Вы когда-нибудь задумывались о том, как металлические детали сгибаются в различные формы? В этой увлекательной статье мы погрузимся в искусство и науку гибки при штамповке металла. Наш эксперт, инженер-механик, расскажет вам о ключевых понятиях, проблемах и методах, связанных с созданием точных гнутых деталей. Приготовьтесь открыть для себя скрытый мир, стоящий за изогнутыми металлическими деталями, которые окружают нас каждый день!
Под гибкой понимается метод обработки, при котором изделие сгибается под определенным углом и в определенной форме с помощью пресс-форма в производстве прессы.
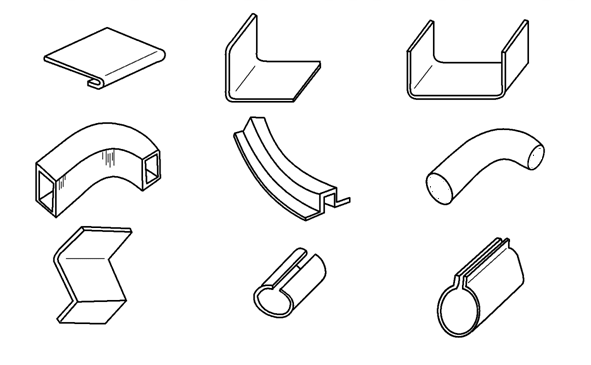
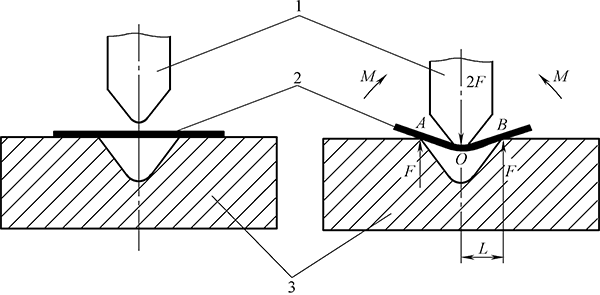
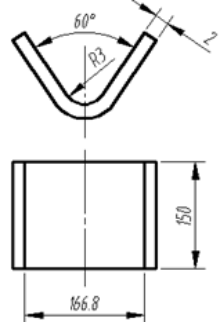
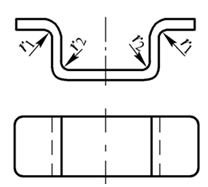
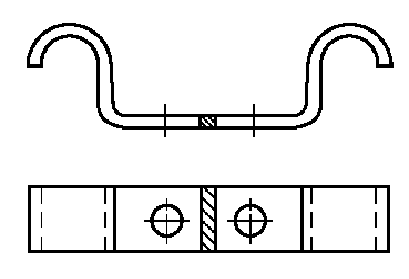
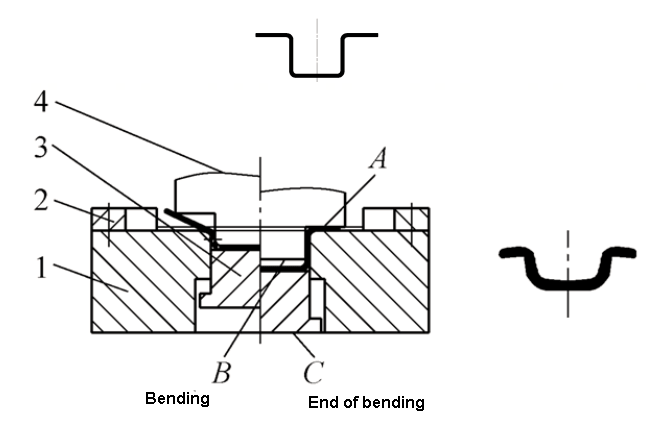
Пример изгиба
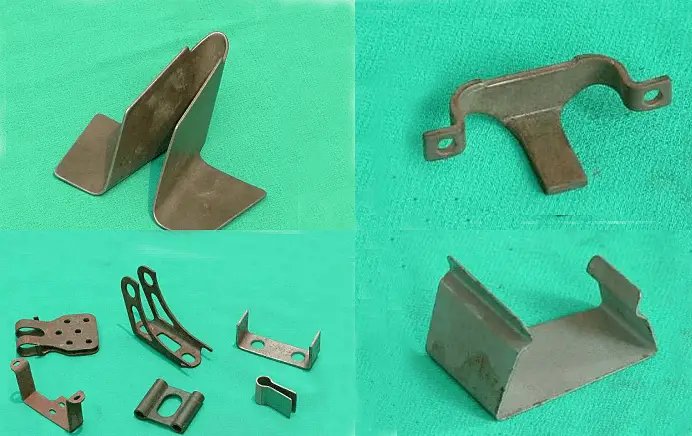
Сгибаемые части жизни
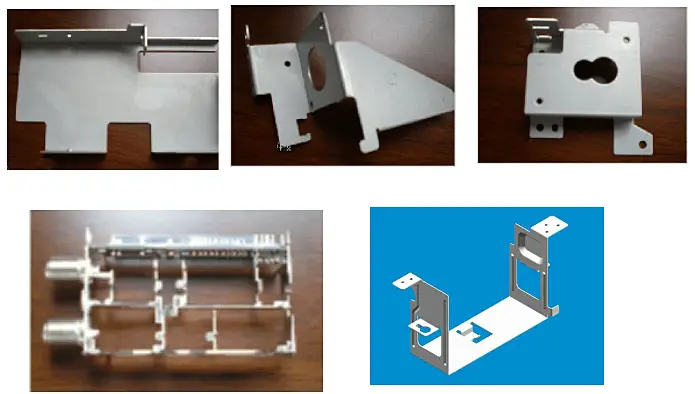
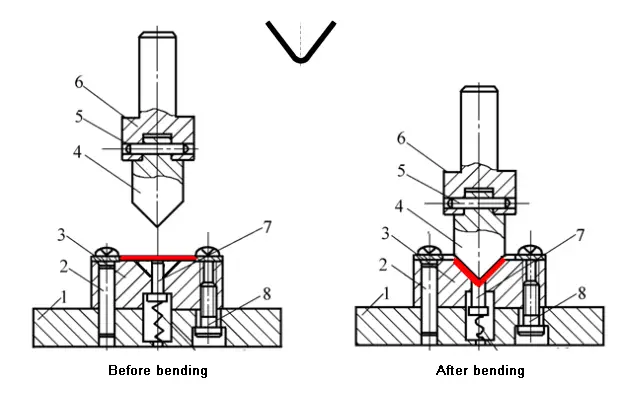
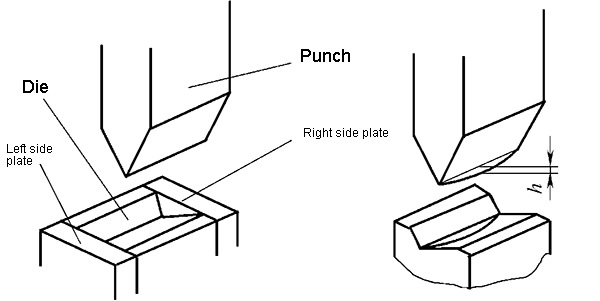
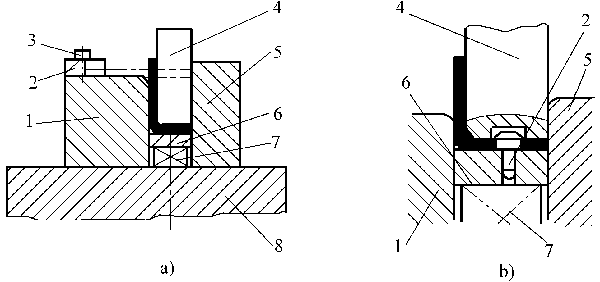
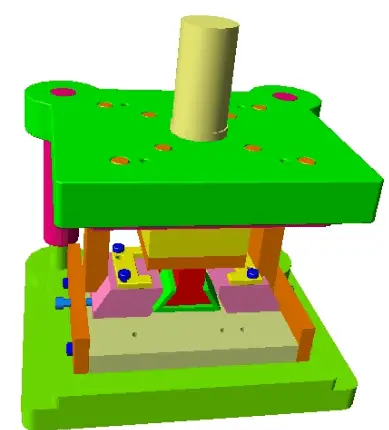
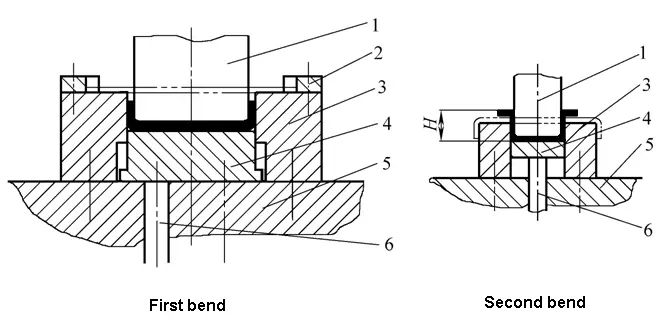
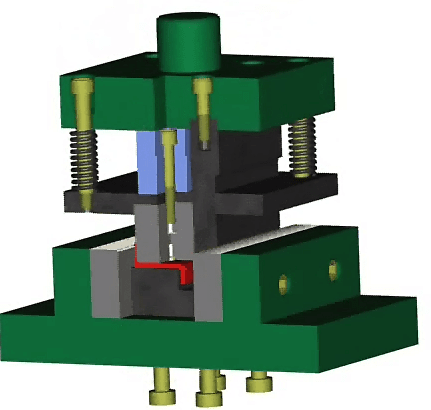
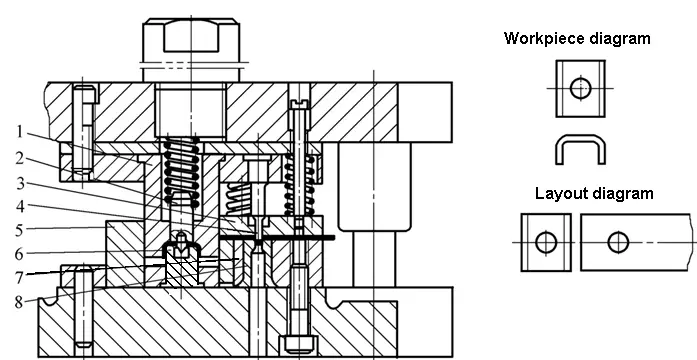
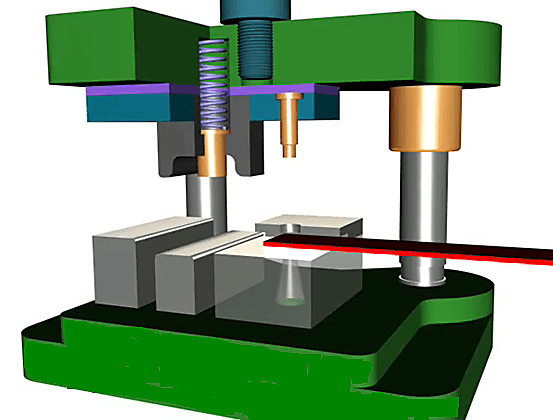
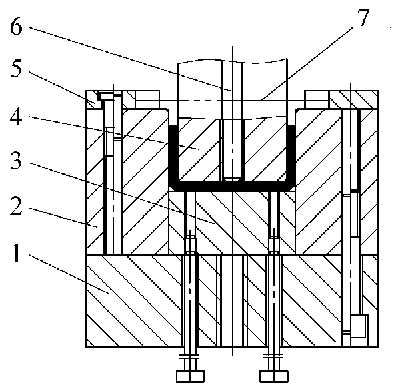
Формование изогнутых деталей с помощью пресс-формы-1
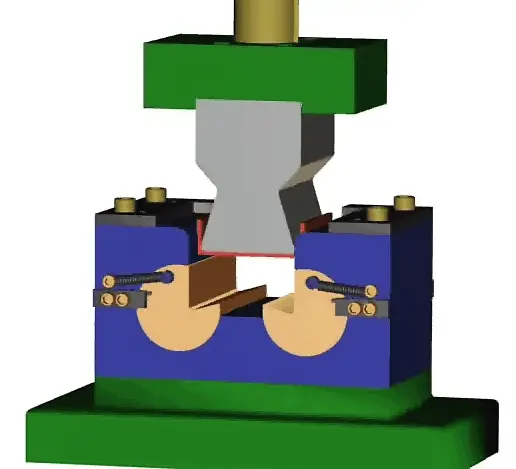
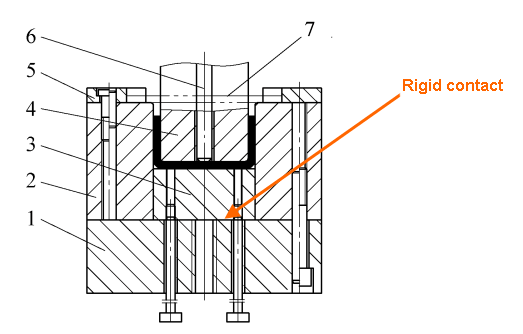
Формование гнутых деталей с помощью пресс-формы-2
Форма, используемая для гибки, называется гибочной формой
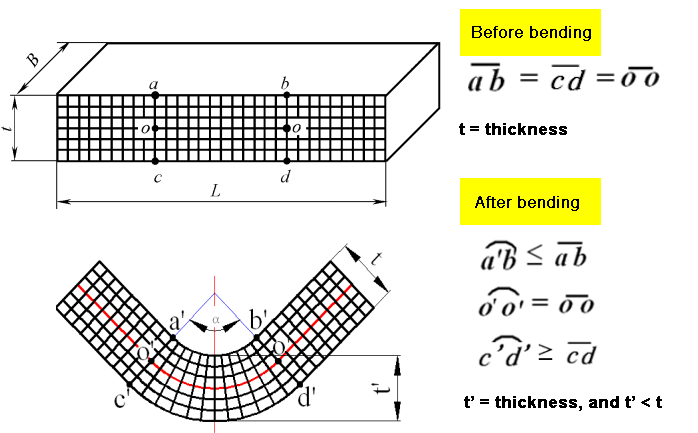
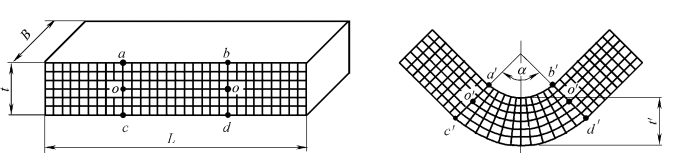
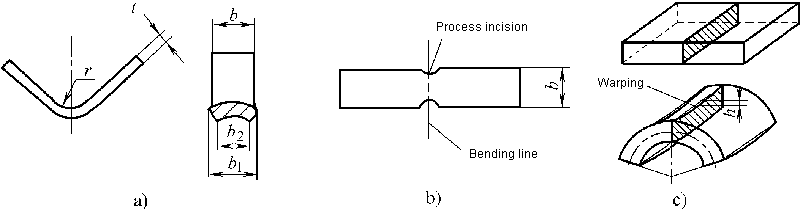
Деформационные характеристики зоны деформации при изгибе:
Заготовка делится на две части: прямые края и закругленные углы. Деформация в основном происходит на закругленных углах. Скругленные углы являются основной областью деформации при изгибе.
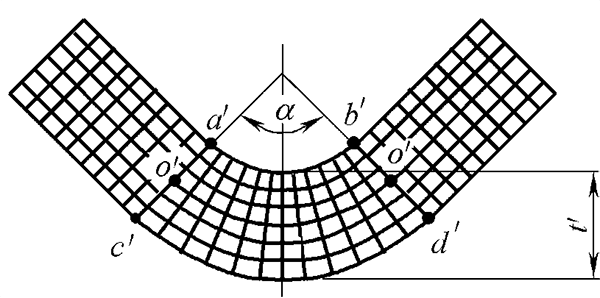
Зона деформации деформируется неравномерно: внешняя зона растягивается в тангенциальном направлении, внутренняя зона сжимается в тангенциальном направлении, и появляется нейтральный по деформации слой - слой металла, длина которого не меняется до и после деформации.
Толщина очага деформации становится тоньше, η= t '/ t≤1, а степень утонения связана с величиной r.
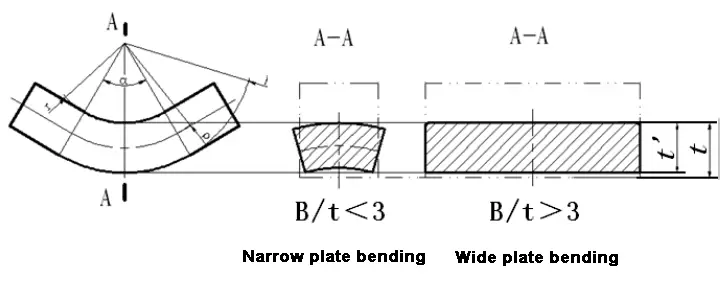
Изменения в поперечном сечении: широкая пластина остается неизменной, внутренняя область узкой пластины становится шире, а внешняя область - более узкой.
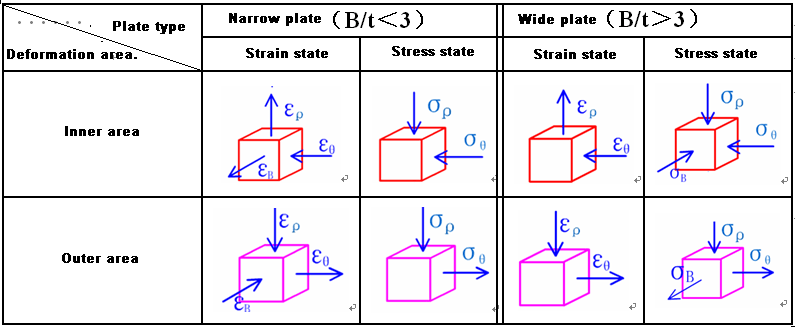
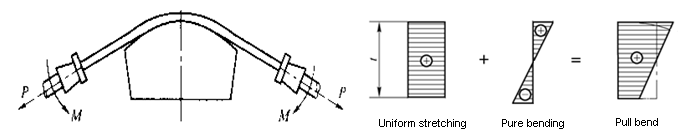
1.3 Состояние напряжений и деформаций в зоне деформации изгиба
Анализ и контроль качества гибки деталей
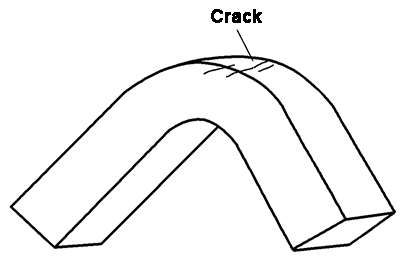
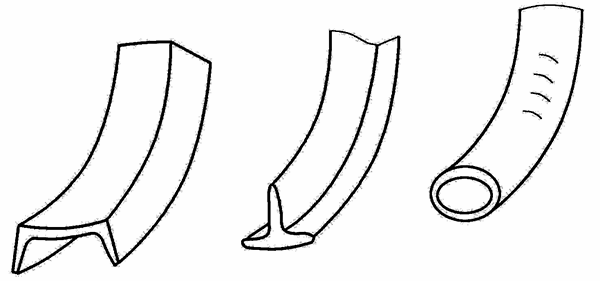
2.1 Трещина при изгибе
Трещины при изгибе - это явление, при котором трещины возникают в наружном слое материала в зоне деформации изгиба.
Основная причина появления трещин при изгибе заключается в том, что степень деформации при изгибе превышает предел формообразования изгибаемого материала.
Можно избежать образования трещин при изгибе.
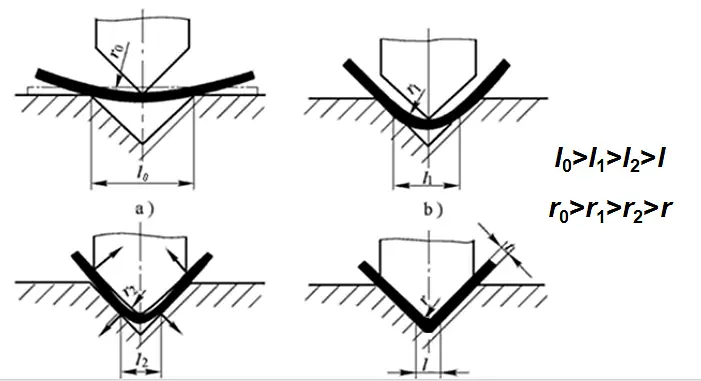
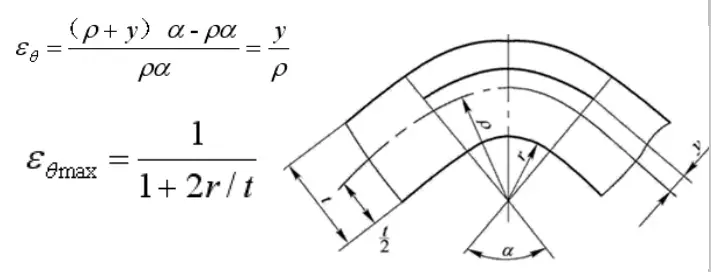
Изгибная деформация
r / t - отражает степень деформации при изгибе.
Чем меньше r/t, тем больше степень деформации изгиба, существует минимальное относительное значение радиус изгиба rмин /t.
Минимальный относительный радиус изгиба и факторы, влияющие на него
Минимальный относительный радиус изгиба означает отношение радиуса изгиба крайнего волокна к толщине листа, когда лист согнут и почти не трескается.
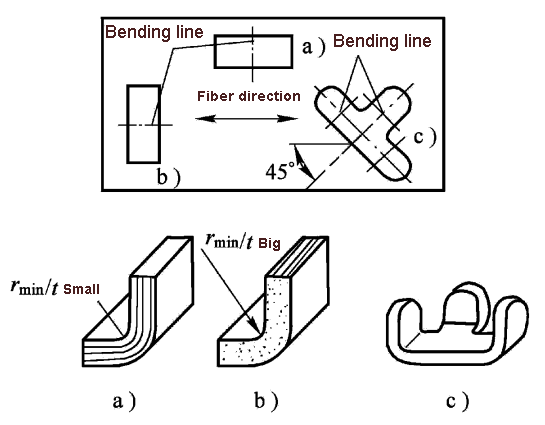
Факторы, влияющие на минимальный относительный радиус изгиба:
1) Механические свойства материала: хорошая пластичность, малый rмин/t.
2) Направление волокон листа:. линия сгиба перпендикулярно направлению волокна, rмин/t - маленький
3) Качество поверхности и боковых сторон листа: качество поверхности и боковых сторон хорошее, rмин/t - маленький
4) Толщина листа мала: rмин/t - маленький
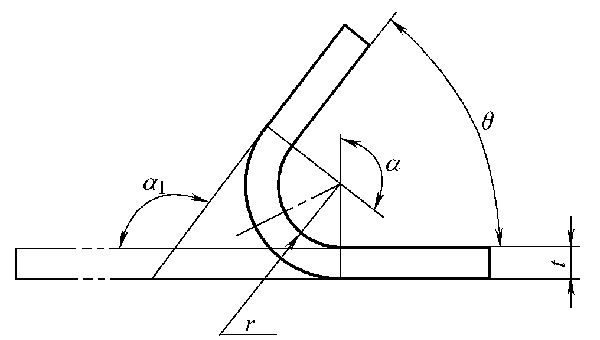
Определение различных параметров процесса гибки:
(1) Радиус галтели r в области деформации изгиба называется радиусом изгиба.
(2) Отношение r/t радиуса изгиба к толщине листа называется относительным радиусом изгиба.
(3) Радиус изгиба, при котором крайнее волокно листа практически не рвется при изгибе, называется минимальным радиусом изгиба rмин.
(4) Отношение минимального радиуса изгиба к толщине листа называется минимальным относительным радиусом изгиба rмин/t.
(5) Угол, под которым заготовка изгибается, то есть дополнительный угол α1 к прямому углу заготовки после изгиба, называется угол изгиба.
(6) Диагональный угол α прямого угла между согнутыми частями называется углом центра сгиба.
(7) Угол θ прямой стороны изделия после сгиба называется углом сгибаемой части.
Меры по борьбе с изгибами
(1) Выберите материал с хорошей пластичностью при изгибе и выполните отжиг обработка закаленного холодным способом материала перед гибкой.
(2) Изгиб с r/t больше, чем rмин/t используется.
(3) При раскладке делайте линию сгиба перпендикулярно направлению структуры волокон листа.
(4) Направьте сторону с заусенцами на сторону гибочного пуансона или удалите заусенцы перед гибкой. Избегайте царапин, трещин и других дефектов на внешней стороне изогнутой заготовки.
2.2 Отскок
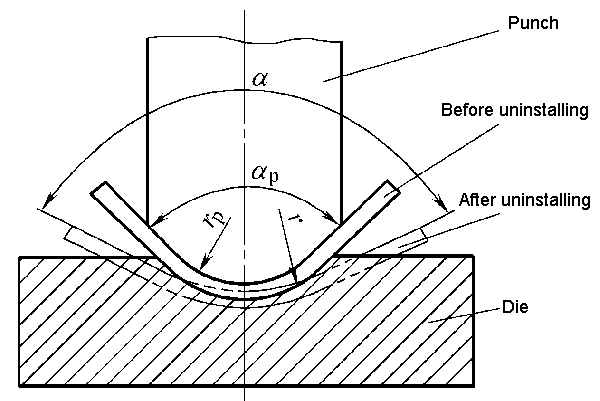
Отскок при гибке относится к явлению, когда форма и размер согнутой детали становятся несовместимыми с формой, когда она извлекается из формы, что называется отскоком или springback.
Причина отскока заключается в том, что общая деформация при пластическом изгибе состоит из двух частей: пластической деформации и упругой деформации. Когда внешняя нагрузка снимается, пластическая деформация остается, а упругая деформация полностью исчезает.
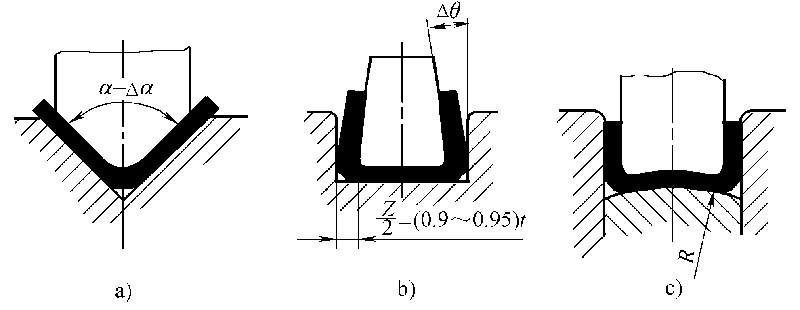
Форма отскока
(1) Радиус изгиба изменяется от rp во время нагрузки до r во время разгрузки
(2) Изменение угла сгибаемой части, величина изменения:
Δα=α-αP
Когда Δα> 0, он называется положительным отскоком
Когда Δα<0, он называется отрицательным отскоком
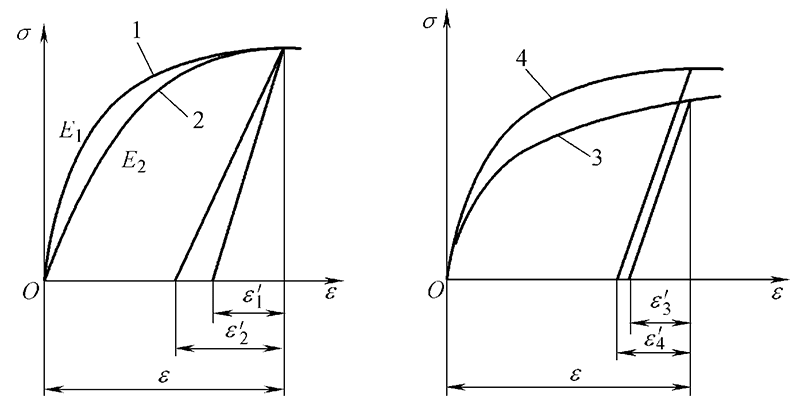
Факторы, влияющие на отскок
1) Механические свойства материала: Чем больше предел текучести и чем выше индекс закалки, тем больше пружинящий откат; чем больше модуль упругости, тем меньше пружинящий откат.
2) Чем больше относительный радиус изгиба, тем больше отскок.
3) Чем больше центральный угол изгиба, тем больше длина зоны деформации и тем больше springback значение накопления, поэтому пружинистость увеличится.
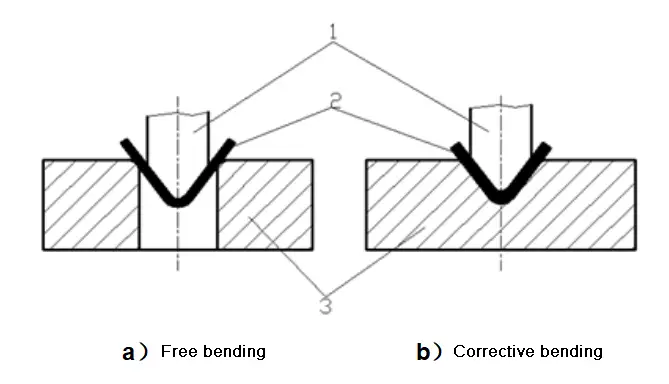
4) Метод гибки: Пружинистость при коррекционной гибке значительно уменьшается по сравнению со свободной гибкой.
5) Форма заготовки: Чем сложнее форма, тем больше угол изгиба, тем меньше пружинящая спинка.
(1) Улучшить конструкцию гнутых деталей и выбрать подходящие материалы
1) Избегайте выбора слишком большого r/t.
2) Старайтесь использовать лист с малым пределом текучести, малым показателем упрочнения и большим модулем упругости при изгибе.
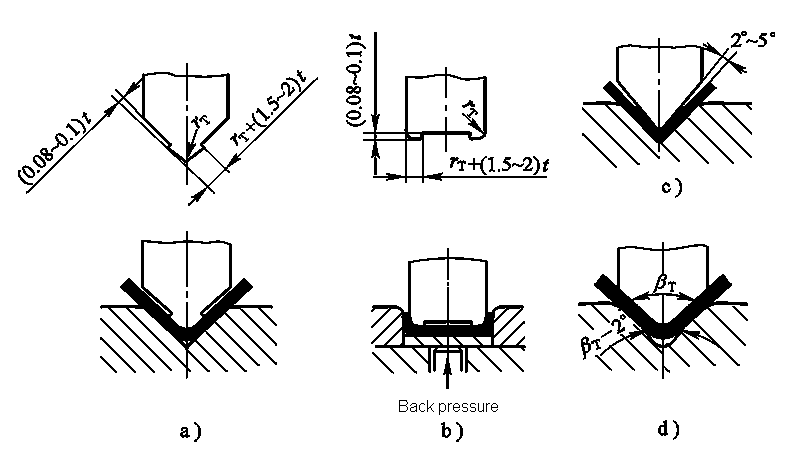
(2) Применяйте правильный процесс изгиба для изменения напряженно-деформированного состояния зоны деформации.
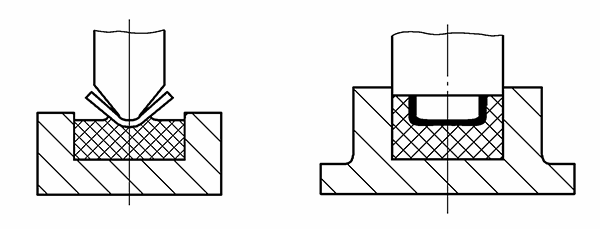
1) Используйте корректирующее сгибание вместо свободного сгибания.
2) Использование процесса сгибания
3) Материал для холодной закалки должен быть предварительно отожжен для снижения предела текучести σs. Для материалов с большим отскоком при необходимости можно использовать термическую гибку.
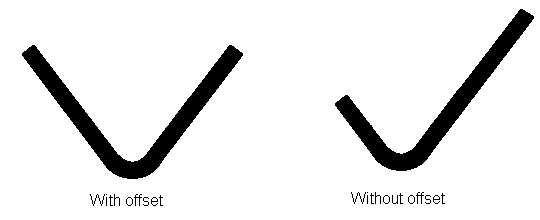
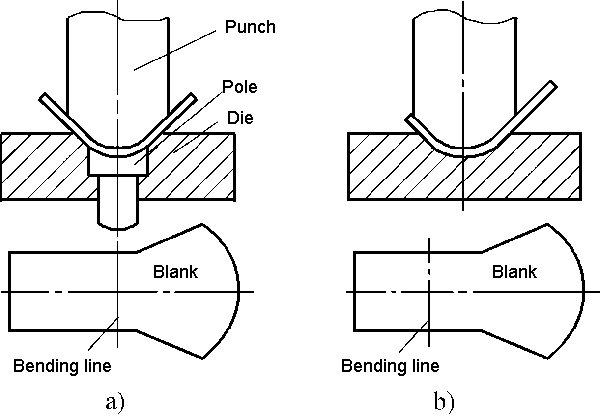
Смещение относится к явлению, когда листовая заготовка перемещается в пресс-форме во время процесса гибки.
В результате смещения длина двух прямых сторон гнутой детали не соответствует требованиям чертежа, поэтому смещение необходимо устранить.
Причины смещения
(1) Форма заготовки согнутой части несимметрична слева и справа.
(2) Позиционирование заготовки нестабильно, и эффект прессования не является идеальным.
(3) Структура пресс-формы несимметрична слева и справа.
Меры по контролю за смещением
1) Выберите надежный метод позиционирования и прессования, а также используйте подходящую конструкцию пресс-формы
2) Для небольших асимметричных гнутых деталей следует применять процесс парной гибки, а затем резки
2.4 Деформация и коробление поперечных сечений листа
2.5 Зона деформации становится тоньше, а длина согнутой части увеличивается
Это затрудняет точное определение размера заготовки.
На этапе проектирования гибочного штампа сначала проектируется гибочный штамп, а затем заготовительный штамп.
Расчет процесса гибки
3.1 Расчет размеров заготовки для гибки
Положение нейтрального к деформации слоя
Слой с нейтральной деформацией относится к металлическому слою с постоянной длиной до и после деформации изгиба или к металлическому слою с нулевой касательной деформацией в области деформации изгиба.
Одинаковый объем до и после сгибания: Lbt=π(R2-r2)bα/2π
Упрощенно: ρ=(r+ηt/2)η
Сокращенно: ρ=r+χt
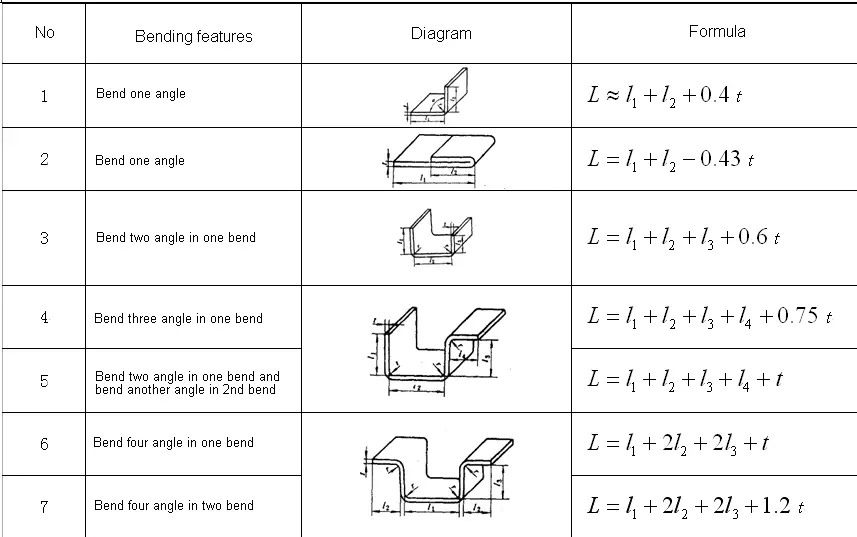
2.Расчет длины заготовки гибочной части
(1) Гибка деталей с радиусом галтели r>0,5t
1) Начиная с одного конца сгибаемой детали, разделите ее на несколько прямых и круглых сегментов.
2) Найдите коэффициент смещения нейтрального слоя χ по таблице 4-3.
3) Определите радиус изгиба ρ нейтрального слоя каждого сегмента дуги в соответствии с формулой (4-3)
4) В соответствии с радиусом изгиба ρ1, ρ2 каждого нейтрального слоя и соответствующими углами центра изгиба α1, α2 ..., рассчитать длину каждого сегмента дуги ll, l2 ... li=πρiαi/180°
5) Рассчитайте общую длину расширения L = a + b + c + ... + l1 + l2 + l3 + …
(2) Изгибы с радиусом галтели r <0,5t - эмпирическая формула
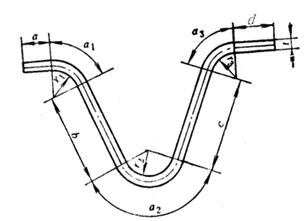
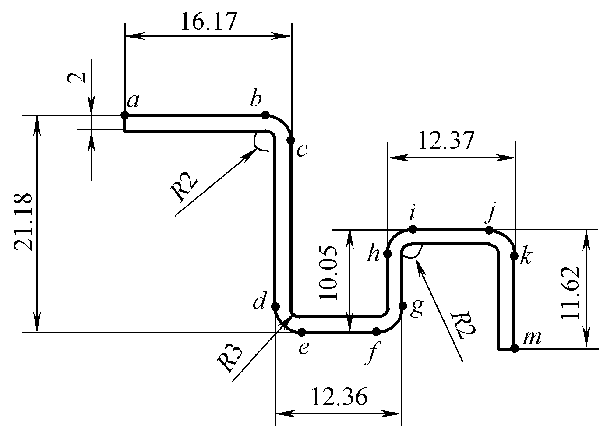
Пример расчета длины изогнутой детали в развернутом виде
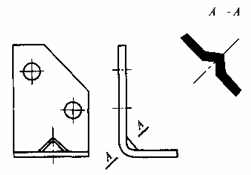
Пример 4-1 Согните заготовку, показанную на рисунке 4-30, и попробуйте рассчитать ее длину в развернутом виде.
Решение: (1) Заготовка разделена на прямолинейные отрезки lab, lcd, lэф, lgh, ljj, lкм и сегменты дуги lbc, lде, lfg, lпривет, ljk из точки a.
(2) Рассчитайте удлиненную длину сегмента дуги.
Для дуг lbc, lпривет, ljk: R = 2 мм, t = 2 мм, тогда r/t = 2/2 = 1, и если χ = 0,3, найденное в табл. 4-3, то:
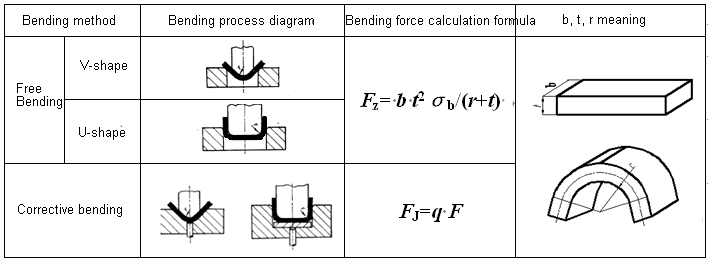
Для свободной гибки с прессованием при выборе тоннажа пресса необходимо учитывать усилие гибки и усилие прессования, т.е:
Fнажмите≥1.2(Fz+FY)
Для коррекции изгиба при выборе тоннажа пресса можно учитывать только коррекцию изгибающего усилия, т.е:
Fнажмите≥1.2FJ
Пример выбора прессы
Пример 4-2 Согните V-образную деталь, показанную на рисунке 4-32. Известный материал - сталь 20, предел прочности на растяжение - 400 МПа. Попробуйте рассчитать свободный изгиб и корректирующую силу изгиба соответственно. При использовании устройства для прессования попробуйте выбрать тоннаж пресса.
Под технологичностью гибочной детали понимается соответствие формы, размера, точности, материалов и технических требований гибочной детали технологическим требованиям процесса гибки, то есть приспособленность гибочной детали к процессу гибки - требование с точки зрения проектирования изделия.
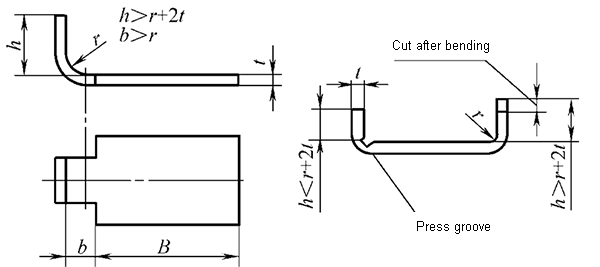
Требования к форме изогнутых деталей
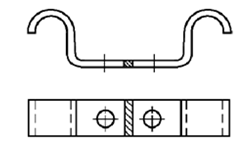
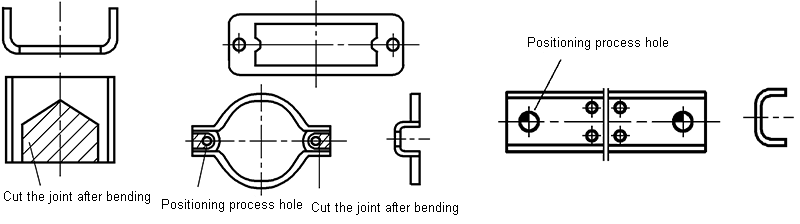
(1) Для предотвращения смещения во время гибки необходимо, чтобы форма и размер гибочной детали были как можно более симметричными.
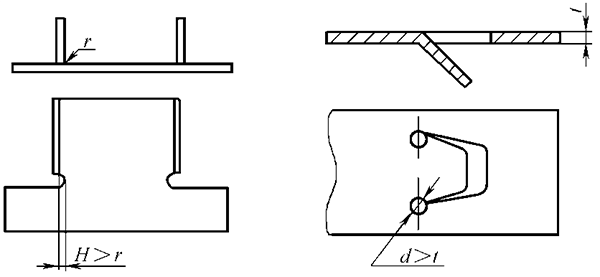
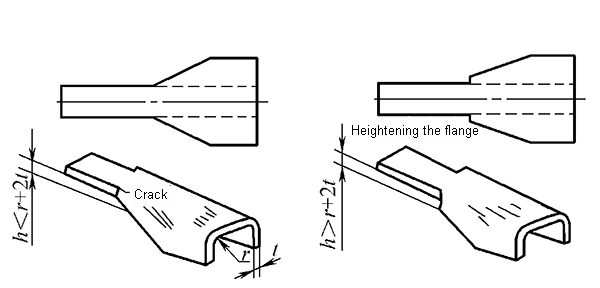
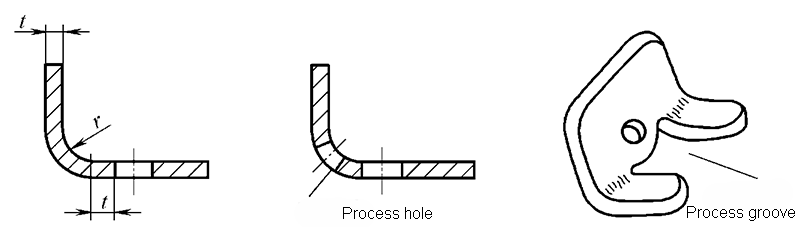
(2) При местном сгибании участка кромки, чтобы избежать разрыва корня сгиба, между сгибаемой и несгибаемой частями следует прорезать канавку или выбить технологическое отверстие перед сгибанием
(3) Добавьте соединительные хомуты и установите технологические отверстия.
2.Требования к размерам гнутых деталей
(1) Радиус изгиба не должен быть меньше минимального радиуса изгиба.
(2) Высота прямой стороны изогнутой части должна соответствовать: h> r + 2t
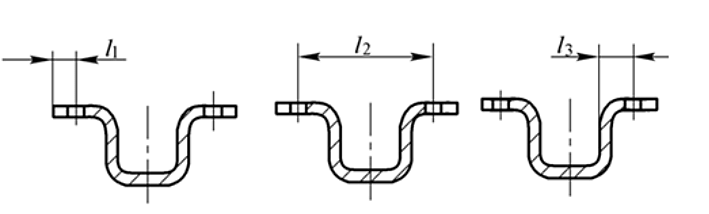
(3) Расстояние между краями отверстия сгибаемой части должно соответствовать следующим требованиям:
Требования к точности гибки деталей
Допуск на размеры гнутых деталей должен соответствовать GB / T13914-2002,
Допуск угла соответствует GB / T13915-2002,
Допуск на немаркированное положение соответствует GB / T13916-2002,
Предельные отклонения размеров без допусков соответствуют GB / T15055-2007
Требования к материалам для изогнутых деталей
Материал изгибаемой части должен обладать хорошей пластичностью, малым коэффициентом текучести и большим модулем упругости
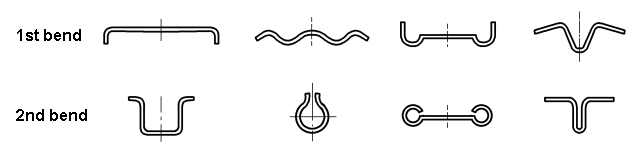
1) Простые изогнутые детали: одноразовая гибка. Сгибание деталей с сложные формы: Две или более формы изгиба.
2) Гибка деталей с большими партиями и небольшими размерами: Используйте прогрессивный или комбинированный штамп как можно чаще.
3) Если требуется несколько изгибов: сначала согните оба конца, а затем согните среднюю часть. Предыдущий изгиб должен учитывать надежное расположение последнего изгиба.
4) Если форма сгибаемой детали не симметрична: согните ее как можно больше, а затем обрежьте.
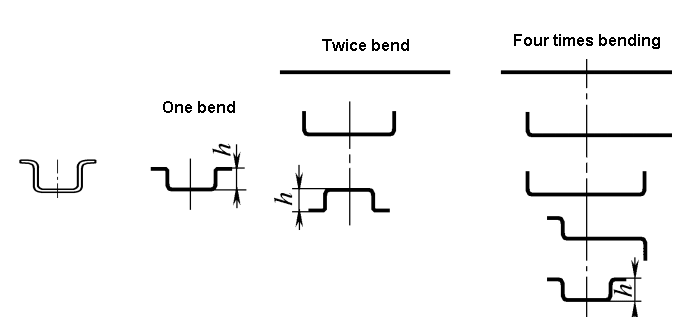
Технологическая схема типовых гибочных деталей
Один изгиб
Дважды согнуть
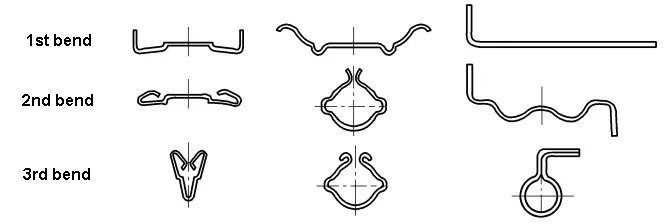
Тройной изгиб
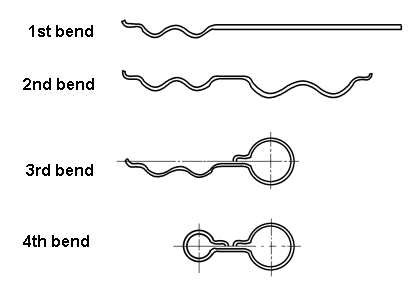
Четыре сгиба
Гибкое расположение гибочных деталей
Форма заготовки
Требования к точности
Размер партии
Конструкция гибочной формы
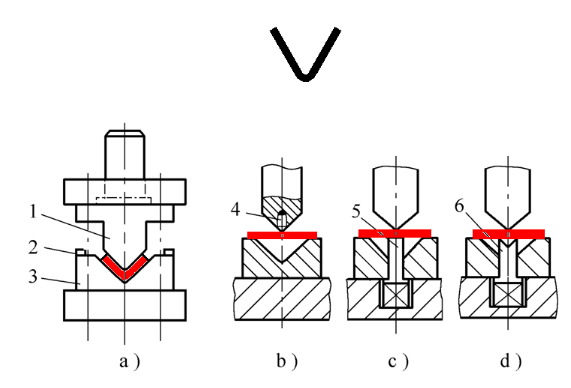
5.1 Тип и структура гибочной формы
В зависимости от степени сочетания процессов, гибочные штампы можно разделить на:
Однопроцессный гибочный штамп
Гибочный штамп
Прогрессивный гибочный штамп
В зависимости от формы заготовки, гибочные штампы можно разделить на:
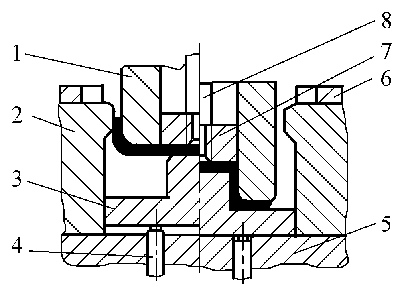
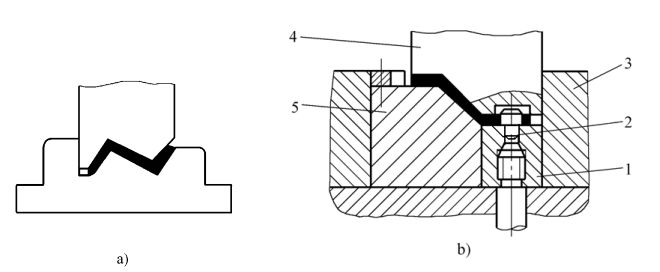
Гибочный штамп для гибки Z-образных деталей в два этапа
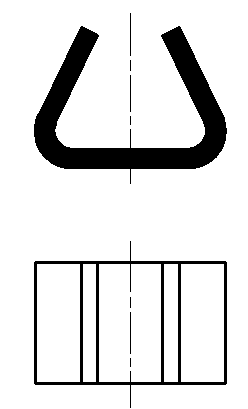
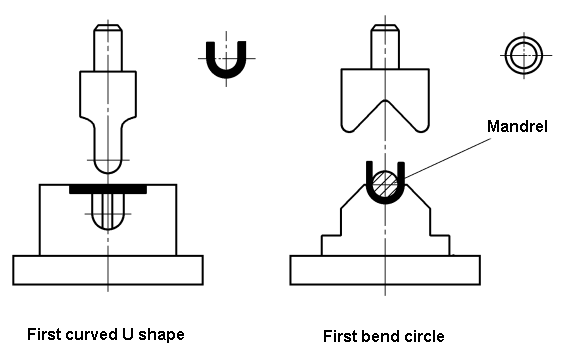
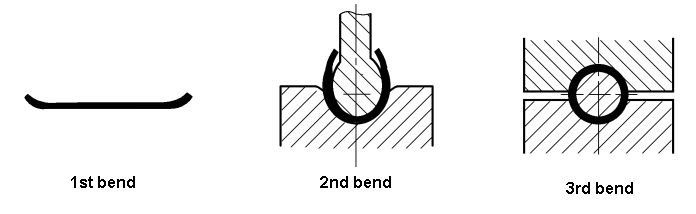
Круглый гибочный штамп
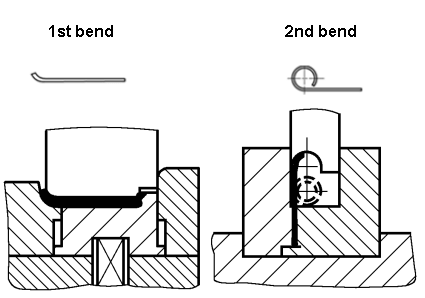
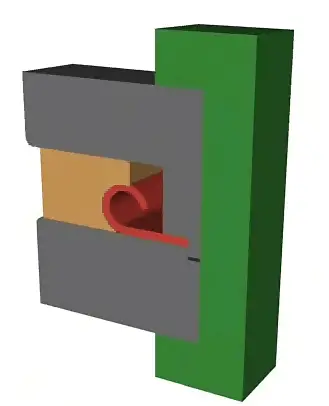
Круглый гибочный штамп - двойная гибка
Круглый гибочный штамп - один изгиб
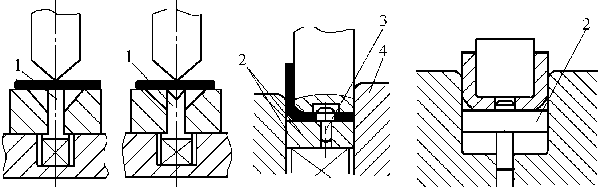
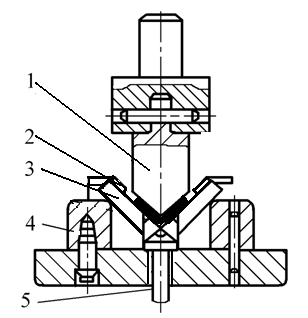
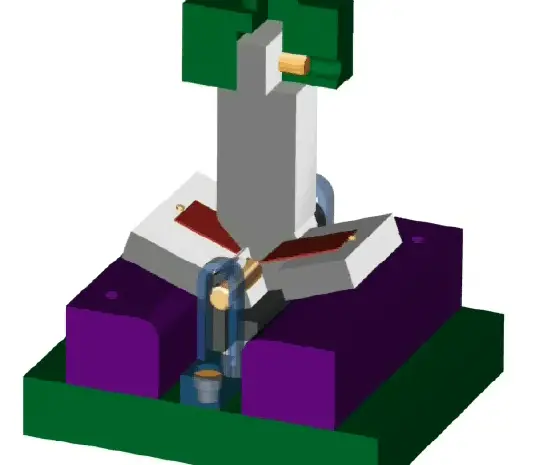
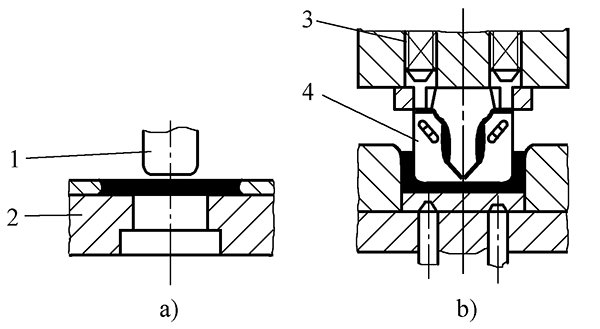
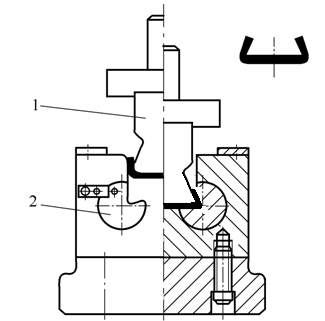
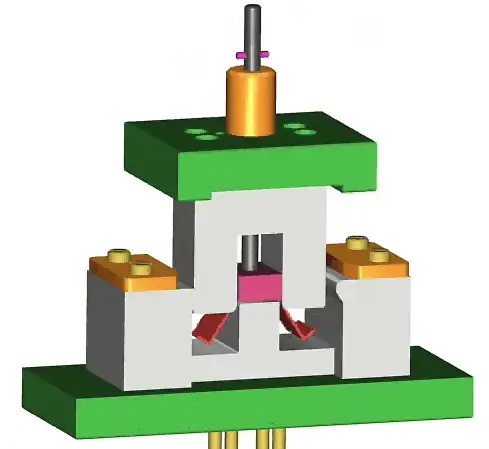
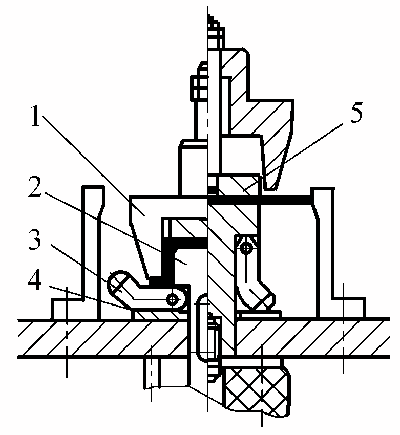
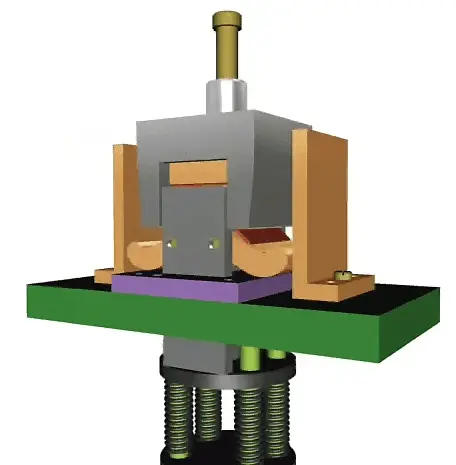
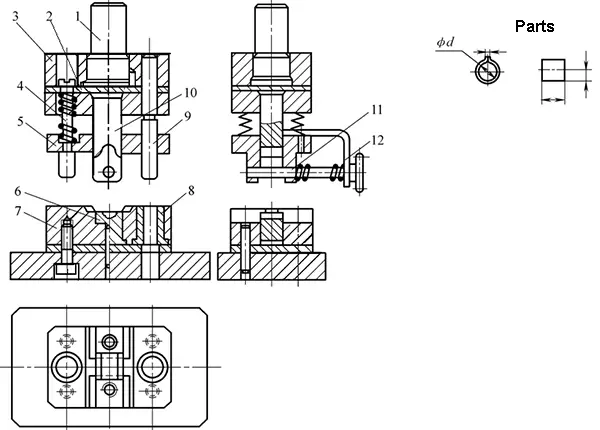
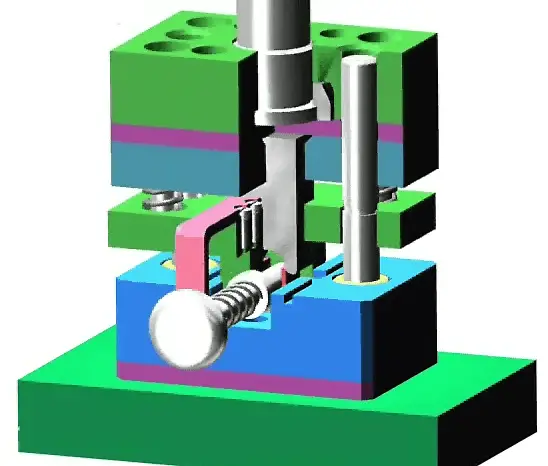
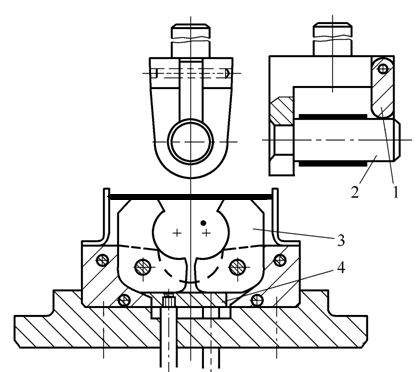
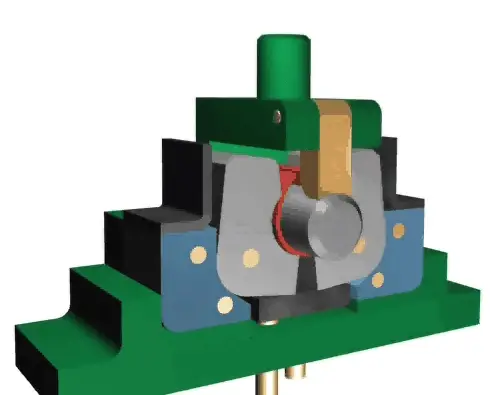
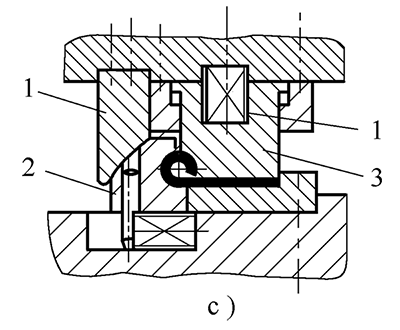
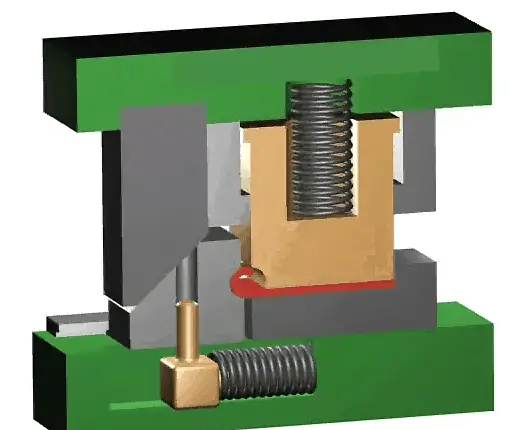
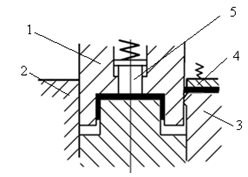
Одноразовое сгибание формовочный штамп для круглой детали с поворотным штампом
1- поддержка
2 пуансона
3-х створчатый штамп
4-выталкивающая пластина
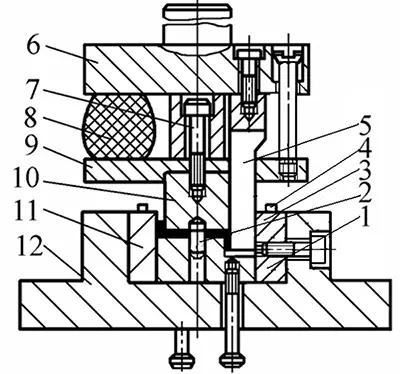
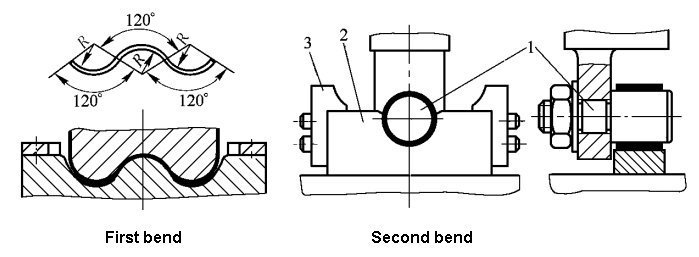
Одноразовый гибочный формующий штамп для больших круглых деталей с поворотным штампом
Два процесса, изгибающие большой круг
Три ступени, сгибающие большой круг
Гибочная форма для шарнира
Шарнирная деталь с двухкратной гибкой
Штамп для однократной гибки петли
Другие гибочные штампы
(1) Резка и гибка композитной формы
(2) Прогрессивный гибочный штамп
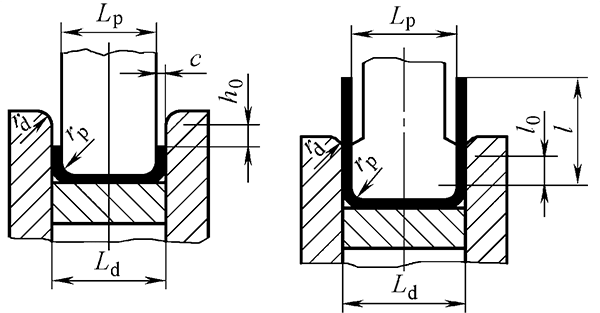
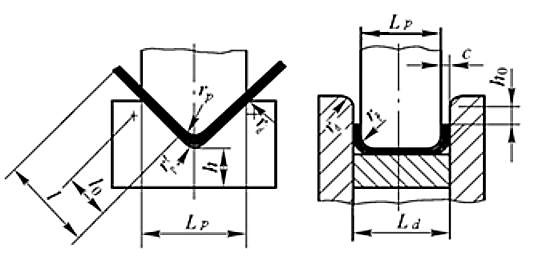
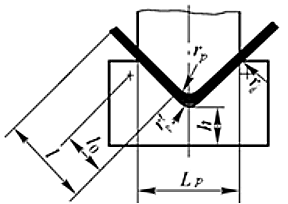
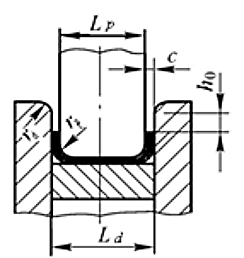
5.2 Конструкция деталей гибочной формы
Конструкция рабочих частей
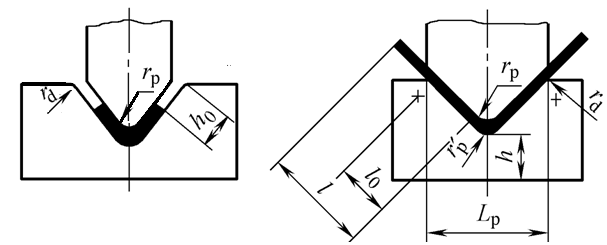
(1) Радиус заделки пуансона
(2) Радиус галтели
(3) Глубина штампа
(4) Зазор между выпуклым и вогнутым штампом
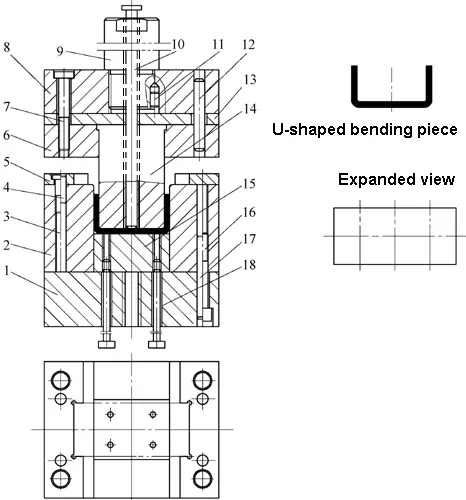
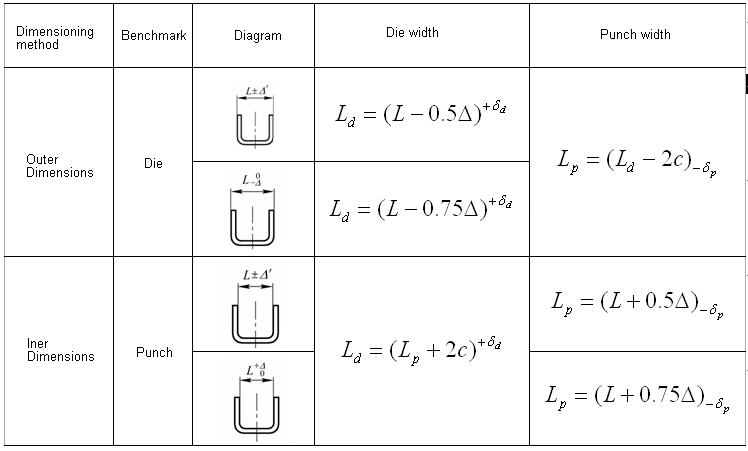
(5) Ширина U-образного выпуклого и вогнутого штампа
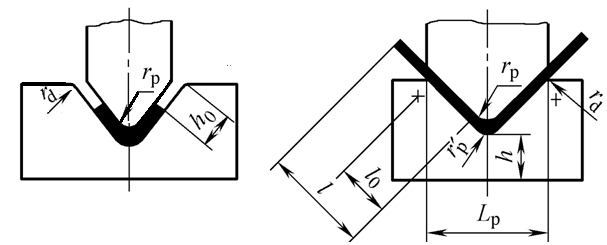
(1) Радиус галтели пуансона
1) Когда r≥rминвозьмите rp = r, где rмин минимальный радиус изгиба, допустимый для данного материала.
2) Когда r <rминвозьмите rp> rмин. Радиус галтели r заготовки получается путем формообразования, даже если радиус галтели rz формообразующего пуансона равен радиусу галтели r заготовки.
3) Если r/t> 10, следует учитывать пружинящий откат и корректировать радиус галтели пуансона.
4) Дно V-образного гибочного штампа может быть открыто или убрано с помощью паза или галтели радиусом: r'p = (0.6-0.8) (rp + t).
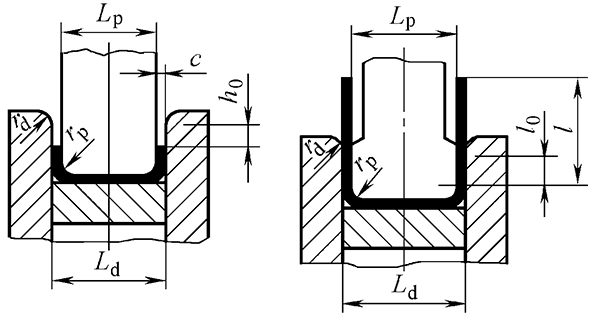
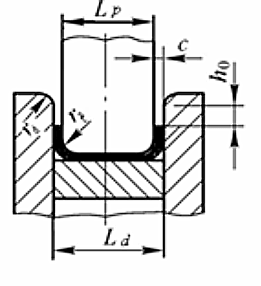
(2) Радиус галтели
Размер углового радиуса штампа влияет на усилие гибки, срок службы гибочного штампа и качество гибки детали в процессе гибки.
При высокой точности изгибаемой детали величина зазора должна быть соответствующим образом уменьшена, и может быть принято значение c = t.
Зазор между штампом и V-образной гибочной деталью не нужно проектировать. Он может быть получен путем регулировки высоты закрытия пресса.
(5)U-образная изогнутая выпуклая и вогнутая ширина штампа
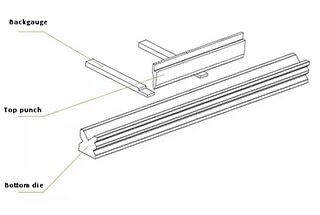
2.Конструкция позиционирующих деталей
Поскольку заготовка, подаваемая в гибочный пресс, представляет собой единую заготовку, позиционирующие детали, используемые в гибочном прессе, представляют собой позиционирующие пластины или штифты.
3.Конструкция прессующих, разгрузочных и подающих частей
4.Конструкция неподвижных частей
В комплект входят: рукоятка штампа, верхнее гнездо штампа, нижнее гнездо штампа, направляющая стойка, направляющая втулка, опорная плита, крепежная плита, винты, штифты и т.д., см. заглушка Дизайн штампа.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь пытались добиться идеальных изгибов листового металла? Эта статья посвящена основным советам и рекомендациям по освоению гибки листового металла, охватывая все, начиная от последовательности процесса и заканчивая анализом изгибаемости.....
Как добиться точных изгибов листового металла? Понимание форм и технологий, лежащих в основе этого процесса, имеет решающее значение. В этой статье рассматриваются различные методы гибки, от свободной гибки до...
Представьте себе, что вы сгибаете листовой металл, не оставляя ни единого следа или царапины. В этой статье мы рассмотрим инновационные методы гибки листового металла без следов, которые позволяют решить такие проблемы, как трение, твердость материала и...
Вы когда-нибудь задумывались, почему некоторые детали локомотивов не могут быть изготовлены непосредственно по чертежам? В этой статье мы исследуем увлекательный мир гибки листового металла, рассказывая о типичных проблемах и инновационных...
Как с помощью точных Z- и N-изгибов превратить плоский листовой металл в сложные формы? В этой статье рассматриваются основные методы и меры предосторожности при Z- и N-гибке листового металла...
Что обеспечивает идеальный изгиб листового металла? В этой статье рассматриваются пять важнейших факторов, которые могут сделать или разрушить ваши проекты по гибке листового металла, охватывая такие важные аспекты, как минимальный...
Вы когда-нибудь задумывались о том, как добиться идеальных изгибов листового металла? В этой статье мы рассмотрим основные методы гибки, начиная с расчета расширения материала и заканчивая выбором правильных инструментов. Вы...
Вы когда-нибудь задумывались об искусстве и науке, стоящих за приданием металлическим листам сложных форм? В этой увлекательной статье блога мы погрузимся в увлекательный мир листового...
Вы когда-нибудь думали, что гибка листового металла может быть такой сложной? Закрытая гибка - важнейшая технология обработки листового металла - использует специализированные методы для достижения точных и прочных изгибов, не требуя профессионального...