
Топ 15 лучших производителей и брендов штамповочных прессов в мире
Вы когда-нибудь задумывались, как создаются машины, которые формируют наш мир? Этот блог отправит вас в путешествие по ведущим производителям машин для штамповки. Вы узнаете о...
Заинтригованы чудесами штамповки металла? В этой статье блога мы погрузимся в увлекательный мир отбортовки, вырезки и развальцовки отверстий. Наш эксперт, инженер-механик, проведет вас через все тонкости этих процессов, объяснит ключевые понятия и поделится инсайдерской информацией. Приготовьтесь расширить свои знания и оценить искусство формования металла как никогда раньше!


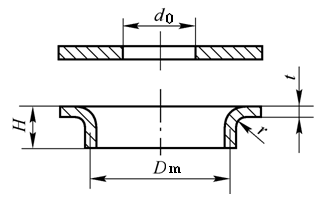
Отбортовка отверстий - это метод штамповки, при котором используется пресс-форма для поворота края отверстия детали к вертикальной или прямой кромке под определенным углом.

Тип отбортовки отверстий:
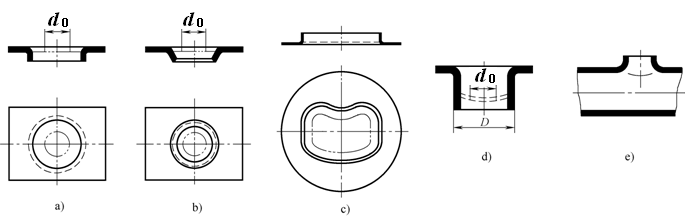
В зависимости от формы заготовки и края фланцевого отверстия, фланцевые отверстия располагаются на плоской пластине, а также на изогнутой поверхности, например, фланцевое отверстие на трубной заготовке; фланцевые отверстия могут быть округлыми или некруглыми.
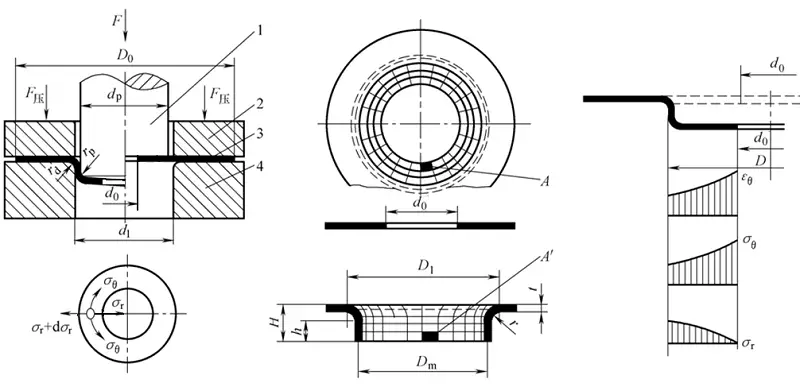
Характеристики деформации при отбортовке круглых отверстий:
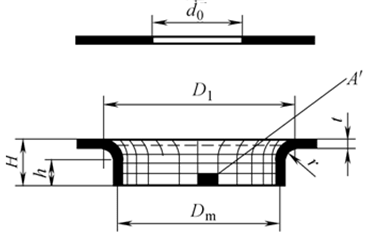
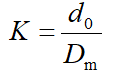
Предел формообразования выражается коэффициентом отбортовки отверстий K:
Предельный коэффициент заделки отверстий Kмин.
Факторы, влияющие на коэффициент отбортовки предельных отверстий:
(1) Технология круглого отверстия
(2) Технологическая схема для круглого отверстия
Обычно перед отбортовкой отверстия необходимо предварительно пробить отверстие для отбортовки, затем определить, можно ли его развернуть за один раз в зависимости от высоты отверстия и коэффициента отбортовки, а затем определить метод формовки деталей для отбортовки.
(3) Расчет технологического процесса фланцевания отверстий в пластинах
1) Определите диаметр предварительно пробитого отверстия

2) Рассчитайте высоту отверстия, чтобы определить, можно ли его успешно повернуть один раз.

3) Определите количество отверстий для поворота
Когда высота фальцовки отверстия H <HmaxЗа один раз он может быть фланцевым.
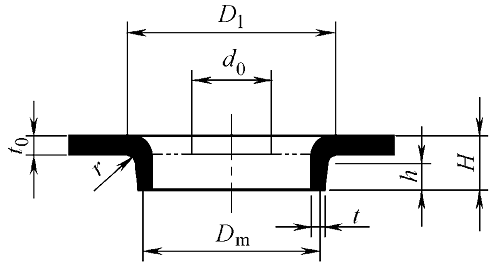
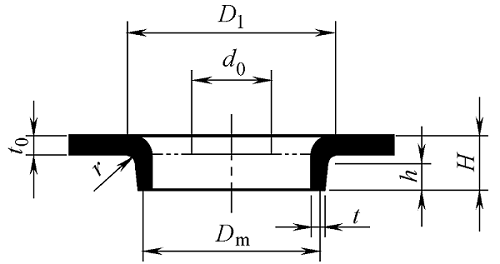
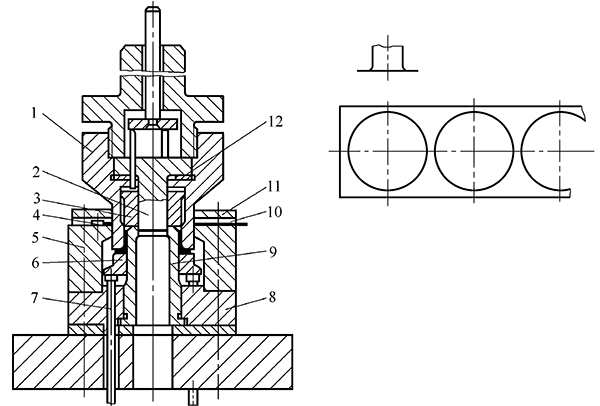
(4) Расчет процесса, при котором сначала вычерчивается нижнее отверстие, а затем выполняется отбортовка отверстия
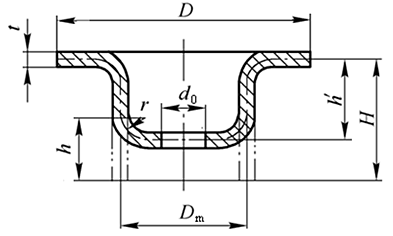
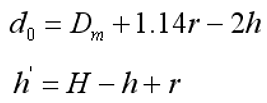
1) Рассчитайте высоту отбортовки отверстий h, которая может быть достигнута после предварительной вытяжки:

2) Рассчитайте диаметр предварительной перфорации и высоту рисунка перед фальцеванием отверстий:
3) Расчет процесса глубокой вытяжки
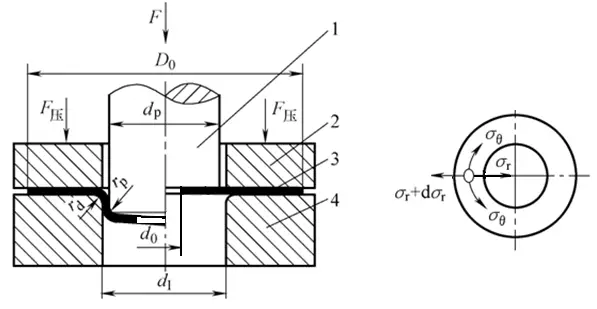
(5) Расчет силы отбортовки отверстия
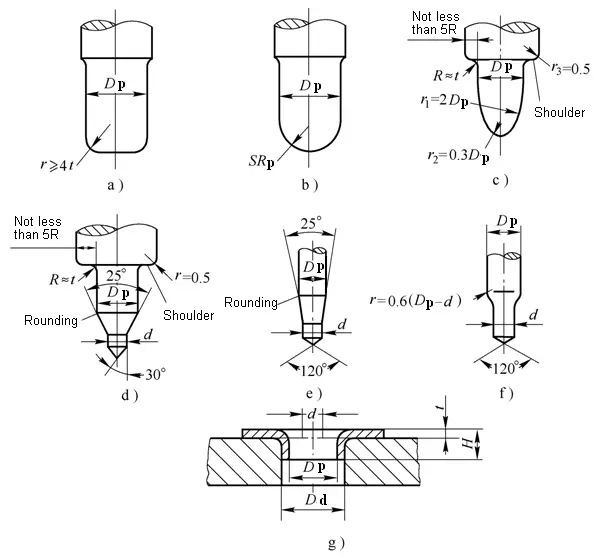
При использовании цилиндрического пуансона с плоским дном для отбортовки отверстия его можно рассчитать следующим образом:

Усилие при отбортовке отверстий коническим или сферическим пуансоном немного меньше, чем значение, рассчитанное по приведенной выше формуле.
(1) Структура пресс-формы фланцевание круглых отверстий
Формальный штамп для фрезерования отверстий
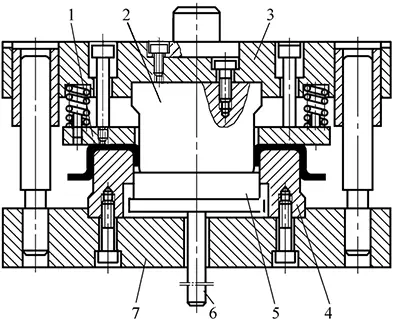
Перевернутая пресс-форма для отбортовки отверстий
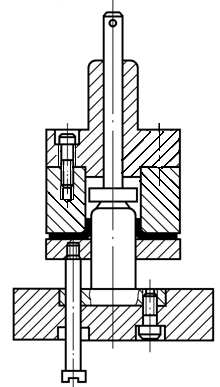
ЗаглушкаШтампы для глубокой вытяжки, пробивки и обработки отверстий
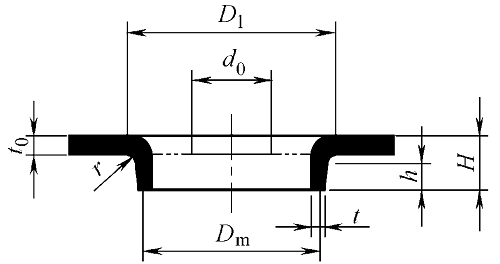
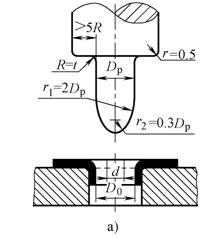
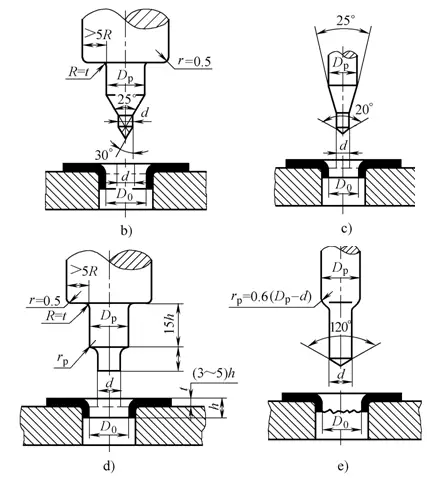
(2) Структура и размеры рабочей части штампа для отбортовки отверстий
1) Структура и размер круглого дырокола
2) Зазор C между выпуклым и вогнутым штампом
Отбортовка - это метод тиснения, при котором форма превращает края изделия в вертикальный или прямой край под определенным углом.
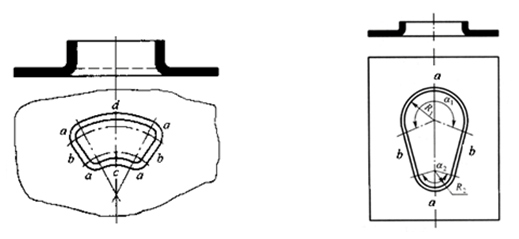
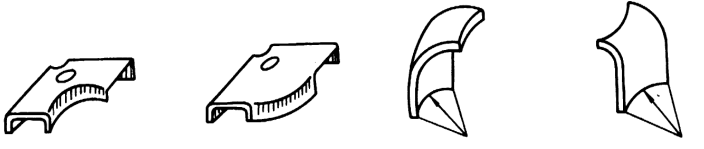
В соответствии с формой фланцевого внешнего края:
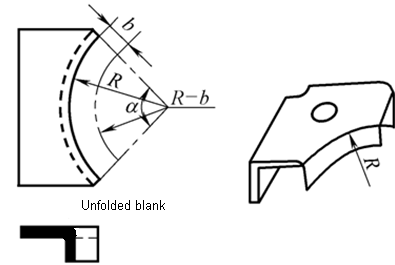
Деформация похожа на отбортовку круглого отверстия, которая относится к удлинению.
Область деформации в основном растягивается по касательной, а деформация по краям самая большая, что легко приводит к образованию трещин.
Степень деформации составляет:
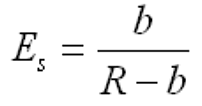
Деформация внешней кромки с отбортовкой похожа на неглубокую вытяжку и относится к деформации типа сжатия.
В зоне деформации заготовки под действием тангенциального сжимающего напряжения возникает в основном сжимающая деформация, которая легко теряет устойчивость и сморщивается.
Степень деформации может быть выражена как:
Фланцевание отверстий, отбортовка и профилирование
Дальнейшее чтение: Отбортовка для прореживания
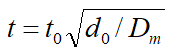
Отбортовка с утоньшением или отбортовка относится к процессу деформации, в котором используется меньший зазор штампа, чтобы заставить толщину вертикальной кромки стать тоньше и увеличиться по высоте.
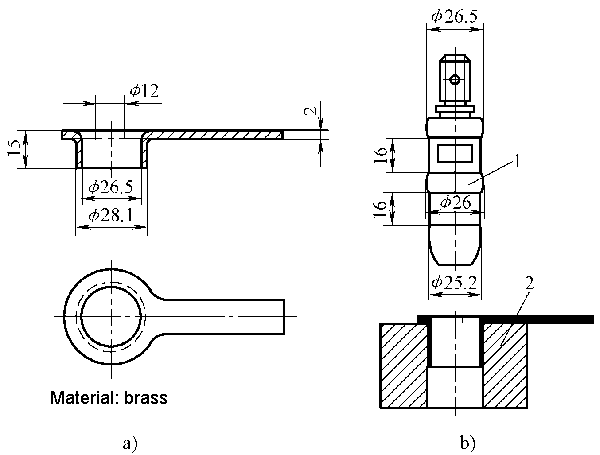
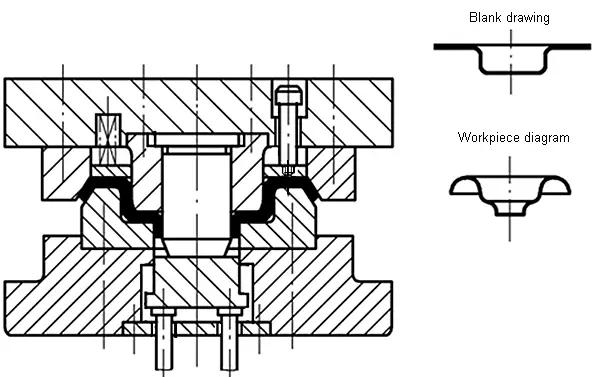
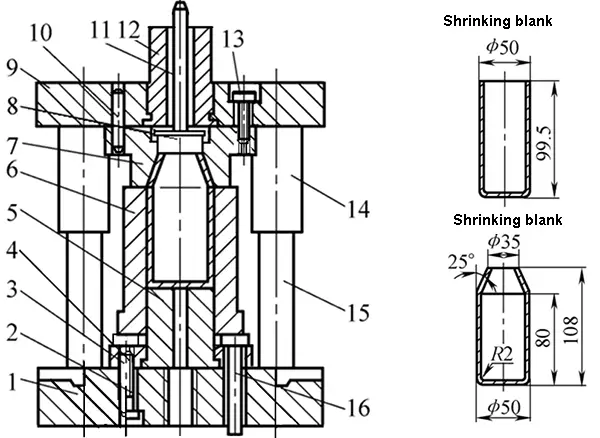
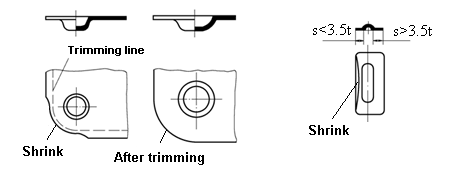
Штамповка - это метод штамповки, при котором используется пресс-форма для уменьшения радиального размера конца полой или трубчатой детали.

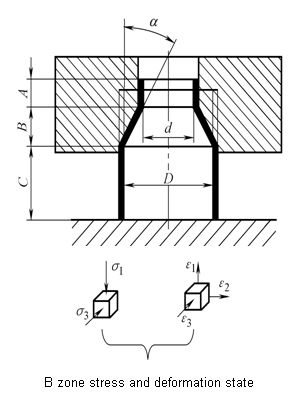
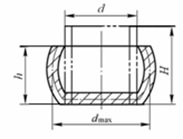
Степень деформации горловины выражается отношением диаметра горловины после горловины к диаметру заготовки до горловины.
Коэффициент усадки: m = d / D
Минимальное значение коэффициента заклинивания, полученное при условии обеспечения устойчивости заклинивающегося элемента, называется предельным коэффициентом заклинивания [m].
[m] зависит от пластичности материала и несущей конструкции формы.
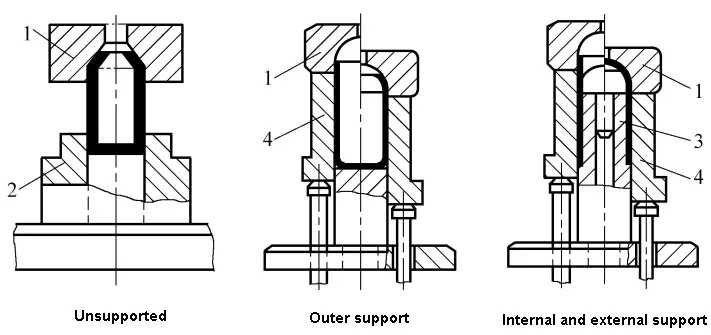
Вырубной штамп для различных способов крепления
См. таблицу 6-4 для определения размера заготовки для вырезки.
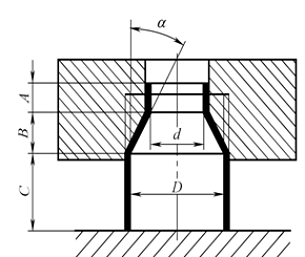
Если фактический коэффициент раскроя m меньше предельного коэффициента раскроя [m], раскрой не может быть выполнен за один раз.
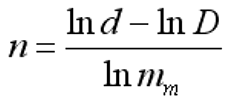
Количество горлышек можно рассчитать следующим образом:
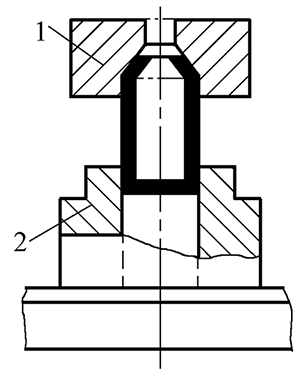
При отсутствии опорного выреза сила выреза составляет:

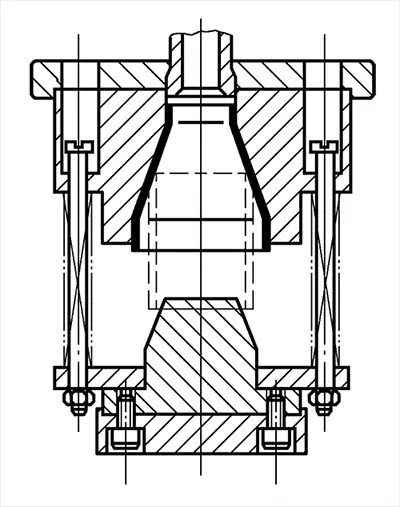
Высекающий штамп без опоры
Высекающий штамп с внешней опорой
Штампы для вырезки и развальцовки
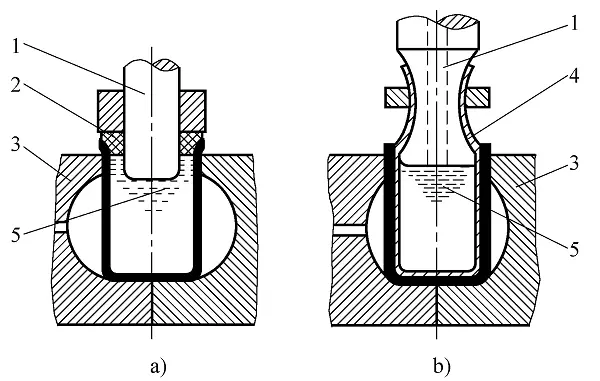
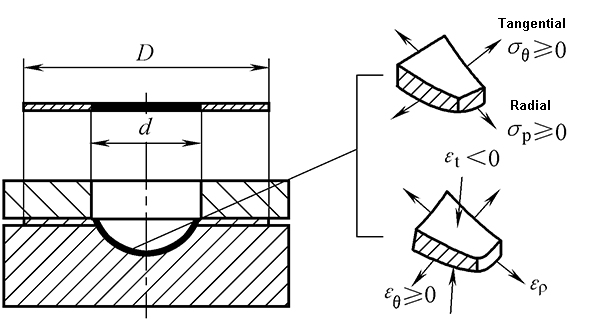
Выпуклость - это метод штамповки, при котором используется пресс-форма для пластической деформации внутренней части полой детали под действием двустороннего растягивающего напряжения с целью получения выпуклой детали.

Область деформации занимает почти всю заготовку или открытый конец, а открытый конец заготовки сжимается и деформируется.
Таким образом, деформация в зоне деформации представляет собой состояние деформации, при котором окружность удлиняется, осевое сжатие происходит, а толщина уменьшается.
Зона деформации ограничена раздуваемой частью в середине заготовки.
В зоне деформации в основном происходит деформация удлинения в окружном направлении и утончение в направлении толщины.
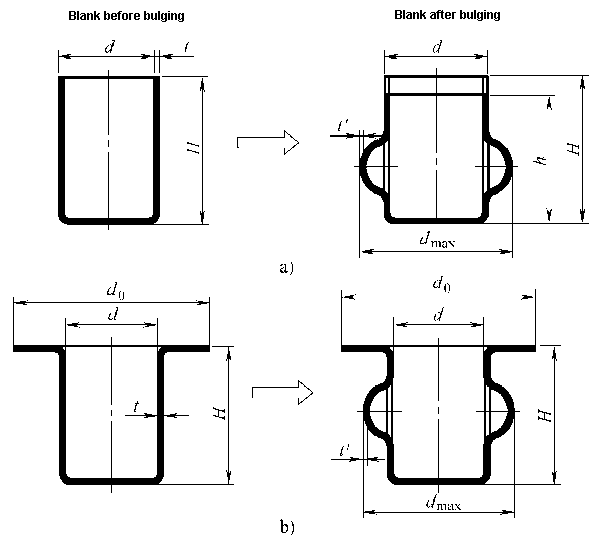
Выпуклость - это процесс, приводящий к удлинению.
Предотвращение разрыва - ключевая проблема, которую необходимо решить в процессе раздувания.
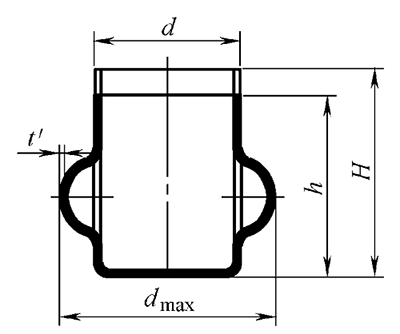
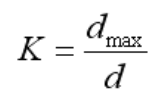
Степень деформации выпуклости выражается отношением максимального диаметра выпуклой выпуклости, полученной после выпуклости, к диаметру заготовки до выпуклости, то есть коэффициентом выпуклости:
Чем больше значение коэффициента выпуклости, тем больше степень деформации выпуклости.
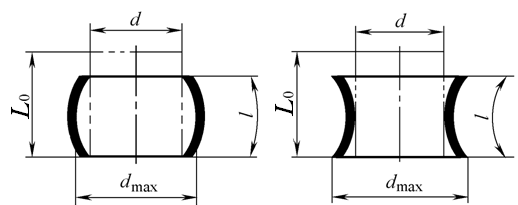
При выпучивании длина заготовки в осевом направлении может свободно деформироваться:

σZ - Истинное напряжение в области выпуклой деформации принимаем равным σZ=σb при приблизительной оценке.
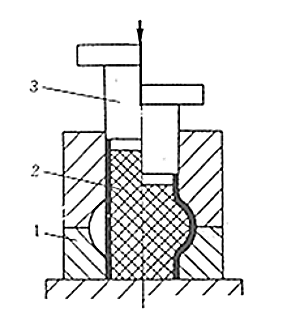
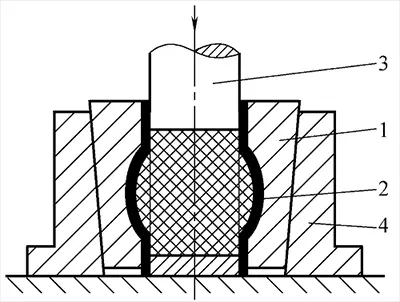
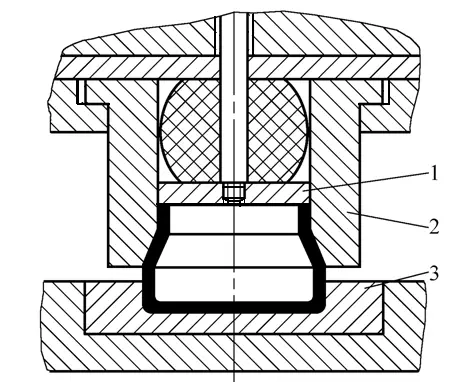
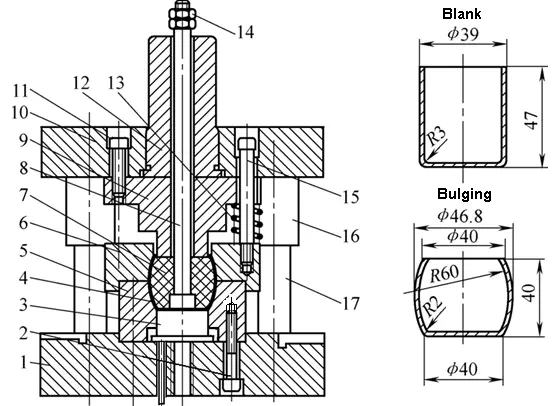
Резиновая выпуклая форма
Выпучивание жидкого пуансона под высоким давлением
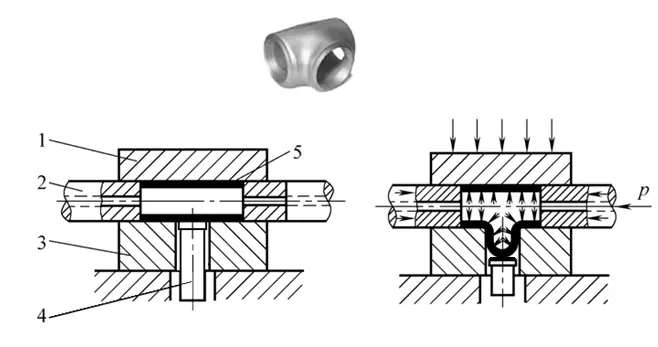
Гидравлическое раздутие тройникового соединения
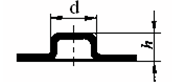
Бисероплетение и прессование выпуклых корпусов - это методы тиснения, которые используют пресс-форму для получения выпуклых корпусов или ребер (усиливающих ребер) на детали.

Особенности формирования бисера и выпуклых корпусов
Предел формования бисера может быть выражен величиной изменения длины зоны деформации до и после бисера

Граница формирования выпуклого корпуса может быть выражена высотой h выпуклого корпуса

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.








