Гидравлический пресс 101: все, что нужно знать, объяснено
Вы когда-нибудь задумывались о невероятной силе гидравлических прессов? Эти чудеса инженерной мысли способны прикладывать огромную силу, преобразуя материалы таким образом, что это кажется почти волшебством. В этой статье блога мы погрузимся в увлекательный мир гидравлических прессов, изучим их историю, типы и принципы работы. Приготовьтесь к тому, что вы будете поражены мощью этих механических чудес!
Гидравлический пресс - это машина, использующая жидкость в качестве рабочей среды для передачи энергии, основанной на принципе Паскаля, для выполнения различных задач.
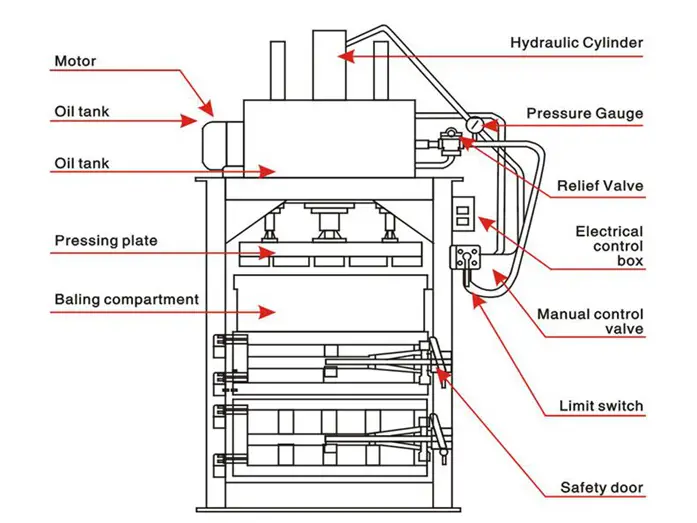
Как правило, гидравлический пресс состоит из трех компонентов: основного блока, силовой системы и гидравлической системы управления.
Гидравлический пресс (также называемый гидравлический маслопресс) использует статическое давление жидкости для обработки таких материалов, как металл, пластик, резина, дерево и порошкообразные продукты.
Он широко используется в прессовании и процессы формованиявключая ковку, штамповку, холодное выдавливание, правку, гибку, отбортовку, вытяжку листов, порошковую металлургию и прессование.
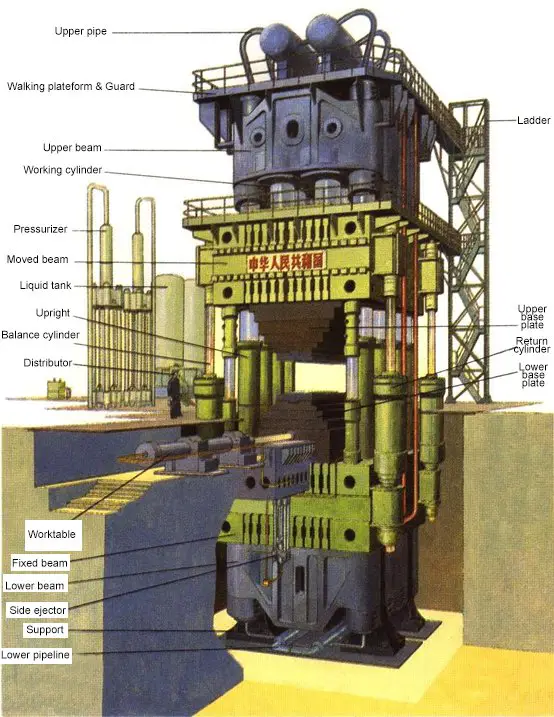
Гидравлический пресс для штамповки весом 80 000 тонн имеет высоту 27 метров на земле и 15 метров под землей, общая высота составляет 42 метра, а общий вес - 22 000 тонн, тем самым заслужив звание самого мощного и сильного гидравлического пресса в мире.
Гигантский кузнечный гидравлический пресс, являющийся стратегическим оборудованием класса национального достояния, представляет собой мощь тяжелой промышленности. Лишь несколько стран в мире обладают возможностью производства такого гидравлического ковочного пресса.
В настоящее время только Китай, США, Россия и Франция располагают кузнечными прессами мощностью более 40 000 тонн.
В 1955 году в США были построены два крупнейших в мире штамповочных пресса усилием 45 000 тонн, которые работают и по сей день. В 2001 году на заводе Shultz был построен еще один кузнечный пресс усилием 40 000 тонн. Сталь Мельница в Калифорнии.
Советский Союз построил два массивных штамповочных пресса усилием 75 000 тонн в 1961 году. Франция приобрела у Советского Союза штамповочный пресс мощностью 65 000 тонн в 1976 году и разработала штамповочный пресс мощностью 40 000 тонн в сотрудничестве с Германией в 2005 году.
Первый китайский штамповочный пресс усилием 30 000 тонн простоял без движения почти 40 лет после того, как был построен в 1973 году. Однако за последние два года было быстро разработано несколько массивных прессов, причем только в 2012 году были построены прессы для штамповки весом 30 000 тонн, 40 000 тонн и 80 000 тонн.
Гидравлический пресс весом 80 000 тонн побил мировой рекорд, который до этого 51 год удерживал Советский Союз.
Кузнечный пресс используется в основном для производства высокопрочных поковок из титановых/алюминиевых сплавов для таких отраслей промышленности, как аэрокосмическая, атомная и нефтехимическая.
Считается, что любая страна, обладающая крупным кузнечным прессом, имеет мощную авиационную промышленность во всем мире.
История гидравлического пресса
В 1795 году британский инженер Дж. Браммер использовал принцип Паскаля, чтобы изобрести водяной пресс для отжима и упаковки растительных масел.
К середине XIX века в Британии начали использовать гидравлические прессы для ковки, постепенно заменяя ими массивные паровые молоты.
К концу XIX века в США было построено 126 000-тонных гидравлических прессов для свободной ковки.
С тех пор в мире было выпущено более 20 комплектов гидравлических машин для свободной ковки весом 10 000 тонн, в том числе две машины, произведенные в Китае (см. рис. 4).
Рис.4 Гидравлические машины для свободной ковки
С развитием и усовершенствованием электрического насоса высокого давления кузнечные гидравлические прессы стали развиваться в сторону уменьшения тоннажа.
В 1950-х годах появились небольшие и быстрые кузнечные гидравлические прессы, способные выполнять задачи, эквивалентные задачам 3-5-тонного кузнечного молота.
В 1940-х годах Германия выпустила огромный кузнечный пресс весом 18 000 тонн. С тех пор в мире было создано 18 комплектов гидравлических машин для штамповки весом 18 000 тонн, а одна машина, произведенная в Китае, достигла 30 000 тонн.
Если классифицированы по тоннажуГидравлические прессы можно разделить на:
Гидравлический пресс 63T
100T гидравлический пресс машина
150T гидравлический пресс машина
Гидравлический пресс 200T
Гидравлический пресс 250T
Гидравлический пресс 300T
Гидравлический пресс 315T
Гидравлический пресс 500T
Гидравлический пресс 630T
Гидравлический пресс 800T
В соответствии с областью применения, он в основном подразделяется на обработка металлов давлением, гибка, растяжка, штамповка, порошковая (металлическая, неметаллическая) формовка, прессование, экструзия и так далее.
Гидравлический пресс для горячей ковки
Будучи одним из наиболее часто используемых устройств в кузнечной промышленности, большой гидравлический кузнечная машина способен выполнять различные техники свободной ковки.
В настоящее время существует несколько серий кузнечных гидравлических прессов с техническими характеристиками 800, 1600, 2000, 2500, 3150, 4000 и 5000 тонн.
Четырехколонный гидравлический пресс
Четырехстоечный гидравлический пресс идеально подходит для прессования пластиковых материалов, таких как формование порошковых изделий, формование пластиковых изделий, холодное (горячее) экструзионное формование металла, вытяжка листа, поперечное прессование, гибкаШтамповка, тиснение и коррекция.
Четырехстоечные гидравлические прессы можно также разделить на четырехстоечные двухбалочные гидравлические прессы, четырехстоечные трехбалочные гидравлические прессы и четырехстоечные четырехбалочные гидравлические прессы.
С-образный гидравлический пресс
Рабочий диапазон гидравлического пресса может быть увеличен за счет использования трехстороннего пространства с максимальным выдвижением 260 мм-800 мм.
Он также имеет возможность предварительной настройки рабочего давления и оснащен устройством отвода тепла.
Горизонтальный гидравлический пресс
Детали станка можно собирать, разбирать, выпрямлять, сжимать, растягивать, гнуть, пробивать и т.д., что делает его универсальной машиной.
Рабочий стол машины может перемещаться вверх и вниз, увеличивая высоту открытия и закрытия машины для большего удобства в использовании.
Гидравлический пресс с двумя стойками
Эта серия оборудования подходит для прессования, гибки и формовки всех типов деталей, включая штамповку углублений, отбортовку, пробивку и легкое растяжение мелких деталей. Она также подходит для формования изделий из металлического порошка.
Благодаря электрическому управлению он имеет возможность рабочего движения и полуавтоматического цикла, что позволяет защититься от времени задержки давления.
Кроме того, он имеет хорошее направление скольжения блока, прост в эксплуатации и обслуживании, а также отличается экономичностью.
При необходимости пользователи могут добавить тепловые приборы, выталкивающий цилиндр, индикатор перемещения и функции подсчета. Двухстоечный гидравлический пресс основан на законе Паскаля и использует передачу давления жидкости.
Существует множество типов двухстоечных гидравлических прессов, которые можно разделить на масляные и водяные в зависимости от типа жидкости, передающей давление.
Водяные прессы создают большое общее давление и часто используются для ковки и штамповки.
Кузнечные прессы также подразделяются на штамповка водные прессы и водные прессы для свободной ковки. Водяные прессы для штамповки требуют использования пресс-формы, а водные прессы для свободной ковки - нет.
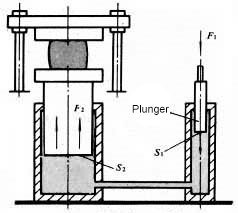
Принцип работы гидравлического пресса
Рис.5 Механизм гидравлического пресса
Площади большого и малого плунжеров равны S2 и S1, соответственно, а силы, действующие на них, - F2 и F1, соответственно.
Согласно принципу Паскаля, давление замкнутой жидкости везде одинаково, то есть F2/S2 = F1/S1 = p; F2 = F1(S2/S1).
Эффект усиления гидравлического давления аналогичен механическому усилению, то есть сила увеличивается, но работа не совершается. В результате расстояние перемещения большого плунжера в S1/S2 раз больше, чем малого.
Основной принцип работы гидравлического пресса заключается в том, что масляный насос подает гидравлическое масло на встроенные картриджные клапанные блоки, которые затем направляются в верхнюю или нижнюю камеру цилиндра через односторонний клапан и перепускной клапан.
Под действием масла под высоким давлением масляный цилиндр начинает двигаться вверх и вниз.
Гидравлический пресс - это устройство, которое использует жидкость для передачи давления, применяя закон Паскаля для передачи давления внутри закрытого контейнера.
Система гидравлического привода четырехколонного гидравлического пресса состоит из силового механизма, механизма управления, исполнительного механизма, вспомогательного механизма и рабочей среды.
Как правило, в качестве силового механизма используется масляный насос, причем один или несколько насосов выбираются в зависимости от скорости работы привода.
Шестеренчатый насос низкого давления (давление масла менее 2,5 мп);
Лопастной насос для среднего давления (давление масла менее 6,3 мп);
Плунжерный насос для высокого давления (давление масла менее 32,0MP).
Рабочая среда
Рабочая среда, используемая в гидравлическом прессе, предназначена не только для передачи давления, но и для обеспечения чувствительности, надежности, долговечности и минимальной утечки компонентов гидравлического пресса.
Основными требованиями к рабочей среде в гидравлическом прессе являются:
Хорошая текучесть и низкая сжимаемость для повышения эффективности трансмиссии.
Антикоррозийные свойства.
Хорошие смазочные характеристики.
Легко запечатывается.
Стабильная работа и долговременная стабильность без ухудшения.
Исторически сложилось так, что в качестве рабочей среды в гидравлических прессах использовалась вода.
Позже появилась эмульгированная жидкость, в которую добавляли небольшое количество масла для улучшения смазки и уменьшения коррозии.
Минеральное масло стало использоваться в качестве рабочей среды в гидравлических прессах в конце XIX века. Масло обладало хорошей смазывающей способностью, антикоррозийными свойствами и умеренной вязкостью, что улучшало работу гидравлических прессов.
Во второй половине XX века был разработан новый тип эмульгирующего раствора на водной основе, который характеризуется как "масло в воде", а не "вода в масле".
Этот раствор по своим свойствам напоминал масло, включая хорошие смазывающие и антикоррозионные свойства, но при этом имел дополнительные преимущества: он содержал мало масла и был менее огнеопасен.
Однако высокая стоимость эмульсий на водной основе ограничивает их широкое применение.
Части и функции гидравлического пресса (структура)
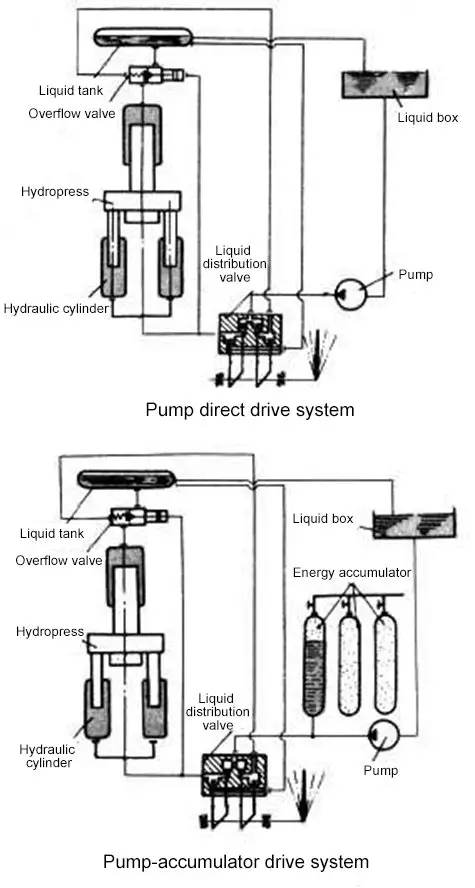
Система привода
Рис.6 Система привода гидравлического пресса
Система привода гидравлического пресса в основном состоит из двух типов: прямой привод насоса и привод насоса-аккумулятора.
Прямой привод насоса:
В этой системе насос подает рабочую жидкость под высоким давлением в гидроцилиндр, а распределительный клапан используется для изменения направления подачи жидкости.
Переливной клапан используется для регулировки ограниченного давления в системе и выполняет функцию предохранительного перелива.
Эта система привода проста по структуре, имеет меньше процессов, а давление может автоматически увеличиваться и уменьшаться в зависимости от требуемой силы, что снижает потребление электроэнергии.
Однако мощность насоса и приводного двигателя должна определяться исходя из наибольшего требуемого усилия и максимальной рабочей скорости гидравлического пресса.
Этот тип привода в основном используется для гидравлических прессов среднего и малого размера, а также может применяться для больших (например, 12000T) гидравлических прессов свободной ковки, которые приводятся в действие непосредственно насосом.
Привод насоса-аккумулятора:
Такая система имеет один или несколько аккумуляторов, и когда рабочая жидкость под высоким давлением, подаваемая насосом, оказывается в избытке, она накапливается в аккумуляторе.
Когда запаса не хватает для удовлетворения спроса, его обеспечивает аккумулятор.
Мощность насоса и двигателя можно выбрать исходя из среднего количества рабочей жидкости под высоким давлением, которое потребуется при использовании данной системы.
Однако потребление энергии велико, в системе происходит множество процессов, а конструкция сложна из-за постоянного давления рабочей жидкости.
Этот тип приводной системы используется для больших гидравлических прессов или комплекта приводной системы для привода нескольких гидравлических прессов.
Структура
По направлению действия силы гидравлические прессы делятся на вертикальные и горизонтальные. Большинство гидравлических прессов - вертикальные, а те, что используются для экструзии, - горизонтальные.
По типу конструкции гидравлические прессы могут быть двухколонными, четырехколонными, восьмиколонными, сварка рамы, а также многослойные рамы для намотки стальных полос. Средние и малые вертикальные гидравлические прессы обычно имеют С-образную раму.
Гидравлический пресс с С-образной рамой открыт с трех сторон, прост в эксплуатации, но имеет меньшую степень жесткости.
Гидравлический пресс со сварочной рамой, используемый для штамповки, имеет жесткую конструкцию, открытую спереди и сзади, но закрытую слева и справа.
В четырехколонном гидравлическом прессе для свободной ковки с вертикальной передачей масляный цилиндр закреплен на верхней балке, а плунжер прочно прикреплен к подвижной балке.
Подвижная балка перемещается вверх и вниз под давлением рабочей жидкости, направляемая вертикальной колонной.
Подвижная балка имеет верстак, который перемещается вперед-назад, а верхняя и нижняя наковальня установлены соответственно под подвижной балкой и на рабочем столе.
Рабочая сила поддерживается рамой, состоящей из верхних и нижних балок и колонн.
Большие и средние гидравлические прессы для свободной ковки, которые обычно приводятся в действие насосно-аккумуляторной системой, обычно используют три рабочих цилиндра для достижения трех уровней рабочего усилия.
Кроме того, за пределами рабочих цилиндров находятся уравновешивающие цилиндры и цилиндры возврата, которые прикладывают усилие вверх.
Преимущества гидравлического пресса
По сравнению с традиционными методами штамповки гидроформовка имеет очевидные технические и экономические преимущества, такие как снижение веса, уменьшение количества деталей и пресс-форм, повышение жесткости и прочности, а также снижение производственных затрат.
Эта технология находит все большее применение в различных отраслях промышленности, особенно в автомобильном секторе.
Снижение веса конструкции и энергопотребления в процессе эксплуатации является долгосрочной целью в таких отраслях, как автомобилестроение, авиация и космонавтика.
Гидроформовка - это передовая технология производства, которая помогает достичь этой цели и является одним из направлений развития передового производства.
По сравнению со штамповкой и сварочные технологииГидроформовка имеет ряд ключевых преимуществ:
Снижение веса и экономия материалов:
Для таких деталей, как кронштейны двигателя и кронштейны радиатора, гидроформованные детали могут быть на 20-40% легче штампованных. Для деталей с полым ступенчатым валом снижение веса может достигать 40-50%.
Сокращение количества деталей и пресс-форм и снижение стоимости пресс-форм:
Для гидроформованных деталей обычно требуется только один комплект пресс-форм, в то время как для многих штампованных деталей требуется несколько комплектов.
Гидроформовка позволила сократить количество деталей кронштейнов двигателя с 6 до 1, а деталей кронштейнов радиатора - с 17 до 10.
Последующая обработка и сварка при сборке:
Например, при использовании радиатора площадь рассеивания тепла увеличилась на 43%, количество точек пайки сократилось со 174 до 20, количество процессов уменьшилось с 13 до 6, а производительность возросла на 66%.
Например, жесткость гидроформованного кронштейна радиатора может увеличиться на 39% в вертикальном направлении и на 50% в горизонтальном.
Снижение производственных затрат:
Статистический анализ гидроформованных деталей показал, что средняя стоимость производства на 15-20% ниже, чем у штампованных деталей, а стоимость пресс-формы - на 20-30% ниже".
Применение гидравлического пресса
Гидравлические прессы могут использоваться для различных металлический лист процессов формообразования, таких как вытяжка, точение, гибка и штамповка. Он также может быть адаптирован под общие нужды прессования с добавлением буфера для заготовок, устройств для заготовок и подвижного стола в соответствии с требованиями пользователя.
Помимо ковки и формовки, трехбалочный четырехколонный гидравлический пресс может использоваться для правки, пресс-фитинга, упаковки, брикетирования и прессования плит.
Материалы, подходящие для гидравлической формовки, включают углеродистую сталь, нержавеющую сталь, алюминиевый сплав, медный сплав и никелевый сплав.
В общем, любой материал, подходящий для холодная штамповка может использоваться в процессе гидравлического формования.
Технология гидравлической формовки широко используется в различных отраслях промышленности, включая автомобильные заводы, заводы электроники, электроприборов, заводы по термообработке, заводы по производству редукторов и деталей кондиционеров.
Кроме того, гидравлическая формовка широко используется в автомобильной, авиационной, аэрокосмической и трубопроводной промышленности. В основном она применяется для:
Полые конструктивные элементы с круглым, прямоугольным или специальным профилем, изменяющимся вдоль оси деталей, например, трубные элементы специальной формы для выхлопной системы автомобиля;
Некруглые полые рамы, такие как кронштейн двигателя, кронштейн приборной панели и рама кузова (на долю которых приходится 11% ~ 15% качества автомобиля);
Детали полых валов и сложные трубные фитинги и т.д.
Принадлежности для гидравлического пресса
1
Шестеренчатый насос
2
Гидравлический переливной клапан
3
Миниатюрный контактор
4
Бесконтактный выключатель
5
Уплотнительное кольцо
6
U-кольцо
7
Антипылевое кольцо
8
Направляющее кольцо
9
Кольцо для лестницы
10
Отверстие для использования кольца YX
11
Комбинированное уплотнительное кольцо
12
Шестеренчатый насос
Как построить гидравлический пресс
DIY 5-тонный гидравлический пресс
Работа гидравлического пресса
Различные типы гидравлических прессов работают по-разному, и каждый производитель гидравлических прессов при поставке прилагает к машине руководство по эксплуатации.
Данное руководство служит наилучшим учебным материалом для изучения основных моментов эксплуатации гидравлического пресса.
Если вы используете гидравлический пресс с четырьмя стойками, вы также можете обратиться к нашему руководству по эксплуатации гидравлического пресса для получения дополнительной информации.
Поверните переключатель рабочего режима в положение "Движение по кругу" и ослабьте регулировочную рукоятку клапанов управления давлением на электростанции.
Включите питание и толчком проверьте вращение двигателя, чтобы убедиться, что оно соответствует заданному. После завершения этой проверки можно официально запустить двигатель, и масляный насос может работать под нагрузкой не менее 5 минут. Затем осмотрите все детали, чтобы убедиться в отсутствии отклонений от нормы. Если все в порядке, давление в системе можно поднять примерно до 6 Мпа, чтобы подготовиться к выполнению следующей задачи.
Нажмите кнопку "press", чтобы поршень главного цилиндра опустился. Головка поршня должна коснуться верхней плоскости ползуна. Затем установите большой фланец, следя за тем, чтобы расстояние между торцом фланца и верхней плоскостью ползуна составляло 5 мм. Когда давление поднимется до заданных 6 МПа и остановится, затяните соединительный болт гаечным ключом, не снимая давления.
Нажмите кнопку "возврат", чтобы поднять ползунок в верхнюю мертвую точку, и поместите испытательную наковальню (металлическую площадку) в центр рабочего стола. Высота испытательной наковальни должна быть не менее 500 мм, длина и ширина - не менее 600 мм, параллельность верхней и нижней поверхностей - не более 0,02/500 мм, прочность должна быть достаточной, чтобы выдержать полную нагрузку.
Отрегулируйте в соответствии со стандартом точности, указанным в сертификате соответствия. Как правило, параллельность между нижней плоскостью ползуна и рабочим столом сначала регулируется с помощью четырех регулировочных гаек под верхней балкой после добавления давления. После этого затяните четыре контргайки сверху.
Когда управляющий клапан "F2" отрегулирован так, чтобы остановить ползун в любом положении во время пробного запуска, как описано выше, скольжения быть не должно. Однако следует отметить, что величина давления должна обеспечивать достаточное возвратное усилие. При медленном спуске настройте управляющий клапан "F3" на верхнюю полость главного цилиндра, при этом значение давления должно быть менее 1 Мпа.
Диапазон давления обычно составляет от 5 до 25 Мпа, или от 60 до 315 Т. При настройке электроконтактного манометра "F12" необходимо также соответствующим образом отрегулировать управляющий клапан "F1". Как правило, давление в системе должно быть примерно на 1 МПа выше, чем заданное давление контактного манометра "F12". Если давление меньше 5 МПа, то таблица "F12" может иметь повышенное усилие.
При рисовании регулировка усилия на стороне давления осуществляется с помощью пилотного клапана "F7", который должен быть зафиксирован на 25 Mpa. Регулировка давления в системе осуществляется с помощью пилотного клапана "F1", который обычно фиксируется на уровне 25 Mpa.
При необходимости измерьте скорость каждого рабочего хода и убедитесь в надежности перемещения каждого узла ограничителя хода.
После проверки эффективности защиты от давления остановите автомобиль под давлением, и падение давления в течение 10 минут не должно превышать 2 Мпа.
Снова измерьте точность станка.
Примечание: Каждый гидравлический пресс работает по-разному, и производитель прилагает к нему руководство по эксплуатации. Это руководство является лучшим учебным материалом для обучения работе с машиной.
На этом все пусконаладочные работы гидравлического пресса завершены, и он может быть запущен в производство.
Обслуживание гидравлических прессов
Рекомендуемое масло для гидравлических прессов - противоизносное гидравлическое масло #32 и #46, с диапазоном температур от 15 до 60°C.
Перед добавлением в резервуар масло должно быть строго отфильтровано.
Рабочее масло следует менять раз в год, при этом первая замена не должна превышать трех месяцев.
Скользящий блок необходимо часто смазывать, а внешний вид вертикальной колонны поддерживать в чистоте. Перед каждой работой необходимо добавлять машинное масло.
При номинальном давлении 500T максимально допустимый эксцентриситет центральной нагрузки составляет 40 мм. Чрезмерный эксцентриситет может легко вызвать постнатяжение или другие негативные последствия.
Манометры следует калибровать и проверять каждые шесть месяцев.
Когда машина не используется в течение длительного времени, поверхность каждой детали следует очистить и покрыть антикоррозийным маслом.
Первоклассное обслуживание
Первичное техническое обслуживание гидравлического пресса должно проводиться после 500 часов работы, при этом ответственность за него возлагается в первую очередь на операторов и при поддержке специалистов по техническому обслуживанию.
Чтобы приступить к обслуживанию, сначала отключите питание, а затем действуйте в соответствии с графиком обслуживания, приведенным в таблице ниже.
Нет.
Позиция
Детали и требования к техническому обслуживанию
1
Внешнее обслуживание
1. Очистите внешнюю поверхность гидравлического пресса, поддерживайте чистоту внутри и снаружи, не допускайте появления ржавчины.
2. Дополните недостающие винты, гайки, кнопки, знаки и т.д.
2
Балка, направляющая колонна
1. Очистите внешнюю поверхность верхних и нижних балок и подвижных балок, а также колонн, направляющих, скользящих блоков и плит пресса. Очистить от масла, желтого налета и пятен ржавчины.
2. Удалите заусенцы на нижней поверхности подвижной балки и верхней поверхности нижней балки, а также на стойке, направляющей и ползуне.
3. Проверьте и затяните крепления направляющих балок и колонн.
3
Гидравлика, смазка
1. Протрите и проверьте поверхность масляного насоса, клапана, масляного бака и трубопровода: чистая, без ржавчины, без масла, без желтого налета, без утечек.
3. Проверьте качество и количество масла в топливном баке, добавьте смазочное масло по мере необходимости.
4. Проверьте манометр
5. Проверьте смазку колонн и направляющих.
4
Электрический
1. Очистите электрическую коробку от грязи и жира.
2. Проверьте целостность линии, надежность защитного соединения шланга, хорошую производительность.
3. Проверьте переключатель хода подвижной балки, проверьте чувствительность и надежность действия.
4. Защитный кожух, защитный кожух стойки в комплекте и прост в использовании, защитный кожух педального переключателя в целости и сохранности, безопасен и надежен.
5. Проверьте и затяните нулевое соединительное устройство.
Техническое обслуживание второго класса
Нет.
Позиция
Детали и требования к техническому обслуживанию
1
Балка, направляющая колонна
1. Проверьте и отрегулируйте горизонтальную плоскость балки, направляющего рельса, направляющей втулки, скользящего блока и прижимной плиты колонны таким образом, чтобы обеспечить плавное движение и соответствовать техническим требованиям.
2. Отремонтируйте или замените неисправные детали.
2. Очистите и осмотрите масляный насос, цилиндр и плунжер, устраните заусенцы и замените сальник.
3. Проверьте манометры.
4. Отремонтируйте или замените сильно изношенные детали.
5. Запустите гидравлическую прессовую машину и проверьте, плавно ли движется каждый цилиндр и плунжер, нет ли ползания. Проверьте, может ли опорный клапан точно остановить движущуюся балку в любом положении, и соответствует ли перепад давления требованиям процесса.
3
Электрический
1. Очистите двигатель, проверьте подшипник и замените смазку.
2. Отремонтируйте или замените поврежденные компоненты.
3. Электроприборы соответствуют требованиям стандарта на оборудование.
4
Точность
1. Калибровка уровня станка, проверка, регулировка и ремонт точности.
2. Точность в соответствии со стандартами целостности оборудования.
Правила безопасности при работе с гидравлическим прессом
Правила техники безопасности
Лица, не знакомые с устройством и характеристиками гидравлического пресса или процедурами его эксплуатации, не должны работать с машиной без соответствующего разрешения.
Запрещается производить капитальный ремонт или вскрывать машину во время ее работы.
В случае серьезной утечки масла или других ненормальных условий (таких как ненадежная работа, громкий шум или вибрация) оператор должен немедленно остановить машину и выяснить причину, чтобы устранить проблему.
Запрещается использовать машину при перегрузке или превышении максимального эксцентриситета.
Превышение максимального хода ползуна строго запрещено. Минимальная высота закрытия пресс-формы должна быть не менее 600 мм.
Электрооборудование должно иметь надежную и безопасную систему заземления.
В конце каждого рабочего дня ползунок следует перевести в нижнее положение.
Гидравлический пресс становится все более популярным в промышленном производстве благодаря развитию промышленности и гидравлических технологий.
Независимо от того, являетесь ли вы производителем или пользователем гидравлического пресса, крайне важно понимать, как рассчитать тоннаж гидравлического пресса.
Как профессиональный производитель, мы предоставим вам информацию о величине усилия, прилагаемого гидравлическим прессом, и о значении этой информации.
Чтобы определить тоннаж гидроцилиндра, необходимо знать рабочее давление в гидросистеме, а также внутренний и внешний диаметр штока цилиндра (это потребуется при расчете растягивающего усилия гидроцилиндра).
Уравнение для расчета тоннажа гидравлического пресса:
Усилие выталкивания гидроцилиндра = площадь внутреннего сечения гидроцилиндра (или площадь сечения поршня) × рабочее давление
Площадь внутреннего сечения гидроцилиндра = π*D2/4 = 3.14 × D2 ÷ 4
Рабочее давление: равно давлению, показываемому на манометре при работе с максимальной нагрузкой
Например:
Предположим, что внутренний диаметр гидроцилиндра составляет 10 см, а рабочее давление - 16 МПа (160 кгс).
Площадь внутреннего сечения гидроцилиндра можно рассчитать следующим образом: 3,14×10×10÷4=78,5 см.2
Таким образом, сила выталкивания может быть рассчитана следующим образом: 78,5 x 160 = 12560 кг = 12,56 т.
Чтобы облегчить задачу, мы создали калькулятор тоннажа гидравлического пресса.
Используя эту формулу, мы можем быстро определить тоннаж гидравлического пресса, который мы приобрели или хотим приобрести, и избежать уплаты высокой цены за оборудование с низким тоннажем.
Кроме того, с помощью этой формулы мы можем рассчитать рабочее давление собственного гидравлического пресса, чтобы не перегружать оборудование и повысить его долговечность и производительность.
Руководство по покупке для Гидравлический пресс машина
Перед покупкой гидравлического пресса вы можете задаться вопросом, какой размер лучше всего подходит для ваших нужд. Этот вопрос можно легко решить, используя формулу расчета тоннажа гидравлического пресса, приведенную выше.
Однако вы можете оказаться в затруднении, где купить гидравлический пресс. Есть много факторов, которые могут повлиять на ваше решение, и в мире существует множество авторитетных производителей гидравлических прессов.
Несмотря на это, самые экономичные гидравлические прессы часто выпускаются производителями из Китая.
Важно потратить время на поиск надежного и заслуживающего доверия производителя гидравлических прессов, который предоставит вам все необходимые технические характеристики и информацию о стоимости требуемого гидравлического пресса.
Многих интересует, какие предметы могут быть раздавлены гидравлическим прессом, а какие - нет.
Ответ на этот вопрос должен зависеть от тоннажа гидравлического пресса.
Если у вас в мастерской есть гидравлический пресс, вы можете провести тест и узнать результаты.
Возможно, в будущем у нас будет возможность попробовать и этот эксперимент.
Терминология гидравлических прессов
Вот список из 7 часто используемых терминов для обозначения гидравлики работа пресса. Опытные инженеры и операторы должны быть знакомы со всеми из них, но новички могут и не знать. Давайте рассмотрим их подробнее.
Номинальное давление: Наибольшее давление, при котором машина может работать непрерывно.
Мотив "Печать": Уплотнение скользящих частей в гидравлическом прессе, известное как подвижное уплотнение.
Принципиальная схема: Изображение гидравлической системы с помощью профессиональных графических символов.
Гидравлическая система привода: Устройство, преобразующее давление жидкости в энергию, известное как гидравлическая передача устройство.
Гидравлическая станция давления: Гидравлическое устройство, состоящее из таких компонентов, как топливный бак, гидравлический насос, мотор, регулирующий клапан и т.д.
Гидравлический баланс: Вес, поддерживаемый за счет уравновешивания давления жидкости, включая само гидравлическое прессовое оборудование.
Слив масла: Возврат масла из трубы в гидравлическом устройстве в бак или коллектор называется сливом масла.
Гидравлическая прессовая вытяжка относится к процессу позиционирования заготовки в пресс-форме во время гидравлической прессовой вытяжки. Заглушка контролирует поток металла для формирования полой заготовки.
В общем случае под глубокой вытяжкой понимается заготовка, глубина которой превышает 1/2 ее диаметра.
Сайт процесс зачистки в вырубной машине включает в себя резку и пробивку листа для придания ему нужной формы. Используемый материал может представлять собой отдельный лист или непрерывную полосу.
Штамповка включает в себя не только заготовку, но и процессы формовки, гибки, отбортовки и пробивки отверстий.
Если процесс вытяжки добавляется к процессу заготовки на пробивной машине, пресс можно назвать гидравлическим пробивным прессом.
В целом, вырубные машины имеют простую структуру, высокую скорость производства и высокую эффективность, что делает их подходящими для больших объемов и простой формовки заготовок.
С другой стороны, гидравлические прессы лучше подходят для производства средних и небольших партий продукции, требующих точности, глубины и изменяемой формы.
Эти прессы предъявляют точные требования к скорости, давлению и положению ползуна и могут быть изготовлены по индивидуальному заказу.
Когда клиенты хотят приобрести оборудование для обработки, они должны выбрать подходящую гидравлическую или механический пресс исходя из их реальных потребностей в обработке.
Гидравлический пресс V.S. Гидравлический домкрат
5-тонный гидравлический домкрат против 500-тонного гидравлического пресса
Согласие
Прочитав вышеизложенную информацию, вы должны иметь полное представление о гидравлических прессах.
Если вы хотите купить гидравлический пресс для своей мастерской, эта статья при покупке может быть вам полезен.
Кроме того, вы можете свяжитесь с нами чтобы получить предложение по гидравлическому прессу.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Представьте себе, как замирает сердце, когда неожиданно падает скользящий блок гидравлического пресса. В этой статье рассматриваются важнейшие меры безопасности для предотвращения подобных инцидентов, обеспечивающие стабильность и надежность гидравлических прессов....
Задумывались ли вы когда-нибудь о том, как создаются замысловатые узоры на противоугонных дверях? В этой статье рассматривается передовая технология гидравлического пресса для тиснения этих дверей. Вы узнаете о трудностях, связанных с...
Что отличает ведущих производителей гидравлических прессов на современном рынке? В этой статье представлены ведущие мировые компании, отмечены их особенности и инновации. Изучив предложения этих отраслевых...
Выбор подходящего гидравлического пресса может оказаться непростой задачей, учитывая широкий выбор вариантов. Какие критические факторы следует учитывать для ваших конкретных нужд? Эта статья поможет вам разобраться в...
Вы когда-нибудь задумывались о том, как с высокой точностью формируются массивные металлические детали? В этой статье мы исследуем увлекательный мир гидравлических прессов, подробно рассказывая об их применении, особенностях и тонкостях работы. Узнайте, как...
Вы когда-нибудь задумывались о том, как массивные металлические детали формируются с высокой точностью? Откройте для себя мир четырехколонного гидравлического пресса. Эта мощная машина использует гидравлическое давление для формовки таких материалов, как металл...
Вы когда-нибудь задумывались о том, как повседневные предметы, такие как кастрюли, чашки и даже детали автомобилей, получают столь точную форму? В этой статье мы рассмотрим увлекательные различия между механическими и гидравлическими прессами. Вы...
Вы когда-нибудь задумывались, как создаются машины, которые формируют наш мир? Этот блог отправит вас в путешествие по ведущим производителям машин для штамповки. Вы узнаете о...
Вы когда-нибудь задумывались о том, как выбирается кузнечное оборудование для различных областей применения? В этой статье мы рассмотрим ключевые факторы, влияющие на выбор ковочных молотов, винтовых прессов,...