Понимание основ допустимого параллелизма: Полное руководство
Вы когда-нибудь задумывались, как инженеры обеспечивают точность в производстве? Эта статья погружает в увлекательный мир допусков на параллельность. Узнайте, как крошечные отклонения могут повлиять на производительность компонентов, и познакомьтесь с методами, используемыми для измерения и контроля параллельности. Приготовьтесь к изучению важности поддержания эквидистантных состояний в машиностроении!
Параллельность относится к степени сохранения параллельности, которая указывает на то, что измеряемый реальный элемент заготовки сохраняет эквидистантное состояние относительно эталона.
Допуск параллельности - это максимально допустимое отклонение между фактическим направлением измеряемого элемента и идеальным направлением, параллельным эталону.
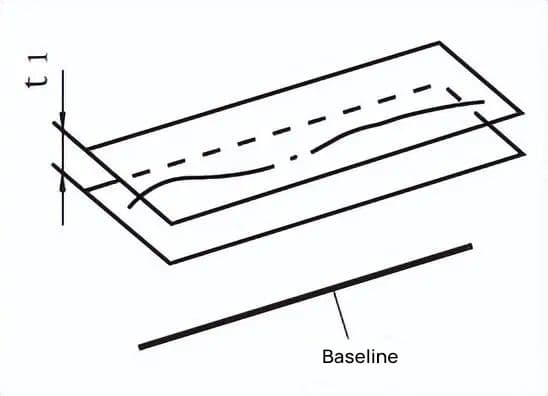
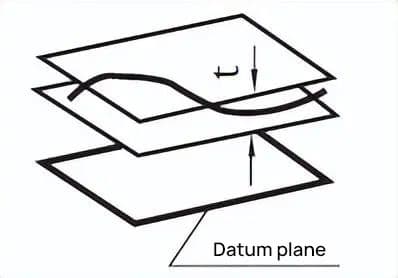
Зона допуска - это область между двумя параллельными плоскостями, расположенными на расстоянии величины допуска t от базовой линии и в заданном направлении.
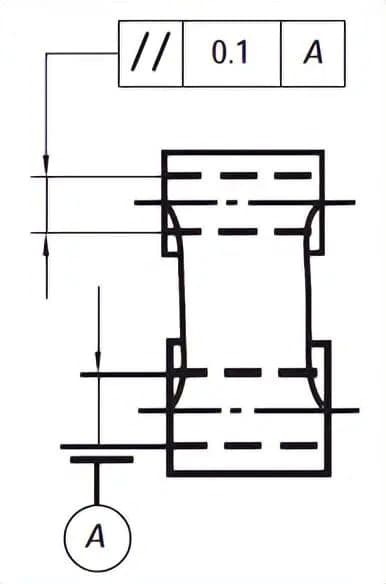
Измеряемая ось должна быть расположена между двумя параллельными плоскостями, которые находятся на расстоянии 0,1 величины допуска и параллельны базовой оси в заданном направлении.
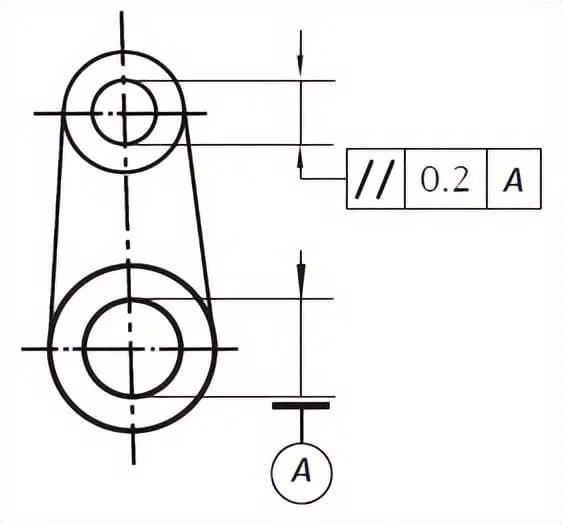
Измеряемая ось должна находиться между двумя параллельными плоскостями, расположенными на расстоянии 0,2 величины допуска и параллельными базовой линии в заданном направлении.
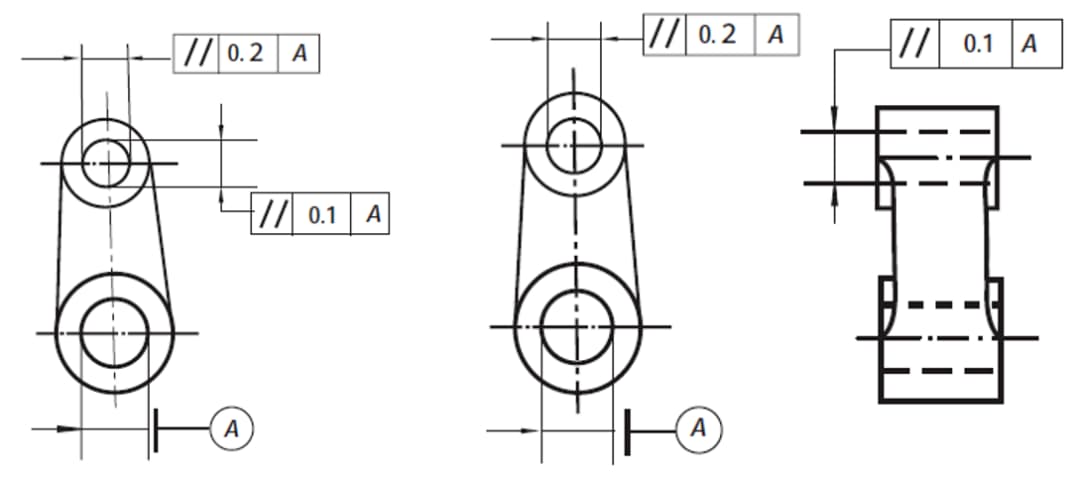
Зона допуска - это область между двумя парами параллельных плоскостей, перпендикулярных друг другу и расположенных на расстоянии t1 и t2 значений допуска соответственно от базовой линии.
Измеряемая ось должна быть расположена между двумя параллельными плоскостями, перпендикулярными друг другу и параллельными оси отсчета, на расстояниях, равных значениям допусков 0,2 и 0,1 соответственно.
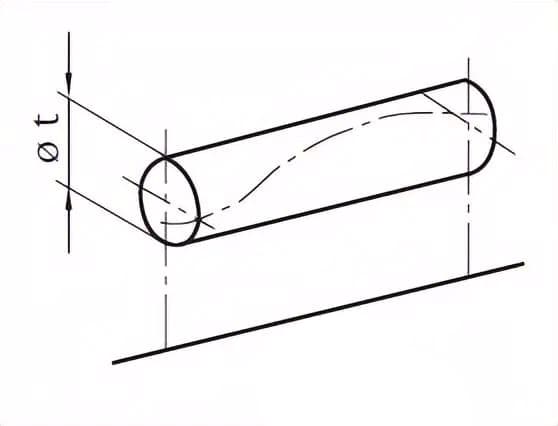
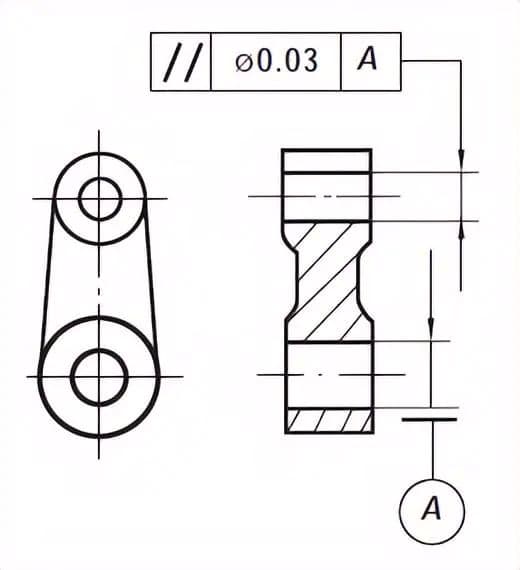
Если перед значением допуска добавляется Φ, то зона допуска - это область внутри цилиндрической поверхности с диаметром, равным значению допуска t, и параллельная базовой линии.
Измеряемая ось должна быть расположена внутри цилиндрической поверхности диаметром 0,03 и параллельна оси отсчета.
2. Допуск параллельности между линией и поверхностью
Зона допуска - это область между двумя параллельными плоскостями, расположенными на расстоянии величины допуска t от базовой плоскости и параллельно ей.
Измеряемая ось должна быть расположена между двумя параллельными плоскостями, которые находятся на расстоянии 0,01 величины допуска от базовой поверхности B (базовой плоскости) и параллельны ей.
3. Допуск параллельности между поверхностью и линией
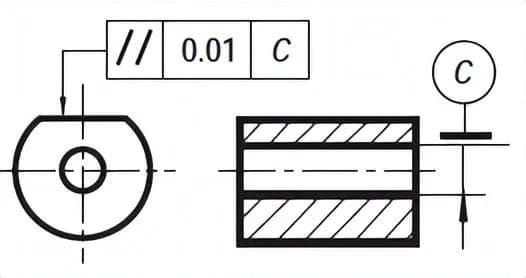
Зона допуска - это область между двумя параллельными плоскостями, которые находятся на расстоянии величины допуска t от базовой линии и параллельны ей.
Измеряемая поверхность должна быть расположена между двумя параллельными плоскостями, которые находятся на расстоянии 0,01 величины допуска от базовой оси C (базовой линии) и параллельны ей.
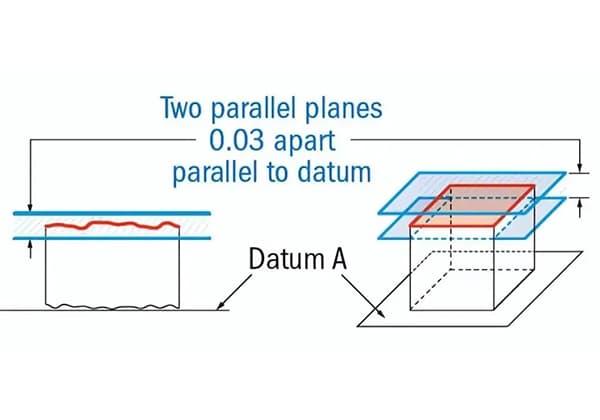
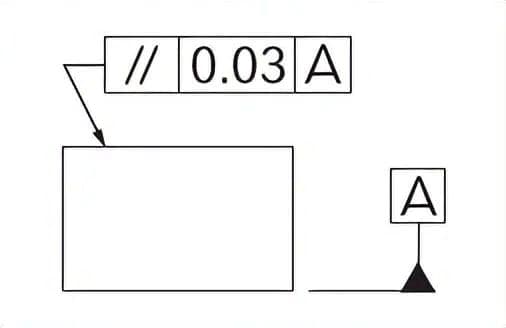
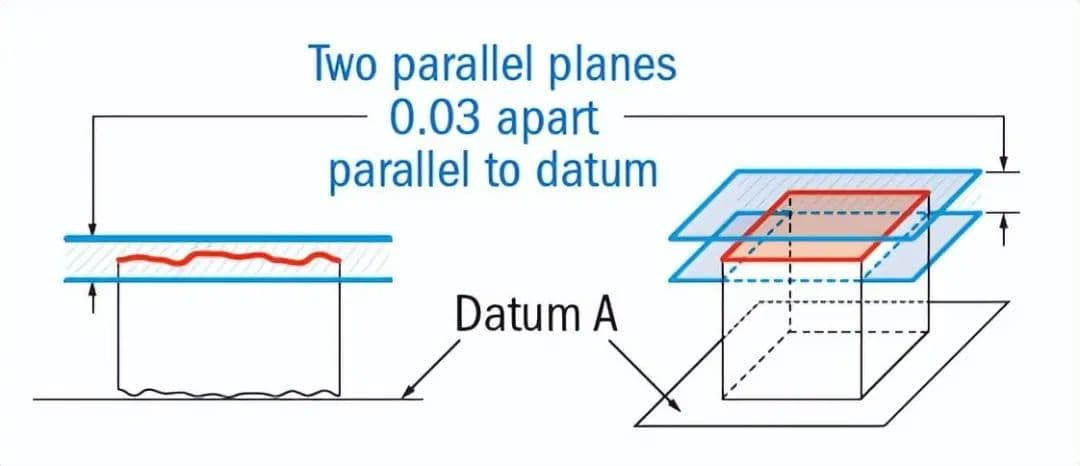
4. Допустимость параллельности между поверхностями
Зона допуска - это область между двумя параллельными плоскостями, расположенными на расстоянии величины допуска t от базовой поверхности и параллельными ей.
Измеряемая поверхность должна быть расположена между двумя параллельными плоскостями, которые находятся на расстоянии 0,01 величины допуска от базовой поверхности D (базовой плоскости) и параллельны ей.
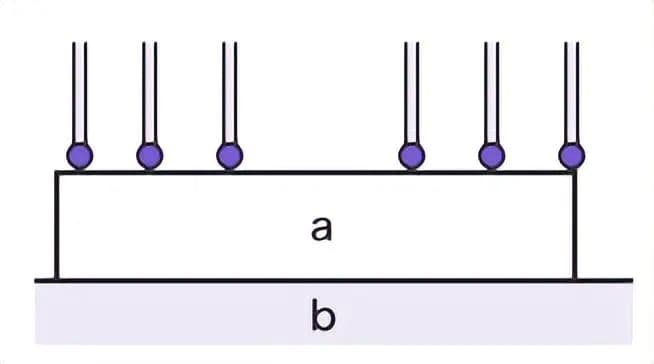
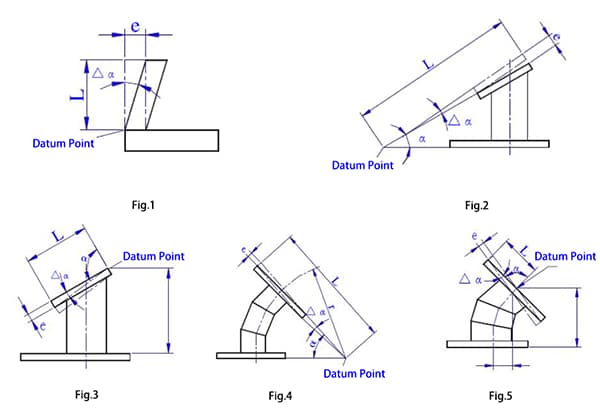
5. Схема измерения параллельности с помощью КИМ
a. Измеренная характеристика поверхности. b. Плоскость отсчета.
Датчик КИМ может изменять углы и положения для измерения характеристик поверхности, получать данные о фактических координатах измеряемых элементов с помощью датчиков и оценивать значение параллельности с помощью программного обеспечения.
Выпуск:
Если измеряемый реальный элемент относится к нежестким компонентам, таким как мягкие смолы и резина, измерительная сила зонда может вызвать деформацию измеряемой поверхности, что затрудняет проведение точных измерений.
Кроме того, для фигур, которые не могут быть плавно закреплены на опорной пластине с помощью опорной плоскости целевого объекта, точные измерения также затруднены.
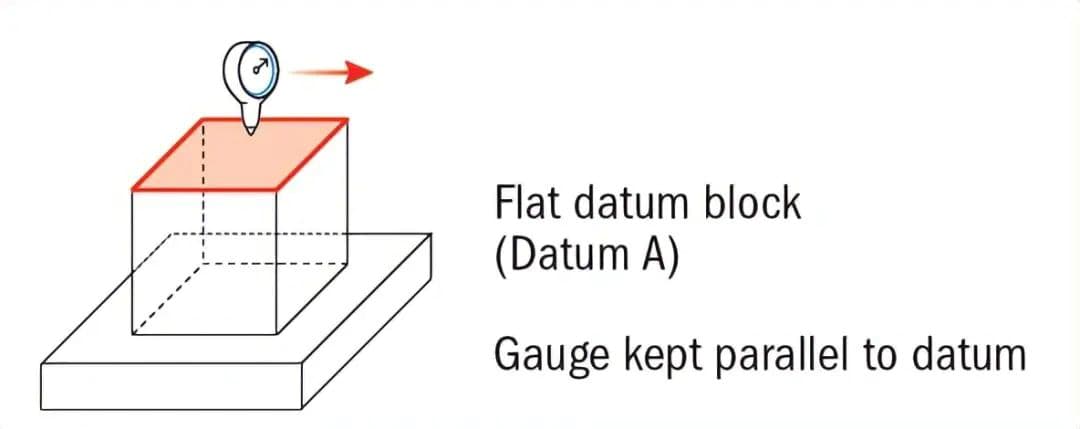
Диаграмма измерения параллельности с помощью индикатора волочения.
Объяснение:
Параллельность требует наличия опорной плоскости.
Параллельность управляет направлением, а не положением.
Когда параллельность контролирует поверхность, она также контролирует погрешность формы (плоскостность).
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Насколько важна точность в машиностроении? Для машинистов и инженеров понимание допусков прямолинейности и параллельности очень важно. Эта статья посвящена таблицам допусков, объясняет общие и специфические концепции допусков и...
Вы когда-нибудь задумывались, почему одни края в проектах AutoCAD получаются гладкими и закругленными, а другие - острыми и угловатыми? В этой статье рассматриваются основные различия между галтелями и фасками,...
Вы когда-нибудь задумывались о том, что делает гидравлические цилиндры столь необходимыми в машиностроении? В этой статье рассказывается об их жизненно важной роли, распространенных проблемах и советах по устранению неисправностей. Узнайте, как обеспечить работу вашего оборудования...
Вы когда-нибудь задумывались, как инженеры обеспечивают точность и аккуратность в производстве? В этой статье блога мы погрузимся в увлекательный мир геометрических допусков - важнейшего аспекта...
Вы когда-нибудь задумывались о том, как мельчайшие измерения могут повлиять на качество работы машины? Эта статья погружает в увлекательный мир механических измерений, показывая, как точность размеров,...