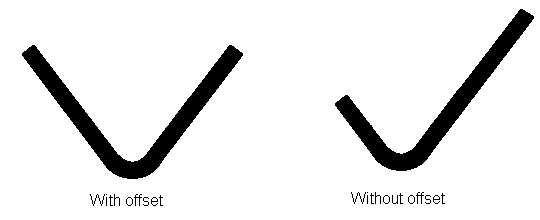
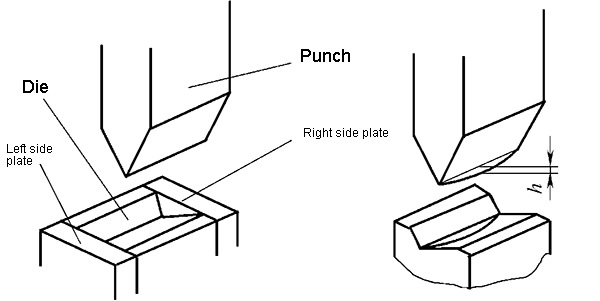
Unter Versatz versteht man das Phänomen, dass sich das Blech während des Biegevorgangs in der Form bewegt.
Aufgrund des Versatzes entspricht die Länge der beiden geraden Seiten des Biegeteils nicht den Anforderungen der Zeichnung, so dass der Versatz beseitigt werden muss.
Gründe für die Verrechnung
(1) Die Form des Rohlings des gebogenen Teils ist links und rechts unsymmetrisch.
(2) Die Positionierung des Rohlings ist instabil, und die Wirkung des Pressens ist nicht ideal.
(3) Die Formstruktur ist links und rechts asymmetrisch.
Maßnahmen zur Kontrolle des Ausgleichs
1) Wählen Sie eine zuverlässige Positionierungs- und Pressmethode, und verwenden Sie eine geeignete Formstruktur
2) Für kleine asymmetrische Biegeteile sollte das Verfahren des paarweisen Biegens und anschließenden Schneidens angewendet werden.
2.4 Verformung und Verzug von Blechquerschnitten
2.5 Die Verformungszone wird dünner und die Länge des gebogenen Teils nimmt zu
Das macht es schwierig, die Größe des Rohlings genau zu bestimmen.
Der Entwurfsschritt der Biegematrize besteht darin, zuerst die Biegematrize zu entwerfen, und dann die Stanzwerkzeug.
Berechnung des Biegeprozesses
3.1 Berechnung der Rohteilgröße des Biegeteils
Lage der spannungsneutralen Schicht
Die dehnungsneutrale Schicht ist eine Metallschicht mit konstanter Länge vor und nach der Biegeverformung oder eine Metallschicht mit einer tangentialen Dehnung von Null in einem Biegeverformungsbereich.
Gleiches Volumen vor und nach dem Biegen: Lbt=π(R2-r2)bα/2π
Vereinfacht: ρ=(r+ηt/2)η
Abgekürzt als: ρ=r+χt
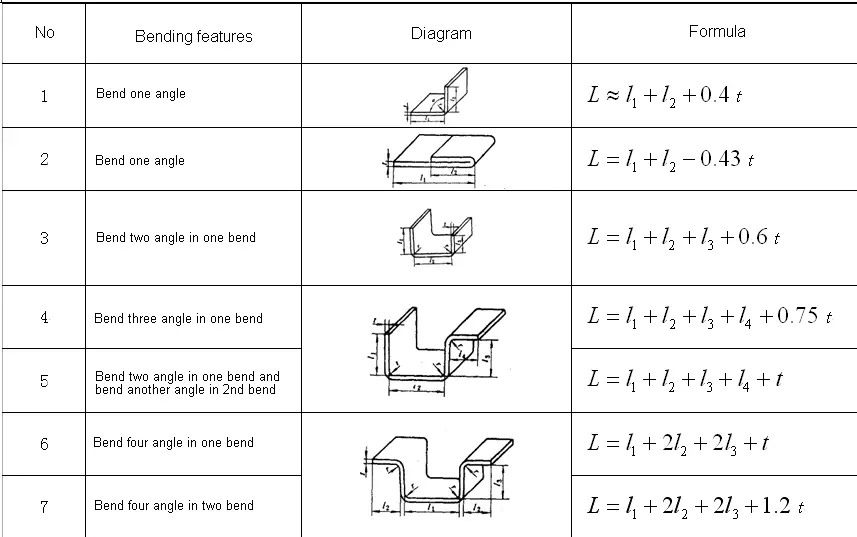
2. die Berechnung der Länge des Rohlings des Biegeteils
(1) Biegeteile mit Verrundungsradius r> 0,5t
1) Von einem Ende des Biegeteils ausgehend, unterteilen Sie es in mehrere gerade und kreisförmige Segmente.
2) Ermitteln Sie den Verschiebungskoeffizienten χ der neutralen Schicht nach Tabelle 4-3.
3) Bestimmen Sie den Biegeradius ρ der neutralen Schicht jedes Bogensegments nach der Formel (4-3)
4) Entsprechend dem Biegeradius ρ1, ρ2 jeder neutralen Schicht und den entsprechenden Biegewinkeln α1, α2 ..., die Länge berechnen eines jeden Bogensegments ll, l2 ... li=πρiαi/180°
5) Berechnen Sie die Gesamtausdehnungslänge L = a + b + c + ... + l1 + l2 + l3 + …
(2) Biegungen mit Ausrundungsradius r <0,5t-empirische Formel
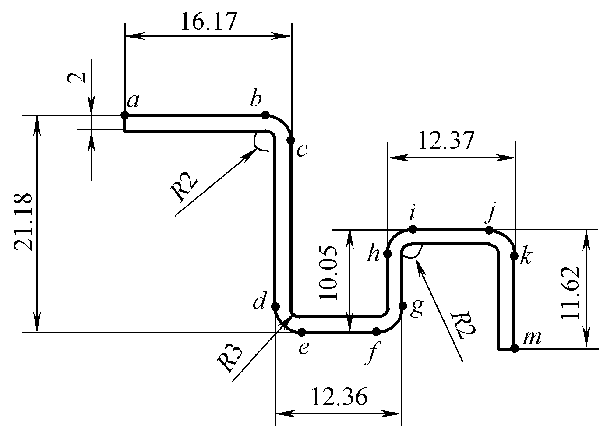
Beispiel für die Berechnung der abgewickelten Länge eines gebogenen Teils
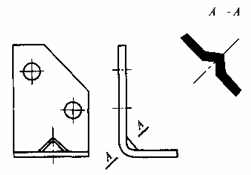
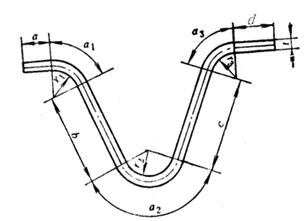
Beispiel 4-1 Biegen Sie das in Abbildung 4-30 gezeigte Werkstück und versuchen Sie, seine abgewickelte Länge zu berechnen.
Lösung: (1) Das Werkstück wird in Geradensegmente geteilt lab, lcd, lef, lgh, ljj, lkm und Bogensegmente lbc, lde, lfg, lHallo, ljk von Punkt a.
(2) Berechnen Sie die erweiterte Länge des Bogensegments.
Für die Bögen lbc, lHallo, ljk: R = 2mm, t = 2mm, dann r/t = 2/2 = 1, und wenn χ= 0,3 in Tabelle 4-3 gefunden wird, dann:
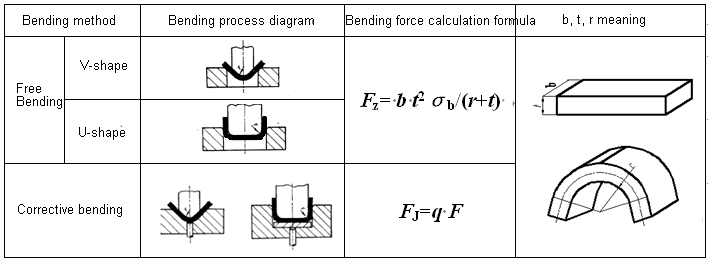
Beim freien Biegen mit Pressen muss bei der Wahl der Tonnage der Presse die Biegekraft und die Presskraft berücksichtigt werden, d.h.:
FPresse≥1,2(Fz+FY)
Bei der Korrektur der Biegung kann bei der Wahl der Pressentonnage nur die Korrektur der Biegekraft berücksichtigt werden, d.h.:
FPresse≥1.2FJ
Auswahlbeispiel für die Presse
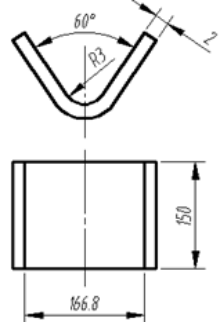
Beispiel 4-2 Biegen Sie das in Abbildung 4-32 gezeigte V-förmige Teil. Das bekannte Material ist Stahl 20 und die Zugfestigkeit beträgt 400 MPa. Versuchen Sie, die freie Biegung zu berechnen und die Biegekraft entsprechend zu korrigieren. Versuchen Sie bei der Verwendung der Presse, die Tonnage der Presse zu wählen.
Die gesamte Prozessleistung ist dann: FZ + FY = 48000 + 19200 = 67,2 (KN) dann die Tonnage der Ausrüstung: FPresse ≥ 1.2 (FZ + FY) = 1,2 × 67,2 = 80,64 (KN).
Wenn die Biegung korrigiert wird, kann q als 50MPa aus Tabelle 4-7 entnommen werden, und es kann aus der Formel in Tabelle 4-6 erhalten werden:
FJ = q * A = 50 × 166,8 × 150 = 1251 (KN)
Dann die Tonnage der Ausrüstung: FPresse ≥ 1.2 * FJ = 1,2 × 1251 = 1501,2 (KN).
Gestaltung des Biegeprozesses
4.1 Analyse des Biegeprozesses
Die Herstellbarkeit des Biegeteils bezieht sich darauf, ob die Form, die Größe, die Genauigkeit, die Werkstoffe und die technischen Anforderungen des Biegeteils den technologischen Anforderungen des Biegeprozesses entsprechen, d. h. die Anpassungsfähigkeit des Biegeteils an den Biegeprozess - eine Anforderung aus der Sicht der Produktgestaltung.
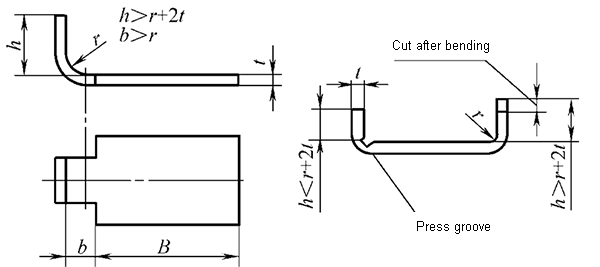
Formanforderungen für gebogene Teile
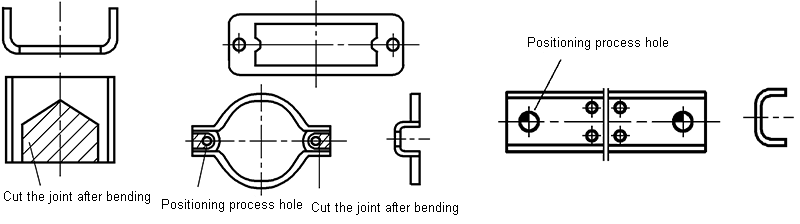
(1) Um eine Verschiebung während des Biegens zu verhindern, müssen Form und Größe des Biegeteils so symmetrisch wie möglich sein.
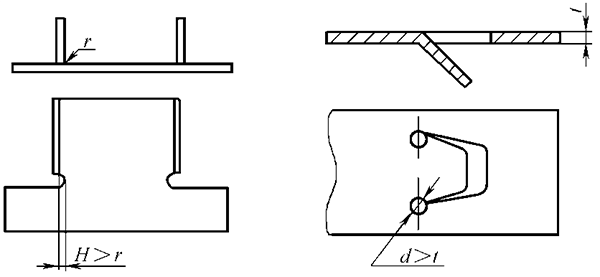
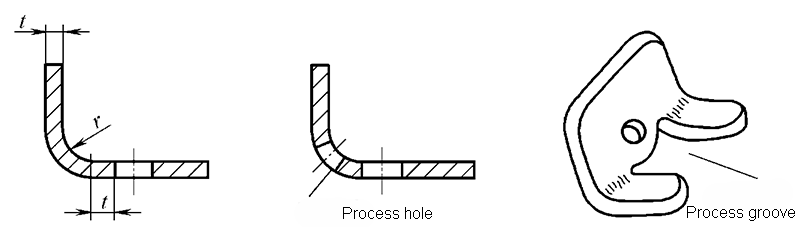
(2) Wenn ein Kantenabschnitt lokal gebogen wird, sollte eine Nut zwischen dem gebogenen und dem nicht gebogenen Teil geschnitten oder das Prozessloch vor dem Biegen ausgestanzt werden, um ein Ausreißen der Wurzel der Biegung zu vermeiden.
(3) Fügen Sie Verbindungslaschen und Positionierungsbohrungen hinzu.
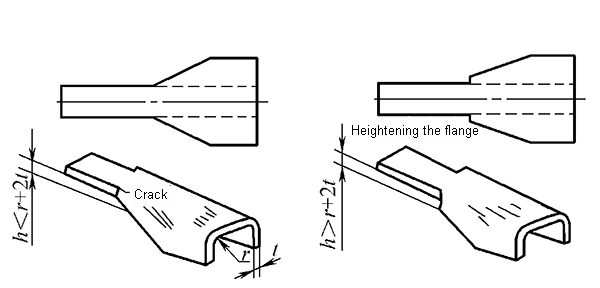
2. maßliche Anforderungen für Biegeteile
(1) Der Biegeradius sollte nicht kleiner als der Mindestbiegeradius sein.
(2) Die Höhe der geraden Seite des gekrümmten Teils sollte sich treffen: h> r + 2t
(3) Der Abstand zwischen dem Rand des Lochs des Biegeteils sollte die folgenden Anforderungen erfüllen:
Präzisionsanforderungen für Biegeteile
Die Maßtoleranz der gebogenen Teile muss der GB / T13914-2002 entsprechen,
1) Einfache gebogene Teile: einmaliges Biegen. Biegeteile mit komplizierte Formen: Zwei oder mehr Biegeformen.
2) Biegeteile mit großen Losgrößen und kleinen Abmessungen: Verwenden Sie so oft wie möglich Folgeverbundwerkzeuge oder Verbundwerkzeuge.
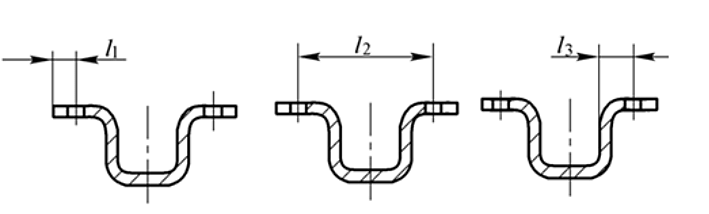
3) Wenn mehrere Biegungen erforderlich sind: Biegen Sie zuerst die beiden Enden und dann den mittleren Teil. Die vorherige Biegung sollte die zuverlässige Positionierung der späteren Biegung berücksichtigen.
4) Wenn die Form des Biegeteils nicht symmetrisch ist: Biegen Sie so viel wie möglich und schneiden Sie es dann.
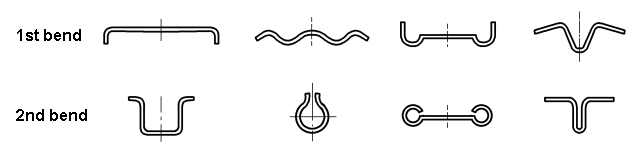
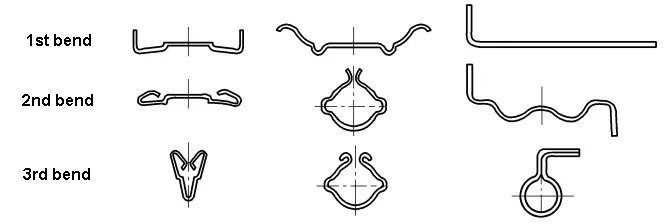
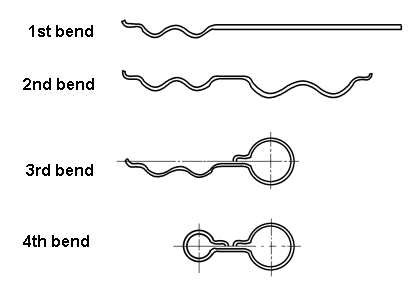
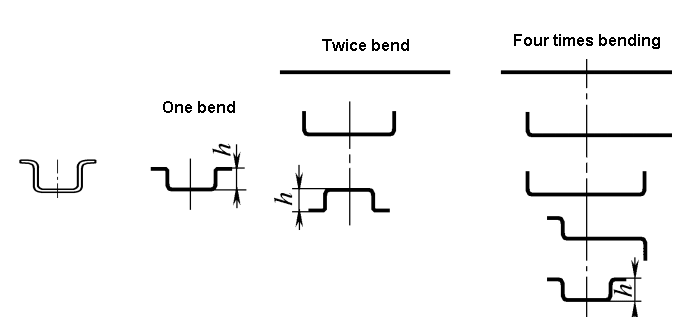
Prozessanordnung von typischen Biegeteilen
Eine Kurve
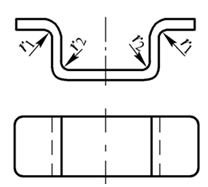
Zweimal biegen
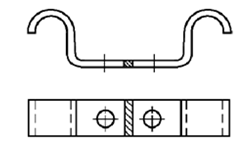
Dreifache Biegung
Vier Kurven
Flexible Anordnung der Biegeteile
Form des Werkstücks
Anforderungen an die Präzision
Größe der Charge
Entwurf einer Biegeform
5.1 Art und Aufbau der Biegeform
Je nach Grad der Prozesskombination kann die Biegematrize unterteilt werden in:
Einprozess-Biegestempel
Zusammengesetzte Biegestempel
Progressive Biegematrize
Je nach Form des Werkstücks kann die Biegematrize unterteilt werden in:
V-förmige Biegestempel
L-förmige Biegematrize
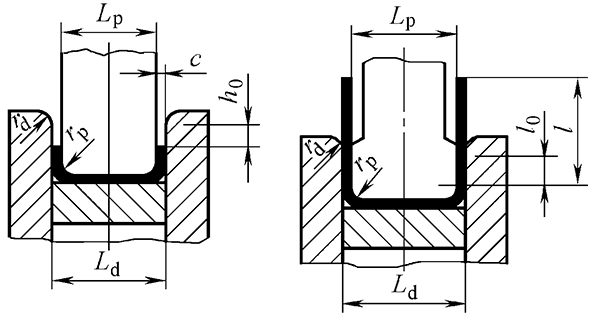
U-förmige Biegematrize
Viereckige Biegematrize
Z-förmige Biegematrize
Runde Biegestempel
Biegeform für Scharnier
…
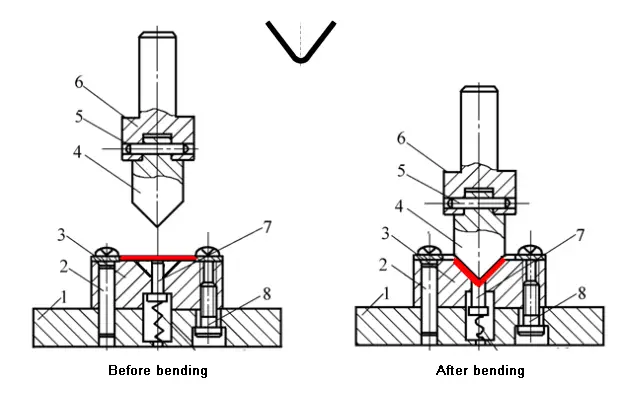
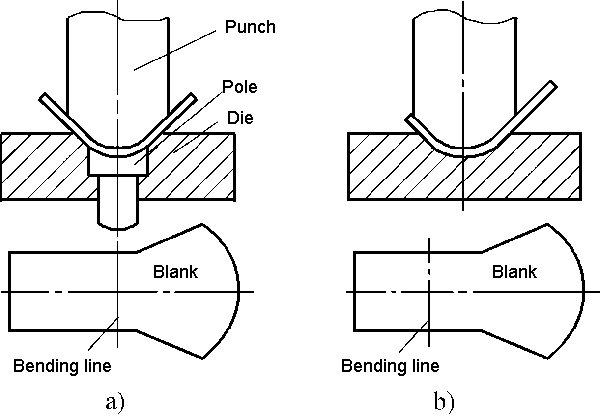
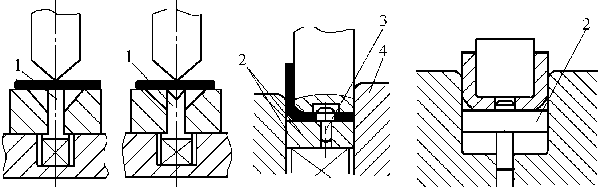
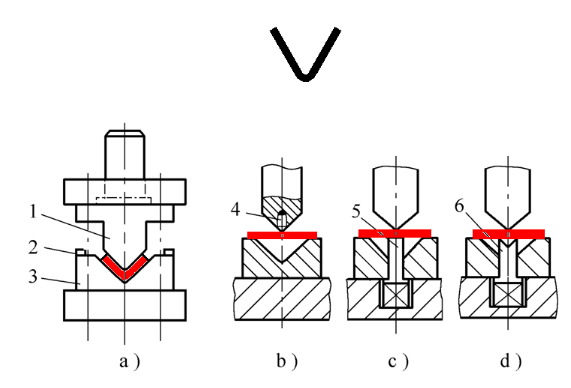
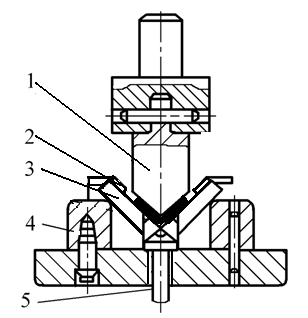
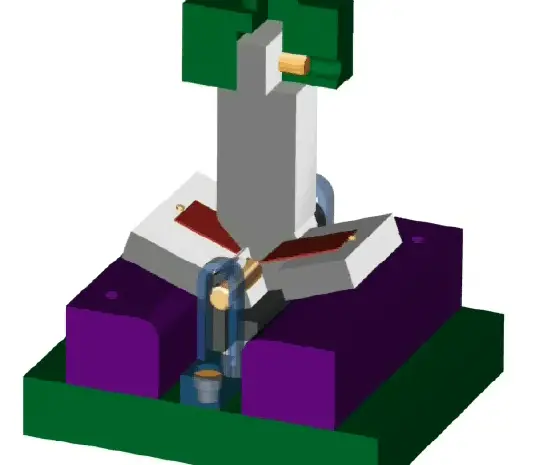
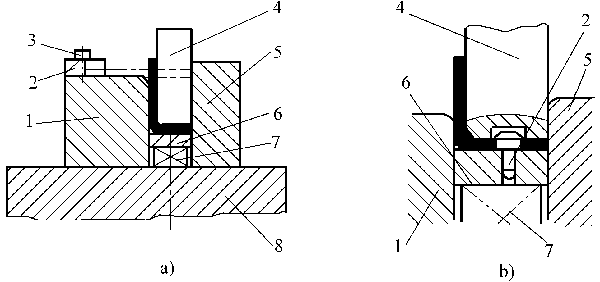
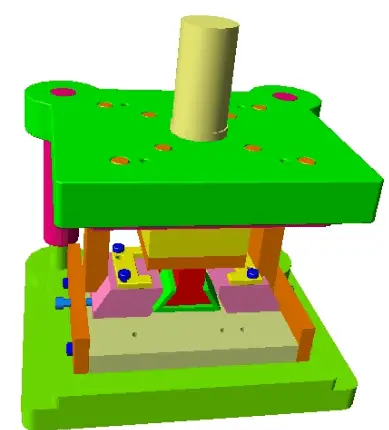
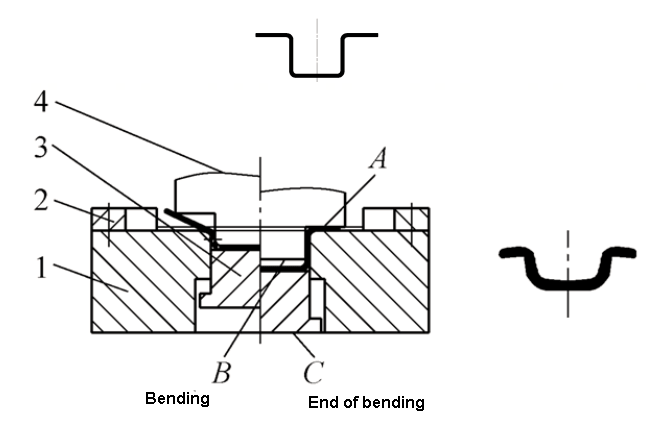
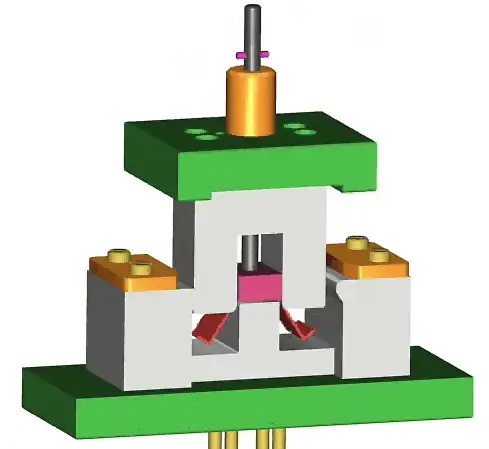
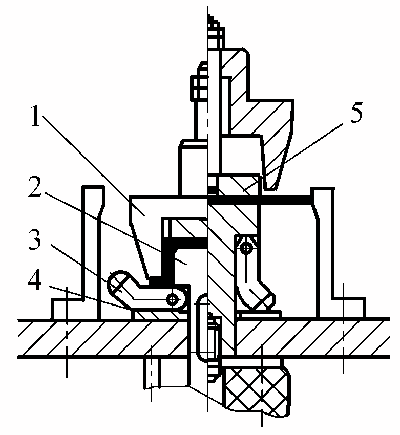
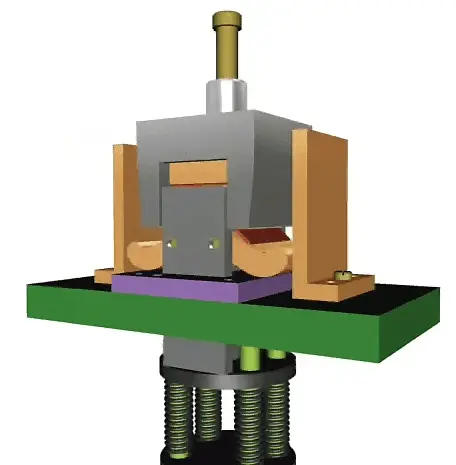
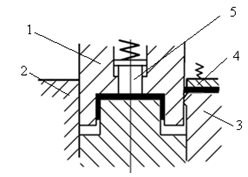
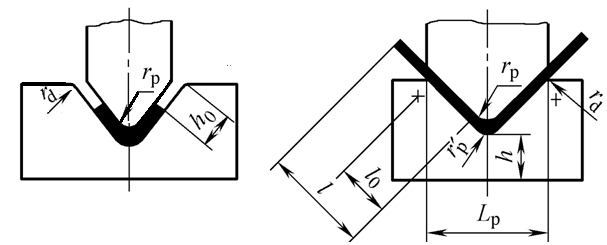
V-förmige Biegestempel
V-förmige Präzisions-Biegematrize
1- Stempel
2-Positionierungsplatte
3-beweglicher Würfel
4- Trägerplatte
5- Auswerfer
V-förmige Präzisions-Biegematrize
L-förmige Biegematrize
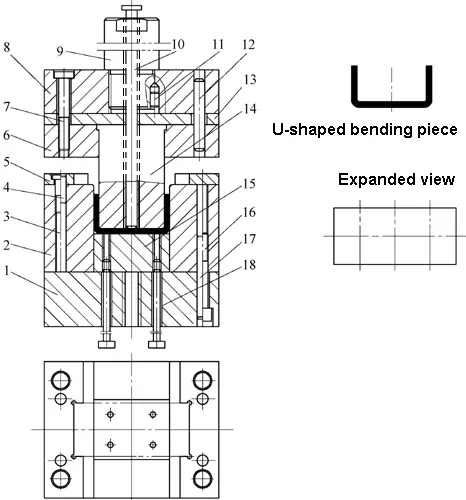
3.U-förmige Biegematrize
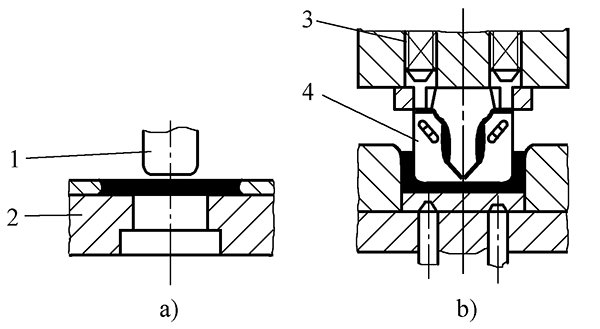
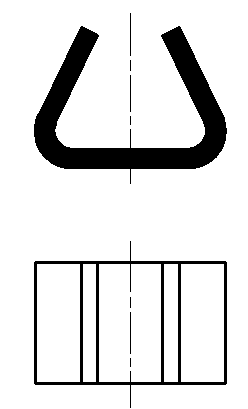
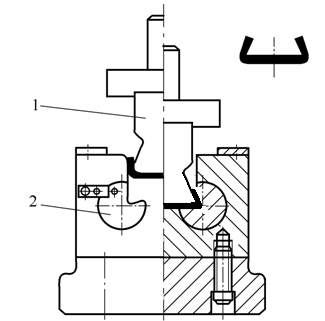
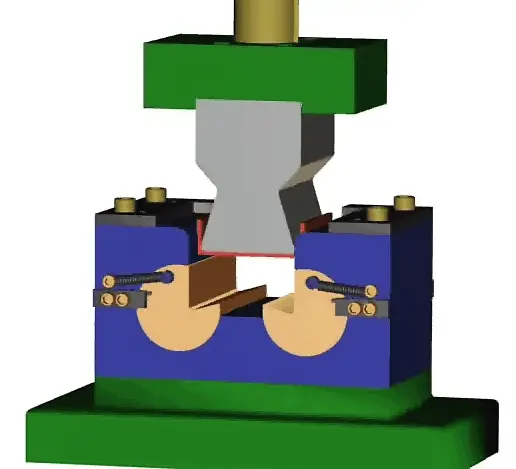
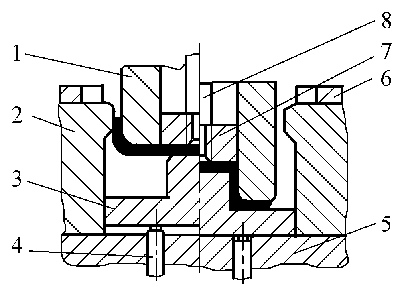
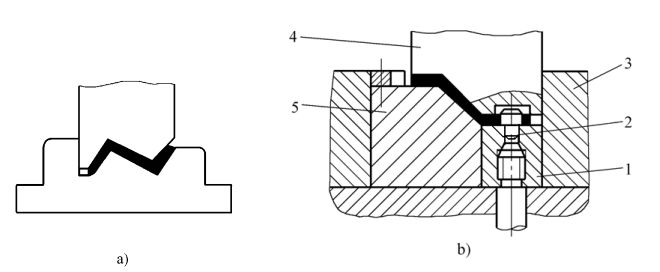
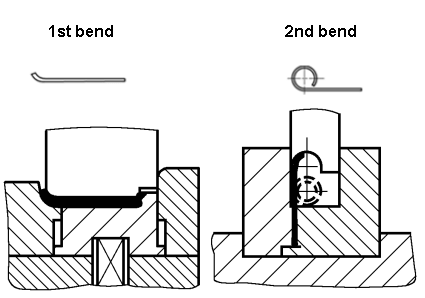
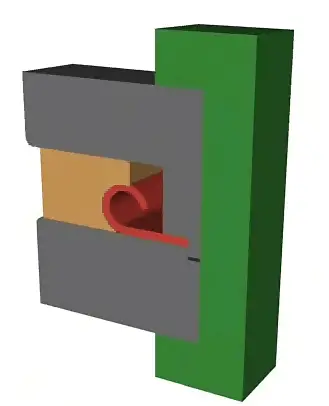
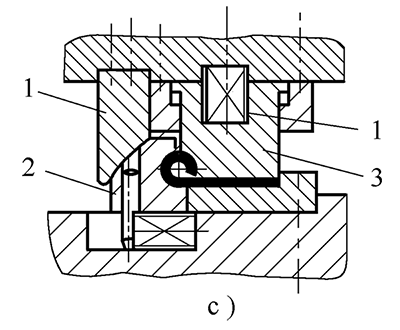
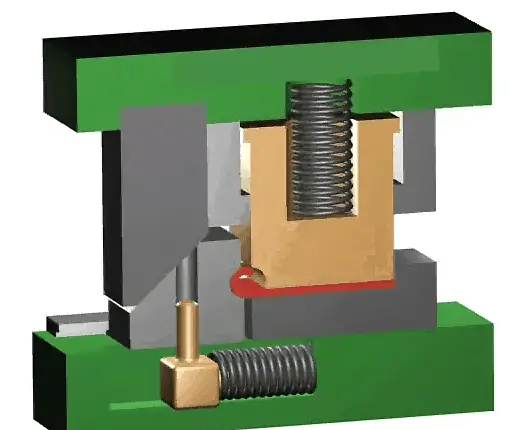
Biegestempel für geschlossene Winkelstücke
Biegestempel mit geschlossenem Winkel-1
Biegestempel mit geschlossenem Winkel-2
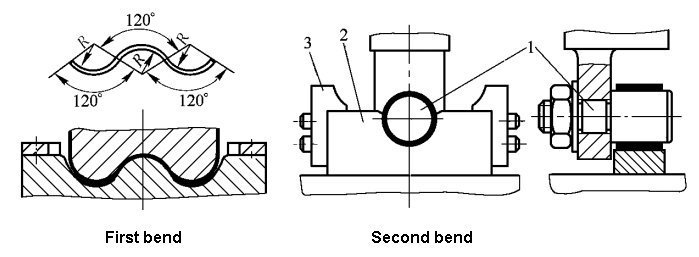
1-Patrize 2-rotierende Matrize 3-Feder
4.Quadrilaterale Biegestempel
Viereckige Biegestempel in einem Arbeitsgang
Biegestempel für viereckige Doppelformung
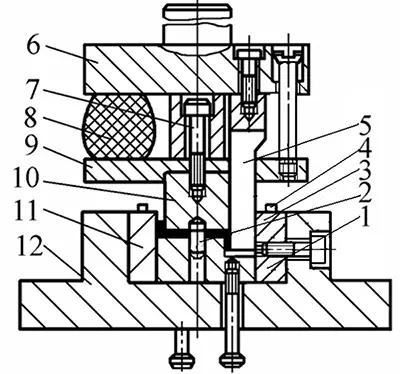
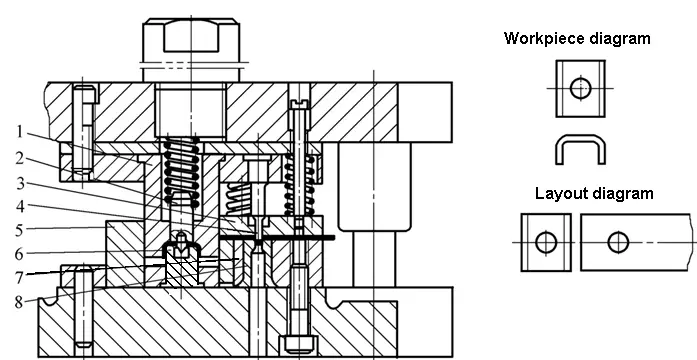
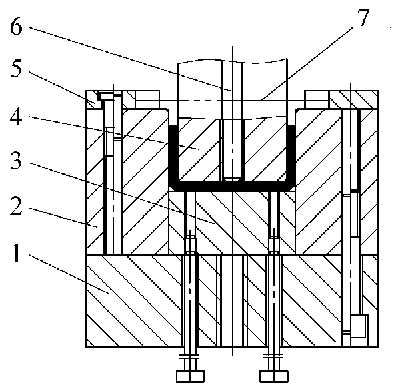
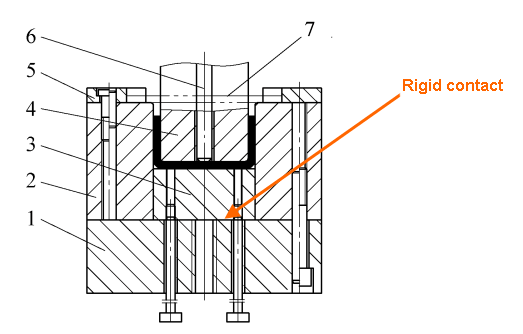
Zusammengesetzte Biegematrize für Viereck
1-Konkave und konkave Matrize
2-Weibliche Würfel
3-Beweglicher Stempel
4-Ausstoßer
5 - Unterer Formboden
6-Positionierungsbrett
7-Schiebeblock
8-Stoßstange
Zusammengesetzte Biegematrize für Viereck
Viereckige Biegematrize mit Pendel
1-Würfel
2-fach beweglicher Stempel
3-Pendel-Block
4-Hintergrundplatte
5-Schieber-Block
Biegestempel der konkaven Matrize schwingen viereckig
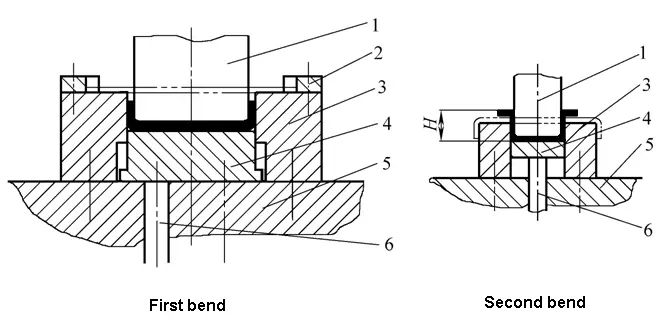
Z-förmige Biegematrize
Z-förmiges Einmal-Biegestempel
Biegestempel zum Biegen von Z-förmigen Teilen in zwei Schritten
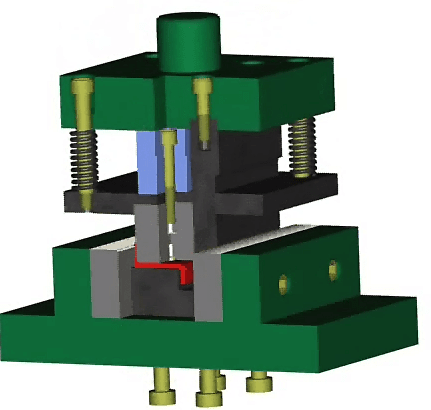
Runde Biegestempel
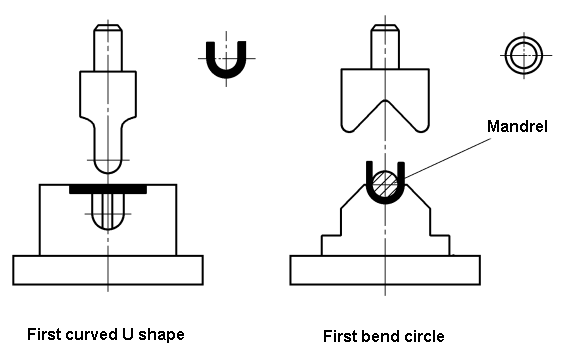
Runde Biegematrize - zweifache Biegung
Runde Biegestempel - eine Biegung
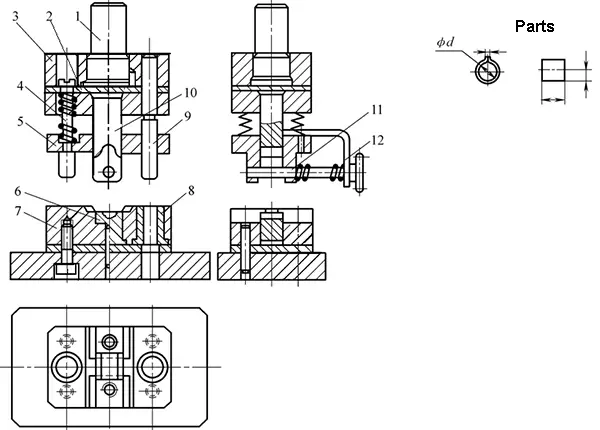
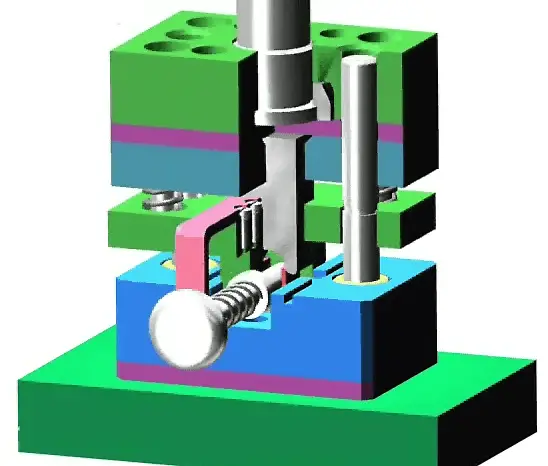
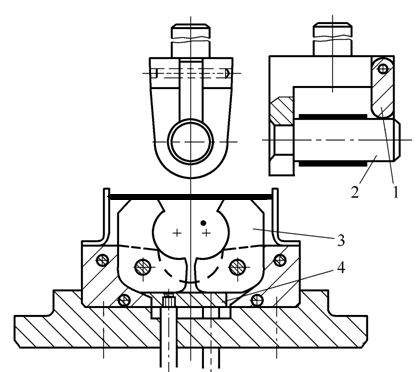
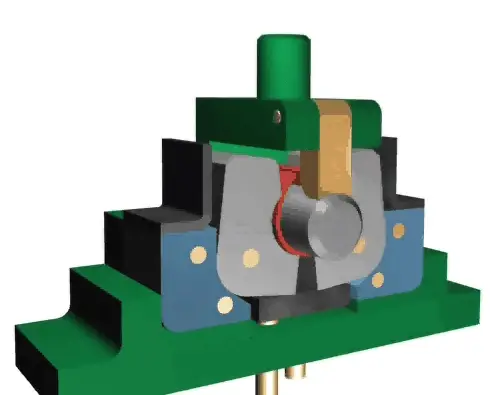
Einmaliges Biegen Umformwerkzeug für kreisförmiges Stück mit Schwenkgesenk
1- Unterstützung
2-Stanzung
3-flügelige Matrize
4-Auswerferplatte
Einmaliges Biegeformwerkzeug für große runde Teile mit schwenkbarem Gesenk
Zwei Prozesse, die einen großen Kreis biegen
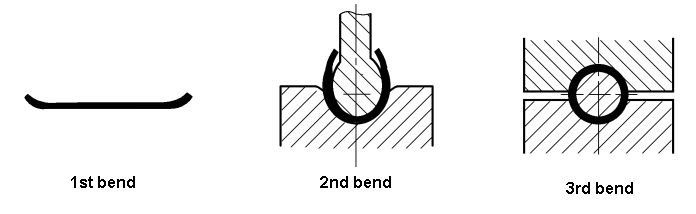
Drei Schritte beim Biegen des großen Kreises
Biegeform für Scharnier
Scharnierteil Zweifach-Biegestempel
Scharnierstück einmalig Biegestempel
Andere Biegestempel
(1) Schneiden und Biegen von Verbundwerkstoffformen
(2) Progressive Biegematrize
5.2 Konstruktion von Biegeformteilen
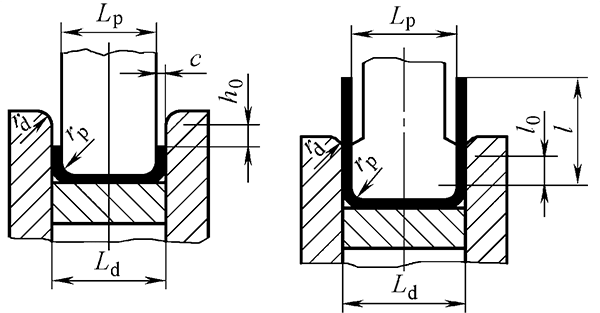
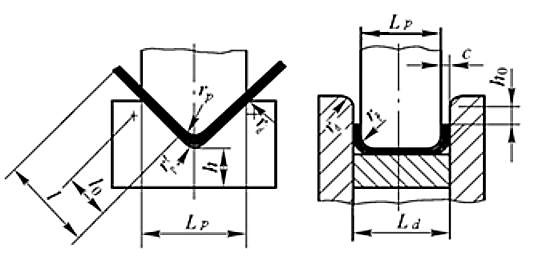
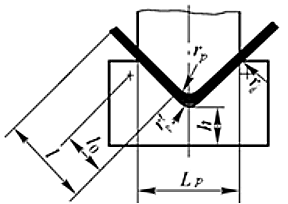
Konstruktion von Arbeitsteilen
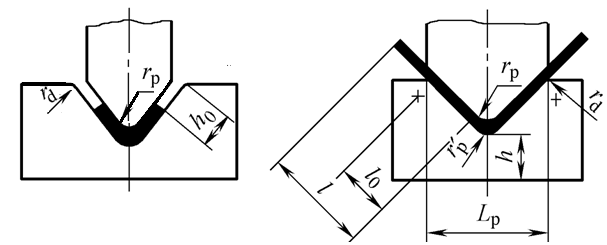
(1) Verrundungsradius stanzen
(2) Verrundungsradius der Matrize
(3) Matrizentiefe
(4) Spielraum der konvexen und konkaven Matrize
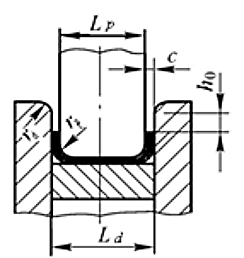
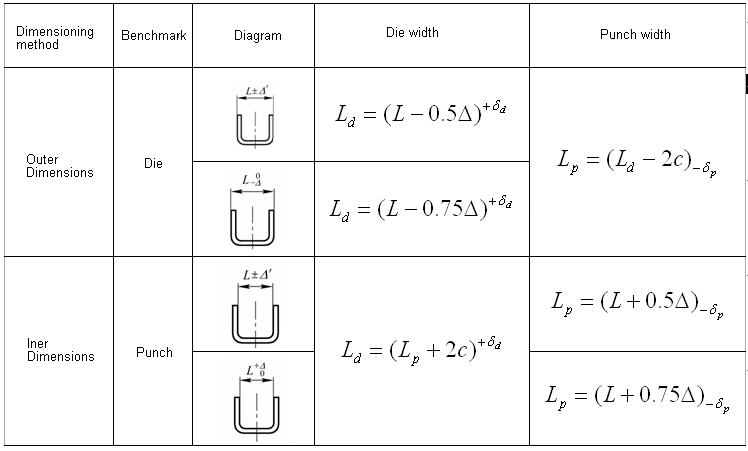
(5) Breite der U-förmigen konvexen und konkaven Matrize
(1)Lochkehlenradius
1) Wenn r≥rminnehmen Sie rp = r, wobei rmin ist der für das Material zulässige Mindestbiegeradius.
2) Wenn r <rminnehmen Sie rp> rmin. Der Verrundungsradius r des Werkstücks wird durch Formgebung erzielt, auch wenn der Verrundungsradius rz des Formstempels ist gleich dem Verrundungsradius r des Werkstücks.
3) Wenn r/t> 10 ist, sollte die Rückfederung berücksichtigt und der Radius der Ausrundung des Stempels korrigiert werden.
4) Der Boden der V-förmigen Biegematrize kann mit einer Nut oder einem Rundungsradius geöffnet oder eingezogen werden: r'p = (0.6-0.8) (rp + t).
(2) Verrundungsradius der Matrize
Die Größe des Eckenradius der Matrize beeinflusst die Biegekraft, die Lebensdauer der Biegematrize und die Qualität des Biegeteils während des Biegevorgangs.
Wenn die Genauigkeit des Biegeteils hoch ist, sollte der Spaltwert entsprechend verringert werden, und es kann c = t genommen werden.
Der Matrizenspielraum des V-förmigen Biegeteils muss nicht konstruiert werden. Er kann durch Einstellen der Schließhöhe der Presse erreicht werden.
(5)U-förmig gebogene konvexe und konkave Matrizenbreite
2. die Konstruktion der Positionsteile
Da es sich bei dem in die Biegematrize eingeführten Rohling um einen einzelnen Rohling handelt, sind die in der Biegematrize verwendeten Positionierungsteile Positionierplatten oder Stifte.
3. die Konstruktion der Press-, Entlade- und Zuführteile
4. die Gestaltung der festen Teile
Einschließlich: Matrizengriff, oberer Matrizensitz, unterer Matrizensitz, Führungssäule, Führungshülse, Stützplatte, Befestigungsplatte, Schrauben, Stifte, usw., siehe die . die Konstruktion.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Hatten Sie schon einmal Probleme, perfekte Biegungen bei Blechen zu erzielen? Dieser Artikel befasst sich mit den wichtigsten Tipps und Tricks für das Biegen von Blechen, von der Prozessabfolge bis zur Analyse der Biegbarkeit....
Wie erreicht man präzise Biegungen in Blechen? Es ist wichtig, die Formen und Techniken zu verstehen, die hinter diesem Prozess stehen. Dieser Artikel befasst sich mit verschiedenen Biegemethoden, vom freien Biegen bis zum...
Stellen Sie sich vor, Sie können Bleche biegen, ohne eine einzige Markierung oder einen Kratzer zu hinterlassen. In diesem Artikel untersuchen wir innovative Techniken für das markierungsfreie Biegen von Blechen und gehen dabei auf Herausforderungen wie Reibung, Materialhärte und...
Haben Sie sich jemals gefragt, warum einige Lokomotivteile nicht direkt nach Konstruktionszeichnungen hergestellt werden können? In diesem Artikel wird die faszinierende Welt des Blechbiegens erkundet und es werden gängige Herausforderungen und innovative...
Wie lassen sich mit präzisen Z- und N-Biegungen flache Bleche in komplexe Formen verwandeln? Dieser Artikel befasst sich mit den wesentlichen Techniken und Vorsichtsmaßnahmen für das Z- und N-Biegen von Blechen...
Was garantiert die perfekte Biegung von Blechen? In diesem Artikel werden fünf entscheidende Faktoren erläutert, die über Erfolg oder Misserfolg Ihrer Blechbiegeprojekte entscheiden können...
Haben Sie sich jemals gefragt, wie man perfekte Blechbiegungen erzielt? Dieser Artikel befasst sich mit den wichtigsten Biegetechniken, von der Berechnung der Materialausdehnung bis hin zur Auswahl der richtigen Werkzeuge. Sie werden...
Haben Sie sich jemals gefragt, welche Kunst und Wissenschaft hinter der Formung von Blechen zu komplexen Formen steckt? In diesem fesselnden Blogbeitrag tauchen wir tief in die faszinierende Welt der Blechbearbeitung ein...
Hätten Sie gedacht, dass das Biegen von Blechen so kompliziert sein kann? Das geschlossene Biegen, eine wichtige Technik in der Blechverarbeitung, verwendet spezielle Methoden, um präzise und dauerhafte Biegungen zu erzielen, ohne dass ein...