Предварительный подогрев - это широко используемый метод сварки. Он включает в себя нагрев свариваемой детали до температуры выше температуры окружающей среды перед или во время процесса сварки.
Большинство современных спецификаций требуют определенных температурных режимов предварительного нагрева, в зависимости от стандарта и типа свариваемого материала.
В этой статье мы расскажем о важности правильного предварительного нагрева, его преимуществах и последствиях неправильного предварительного нагрева на конкретных примерах.
1. Техника
Предварительный нагрев - это процесс нагрева свариваемой детали до температуры, превышающей температуру окружающей среды, перед или во время сварки.
Предварительный подогрев является обязательным требованием при сварке, а специальные температура предварительного нагрева диапазоны указаны в спецификациях на предварительную и последующую сварку. Однако в определенных условиях могут использоваться и альтернативные методы предварительного нагрева.
Предварительный нагрев имеет ряд преимуществ, независимо от того, является ли он обязательным или нет:
- Уменьшает усадочное напряжение между сварным швом и прилегающим основным металлом, что особенно важно для сварных швов с высоким напряжением.
- Замедляет скорость охлаждения сварного шва в ключевом диапазоне температур, предотвращая чрезмерную закалку и снижая пластичность сварного шва и зоны термического влияния (ЗТВ).
- Замедляет скорость охлаждения в диапазоне температур 400°F, позволяя водороду выходить из сварного шва и прилегающего основного металла, тем самым предотвращая появление трещин, вызванных водородом.
- Удаляет загрязнения.
Объем предварительного подогрева, необходимого для сварки, определяется не только минимальным стандартом, указанным в спецификации. Вместо этого можно использовать один или несколько из следующих методов:
- Таблицы расчетов
- Оценка углеродного эквивалента
- Оценка параметров трещины
- Оценка искрового теста
- Правило большого пальца
Диапазон температур предварительного нагрева, как правило, подходит для различных размеров сварных канавок и ограничений.
Хотя во многих спецификациях указывается минимальная температура предварительного нагрева, в некоторых случаях можно использовать более низкую температуру предварительного нагрева, в то время как в других случаях может потребоваться более высокая температура предварительного нагрева.
2. Расчетный лист
Существует несколько "таблиц расчета предварительного нагрева", в которых для определения температуры предварительного нагрева используются линейные или круговые линейки. Эти таблицы позволяют предсказать необходимую температуру предварительного нагрева на основе определения материала и толщины основного металла.
3. Углеродный эквивалент
Углеродный эквивалент (УЭ) - полезная мера для определения необходимости и степени предварительного нагрева. Вот рекомендации:
- Если CE меньше или равно 0,45%, предварительный нагрев необязателен.
- Если CE находится в диапазоне от 0,45% до 0,60%, диапазон температур предварительного нагрева должен составлять от 200°F до 400°F (от 100°C до 200°C).
- Если CE больше 0,60%, диапазон температур предварительного нагрева должен составлять от 400°F до 700°F (от 200°C до 350°C).
Если CE превышает 0,5, рекомендуется отложить окончательный неразрушающий контроль (NDE) как минимум на 24 часа, чтобы определить наличие трещин с задержкой.
4. Параметры трещины
Параметр Ито и Бессё Обнаружение трещин (PCM) может быть использован, если углеродный эквивалент равен или меньше 0,17 масс-% или если используется высокопрочная сталь. Этот подход помогает точно определить, когда необходим предварительный нагрев, а также когда следует применять принудительный предварительный нагрев и какую температуру использовать. Вот рекомендации:
- Если PCM меньше или равен 0,15%, предварительный нагрев необязателен.
- Если PCM составляет от 0,15% до 0,26-0,28%, предварительно нагрейте до температуры в диапазоне от 200 до 400°F (от 100 до 200°C).
- Если PCM превышает 0,26-0,28%, предварительно нагрейте до температуры в диапазоне 400-700°F (200-350°C).
5. Испытание на искру
Искровой тест уже много лет используется в качестве метода оценки содержание углерода в углеродистой стали. Качество получаемой искры зависит от содержания углерода: при более высоком содержании углерода искра получается лучше, а необходимость в предварительном нагреве возрастает.
Хотя этот метод не самый точный, он прост и может дать общее представление о необходимой температуре предварительного нагрева. Изучив качество получаемой искры, можно определить относительный уровень необходимой температуры предварительного нагрева.
6. Правила большого пальца
Другой эффективный, но менее точный метод выбора температуры предварительного нагрева заключается в увеличении ее на 100°F (50°C) на каждые 10 пунктов, исходя из содержания углерода (0,10 масс-%). Например, если содержание углерода составляет 0,25 масс-%, температура предварительного нагрева должна быть не менее 250°F (125°C) или выше.
Однако если вблизи сварного шва имеются покрытия или другие компоненты, температура предварительного нагрева, указанная в исходной спецификации, может оказаться неподходящей.
Если сварочное тепло на входе находится вблизи максимального диапазона, допустимого стандартным процессом, тепло, передаваемое к свариваемым компонентам, может быть достаточным для уравновешивания требования к предварительному подогреву. В результате пораженный металл может быть нагрет до минимального значения требований к предварительному подогреву или выше. В таких случаях для снижения требований к предварительному подогреву можно использовать внешние методы.
Следует отметить, что данный подход предполагает использование диапазонов и неточных преобразований (например, °F в °C), поскольку предварительный нагрев не является точной наукой.
Во многих случаях также принято постоянно повышать температуру предварительного нагрева до тех пор, пока проблема, например, исчезновение трещин, не будет решена.
С другой стороны, в некоторых конкретных ситуациях можно достичь поставленной цели, даже если температура предварительного нагрева ниже рекомендованного значения или температуры, указанной в спецификации продукции.
7. Практическое применение
Чтобы избежать размягчения материала, вызванного предварительным нагревом, важно обратить внимание на реальные навыки работы.
Выбирайте сварочные процессы и электроды, которые редко вводят водород.
Существуют определенные техники, которые могут помочь уменьшить или облегчить остаточное напряжение.
Для правильного использования метода предварительного нагрева необходим тщательный контроль.
Следующие описания имеют решающее значение для успешного применения этих техник.
8. Размер сварочной канавки и навыки
Навыки сварки оказывают значительное влияние на величину сварочной усадки, остаточное напряжениеконтроль подачи тепла и предотвращение образования трещин.
Короткие сварные швы имеют меньшую продольную усадку, чем длинные.
Для снижения остаточных напряжений можно использовать сварку встык или специальные последовательности сварки.
Потребление тепла должно быть контролируемым или уменьшенным.
Линейные сварные швы с небольшими колебаниями следует использовать вместо швов с большими колебаниями.
9. Уменьшить трещины
Соответствующие производственные процессы могут помочь уменьшить или устранить кратеры и сварные трещины.
- По сравнению со сварными швами с тонкими и широкими сечениями, швы с круглыми сечениями имеют наименьшее количество трещин.
- Следует избегать резких стартов и остановок сварки. Сварочные операции и формирование шва могут контролироваться с помощью методов сварки наклонных швов вверх/вниз или с помощью электрических средств с использованием сварочная мощность снабжение.
- Для предотвращения трещин, вызванных сварочной усадкой или обычной сваркой, следует использовать достаточное количество осадочных материалов.
Исходя из опыта, во избежание образования трещин из-за недостаточного количества наплавленного материала (что также является требованием многих производственных спецификаций), количество наплавленного металла должно составлять не менее 3/8 дюйма (10 мм) или 25% от толщины сварной канавки.
10. Метод предварительного нагрева
В мастерских или на производстве предварительный нагрев может осуществляться с помощью пламенного нагрева (воздушного или ацетиленового), резистивного нагрева, электронного индукционного нагрева и других методов.
Независимо от используемого метода, предварительный нагрев должен быть равномерным.
Если нет особых требований, предварительный подогрев должен проникать во всю толщину сварного шва.
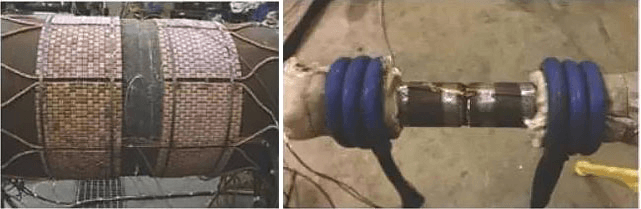
На рисунке 1 показано оборудование, использующее резистивный (без изоляции, последующее применение) и индукционный нагрев.
Рис. 1 - резистивный нагрев (слева) и индукционный нагрев (справа)
11. Контроль предварительного нагрева
Для измерения и контроля температуры можно использовать различные устройства.
Компоненты или сварные детали, подлежащие сварке, должны быть предварительно нагреты до полного насыщения материала теплом.
По возможности следует проверить или оценить степень теплового проникновения.
Для большинства сварочные работыОбычно достаточно контролировать температуру на расстоянии от края шва.
Контроль или считывание температуры не должны загрязнять сварочная канавка.
12. Ручка-индикатор температуры
Для определения минимальной температуры, достигнутой во время предварительного нагрева, используются индикаторные ручки или инструменты, похожие на карандаши. Эти инструменты плавятся при определенной температуре, что позволяет использовать простой и экономичный метод определения температуры плавления ручки.
Однако если температура заготовки превышает температуру плавления индикаторного пера, оно не будет работать должным образом. В таких случаях для обеспечения точности показаний температуры может потребоваться использование нескольких индикаторных ручек с разной температурой плавления.
13. Электронный контроль температуры
Для предварительного нагрева и сварочных работ можно также использовать оборудование прямого измерения, например, контактные пирометры или термопары прямого считывания с аналоговыми или цифровыми показаниями. Эти приборы должны быть откалиброваны или их способность измерять температурный диапазон должна быть подтверждена каким-либо способом.
Термопара, в частности, обладает преимуществом непрерывного мониторинга и хранения данных. В результате ее можно использовать с регистратором кривых или системой сбора данных во время операций предварительного нагрева или послесварочной термической обработки (PWHT).
В документе Американского общества сварки (AWS) D10.10 приведены различные схемы и примеры соответствующих положений термопар.
14. Мониторинг "Закон коренных народов"
В течение многих лет для определения достаточности температуры предварительного нагрева использовались различные "местные методы". Один из таких методов заключается в распылении слюны или дыма непосредственно на заготовку. Звук, издаваемый слюной, используется в качестве индикатора температуры, хотя этот метод не очень точен. Некоторые опытные мастера до сих пор используют этот метод.
Более точный способ определения температуры предварительного нагрева - использование ацетиленового резака. Пламя настраивается на высокий уровень карбонизации, создавая слой серого дыма в зоне предварительного нагрева. Затем сварочная горелка настраивается на средний дым и используется для нагрева области серого дыма. Когда серый дым исчезает, это означает, что температура поверхности достигла более 400°F (200°C).
Важно обеспечить достижение температуры предварительного нагрева по всей толщине заготовки и зоны сварки. В большинстве случаев контроль ведется только для внешней поверхности заготовки, но AWS D10.10 содержит рекомендации для зоны наплавки и требует, чтобы во время сварки труб нагревалась вся толщина заготовки.
Во время предварительного нагрева необходимо тщательно следить за тем, чтобы избежать перегрева основного металла, особенно при использовании резистивного или индукционного нагрева. Многие грузоотправители теперь требуют размещения термопар под каждой пластиной резистивного нагрева или индукционной катушкой в сборе, чтобы контролировать и предотвращать перегрев.
15. Резюме
Независимо от того, требуется ли предварительный нагрев и какой метод предварительного нагрева используется, предварительный нагрев обеспечивает ряд преимуществ, в том числе:
- Снижение усадочных напряжений в сварном шве и прилегающем основном металле, что особенно полезно для сварные соединения в условиях жестких ограничений;
- Замедление скорости охлаждения заготовки в критическом диапазоне температур, предотвращение чрезмерной закалки и снижение размягчения сварного шва и зоны термического влияния (HAZ);
- Предоставление большего времени для диффузии водорода из сварного шва и прилегающего основного металла путем замедления скорости охлаждения по мере прохождения заготовки через температурный диапазон 400°F (200°C), что помогает предотвратить образование трещин, вызванных водородом;
- Обеззараживание заготовки;
При предварительном нагреве лучше всего равномерно прогреть весь толщина сварки до указанной температуры предварительного нагрева. Перегрев локального участка может привести к повреждению материала, поэтому его следует по возможности избегать.