Полное руководство по эксплуатации лазерного гравировального станка
Вы когда-нибудь задумывались, как сложные рисунки вытравливаются на различных материалах с такой точностью? Эта статья погружает в увлекательный мир лазерных гравировальных станков, подробно описывая их работу, меры безопасности и ключевые особенности. От советов по установке до регулировки фокуса - вы получите информацию о том, как добиться максимальной эффективности и обеспечить безопасность при работе с этими высокотехнологичными устройствами. Приготовьтесь к изучению основ и сложностей лазерной гравировки, чтобы ваши проекты были безупречными.
★ Перед началом эксплуатации оборудования пользователь должен внимательно прочитать данное руководство по эксплуатации и строго придерживаться порядка действий.
★ Лазерная обработка может быть сопряжена с риском. Пользователям следует тщательно проверить, подходит ли обрабатываемый объект для работы с лазером.
★ Перерабатываемый объект и его выбросы должны соответствовать местным законам и нормам.
★ В данном оборудовании используется лазер класса 4 (интенсивный лазерное излучение), которые могут стать причиной следующих аварий:
2. Во время лазерная обработкаВ зависимости от обрабатываемого объекта могут возникать другие излучения, а также токсичные или вредные газы.
3. Прямое воздействие лазерного излучения может привести к телесным повреждениям.
Поэтому место, где используется оборудование, должно быть оснащено противопожарным оборудованием, а скопление легковоспламеняющихся или взрывоопасных предметов вокруг рабочего места и оборудования строго запрещено. Вентиляция должна поддерживаться постоянно.
★ Окружающая среда, в которой находится оборудование, должна быть сухой, без загрязнений, вибраций, сильного электричества и магнитных помех. Температура рабочей среды должна быть в пределах 10-35°C, а влажность - 5-95% (без конденсата).
★ Рабочее напряжение оборудования составляет AC220V, 50HZ. Не включайте машину при нестабильном или несоответствующем напряжении сети.
★ Перед началом работы гравировальный станок и все сопутствующее оборудование должны быть надежно заземлены.
★ Когда оборудование включено, за ним должен следить специально выделенный человек. В случае обнаружения аномалии следует немедленно отключить все источники питания и принять соответствующие меры. Перед уходом необходимо отключить все источники питания, несанкционированный уход строго запрещен.
★ Не помещайте в оборудование предметы, не имеющие отношения к полному или диффузному отражению, чтобы предотвратить лазерные отражения на теле человека или легковоспламеняющихся предметах.
★ Оборудование следует держать вдали от электрических устройств, чувствительных к электромагнитным помехам, так как оно может создавать электромагнитные помехи.
★ Внутри лазерного оборудования есть высокое напряжение или другие потенциальные опасности. Демонтаж непрофессионалами строго запрещен.
Глава 1: Введение в лазерные гравировальные станки серии D
1.1. Внешний вид машины
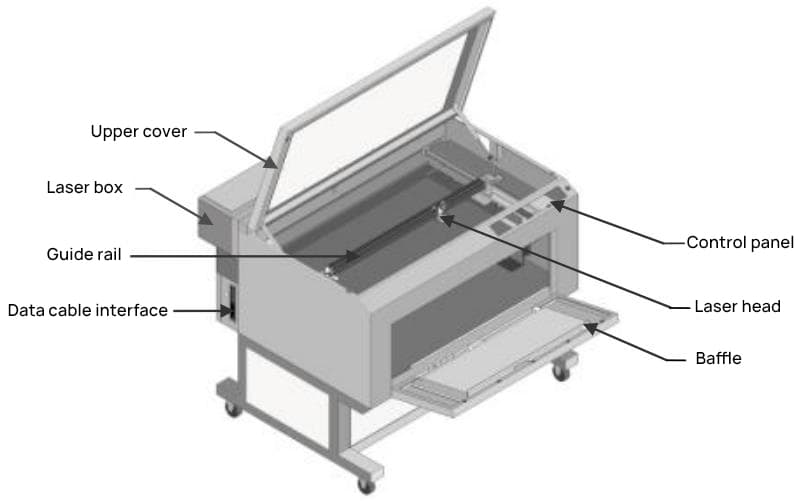
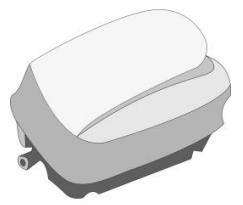
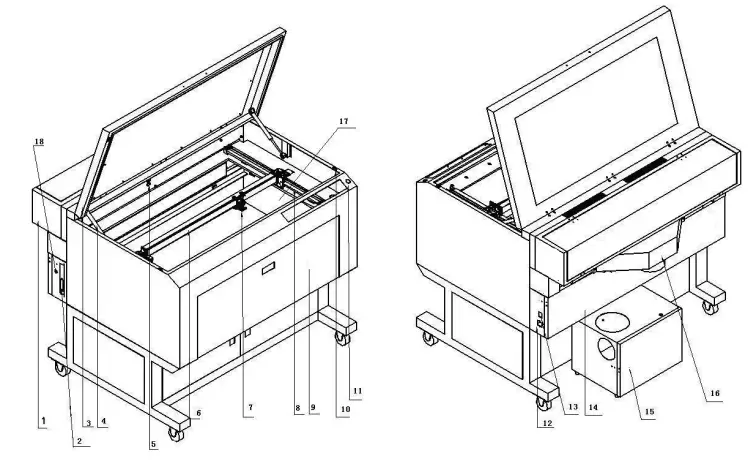
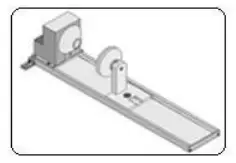
Внешний вид машины показан на рисунках 1-1 и 1-2:
Рисунок 1-1 Вид спереди машины
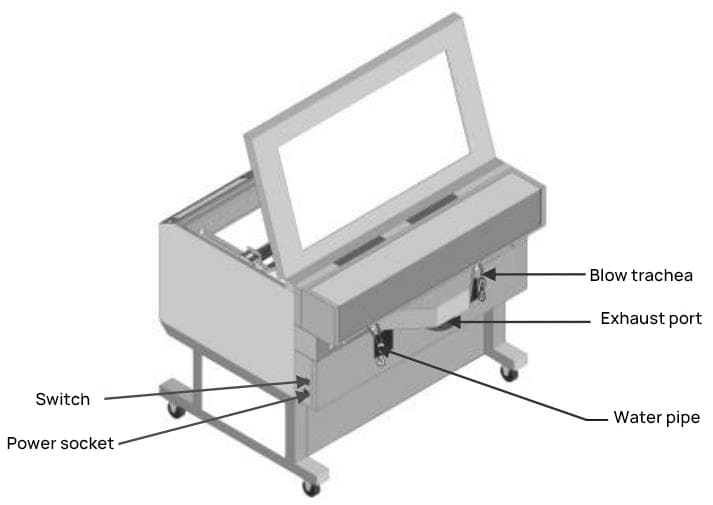
Рисунок 1-2 Вид сзади машины
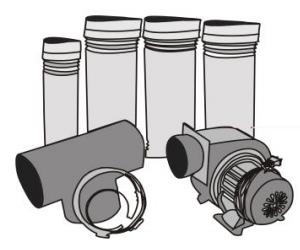
1.2. Вспомогательные детали
В дополнение к основному гравировальному станку в комплект поставки должны входить следующие аксессуары (в зависимости от наличия; дополнительные аксессуары в комплект поставки не входят):
Лазерный гравировальный станок серии D (далее - гравер) - это высокотехнологичный продукт, объединяющий оптику, механику и электронику, управляемый компьютером для работы лазера. Он включает в себя две модели: D80M и D80RF, обладающие следующими характеристиками:
Широкий спектр применения
Гравер предлагает два способа обработки: резку и гравировку. Под резкой понимается машинная обработка по контурам графики или текста с возможностью цветосегментированной резки, т. е. резки на разную глубину в зависимости от цветов линий, заданных в программном обеспечении. Гравировка подразумевает обработку всей графики или текста строка за строкой в соответствии с растровым изображением.
В режиме гравировки он может выполнять градиентную гравировку, то есть гравировать наклонную поверхность у основания рельефных линий для увеличения их прочности, что подходит для изготовления печатей и печати резиновых пластин. В режиме сканирования можно создавать полутоновые изображения, используя плотность точек для передачи глубины цвета, при этом конечный продукт напоминает черно-белую фотографию.
Этот гравер можно использовать для резки и гравировки текстиля и кожи, а также для изготовления поделок, вывесок и т.д.
Универсальность материалов
Подходит для обычных неметаллических материалов, таких как бамбук, дерево, акрил, пластик, кожа, двухцветные пластины, текстиль, бумага, резина и т.д.
Высокое качество обработки
Точность разрешения 0,025 мм обеспечивает ровные линии реза, отсутствие зазубрин, малые зазоры и точную подгонку кривых. При гравировке и сканировании он может точно выводить растровые изображения с мелкими точками сетки. Выгравированные или отсканированные изображения и фотографии могут конкурировать с изображениями, полученными на импортных лазерных граверах.
Простота использования
В комплект поставки гравера входит разработанное нашей компанией программное обеспечение ACE Art Engraving, удобное для пользователя и доступное как в китайской, так и в английской версии. Пользователи также могут установить систему драйверов печати для прямого редактирования и вывода файлов из различных приложений на базе Windows, таких как Photoshop, CorelDraw, Word, AutoCAD и т.д.
Оригинальная конструкция
Оснащенный автоматическим подъемным столом, он может обрабатывать заготовки толщиной до 250 мм.
Передняя и задняя части корпуса станка соединены между собой, что позволяет подавать материал в неограниченном количестве в направлении Y, тем самым увеличивая площадь обработки.
Рабочий стол имеет гибкую конфигурацию и может быть отрегулирован в соответствии с различными методами обработки и материалами.
Отличные условия труда
Он чист, малошумен и позволяет максимально сократить количество отходов, тем самым снижая затраты.
1.4. Основные технические параметры
Модель
D80M
D80RF
Рабочая поверхность (мм)
800*500*250(X*Y*Z)
Перемещение рабочего стола по оси Z
0-250(mm)
Режим работы
Гравировка/сканирование/резка
Скорость сканирования (мм/с)
Регулируется от 0 до 800 мм/с
Скорость резки (мм/с)
Регулируется от 0 до 3800 мм/с
Гравировка на склоне
Наклон на 360°, со свободной регулировкой величины наклона
Цветовая маркировка
До 256 слоев цветоделения при резке, разные цвета могут управлять различными скоростями, уровнями энергии, последовательностями и другими параметрами
Оптические компоненты, импортируемые из Америки, точно позиционируются с помощью системы позиционирования красного света.
Операционная система
Windows98/2000/XP
Поддерживаемые языки
Переключение между китайским и английским языками происходит плавно, при этом возможны варианты многоязычного интерфейса в соответствии с требованиями заказчика.
Интерфейсное программное обеспечение
Подлинное специализированное программное обеспечение Zhengtian для рисования, AutoCad, CorelDraw, Photoshop, CAXA и др.
Особенности программного обеспечения
Подлинный драйвер Zhengtian использует уникальный интеллектуальный алгоритм предсказания и улучшенный алгоритм управления. Основанный на платформе Windows, этот драйвер предоставляет множество функций, рассматривая устройство как стандартный принтер Windows. Его можно напрямую выводить из различных программ верстки, таких как Word, Coreldraw, Photoshop, Autocad, CAXA, что делает его более удобным в использовании. Благодаря разработанной нами системе оптимизации траектории, эффективность обработки может быть увеличена на 30%-50%.
Режим управления
Встроенная платформа управления движением, оснащенная обширной системой хранения данных, может одновременно хранить 99 файлов, демонстрируя высокую скорость обработки данных. Она обеспечивает оперативную обработку и вывод данных, предоставляет возможности человеко-машинного диалога и позволяет выполнять операции по настройке параметров непосредственно с интерфейса панели управления.
Основные характеристики
Платформа с автоматической регулировкой высоты, возможность цилиндрической гравировки и резки.
Система защиты безопасности
Система защиты от принудительного водяного охлаждения; система безопасного контроля температуры воды; система автоматической сигнализации контроля температуры; функция автоматической паузы при открытии рабочей кабины; режим работы в закрытом световом тракте.
Интерфейс устройства
Передача данных по USB обеспечивает управление по принципу "один ко многим" и "многие к одному". Он поддерживает выход в локальную сеть и может использоваться в автономном режиме.
Полная рабочая система состоит из основного блока лазерного гравировального станка, лазера, водяного насоса, бака для воды, воздушного насоса, центробежного вентилятора, вытяжной трубы, вытяжного вентилятора или воздухоочистителя, кабеля связи и т.д. В соответствии с рабочими потребностями пользователи настраивают свой собственный компьютер, принтер, сканер и т.д.
2.1. Установка лазера
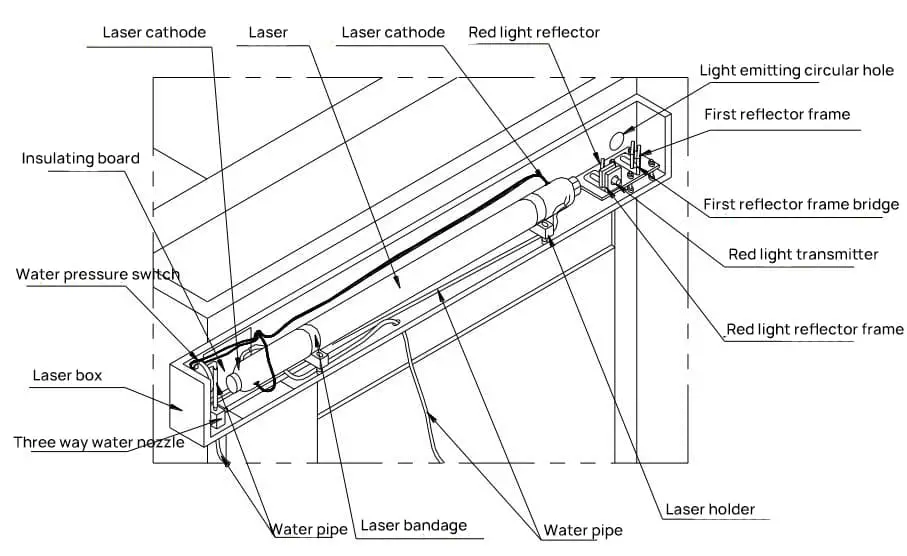
Для обеспечения безопасности транспортировки лазер упаковывается отдельно; поэтому сначала необходимо установить лазер, как показано на рис. 2-1.
Рисунок 2-1 Схема установки лазера
Шаг первый: Откройте коробку с лазером в задней части основного блока и выньте лазерную трубку.
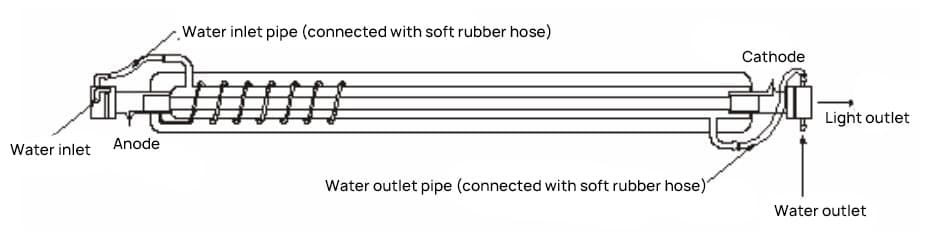
Конец лазера, излучающий свет, - это отрицательный полюс с круглым отверстием на отрицательном конце; положительный конец сплошной, и спиральная трубка возвратного воздуха в лазере часто находится на положительном конце (как показано на рис. 2-2).
Рисунок 2-2 Структурная схема лазера
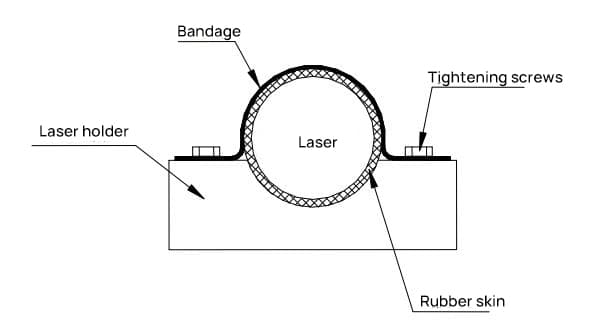
Шаг второй: закрепите лазер на гнезде лазера в лазерной коробке.
Сначала закрепите одну сторону ремешка лазера на гнезде лазера винтом M4 (Примечание: не затягивайте его сначала), оберните зеленую резину вокруг соответствующего места на лазере креповой бумагой, положите часть лазера, обернутую зеленой резиной, на гнездо лазера, затяните винты с обеих сторон ремешка и закрепите лазер на гнезде лазера (Примечание: после затяжки лазер не может двигаться, а ремешок уже касается прокладки на винте, но не прилагайте слишком большого усилия, чтобы не сломать лазер). Как показано на рисунке 2-3.
Рисунок 2-3 Крепление лазера
Шаг третий: Внешняя проводка лазера.
Соедините положительный и отрицательный провода лазера (конец лазера, излучающий свет, - отрицательный полюс, положительный конец - сплошной, на отрицательном конце есть круглое отверстие, а спиральная трубка возврата воздуха в лазере часто находится на положительном конце).
Подключите положительный полюс к красной высоковольтной линии, а отрицательный полюс - к отрицательной желтой линии. Метод: обмотайте металлическую проволоку в электрическом проводе вокруг вольфрамового стержня лазера, наденьте защитную резиновую трубку и введите клей 703, чтобы полностью погрузить открытую проводящую часть (как показано на рис. 2-4).
Примечание: Убедитесь в том, что высокое напряжение изолировано должным образом, иначе оно может стать причиной опасности.
Рисунок 2-4 Обработка высоким напряжением
Шаг 4: Подсоедините впускные и выпускные трубы к входу и выходу лазерной воды с помощью мягких резиновых шлангов соответственно (как показано на рис. 2-2).
Слегка поверните лазерную трубку, отрегулируйте положение выходной трубы так, чтобы ее вертикальная высота была ниже, чем у входной трубы. Затем затяните крепежный винт лазерного седла.
2.2. Внешняя проводка
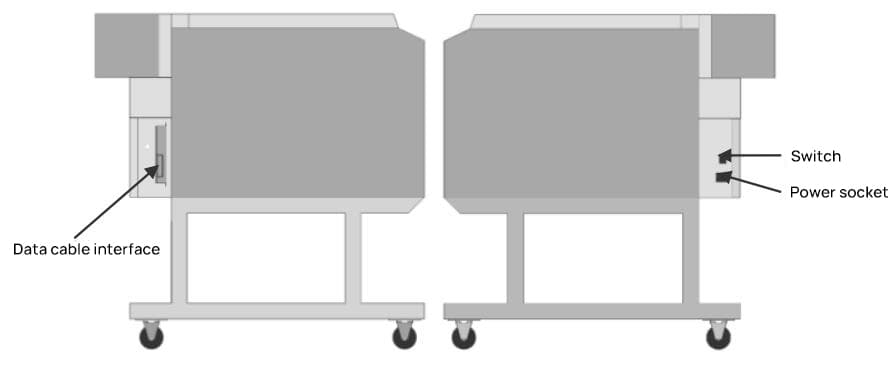
На правой стороне корпуса гравировального станка расположены гнездо питания, интерфейс передачи данных и выключатель питания (как показано на рис. 2-5).
Рисунок 2-5 Вид сбоку на корпус
Шаг 1: Подключите шнур питания к источнику переменного тока 220 В/50 Гц для подачи электроэнергии на машину.
Шаг 2: Подключите один конец кабеля данных к интерфейсу данных станка, а другой конец - к компьютеру для передачи данных на гравировальный станок.
Примечание: Не включайте питание гравировального станка до тех пор, пока не будет правильно настроена система охлаждения воды.
2.3. Система охлаждающей воды
Лазеры на стеклянных трубках во время работы выделяют тепло. Если их вовремя не охладить, лазеры могут выйти из строя, а охлаждающая вода может повлиять на нормальное световое излучение лазеров. Поэтому поддержание хорошей циркуляции воды чрезвычайно важно во время работы гравировального станка.
Примечание: Перед началом работы с лазерным гравировальным станком необходимо включить циркуляцию охлаждающей воды.
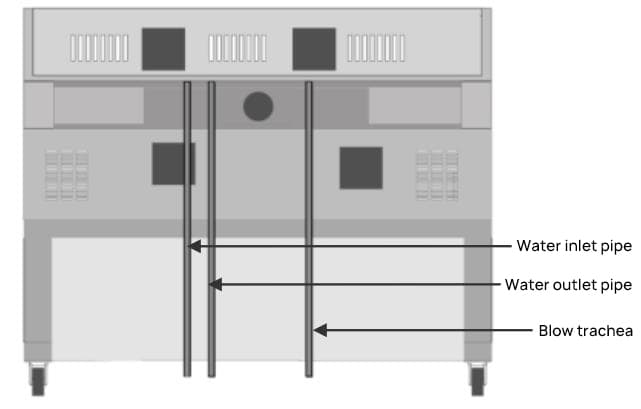
Рисунок 2-6 Задняя часть шкафа
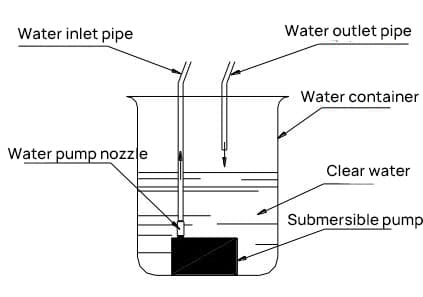
Рисунок 2-7 Принципиальная схема насоса охлаждающей воды
Подключение охлаждающей воды осуществляется следующим образом:
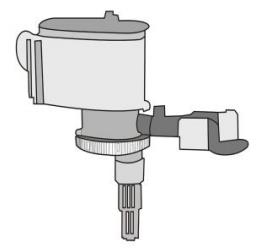
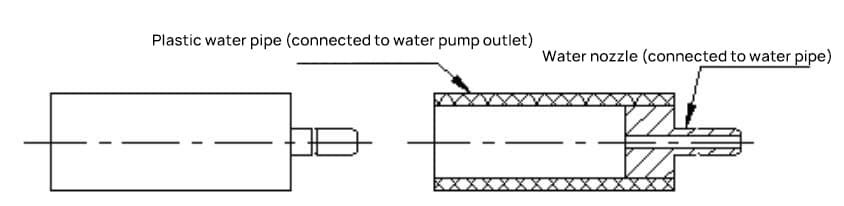
Шаг 1: В комплект поставки водяного насоса входит водяная форсунка (как показано на рис. 2-8).
Поместите один конец пластиковой трубки для воды на форсунку в горячую воду. Когда пластиковая трубка немного расширится, вставьте ее на выход воды из насоса, чтобы она служила переходом между выходом насоса и входом воды в машину.
Рисунок 2-8 Форсунка водяного насоса
Шаг 2: Наполните емкость объемом более 5 литров чистой водой и поместите в нее водяной насос.
Шаг 3: Подключите "водозаборную трубку" снаружи лазерного бокса к водяному соплу на водяном насосе, а другую "водоотводную трубку" поместите прямо в контейнер с водой. (Трубка подачи воды подключается от трехходового водяного сопла внутри лазерного бокса).
Шаг 4: Включите питание водяного насоса и наблюдайте за циркуляцией охлаждающей воды. Определить, нормальна ли циркуляция охлаждающей воды, можно следующим образом: Возьмите трубку с водой в контейнере, не подключенную к водяному насосу.
Если вода течет плавно и стабильно, это означает, что система охлаждения работает хорошо. Если вода не течет или течет неравномерно, проверьте, не повреждены ли водопроводная труба и водяной насос, а также правильно ли подсоединена водопроводная труба.
2.4. Система пылеудаления и вентиляции
2.4.1. Подключение воздушного насоса
Вставьте трубку обдува на задней панели гравировального станка (см. рис. 2-6) в воздушный насос. После включения питания воздушного насоса отверстие обдува лазерная головка начнет работать.
Обдув обрабатываемого материала воздухом во время обработки не только быстро охлаждает поверхность, но и сдувает образовавшийся в процессе обработки мусор, обеспечивая качество работы.
2.4.2. Система пылеудаления
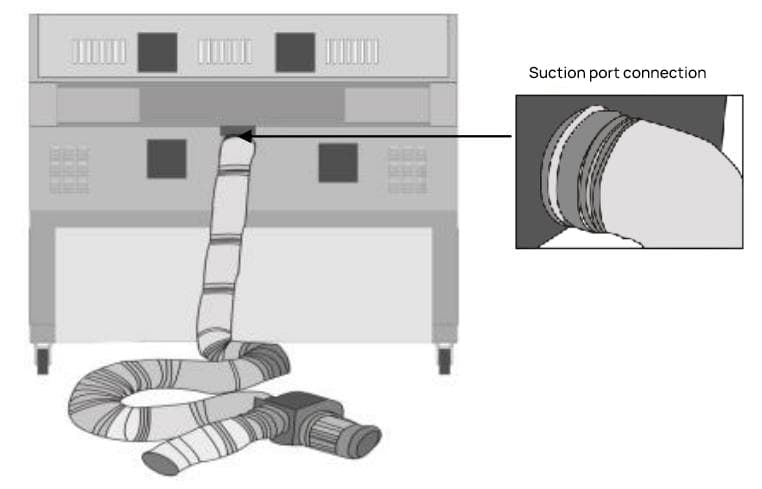
В гравировальных станках серии D используется задний выхлоп. Выхлопная труба используется для отвода отработанных газов, образующихся при обработке неметаллические материалы.
Сначала закрепите задний вытяжной короб на задней стенке шкафа, подсоедините вытяжную трубу к вытяжному отверстию и подключите вытяжной вентилятор или воздухоочиститель через трехходовую трубу, как показано на рис. 2-9:
Рисунок 2-9 Нижняя выхлопная система
2.5. Настройка светового пути
Лазерный гравировальный станок - это точный оптический прибор, и требования к регулировке светового пути высоки. Если лазер не будет выстреливаться из центра каждой линзы, это повлияет на результаты гравировки.
Поэтому регулировка светового пути очень важна при установке и использовании лазерного гравировального станка. При регулировке обращайте внимание на следующее световой путь:
Лазер невидим, поэтому не помещайте свое тело на пути света, чтобы не обжечься лазером. При регулировке пути света старайтесь, чтобы корпус загораживал ваше тело, и стойте так, чтобы свет не попадал на него.
Перед регулировкой пути света необходимо подключить внешнюю проводку, установить систему охлаждения и удалить пыль. система вентиляцииУбедитесь, что машина хорошо заземлена. Не регулируйте путь света, если циркуляция охлаждающей воды плохая.
2.5.1. Определение точки входа лазерного луча
При настройке светового тракта первым шагом является определение точки входа лазерного луча, которое выполняется следующим образом:
Шаг 1: Установите ток на амперметре на ноль, нажмите кнопку "Эмиссия высокого напряжения", затем нажмите кнопку "Ручная эмиссия", отрегулируйте ток так, чтобы выходной ток был небольшим (около 4 миллиампер), способным пробить полиэфирную пленку за 2 секунды, а затем поднимите кнопку "Ручная эмиссия".
Шаг 2: Возьмите кусок прозрачной полиэфирной пленки, используемой для позиционирования, и накройте ее перед объективом (Примечание: пленка не должна быть слишком близко к объективу, чтобы избежать загрязнения объектива расплавленным материалом, когда лазер сжигает пленку), быстро нажмите кнопку "Ручное излучение", а затем поднимите ее.
Место, где лазерный луч прожигает круглое отверстие на пленке, соответствует точке его входа в объектив (иногда на пленке прожигаются два круглых отверстия, меньшее из которых прожигается лучом, отраженным от объектива, и угол, образованный точкой падения и точкой отражения, может приблизительно показать направление пути света).
Если два отражающих зеркала находятся далеко друг от друга, сначала необходимо определить направление пути света между двумя зеркалами. Конкретный метод: вставьте полиэфирную пленку в световой путь между двумя зеркалами и двигайтесь от позиции рядом с предыдущим зеркалом к следующему зеркалу, найдите световой путь от ближнего к дальнему, и каждый раз, когда полиэфирная пленка перемещается на определенное расстояние, нажмите кнопку "Manual Emission", а затем поднимите ее, требуя, чтобы каждый лазер попадал на полиэфирную пленку, так чтобы найти направление светового пути между двумя зеркалами.
Примечание: Перед регулировкой пути света, вы должны сначала убедиться, что точка излучения света лазера и центр первого отражающего зеркала держатель примерно на той же горизонтальной высоте, и сделать отраженный свет первого отражающего зеркала может быть выстрел из светового отверстия на лазерной коробке, и в то же время убедитесь, что центр первого отражающего зеркала и второго отражающего зеркала находятся на той же горизонтальной высоте.
Если обнаружится, что они не находятся на одинаковой горизонтальной высоте, необходимо отрегулировать высоту моста держателя первого отражающего зеркала и лазера.
2.5.2. Принцип регулировки светового пути
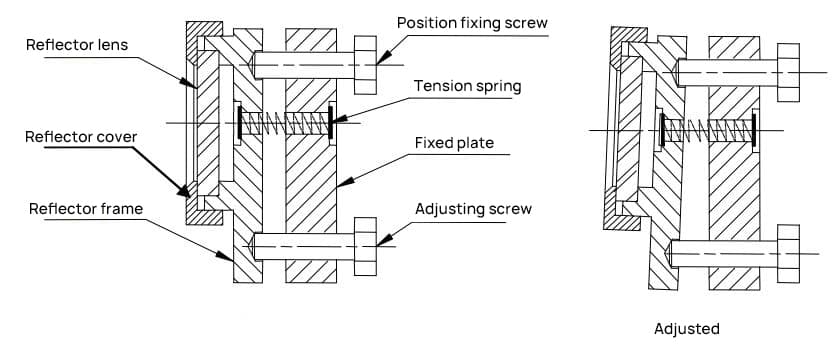
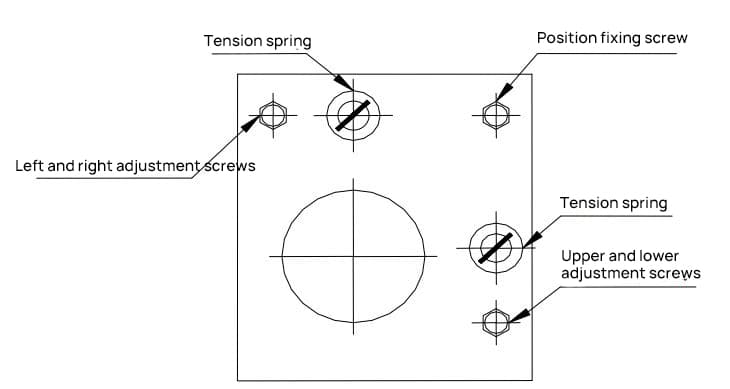
Регулировка траектории света достигается в основном за счет изменения угла отклонения зеркала. За держателями 1-го и 2-го зеркал расположены три винта, выдвижение и затягивание которых определяет угол наклона зеркала. Принцип работы показан на рисунках 2-10 и 2-11:
При регулировке левого и правого регулировочных винтов кронштейна предыдущего зеркала кронштейн будет вращаться вокруг вертикальной оси, образованной винтом фиксации положения и винтом регулировки вверх-вниз, в результате чего точка падения на последующем зеркале будет смещаться влево или вправо.
При регулировке винта регулировки вверх-вниз зеркало будет вращаться вокруг горизонтальной оси, образованной винтом фиксации положения и винтом регулировки влево-вправо, в результате чего точка падения на следующем зеркале будет смещаться вверх или вниз.
При регулировке винта фиксации положения зеркало будет вращаться вокруг косой оси, образованной винтом регулировки влево-вправо и винтом регулировки вверх-вниз, в результате чего точка падения на следующем зеркале будет перемещаться одновременно в направлениях влево-вправо и вверх-вниз.
Из-за большого размера машины и длинного светового пути между предыдущим и последующим зеркалами при регулировке светового пути необходимо вносить небольшие изменения в три регулировочных винта на зеркале.
2.5.3. Метод корректировки светового пути
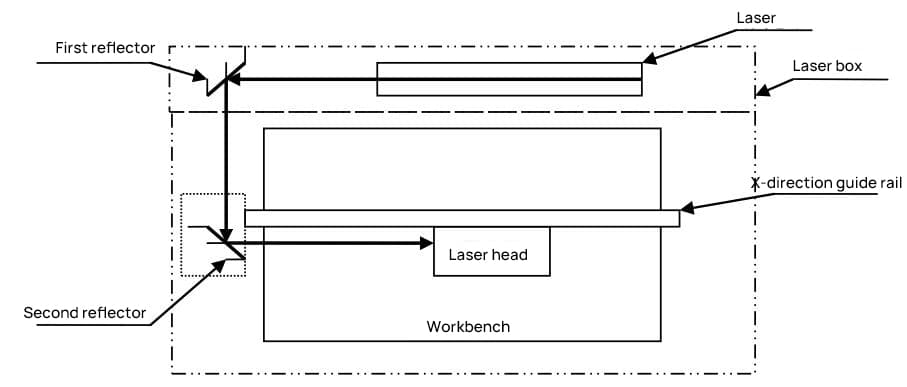
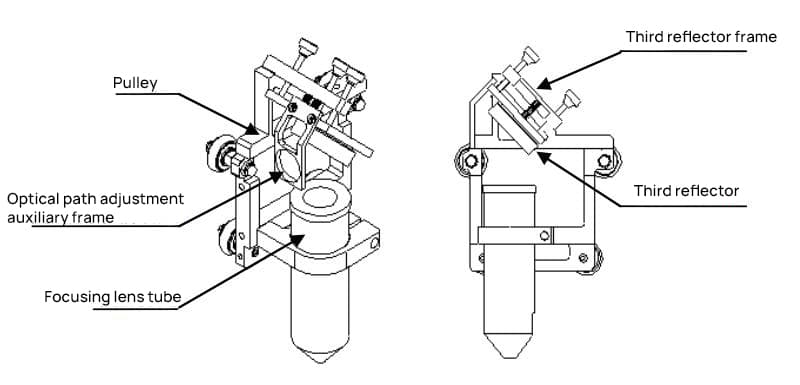
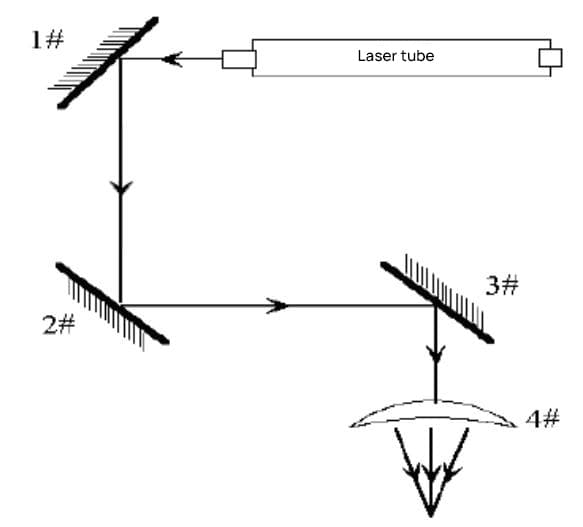
Световой тракт машины и структура лазерной головки показаны на рисунках 2-12 и 2-13:
Рисунок 2-12: Схема светового тракта
Рисунок 2-13: Структурная схема лазерной головки
При регулировке траектории света сначала отрегулируйте каждое зеркало так, чтобы оно было примерно перпендикулярно горизонтальной поверхности и составляло угол 45° по отношению к направлению X. В это время длина трех регулировочных винтов между кронштейном зеркала и крепежной пластиной кронштейна должна быть примерно одинаковой.
Шаг 1: Сначала настройте пучок света, испускаемый лазерной трубкой, так, чтобы он попал в центр зеркала #1 (метод см. в разделе 2.5.1).
Шаг 2: Прикрепите двусторонний скотч (или другой материал для нанесения меток) к кронштейну регулировки светового пути зеркала #2, переместите траверсу в положение, ближайшее к лазерной трубке, произведите точечную стрельбу (контролируйте соответствующую интенсивность света) и сделайте метку (примечание: чтобы лазерное излучение не навредило людям, сначала используйте кусок картона, чтобы проверить приблизительное положение светового пятна, а затем отрегулируйте).
Шаг 3: Постепенно переместите траверсу в положение, наиболее удаленное от лазерной трубки, произведите точечную стрельбу и сделайте отметку.
Шаг 4: Если две метки не совпадают, отрегулируйте зеркало #1, чтобы выровнять центры двух меток.
Шаг 5: Повторяйте шаги со второго по четвертый, пока центры двух меток полностью не совпадут.
Шаг 6: Прикрепите двусторонний скотч (или другой материал для нанесения меток) перед зеркалом #3, переместите тележку (лазерную головку) в положение, ближайшее к зеркалу #2, сделайте точечный выстрел (контролируйте соответствующую интенсивность света) и нанесите метку.
Шаг 7: Постепенно переместите тележку (лазерную головку) в положение, наиболее удаленное от зеркала #2, произведите точечный выстрел (желательно сначала использовать кусок картона, чтобы проверить примерное положение светового пятна во избежание травм) и сделайте отметку.
Шаг 8: Если две метки не совпадают, отрегулируйте зеркало #2, чтобы выровнять центры двух меток.
Шаг 9: Повторяйте шаги с шестого по восьмой, пока центры двух меток полностью не совпадут.
Шаг 10: Прикрепите двусторонний скотч к точке входа света в тубус фокусировочного объектива под зеркалом #3, сделайте точечную съемку и поставьте отметку. Если она находится в центре, значит, она проходит.
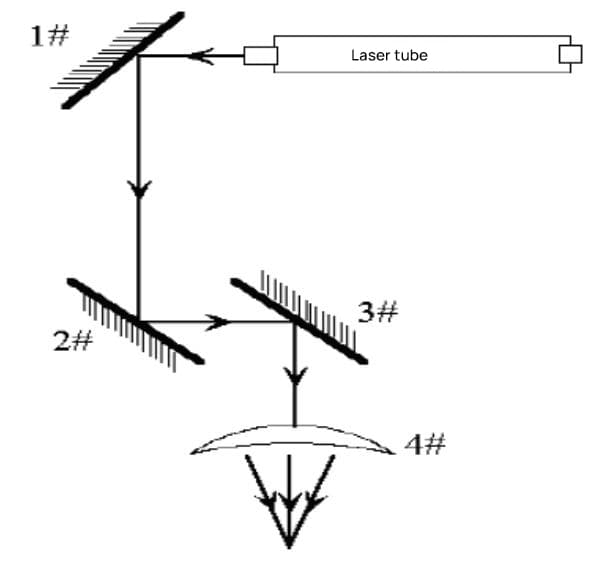
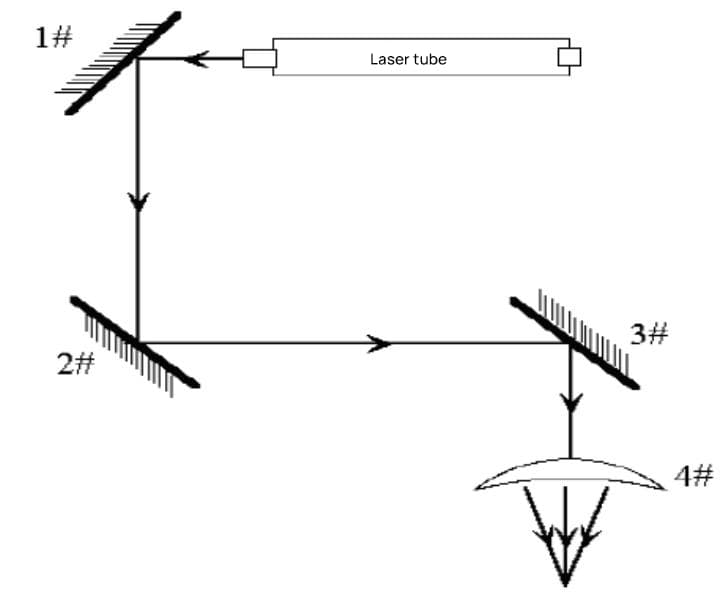
Шаг 11: Если лазер не попадает в центр точки входа света, как показано на рисунке ниже:
Вертикальное отклонение: Лазерную трубку можно только поднимать или опускать.
Горизонтальное отклонение: Лазерная трубка может быть отрегулирована только внутрь или наружу.
В этом случае точка приземления находится сверху и снаружи. Поэтому лазерную трубку нужно опустить, а затем начать все с первого шага.
Примечание: Вышеуказанные работы должны выполняться оператором, прошедшим профессиональное обучение.
2.6. Регулировка фокусировки
Для эффективной гравировки требуется небольшое лазерное пятно и концентрированная мощность. Только при соблюдении этих двух условий можно обеспечить точность и глубину гравировки. Когда лазерный луч впервые испускается из лазера, его диаметр составляет около 3 миллиметров, плотность мощности низкая, и он не может гравировать.
После фокусировки фокусирующей линзой луч в фокусе становится тоньше, его диаметр составляет около 0,1 миллиметра, и это оптимальное положение для гравировки. Поэтому фиксация гравируемой плоскости в фокусе фокусирующей линзы является необходимым условием для успешной гравировки.
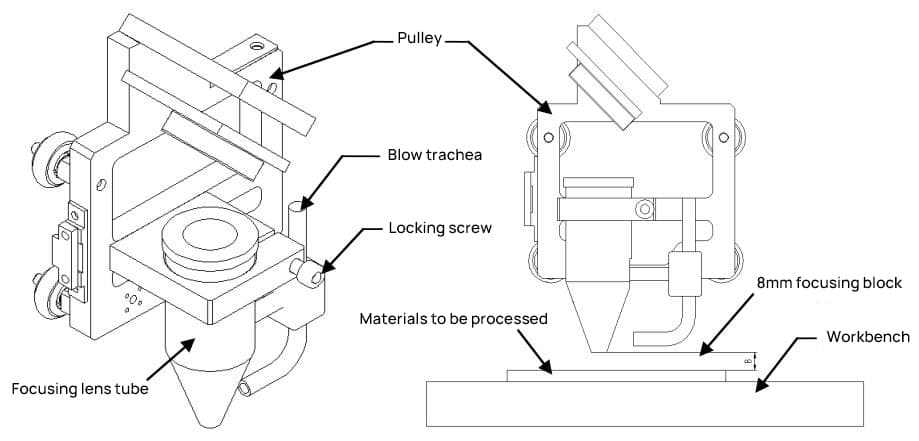
2.6.1. Простая фокусировка
Фокусирующая линза установлена внутри тубуса фокусирующей линзы. После ослабления стопорного винта на зажиме лазерной головки типа "ручка" тубус фокусирующей линзы может перемещаться вверх и вниз в зажиме (см. рис. 2-14). Фокальная плоскость находится на 8 мм ниже нижнего края тубуса фокусирующей линзы. В комплект принадлежностей станка входит акриловый фокусировочный блок толщиной 8 мм для определения фокальной плоскости.
Рисунок 2-14 Регулировка фокусного расстояния
При настройке фокусного расстояния поместите обрабатываемый материал на верстак, затем положите фокусировочный блок на поверхность материала. Ослабьте стопорный винт на зажиме лазерной головки типа "ручка", переместите трубку фокусирующей линзы вверх и вниз так, чтобы нижняя поверхность трубки линзы касалась стеклянного блока. В этот момент поверхность обрабатываемого материала находится в фокальной плоскости. При необходимости отрегулируйте высоту фокальной точки, а затем затяните стопорный винт.
2.6.2. Сложная фокусировка
Фокусное расстояние определяется фокусирующей линзой, и разные фокусирующие линзы могут иметь немного разное фокусное расстояние. Поэтому при замене фокусировочной линзы положение тубуса фокусировочной линзы должно быть отрегулировано следующим образом:
Шаг первый: Нажмите "переключатель высокого напряжения", затем нажмите кнопку "ручное излучение света", отрегулируйте выходной ток лазера примерно до 5 миллиампер, а затем поднимите кнопку "ручное излучение света".
Шаг второй: Найдите фокусную точку.
1) Наклоните акриловое стекло и положите его на верстак так, чтобы его боковая поверхность находилась под углом примерно 50-60 градусов по отношению к поверхности верстака.
2) Используя кнопки перемещения на панели управления, переместите фокусировочную линзу в соответствующее положение над акриловым стеклом.
3) Нажмите кнопку "ручное излучение света" и переместите фокусирующую линзу в направлении X, пусть лазер нарисует линию, толстую с обоих концов и тонкую в середине на прозрачном акриловом стекле. Затем поднимите кнопку "ручное излучение света". Самая тонкая точка на линии - это положение фокусной точки.
Шаг 3: Измерьте расстояние от самой тонкой точки на прозрачном акриловом стекле до нижней поверхности тубуса фокусирующей линзы. Это расстояние можно использовать в качестве опорного значения для регулировки высоты фокусной точки фокусирующей линзы при последующей гравировке.
2.7. Текущая корректировка
Включите выключатель питания, и только после обеспечения хорошей циркуляции охлаждающей воды можно нажать кнопки "переключатель высокого напряжения" и "ручное излучение света", отрегулируйте выходной ток, повернув ручку регулировки тока на панели управления. В этот момент лазер излучает свет.
Внимание: Лазер излучает невидимый свет, поэтому не вставляйте руку в оптический тракт во избежание ожогов. Вы можете вставить позиционирующую полиэфирную пленку в оптический канал, чтобы определить, излучается ли свет.
Глава 3: Использование лазерного гравировального станка серии D
3.1. Требования к среде размещения
Напряжение
Внешнее напряжение должно соответствовать стандартному напряжению 220 В/50 Гц. Высокое или низкое и нестабильное напряжение будет влиять на работу гравировального станка, распространенные проблемы могут включать ошибки передачи данных, нестабильность мощность лазера, сокращение срока службы лазера и т. д. Если есть проблемы с напряжением питания, необходимо установить стабилизатор напряжения.
Температура
Для обеспечения нормальной работы циркуляционной воды температура окружающей среды должна поддерживаться в пределах 10℃~35℃. Если температура в помещении высокая или время гравировки длительное, обратите внимание на температуру циркулирующей воды. Высокая температура воды ослабит эффект охлаждения и повлияет на нормальное световое излучение лазера. При необходимости увеличьте количество циркулирующей воды в контейнере и часто меняйте воду.
Влажность
Внутри гравировального станка существует высоковольтная среда, а высокая влажность может легко вызвать воспламенение высокого напряжения, что очень опасно, поэтому гравировка в слишком влажной среде строго запрещена, а внутренняя поверхность корпуса станка должна быть сухой.
Кроме того, слишком сухая среда и кондиционеры могут легко вызвать накопление статического электричества на поверхности корпуса машины, что приведет к ошибкам при передаче данных, чего также следует избегать. Хорошее заземление может снять статическое электричество, особенно если источник питания не имеет провода заземления, его необходимо заземлить в соответствии с методом, описанным в главе 2.
Вода
Охлаждающая вода очень важна для гравировального станка. Если водопроводная вода слишком жесткая, ее следует заменить на чистую, чтобы предотвратить блокировку лазера отложениями накипи. Циркулирующая вода также должна быть чистой.
Чистота
При обработке пластика, кожи и резины образуются коррозийные кислотные отложения, которые не только разрушают покрытие объектива, но и наносят непоправимый вред печатной плате. Поэтому остатки гравировки следует очищать каждый день, а все подверженные ржавчине детали протирать машинным маслом.
Также важно обеспечить беспрепятственную работу системы вентиляции и пылеудаления. Всасывающее отверстие, вытяжная труба и вытяжной вентилятор должны регулярно разбираться и чиститься, чтобы обеспечить беспрепятственный отвод отработанных газов и пыли.
3.2. Использование панели управления
Панель управления расположена в передней правой части станка и отвечает за регулировку тока, ручное излучение света и ручное управление движением гравировального станка по осям X и Y. Как показано на рисунке 3-1:
Рисунок 3-1: Панель управления
Функции различных компонентов на панели управления следующие:
Кнопка RST: Кнопка плавного сброса. При нажатии текущий файл обработки отменяется, и устройство возвращается в исходное положение в правом верхнем углу.
↑Кнопка: Кнопка выбора меню. Используется для выбора меню на ЖК-экране.
Свет/↓ Кнопка: Многофункциональная кнопка. Кнопка выбора меню вниз. Когда на экране отображается "Adjust light path (on)", эта кнопка управляет переключателем светового пути. При нажатии этой кнопки лазер излучает свет. Нажатие кнопок "OK" и "Esc" управляет подъемом рабочего стола.
Кнопка OK: Изменение состояния светового тракта; вход в меню следующего уровня; подтверждение и сохранение изменений; после сохранения данных в памяти нажатие этой кнопки может повторить вывод данных, сохраненных в памяти.
Кнопка Esc: Выход из текущего меню, возврат в предыдущее меню; отмена сохранения изменений.
Кнопка позиционирования лазерной головки: Состоит из кнопок направления вверх, вниз, влево и вправо. В автономном режиме работы (когда компьютер не отправил данные на гравер) нажатие любой из этих кнопок приведет к перемещению лазерной головки в направлении, указанном стрелкой.
Кнопка F: Кнопка позиционирования. При нажатии загорается индикатор в правом верхнем углу этой кнопки, и текущие координаты положения тележки устанавливаются в качестве начала обработки.
Кнопка "Вверх": Нажмите эту кнопку, чтобы поднять поверхность рабочего стола.
Кнопка "Вниз": Нажмите эту кнопку, чтобы опустить поверхность рабочего стола.
Ручка регулировки тока: эта ручка регулирует выходной ток, поворот вправо увеличивает его, поворот влево уменьшает. При одновременном нажатии на "переключатель высокого напряжения" и "ручной выход света" вы можете увидеть величину выходного тока на амперметре. (Примечание: Во время настройки сначала выведите фокусирующую линзу из материала, чтобы не сжечь обрабатываемый материал).
Переключатель высокого напряжения: После нажатия на этот переключатель, лазерный блок питания будет обеспечивать высокое напряжение для лазера в соответствии с командой. Перед каждой гравировкой, пожалуйста, убедитесь, что вы нажали переключатель высокого напряжения, в противном случае лазер не будет излучать свет.
Ручной выход света: После нажатия "переключатель высокого напряжения", нажмите этот переключатель снова, и лазер будет непрерывно излучать свет в соответствии с текущим размером, указанным "выходной ток".
"!" Кнопка: Кнопка жесткой перезагрузки. После нажатия этой кнопки устройство перезагружается, интерфейс передачи данных подключается заново и возвращается в исходное состояние после загрузки.
Амперметр: Показания амперметра - это фактический выходной ток гравера, который связан с выходной мощностью лазера. Ток гравера можно регулировать.
Жидкокристаллический дисплей: При запуске и самопроверке на экране дисплея появляются следующие параметры:
Просмотр файлов
Системные настройки
Регулировка светового контура (Выкл.)
Нажмите кнопку OK, чтобы изменить состояние светового пути.
Используйте кнопку со стрелкой вверх для перемещения по меню. Нажмите кнопку OK, чтобы перейти в режим регулировки светового пути, и на дисплее появится сообщение:
Просмотр файлов
Системные настройки
Регулировка траектории света (Вкл.)
В этот момент нажмите клавишу со стрелкой "свет/вниз", чтобы вручную создать лазерный луч, который можно использовать для настройки пути света и фокуса.
Когда гравировальный станок работает, на дисплее отображается :
Повторная обработка
Обработка Позиционирование
Время (часы: минуты: секунды) XX:XX:XX
Это соответствует времени, необходимому для обработки файла.
В это время горит красная лампочка на индикаторе BUSY. Нажатие кнопки паузы вызывает звуковой сигнал и заставляет мигать красный индикатор.
3.3. Основная процедура эксплуатации
Шаг 1: Установите лазер, подключите систему охлаждения воды и пылеудаления (см. подробности в разделах 2.1, 2.3, 2.4). Включите водяной насос, воздушный насос, вытяжной вентилятор или воздухоочиститель и проверьте, правильно ли работает циркуляция охлаждающей воды. Примечание: Во избежание повреждения лазера категорически запрещается использовать машину, если циркуляция охлаждающей воды не функционирует должным образом.
Шаг 2: Подключите кабель питания, линию печати и провод заземления (см. подробности в разделе 2.2). Перед включением питания гравировального станка и компьютера убедитесь, что шнур питания, линия печати и провод заземления правильно подключены.
Шаг 3: Настройте световой путь. Поскольку лазерный гравировальный станок является прецизионным оптическим прибором, он требует высокой степени точности настройки светового тракта. Если лазер не попадает в центр каждого зеркала, это повлияет на качество гравировки. Пользователям рекомендуется всегда проверять правильность работы светового тракта перед каждой операцией (см. метод работы в разделе 2.5). Примечание: Регулировка светового тракта должна выполняться только профессионально подготовленными операторами.
Шаг 4: Установите драйверы печати, драйверы USB-ключей и программное обеспечение ACE (см. руководство по программному обеспечению ACE и руководство пользователя системы драйверов принтера).
Шаг 5: Графическое редактирование. Используйте гравировальное программное обеспечение ACE для расположения содержимого и гравировки. Вы также можете импортировать в программу ACE заранее подготовленные файлы *.Bmp или *.Plt (см. конкретные методы работы в руководстве по программе ACE).
Шаг 6: Обработка позиционирования. После того как разметка завершена, необходимо определить положение обработки перед размещением материала. Метод позиционирования обработки заключается в следующем: Снимите обрабатываемый материал, положите лист бумаги на рабочий стол, нажмите на значок "Позиционирующая рамка" в программе ACE на основе готового макета. После этого гравировальный станок нарисует на бумаге позиционную рамку (примечание: используйте небольшой ток в это время, см. руководство по программному обеспечению ACE для конкретных методов работы).
Шаг 7: Определите параметры обработки. Параметры включают в себя интервал, скорость и ток. Интервал обработки означает, выводится ли матрица строка за строкой или с интервалом во время гравировки и сканирования; скорость обработки означает скорость перемещения траверсы и каретки; ток обработки означает ток лазера.
Для различных методов обработки, материалов, глубины гравировки и резки требуются разные параметры. Они должны быть установлены в соответствии с свойства материала и требования к обработке перед обработкой и часто требуют экспериментов. Когда лазер был использован в течение длительного периода, выходная мощность будет уменьшаться, поэтому, пожалуйста, увеличьте выходной ток в соответствии с требованиями.
Интервал и скорость задаются в программном обеспечении, а регулировка тока осуществляется двумя способами:
Регулировка осуществляется непосредственно на панели управления. После нажатия кнопки "Переключатель высокого напряжения" нажмите "Ручное излучение света", а затем поверните ручку регулировки тока, чтобы отрегулировать ток. Ток, отображаемый на амперметре в это время, является максимальным выходным током.
Этот метод следует использовать для настройки максимального тока перед каждой обработкой (внимание: перед настройкой тока удалите обрабатываемый материал во избежание его повреждения).
Настройте в программном обеспечении. Для разных объектов обработки в программном обеспечении можно установить разные методы обработки, а для разных методов обработки - разные уровни мощности.
Процент мощности может быть задан в уровне мощности для управления током (см. руководство по программному обеспечению ACE для конкретных операций). Фактический выходной ток во время обработки - это ток, отрегулированный вручную, умноженный на процент мощности для каждого метода обработки.
Другой способ управления выходной мощностью - установить линии на разные цвета при редактировании изображения, и процент мощности будет определяться цветом (см. руководство по программному обеспечению ACE для конкретных операций).
Шаг 8: Размещение рабочего материала и фокусировка
Убедитесь, что кнопка "Ручной выброс" не нажата, затем поместите рабочий материал в позиционирующую рамку на белую бумагу. Отрегулируйте высоту подъемного столика каретки так, чтобы расстояние от обрабатываемой поверхности до поверхности под вытяжным колпаком составляло 8 мм. В этот момент обрабатываемая поверхность находится в фокальной плоскости объектива конденсора (подробнее см. раздел 2.6).
Шаг 9 Обработка вывода данных
После размещения рабочего материала сгенерируйте и выведите данные в компьютер, и гравировальный станок начнет обработку (конкретные методы работы см. в руководстве пользователя программного обеспечения ACE).
Примечание: Перед выводом данных убедитесь, что "Переключатель высокого напряжения" нажат, но не нажимайте "Ручной выброс".
Шаг 10: Завершение обработки
По окончании обработки раздастся звуковой сигнал. Во время обработки, если циркуляция охлаждающей воды нарушена, обработка будет автоматически остановлена, пока циркуляция охлаждающей воды не придет в норму. После завершения обработки обязательно очистите рабочий стол и следите за чистотой гравировального станка.
Глава 4: Структура лазерного гравировального станка серии D
Оснащен внутренним CO2 лазер, также могут быть настроены импортные радиочастотные лазеры.
4.2.2. Система световых траекторий
В комплект входят три отражающих зеркала и одна фокусирующая линза. Свет, производимый лазером, отражается от зеркал и попадает на фокусирующую линзу, затем фокусируется фокусирующей линзой в полезный луч. Первое отражающее зеркало находится в лазерном боксе, второе зеркало может перемещаться по оси Y вместе с поперечной балкой, а третье зеркало и фокусирующая линза находятся в лазерной головке (рис. 4-1).
4.2.3. Источник питания лазера
Блок питания лазера установлен в нижней части задней стенки корпуса гравировального станка (рис. 4-1), он преобразует переменное напряжение 220 В в высокое напряжение, необходимое для работы лазера. Блок питания должен быть настроен в соответствии с мощностью лазера.
4.3. Секция управления
4.3.1. Главная плата
Главная плата установлена на правой стороне корпуса гравировального станка. Являясь основным компонентом управления лазерным гравировальным станком, она анализирует и преобразует данные, полученные от компьютера, затем передает их на лазерный гравировальный станок, тем самым завершая обработку в соответствии с содержанием, отредактированным в программном обеспечении. (Схему электрических соединений см. в приложении 3)
4.3.2. Нижняя плата
Нижняя плата устанавливается рядом с основной платой. Ее основная функция - приводить в действие двигатель, обеспечивать рабочий ток для главной платы и передавать на главную плату информацию о состоянии каждого компонента, позволяя главной плате управлять работой машины. (Схему электрических соединений см. в Приложении 3)
4.3.3. Панель управления
Панель управления расположена на правой передней панели машины, подробная информация об использовании и функциях приведена в разделе 3.2.
4.4. Рабочий стол
Рабочий стол имеет гибкую конфигурацию и автоматическую регулировку высоты. В зависимости от методов обработки и материалов можно выбрать различные варианты установки стола.
Плоский стол - подходит для производства резиновых плит и обработки других распространенных материалов.
Стол с полосками для ножей - подходит для таких целей, как резка акрила (опция).
Стол с сотами - подходит для резки текстиля, кожи и других материалов (опция).
Во время обработки кладите материал прямо на рабочий стол. Для легких материалов или материалов, склонных к тепловым деформациям, используйте грузы для фиксации краев или двусторонний скотч для приклеивания к рабочему столу. В соответствии с конкретными потребностями можно также использовать нестандартные приспособления.
4.5. Другие вспомогательные детали
4.5.1. Система циркуляции воды (применяется для бытовых трубчатых лазеров)
Система циркуляции воды включает в себя впускные и выпускные трубы и погружной насос. На сайте трубчатый лазер нагревается во время работы.
Если не обеспечить своевременное охлаждение, лазер может разорваться и выйти из строя. Поэтому гравировальные станки, оснащенные трубчатыми лазерами, должны обеспечивать хорошую циркуляцию воды во время работы. Это очень важно при использовании гравировального станка с трубчатым лазером, и этому следует уделить особое внимание.
Лазерные гравировальные станки этой серии оснащены устройством сигнализации нехватки воды. Если циркуляция охлаждающей воды внутри лазера нарушена, гравировальный станок подаст сигнал тревоги и прекратит работу до тех пор, пока циркуляция охлаждающей воды не будет восстановлена.
4.5.2. Система пылеудаления и вентиляции
Система удаления пыли и вентиляции включает в себя воздушный насос, воздуходувную трубу, воздухоочиститель (или вытяжной вентилятор) и вытяжную трубу. Выдуваемый воздух не только быстро охлаждает обрабатываемую поверхность, но и сдувает пыль и другой мусор, образующийся в процессе работы, обеспечивая качество обработки.
Многие неметаллические материалы в процессе лазерной обработки выделяют едкий газ, что требует использования воздухоочистителя (или вытяжного вентилятора) для отвода газа. В данной серии лазерных гравировальных станков используется задний способ вытяжки (Примечание: воздухоочиститель является дополнительным аксессуаром, который необходимо приобретать отдельно; данный гравировальный станок поставляется только с вытяжным вентилятором).
4.6. Ротационная насадка (опция)
Вращающаяся насадка - это дополнительная принадлежность, предназначенная в основном для обработки цилиндрических предметов. Ее использование выходит за рамки двухмерной обработки, позволяя обрабатывать такие предметы, как держатели для ручек и трофеи, значительно расширяя возможности пользователя.
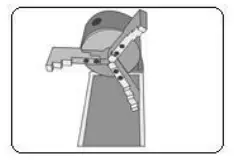
Существует три типа ротационных насадок: большие, малые и трехчелюстные:
Рисунок 4-3 Малая ротационная насадка
Может удерживать цилиндры диаметром 5~20 миллиметров
Рисунок 4-4 Большая ротационная насадка
Может удерживать цилиндры диаметром 8~100 миллиметров
Рисунок 4-5 Трехчелюстная поворотная насадка
Может удерживать цилиндры диаметром 160-260 миллиметров
Глава 5: Меры предосторожности и основные моменты технического обслуживания
5.1. Меры предосторожности и ежедневное обслуживание
1. Данный продукт представляет собой передовую технологию, объединяющую оптику, механику и электронику. Для обеспечения вашей безопасности и правильного функционирования устройства не открывайте самовольно заднюю крышку гравировального станка и не изменяйте его внутреннюю структуру.
2. Гравировальный станок следует устанавливать на ровной поверхности и держать в устойчивом положении, чтобы избежать опрокидывания. Будьте осторожны, чтобы избежать столкновений при перемещении станка.
3. Подключите вентиляционную трубу вытяжного вентилятора или воздухоочистителя к внешней стороне, чтобы обеспечить хорошую вентиляцию.
4. Следите за чистотой и сухостью внутри гравировального станка. Скопление пыли и влаги может значительно сократить срок службы станка. Избегайте использования в чрезмерно влажной среде (относительная влажность должна быть менее 80%); не допускайте попадания воды или воздействия влаги на внутренние части машины.
5. Перед использованием проверьте охлаждающую воду, кабели передачи данных и линии питания. Категорически запрещается работать без охлаждающей воды, чтобы предотвратить перегорание лазера. Охлаждающая вода должна быть чистой. Накипь и мусор в грязной воде могут засорить трубы и лазер, повлиять на эффект гравировки и даже привести к взрыву.
Если в лазере обнаружены отложения накипи, их следует немедленно устранить. Можно добавить немного соляной кислоты (около 10%) в циркулирующую воду, запустить насос примерно на 20 минут, и как только будет замечено, что накипь в стеклянной трубке растворилась, заменить ее чистой водой, чтобы удалить отложения.
6. Система удаления пыли из выхлопной трубы имеет свойство накапливать дым и пыль. Если ее своевременно не чистить, она может засориться. Ее следует чистить не реже одного раза в неделю. При очистке сначала снимите выхлопную трубу, высыпьте пыль из нее, затем протрите лопасти вытяжного вентилятора и воздухозаборник влажной тряпкой.
7. Зеркало отражения и зеркало фокусировки являются расходными материалами. Если их не обслуживать своевременно, дым и пыль, образующиеся в процессе гравировки, могут разъедать покрытие зеркала.
Поврежденное покрытие не может полностью отражать или пропускать лазер; вместо этого оно поглощает тепло, генерируемое лазером, что не только влияет на эффект гравировки, но и может привести к разрушению зеркала. Особый метод ухода за зеркалом заключается в следующем:
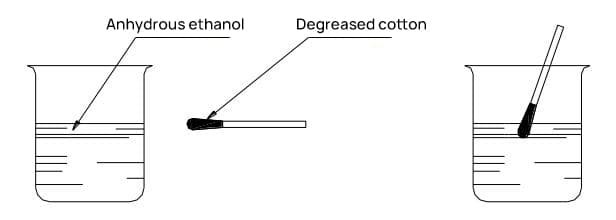
Рисунок 5-1 Схема очистки отражающих зеркал
Осмотрите отражающие зеркала, на поверхность которых нанесена золотая пленка. При правильной очистке они должны иметь равномерный золотистый цвет. Если на них есть пятна или следы, аккуратно сотрите их обезжиривающим ватным тампоном, смоченным в безводном этаноле, как показано на рис. 5-1.
При очистке фокусирующей линзы открутите крышку объектива, извлеките линзу, очистите ее с помощью ватного тампона, смоченного в безводном этаноле, а затем вставьте ее в тубус фокусирующей линзы лазерной головки в прежнем виде.
При обнаружении повреждений покрытия следует немедленно заменить отражающие зеркала и фокусирующую линзу. Чтобы заменить объектив, сначала открутите крышку объектива, снимите старый объектив, вставьте новый объектив в крышку объектива, а затем закрутите ее на место.
Более яркая сторона отражающего зеркала является рабочей и должна быть направлена на путь света. При установке фокусирующей линзы убедитесь, что выпуклая сторона направлена вниз. После замены линзы световой путь и фокусное расстояние могут немного измениться; пожалуйста, отрегулируйте их соответствующим образом. Метод регулировки светового пути см. в разделе 2.5.
Примечание: Объектив изготовлен из хрупкого стекла; обращайтесь с ним осторожно при чистке и замене.
8. Лазер является расходным материалом. Со временем его внутренние газы расходуются, а мощность впоследствии снижается; это нормально. Когда вы заметите значительное уменьшение глубины гравировки при тех же параметрах, можно подумать об увеличении выходного тока. Если через некоторое время даже максимальный ток не будет удовлетворять требованиям гравировки, подумайте о замене лазера.
9. Гравировальный станок - это прецизионный инструмент с высокими требованиями к регулировке светового пути. Если световой тракт лазера отклоняется, это сказывается на гравировке. Если во время гравировки вы заметили отклонение светового тракта, немедленно отрегулируйте его. Обратитесь к разделу 2.5, чтобы узнать о конкретном методе регулировки.
10. Перед обработкой новые материалыОпределите, подходит ли материал для лазерной гравировки, и установите параметры гравировки опытным путем.
11. Во избежание ожогов категорически запрещается вставлять какие-либо части тела в световой поток.
12. Лазер, фокусирующая линза и отражающие зеркала являются расходными материалами, и на них не распространяется гарантия. Пожалуйста, тщательно обслуживайте их. При необходимости замены приобретите их по указанной цене.
5.2. Распространенные неисправности и их устранение Лазерный гравировальный станок
Серийный номер
Симптомы неисправностей
Методы решения
1
После вывода данных гравировальный станок перестает работать.
Выключите питание и убедитесь, что кабели питания и передачи данных гравировального станка подключены правильно.
2
Лазер не излучает свет.
Убедитесь, что переключатель высокого давления активирован.
Проверьте ручку "Регулировка тока", чтобы убедиться, что она установлена на ноль (полностью повернута против часовой стрелки, в этот момент лазер должен находиться в неизлучающем состоянии). Если это так, пожалуйста, установите ее в соответствующее положение.
Проверьте, правильно ли работает система охлаждения воды. Если охлаждающая вода не циркулирует или объем циркуляции слишком мал, немедленно остановите машину и проверьте систему циркуляции. Как правило, существует два распространенных сценария: ☆ Погружной насос перестает работать. В этом случае проверьте питание насоса. Если питание в норме, это означает, что насос неисправен и нуждается в замене. Погружной насос, используемый в гравировальных станках серии C, должен иметь напор более 3 м и расход более 3000 л/ч. ☆ Погружной насос находится в хорошем состоянии. На этом этапе необходимо проверить, не засорены ли водопроводные трубы, а также вход и выход лазера. Если обнаружен засор или утечка, необходимо немедленно принять меры. При очистке входного и выходного отверстий лазера необходимо соблюдать особую осторожность, чтобы не повредить стеклянный корпус. Примечание: Насос может быть запущен для циркуляционного охлаждения только после того, как температура лазера снизится до комнатной.
Если до этого мощность лазера постепенно снижалась, это может означать, что срок его службы подошел к концу, и его следует немедленно заменить.
3
При проверке оказывается, что, несмотря на нормальную работу лазера и точные параметры обработки, результаты обработки не соответствуют требованиям.
Проверьте, находится ли плоскость обработки на фокальной плоскости фокусирующей линзы.
Определите, не начала ли уменьшаться мощность лазера. Если это так, подумайте о соответствующем увеличении выходного тока или о замене лазера.
Проверьте, не отклоняется ли оптический путь, методы регулировки оптического пути см. в разделе 3.2.4.
4
В процессе обработки появляются лишние линии.
Проверьте кабель данных и при необходимости замените его на новый.
Проверьте состояние заземления шасси гравировального станка и шасси компьютера, убедитесь, что соединения проводов заземления работают правильно.
5
Во время резки линии имеют зубчатый рисунок.
Уменьшите скорость резки при настройке параметров резки, чтобы повысить качество реза.
6
В процессе обработки выводится только часть дизайна.
Проблема могла возникнуть из-за того, что макет вышел за границы при форматировании. Ее можно устранить, переместив графику в интерфейсе макета в программе редактирования.
Осторожно: Данный продукт представляет собой высокотехнологичную интеграцию оптической, механической и электрической систем. Для обеспечения вашей безопасности и нормальной работы оборудования не открывайте самовольно электрический блок управления гравировального станка и не изменяйте его внутреннюю структуру.
Приложение A: Правила обслуживания и меры предосторожности
I. Правила технического обслуживания:
1. При нормальном использовании на этот гравировальный станок предоставляется годовая гарантия.
2. Гарантия не распространяется на все расходные материалы. К ним относятся лазеры, зеркала и фокусирующие линзы.
3. Плата за расходные материалы: Плата взимается в соответствии с едиными стандартами компании по оплате технического обслуживания.
4. Ежедневное обслуживание программного обеспечения и оборудования, на которое распространяется обучение, не входит в гарантию.
II. Меры предосторожности:
Этот продукт представляет собой высокотехнологичную интеграцию оптики, механики и электроники. Для обеспечения безопасного использования и нормальной работы оборудования, пожалуйста, соблюдайте следующее:
1. Не открывайте самовольно заднюю крышку гравировального станка и не изменяйте его внутреннюю структуру.
2. Не подвергайте оборудование сильным вибрациям и не наклоняйте его.
3. Избегайте использования оборудования в чрезмерно влажной среде; не допускайте попадания воды или сырости.
4. Своевременно очищайте внутренние линзы (строго следуйте процедурам очистки, описанным в данном руководстве).
5. Во время работы обеспечьте хорошую циркуляцию охлаждающей воды и поддерживайте ее качество. При обнаружении накипи немедленно очищайте ее, чтобы предотвратить перегрев или даже разрыв лазера.
6. Предотвратите повреждение внешнего корпуса лазера по таким причинам, как замерзание охлаждающей воды, засорение накипью или грязью, механическое воздействие и т. д.
7. Рабочий стол и другие компоненты следует регулярно чистить.
8. Предотвратите коррозию корпуса и повреждение электронных компонентов из-за чрезмерного скопления дыма и влаги.
9. Другие меры предосторожности и пункты технического обслуживания см. в руководстве по эксплуатации изделия.
Приложение B: Краткое руководство по использованию машины
Шаг первый: убедитесь, что оборудование находится в сухом, не загрязненном и не подверженном вибрации помещении.
Гравировальный станок работает под высоким напряжением. Чрезмерная влажность может вызвать высоковольтный разряд, что приведет к повреждению материнской платы и блока питания. Поэтому гравировка в условиях повышенной влажности строго запрещена!
Шаг второй: проверьте рабочее напряжение.
Рабочее напряжение оборудования составляет AC220V±10V, 50HZ. Если напряжение в сети нестабильно, необходимо установить стабилизатор напряжения.
Шаг 3: Установите лазер, подключите циркулирующую охлаждающую воду и систему вентиляции для удаления пыли.
Лазер со стеклянной трубкой нагревается во время работы. Если его вовремя не охладить, лазер сломается и выйдет из строя. Кроме того, высокая температура воды повлияет на нормальный световой поток лазера. Не включайте питание до правильного подключения охлаждающей воды!
Если водопроводная вода жесткая, замените ее на чистую, чтобы предотвратить отложение накипи и засорение лазера.
Шаг 4: Подключите шнур питания, шнур принтера и провод заземления.
Слишком сухая среда или кондиционирование воздуха могут привести к накоплению статического электричества на поверхности шасси. Плохое заземление может привести к ошибкам при передаче данных, повлиять на результаты гравировки и стать причиной других инцидентов, связанных с безопасностью.
Шаг пятый: Отрегулируйте оптический путь.
Лазерные гравировальные станки - это прецизионные оптические приборы. К ним предъявляются высокие требования по регулировке оптического пути. Если лазер не попадает в центр каждого зеркала, это повлияет на результаты гравировки. Рекомендуется всегда проверять оптическую траекторию перед началом работы. (Метод работы см. в разделе 2.5)
Примечание: Работы по регулировке оптического пути должны выполняться только профессионально подготовленными операторами.
Шаг 6: Установите драйверы принтера, драйверы USB-ключа и программное обеспечение ACE.
Убедитесь, что драйвер принтера настроен на данную модель машины. (Способ работы см. в руководстве пользователя системы драйвера принтера)
Шаг седьмой: Графическое редактирование.
Войдите в программное обеспечение для гравировки ACE. Используйте различные функции программного обеспечения ACE для организации гравировки и резки. Вы также можете использовать программное обеспечение для загрузки в программу ACE файлов *.Bmp или *.Plt, созданных заранее. (Способ работы см. в руководстве по программному обеспечению ACE)
Шаг восьмой: Позиционирование для обработки.
После завершения компоновки необходимо сначала определить позицию обработки, а затем разместить материалы для обработки. (Метод работы см. в руководстве по программному обеспечению ACE)
Шаг девятый: Определите параметры обработки.
Параметры обработки включают в себя интервал, скорость и ток. Перед обработкой необходимо установить параметры обработки в соответствии со свойствами материала и требованиями к обработке. Обычно это требует экспериментов. (Метод работы см. в разделе 3.2)
Шаг 10: Поместите материалы для обработки, настройте фокусное расстояние.
Убедитесь, что кнопка "Ручной выход света" не нажата, затем настройте фокус. (Метод работы см. в разделе 2.6)
Шаг 11: Вывод данных для обработки.
После размещения материалов для обработки сгенерируйте и выведите данные в компьютер, и гравировальный станок начнет обработку. (Метод работы см. в руководстве по программному обеспечению ACE)
Примечание: Перед выводом данных убедитесь, что "Переключатель высокого напряжения" нажат, но не нажимайте "Ручной вывод света".
Шаг двенадцатый: Завершение обработки.
По окончании обработки раздастся звуковой сигнал. Во время обработки убедитесь, что охлаждающая вода циркулирует нормально.
После обработки, пожалуйста, очистите верстак и держите гравировальный станок в чистоте.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь испытывали трудности с поиском идеальной скорости лазерной гравировки? В этой статье блога мы рассмотрим все тонкости и нюансы графиков скорости лазерной гравировки. Наш эксперт, инженер-механик,...
Лазерная маркировка и лазерная гравировка могут показаться похожими, но они служат разным целям, используя разные технологии. Лазерная маркировка тонко изменяет поверхности для точной идентификации, часто используется в электронике и...
Вы когда-нибудь задумывались о том, как сложные рисунки гравируются на металлических поверхностях с высокой точностью? Технология лазерной гравировки революционизирует этот процесс, используя концентрированные лазерные лучи для вырезания детальных узоров.....
Что делает такие материалы, как дерево, акрил и стекло, идеальными для лазерной гравировки? В этой статье мы исследуем уникальные свойства этих и других материалов и выясним, как они влияют на гравировку...
Вы когда-нибудь задумывались, как безупречно эксплуатировать лазерный гравировальный станок? В этой статье вы найдете четкое пошаговое руководство, которое обеспечит плавный запуск, точную работу и безопасное выключение лазерного гравировального...
Вы когда-нибудь задумывались, как создаются замысловатые узоры на приборной панели вашего автомобиля или на корпусе смартфона? Эта статья посвящена технологии лазерного травления пресс-форм и объясняет, как лазеры улучшают поверхность пресс-форм...
Вы когда-нибудь задумывались, как лазеры могут разрезать материалы с такой точностью? В этой статье мы исследуем увлекательный мир наносекундных, пикосекундных и фемтосекундных лазеров. Вы узнаете, как эти лазеры...
Представьте себе, что вы можете разрезать металл с точностью хирурга и скоростью молнии. Такова реальность современной технологии лазерной обработки. От...
Представьте себе маркировку любой поверхности с точной точностью и постоянным результатом. Лазерные маркировочные машины достигают этого с помощью высокоэнергетических лазеров, которые вытравливают или испаряют материал, создавая точные и долговечные метки. Это...