1. Характеристики притирки
Притирка имеет следующие характеристики:
(1) Заготовка шероховатость поверхности может достигать Ra = 0,006 - 0,1 мкм, а микрорезание с Ra = 0,1 мкм может быть достигнуто.
(2) Это может привести к очень точной посадке между сопрягаемыми поверхностями.
(3) Притирка выполняется на низкой скорости и при низком давлении, выделяя минимальное количество тепла.
Поверхность заготовки не имеет метаморфического слоя, что повышает ее качество.
(4) Шлифовальное устройство и станок имеют относительно простую конструкцию, что делает их пригодными как для ручного производства отдельных деталей, так и для механического серийного производства.
Точность ручного шлифования зависит от точности притира и навыков рабочего, в то время как точность механического шлифования зависит от точности притира, правильной траектории и правильных методов работы.
(5) В процессе шлифования твердые абразивные частицы могут легко внедриться в мягкую поверхность заготовки, что негативно сказывается на ее сроке службы и оптических свойствах.
(6) Эффективность притирки низкая.
Материал притира обычно мягкий и подвержен износу, поэтому его необходимо регулярно обслуживать для обеспечения точности.
2. Обрабатываемые материалы и поверхности притирка
Измельчение позволяет обрабатывать различные металлические материалыВ их число входят сталь (включая закаленную сталь), чугун, медь и цементированный карбид, а также неметаллические материалы, такие как керамика, драгоценные камни, полупроводники, стекло и пластмассы.
Форма поверхности заготовки включает в себя внутренние и внешние цилиндрические поверхности, конические поверхности, плоскости, выпуклые и вогнутые поверхности, внутренние и внешние сферические поверхности, винтовую резьбу, зубчатые колеса и многое другое.
3. Lпринцип аппликации
При притирке соответствующее количество абразива помещается между притирочным инструментом и поверхностью заготовки.
Комбинация возвратно-поступательного движения и вращения или вращения и планетарного движения осуществляется под определенным давлением.
Частицы абразива скользят или перекатываются между притирочным инструментом и поверхностью заготовки, что приводит к микрорезанию.
Из-за тонкости абразивных частиц можно срезать только очень тонкий слой материала.
В результате на поверхности заготовки образуется очень малый путь чистого перемещения, что обеспечивает исключительное качество поверхности и точность обработки.
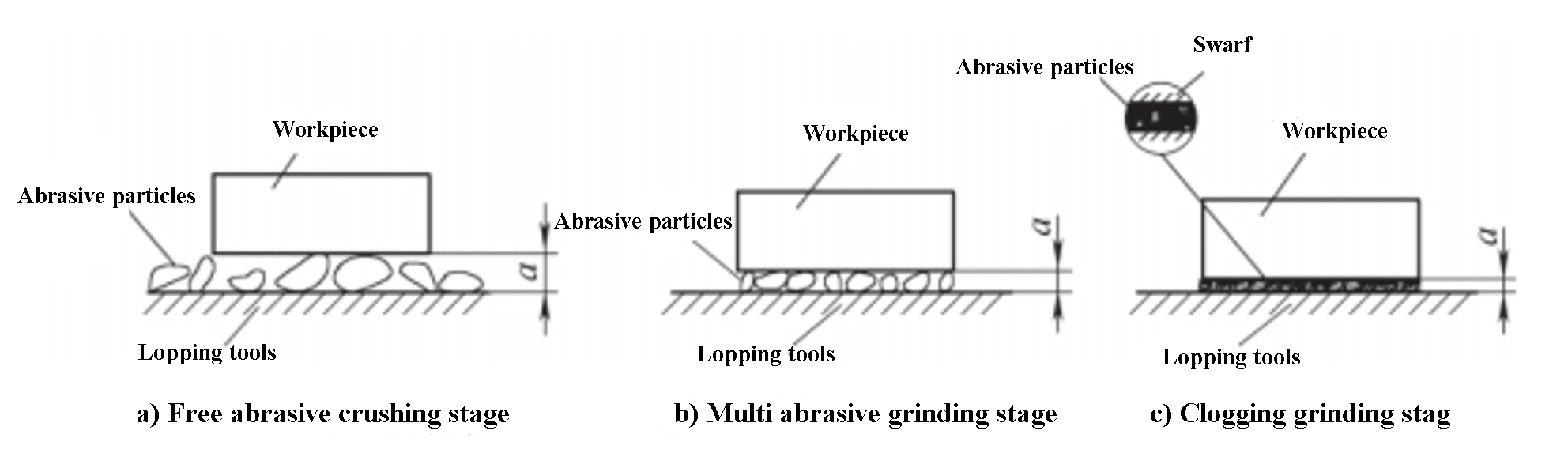
Абразивные материалы можно разделить на мокрые (шлифовальные, как показано на рис. 1), сухие (шлифовальные) и полусухие (пастообразные) в зависимости от условий их использования.
Рис. 1 Процесс мокрой притирки
4. Точность обработки, которая lappможет достичь
Притирка основывается на хорошей предварительной обработке путем выполнения микрорезания с шероховатостью поверхности Ra = 0,01 - 0,1 мкм и микроподачей.
Такой уровень точности и качества поверхности труднодостижим при использовании других методов обработки и может в несколько раз превышать результаты, полученные альтернативными методами.
Точность может достигать 0,025 мкм, а шероховатость поверхности - Ra = 0,006 мкм.
В то время как другие методы обработки могут следовать подходу "копирования", притирка - это "обработка создания".
В ходе этого процесса повышается точность как притира, так и обрабатываемой детали, что позволяет превзойти исходную точность притира.
5. Абразив
Абразив состоит из абразивных частиц, шлифовальной жидкости и вспомогательного наполнителя.
В зависимости от метода шлифования и материала заготовки можно приготовить жидкие абразивы, шлифовальную пасту и твердые абразивы.
Абразивные частицы являются основным компонентом абразива, и их характеристики и правильный выбор существенно влияют на эффективность и качество шлифования.
1) Абразивы
В качестве абразивов обычно используются корунд, карбид кремния, карбид бора, алмаз и кубический нитрид бора.
Мягкие абразивы, такие как оксид железа, оксид хрома и оксид церия, также могут быть использованы для дальнейшего снижения шероховатости поверхности заготовки.
Корундовый абразив используется для шлифовки стальных деталей общего назначения, а абразивы из карбида кремния или карбида бора - для шлифовки твердых и хрупких материалов, таких как чугун, твердые сплавы, драгоценные камни и керамика.
Алмазный абразив подходит для шлифования цементированного карбида, керамики, драгоценных камней и оптического стекла, а абразив из кубического нитрида бора следует использовать для шлифования быстрорежущей стали и штамповая сталь.
Выбор размера абразива и эффективность шлифования напрямую зависят от шероховатости поверхности заготовки.
Крупный размер частиц обеспечивает высокую эффективность, но высокое значение шероховатости поверхности (Ra), в то время как меньший размер частиц приводит к снижению эффективности, но меньшему значению шероховатости поверхности.
Размер зерна варьируется от W0,5 до W40, а шероховатость поверхности может составлять от 0,006 до 0,4 мкм.
2) Жидкость для притирки
Притирочная жидкость служит для охлаждения и смазки в процессе работы и помогает равномерно распределить абразивные частицы на поверхности притира.
Для грубого шлифования используется системное масло N15, а для чистового шлифования - смесь из одной части системного масла N15, трех частей керосина, небольшого количества турбинного или веретенного масла, а также легкого минерального или трансформаторного масла.
Для шлифовки чугуна используется керосин, а для шлифовки меди - животный жир и небольшое количество веретенного или растительного масла. Растительное масло, турбинное масло или эмульсия используются для шлифования закаленной стали и нержавеющей стали.
Оливковое масло, округлость Масло или дистиллированная вода используются для шлифовки алмазов, бензин - для шлифовки цементированного карбида, спирт - для шлифовки золота, серебра и платины, а вода - для шлифовки стекла и хрусталя.
3) Вспомогательные наполнители
В процессе притирки вспомогательные наполнители служат для адсорбции и повышения эффективности обработки.
Обычно используемые вспомогательные наполнители состоят из стеариновой или олеиновой кислоты, жирных кислот и промышленного глицерина в качестве основных компонентов в различных пропорциях.
4) Подготовка абразива
При мокрой притирке жидкие абразивы состоят из керосина, смешанной смазки и абразивного порошка с концентрацией (массовой долей) примерно от 30% до 40%. Концентрация уменьшается, если порошок мелкий и подается машиной автоматически.
При сухой притирке используется смесь из 15 г абразивного порошка, 8 г смешанного жира, 200 мл авиационного бензина и 35 г керосина после выдержки в течение одной недели. Шлифовальная паста содержит 20% - 50% абразивного порошка, 25% - 30% олеиновой кислоты, 18% - 30% смешанной смазки, а в некоторых случаях для очень тонкого порошка добавляется около 15% вазелина.
Твердый абразив, или абразивное мыло, используется для улучшения блеска поверхности заготовки. В его состав входит 57% оксида хрома, 21,5% парафина, 21,5% пчелиного воска, 11% смешанной смазки со стеариновой кислотой и 7% керосина.
6. Функции и материалы притирка инструменты
1) Функции притирочных инструментов
Притирочный инструмент служит формой для притирки, придавая заготовке определенную геометрическую точность. Он отвечает за перенос абразивов для нанесения покрытия и внедрения. Во время его относительного движения с заготовкой происходит обработка заготовки для достижения требуемой точности обработки и качества поверхности.
Инструмент для притирки должен иметь канавки для удержания абразивов и предотвращения их избыточного накопления. Он также должен обладать надлежащей геометрической точностью, достаточной жесткостью, компактным материалом без примесей и равномерной твердостью.
2) Материалы притирочных инструментов
Чугун подходит для шлифовки различных материалов; мягкая сталь - для шлифовки резьбы малого диаметра и небольших отверстий; латунь и красная медь - для грубой шлифовки и шлифовки драгоценных камней; твердая древесина - для шлифовки меди и мягких металлов; олово и свинец - для улучшения качества поверхности заготовок, поскольку они слишком мягкие, чтобы изменить форму заготовок.
7. Lappтраектория движения и параметры
1) Траектория притирки показан на рис. 2 и имеет различные формы, такие как прямолинейная возвратно-поступательная циклоида.
Рис. 2 Траектория притирки
2) Давление притирки
При мокрой притирке давление составляет от 10 до 25 МПа, а при сухой - от 1 до 15 МПа. Для тонкой притирки значение давления ниже.
3) Скорость притирки
Эффективность притирки прямо пропорциональна скорости притирки. Скорость притирки при мокрой притирке составляет от 20 до 100 м/мин, а при сухой - от 10 до 20 м/мин. Если точность заготовки высока, а материал заготовки мягкий, следует выбрать меньшее значение.
4) Припуск на притирку
Внутреннее отверстие - 0,01-0,03 мм (припуск по диаметру), внешний круг - 0,005-0,01 мм, плоскость - 0,005-0,01 мм.
5) Проблемы, требующие внимания
Абразивы должны храниться надлежащим образом, чтобы предотвратить загрязнение пылью; при переходе на абразивы с другим размером частиц имеющиеся на заготовке и притире абразивы должны быть очищены керосином, чтобы предотвратить появление царапин на поверхности заготовки; среда притира должна быть очищена от пыли.
8. Заключение
Притирка - это технология прецизионной и сверхпрецизионной обработки, которая позволяет добиться очень низких значений шероховатости поверхности. С развитием технологий повышаются требования к качеству продукции. При локальной финишной обработке притирка обладает непревзойденными преимуществами по сравнению с другими методами резания, что делает ее важным средством обработки заготовок с высокой точностью и качеством поверхности.