В промышленном производстве по разным причинам возникают утечки в некоторых непрерывно работающих устройствах, таких как трубопроводы, клапаны и емкости. Эти утечки нарушают стабильность нормального производства и качество продукции, загрязняют производственную среду и приводят к ненужным потерям.
В более серьезных случаях утечка некоторых веществ, таких как токсичные газы и масла, может представлять значительный риск для безопасной работы и окружающей среды.
Поэтому утечку некоторых промышленных продуктов нельзя игнорировать и необходимо оперативно устранять. Однако устранение утечек из оборудования, находящегося под давлением, содержащего легковоспламеняющиеся, взрывоопасные или токсичные химические вещества, представляет собой техническую проблему.
Устранение утечек в оборудовании, находящемся под давлением и содержащем масло или токсичные вещества, предполагает особую форму сварки в нештатных условиях работы. Это отличается от стандартных процедур сварки, и особое внимание уделяется безопасности во время работы.
Перед началом сварки необходимо принять профилактические меры безопасности, чтобы защитить рабочее пространство, сварщика и других работников от несчастных случаев. Сварщик должен быть опытным и квалифицированным, а для безопасной работы необходимо руководство технически опытного инженера-сварщика.
Например, при работе с определенным типом масляного резервуара необходимо знать емкость, температуру вспышки и давление масла внутри. Только убедившись в том, что процесс сварки в случае начала строительных работ не приведет к травмам или даже к более серьезным нарушениям техники безопасности.
Поэтому перед началом и во время сварочных работ необходимо соблюдать следующие требования:
1. Безопасный сброс давления.
Прежде чем приступить к герметичной сварке, необходимо убедиться, что давление в свариваемом оборудовании может привести к травмам. Кроме того, под воздействием сварочное тепло источник, оборудование должно иметь безопасный канал сброса давления, например, установленный предохранительный клапан.
2. Контроль температуры.
Перед сваркой должны быть хорошо подготовлены все меры по предотвращению пожара и взрыва, а также по охлаждению. Во время сварки сварщик должен строго придерживаться минимальной тепловой нагрузки, указанной в технологической документации. Одновременно во время сварки должны быть приняты меры по безопасному охлаждению, чтобы предотвратить воспламенение или взрыв.
3. Профилактика отравлений.
При выполнении сварки на герметичность контейнера или трубопровода, содержащего токсичные вещества, необходимо обеспечить своевременную вентиляцию утечек токсичных газов и приток свежего воздуха. Также необходимо принять меры по изоляции возможного загрязнения окружающей среды в результате утечки токсичных веществ.
Методы герметизации с помощью сварки
Ниже приведены несколько часто используемых в инженерной практике методов герметизации сварных швов для всеобщего ознакомления и совершенствования.
1. Метод сварки с закручиванием молотка
Этот метод применим для сварочные трещиныВ емкостях и трубопроводах низкого давления следует использовать сварочные прутки малого диаметра, а сварочный ток должен строго соответствовать технологическим требованиям. Следует по возможности использовать сварочные прутки малого диаметра, а сварочный ток должен строго соответствовать технологическим требованиям.
В работе используется метод быстрой сварки, при котором тепло дуги нагревает окрестности места утечки. Погасив дугу, быстро прижмитесь к месту утечки ручным молотком или острой лопатой, забивая шов во время сварки.
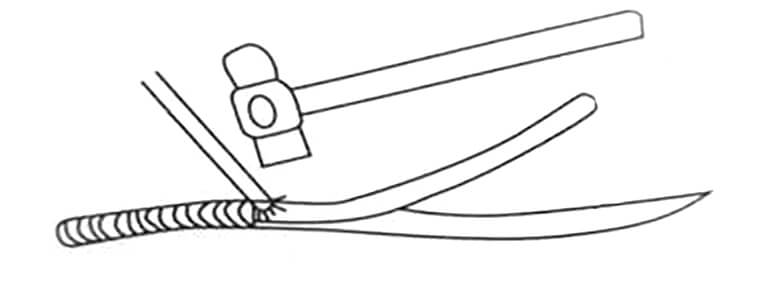
2. Метод клепальной сварки
Если трещины шире, а диаметр отверстий или пористость больше, закручивание молотка становится сложной задачей. Может оказаться полезным сначала заклепать трещину или отверстие подходящей железной проволокой или сварочный пруток чтобы уменьшить давление и поток утечки, а затем завершить сварку с помощью быстрой сварки на слабом токе.
Ключевым моментом этого метода является блокировка только одной секции за раз, а затем быстрая сварка, повторяя процесс блокировки и сварки, как показано на рис. 1.
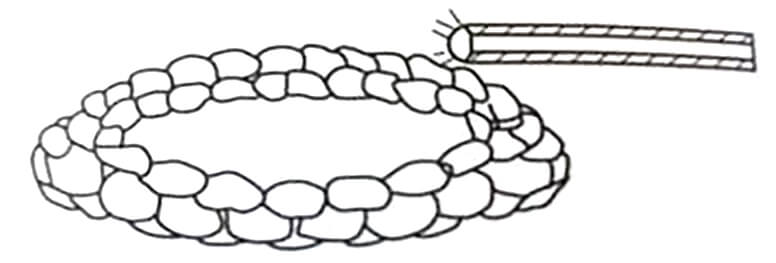
3. Метод сварки верхним потоком
Некоторые утечки возникают из-за коррозии и износа. В таких случаях следует избегать прямой сварки в месте утечки, поскольку это может привести к образованию больших отверстий. Вместо этого, точечная сварка следует выполнять в соответствующих местах, прилегающих к месту утечки или под ним. Эти негерметичные участки служат основой для создания сварочной ванны.
Затем, подобно тому, как ласточки строят гнезда из грязи, постепенно обложите место утечки сваркой, уменьшая площадь утечки понемногу. И наконец, заделайте течь с помощью сварочного прутка небольшого диаметра при соответствующем сварочном токе, как показано на рис. 2.
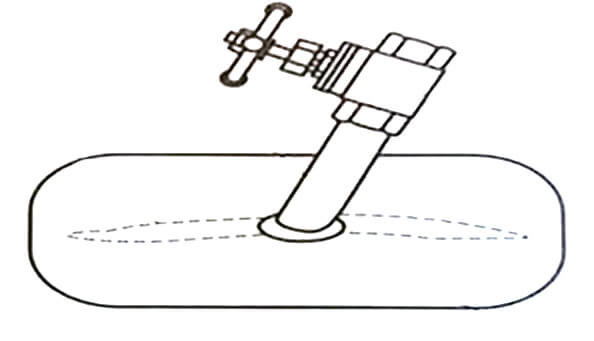
4. Метод сварки с отводом
Этот метод применим для сварки, когда площадь утечки велика, скорость потока высока или давление значительно, как показано на рисунке. Заплатка с запорным устройством создается на основе формы утечки.
При сильных протечках в качестве запорного устройства используется отрезок отводной трубы с клапаном; при небольших протечках на заплату предварительно приваривается гайка. Площадь заплаты должна превышать площадь утечки, а запорное устройство на заплате должно быть обращено непосредственно к месту утечки.
Слой герметика наносится на область контакта заплаты и места утечки, позволяя протекающей среде выходить через отводную трубу, уменьшая утечку вокруг заплаты. После того как заплатка приварена должным образом, закрывается клапан или затягивается болт.
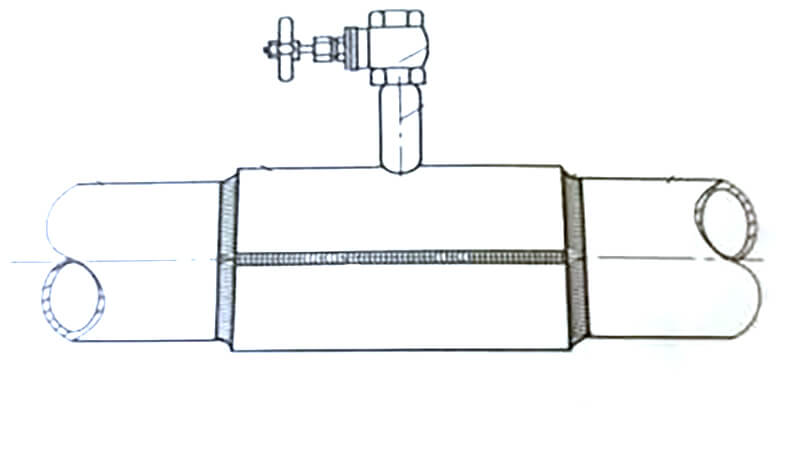
5. Метод сварки рукавных труб
Если труба сильно протекает из-за коррозии или износа, используется муфтовая труба того же диаметра или такая, которая может точно обхватить протекающую трубу. Длина гильзы определяется в зависимости от площади утечки.
Труба с гильзой симметрично разрезается на две половины, и к ней приваривается отводная труба, используя ту же процедуру сварки, что и при сварке отвода. Что касается последовательности сварки, то сначала следует сварить окружной шов между трубой и гильзой, а затем сварной шов самой гильзы, как показано на рисунке ниже.
6. Сварка емкостей для просачивания нефти
Непрерывная сварка не может быть использована; очень важно обеспечить, чтобы температура сварного шва не поднималась слишком высоко. Применяется точечная сварка с последующим немедленным охлаждением. Например, после точечной сварки нескольких точек сварные швы немедленно охлаждаются с помощью марли, смоченной водой.
Иногда может потребоваться сочетание различных методов устранения утечек. Процесс сварки для устранения протечек требует гибкости для обеспечения успеха.
Однако не все металлические материалы подходят для метода устранения утечек с помощью сварки. Только обычная низкоуглеродистая сталь и сталь с низким легированная сталь может реализовать эти методы предотвращения утечек.
Аустенитная нержавеющая сталь может быть отремонтирована с помощью сварки только в том случае, если подтверждено, что основной металл вблизи места утечки может подвергнуться значительной пластической деформации. В противном случае ремонт сваркой невозможен.
Средой внутри трубы из жаропрочной стали обычно является пар высокой температуры и высокого давления. Протечки, возникающие после длительной эксплуатации, невозможно устранить под давлением. Низкотемпературная сталь не позволяет сварка под давлением ремонт.
Все вышеупомянутые методы устранения утечек с помощью сварки являются временными мерами. Они не обладают теми механическими свойствами, которые обычно достигаются сваркой в строгом смысле слова.
Если оборудование не находится под давлением и не оснащено средой, необходимо полностью удалить этот временный сварной шов, препятствующий утечке, и заново сварить или отремонтировать его другим способом, чтобы он соответствовал требованиям к использованию изделия.
Заключение
Защита от протечек технология сварки это аварийная техника, необходимая в непрерывном производственном процессе с развитием современного производства.
Устранение аварийных ситуаций, связанных с утечкой, требует своевременности, после чего на месте утечки должна быть проведена тщательная замена. Применение технологии ликвидации утечек требует гибкости.
Для устранения утечек при сварке можно использовать несколько методов, при этом главной целью является отсутствие утечек после сварки.