In industrial production, certain continuously operating equipment, such as pipelines, valves, and containers, develop leaks due to various reasons. These leaks compromise the stability of normal production and the quality of the products, pollute the production environment and cause unnecessary wastage.
In more severe cases, the leakage of certain substances, such as toxic gases and oils, can pose significant risks to safe operations and the surrounding environment.
Therefore, the leakage of some industrial products cannot be ignored and must be addressed promptly. However, it is a technical challenge to remedy leaks from equipment that is under pressure, contains flammable, explosive, or toxic chemical substances.
Sealing leaks in pressurized equipment containing oil or toxic substances involves a special form of welding under abnormal working conditions. This differs from standard welding procedures and emphasizes safety during operations.
Before welding, preventative safety measures must be established to protect the workspace, the welder, and other workers from accidents. The welder must be experienced and skilled, and the guidance of a technically experienced welding engineer is essential for safe operation.
For instance, when dealing with a certain type of oil tank, it is crucial to understand the capacity, flash point, and pressure of the oil inside. Only when it’s ensured that the welding process won’t cause personal injury or even larger safety incidents, should construction operations commence.
Therefore, before and during the welding operation, the following points must be adhered to:
1. Safe pressure release.
Prior to leak-sealing welding, it’s crucial to verify whether the pressure of the equipment to be welded could potentially cause personal injury. Furthermore, under the influence of the welding heat source, the equipment should have a safe pressure release passage, such as an installed safety valve.
2. Temperature control.
Before welding, all measures for fire and explosion prevention and cooling must be well-prepared. During welding, the welder must strictly adhere to the minimum heat input specified in the process documentation. Simultaneously, safe cooling measures must be implemented during welding to prevent ignition or explosion.
3. Poisoning prevention.
When performing leak-sealing welding on a container or pipeline containing toxic substances, it’s vital to ensure timely ventilation of any leaked toxic gases and the provision of fresh air. Measures must also be taken to isolate any potential pollution from the leakage of toxic substances.
Welding Leak-sealing Methods
Here are several commonly used welding leak-sealing methods in engineering practice for everyone’s learning and improvement.
1. Hammer Twisting Welding Method
This method is applicable for welding cracks, blowholes, and porosity in low-pressure containers and pipelines. Small-diameter welding rods should be used as much as possible, and the welding current must strictly follow the process requirements.
The operation adopts the rapid welding method, using the heat of the arc to heat the surroundings of the leak point. After extinguishing the arc, quickly squeeze towards the leak with a hand hammer or sharp shovel, hammering the weld while welding.
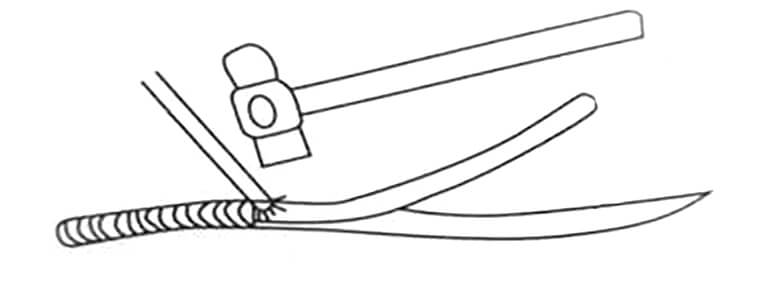
2. Riveting Welding Method
When some cracks are wider, or the diameter of the blowholes or porosity is larger, hammer twisting becomes challenging. It may be helpful to first rivet the crack or hole with suitable iron wire or welding rod to reduce the pressure and flow of the leakage, and then complete the welding with quick, low-current welding.
The key point of this method is to only block a section at a time, then quickly weld, repeating the block-and-weld process as shown in Figure 1.
3. Top-Flow Welding Method
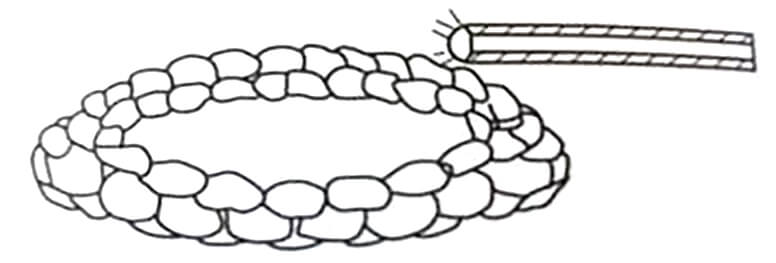
Some leaks occur due to corrosion and wear-thinning. In such cases, direct welding at the leak site should be avoided as it can lead to larger holes. Instead, spot welding should be performed at suitable positions adjacent to or beneath the leak. These areas, which are not leaking, serve as a foundation for establishing a weld pool.
Then, akin to the manner in which swallows build nests with mud, gradually encircle the leak with welding, reducing the area of the leak bit by bit. Finally, seal the leak using a small-diameter welding rod at an appropriate welding current, as illustrated in Figure 2.
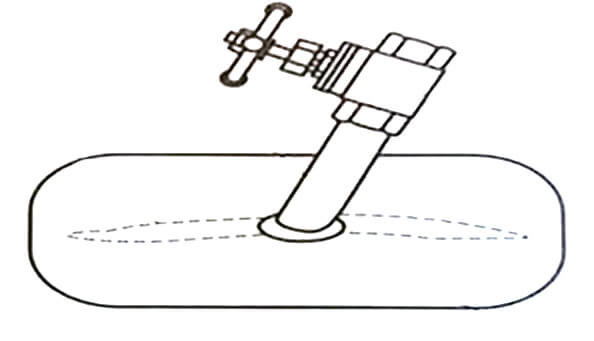
4. Diversion Welding Method
This method is applicable for welding when the leak area is large, the flow rate is high, or the pressure is substantial, as shown in Figure. A patch with a shutoff device is created based on the shape of the leak.
For severe leaks, the shutoff device employs a section of a diversion pipe fitted with a valve; for minor leaks, a nut is pre-welded onto the patch. The area of the patch should exceed that of the leak, and the shutoff device on the patch must directly face the leak.
A layer of sealant is applied around the contact area of the patch and the leak, allowing the leaking medium to escape through the diversion pipe, reducing leakage around the patch. Once the patch is properly welded, the valve is closed or the bolt is tightened.
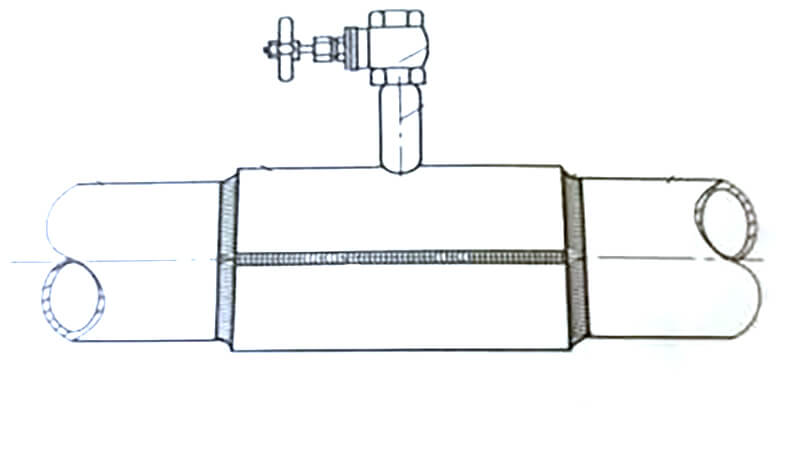
5. Sleeve Pipe Welding Method
When a pipe leaks extensively due to corrosion or wear, a sleeve pipe of the same diameter or one that can precisely encase the leaking pipe is used. The length of the sleeve pipe is determined based on the area of the leak.
The sleeve pipe is symmetrically cut into two halves and a diversion pipe is welded on, using the same welding procedure as diversion welding. In terms of the welding sequence, the circumferential seam between the pipe and the sleeve should first be welded, followed by the weld seam of the sleeve itself, as illustrated in Figure below.
6. Welding of Oil Seepage Containers
Continuous welding cannot be employed; it’s crucial to ensure that the temperature of the weld seam does not rise too high. Spot welding is implemented, followed by immediate cooling. For instance, after spot welding a few points, the welded points are immediately cooled using a water-soaked gauze.
Sometimes, it may be necessary to combine various leak-stopping methods. The process of welding to stop leaks requires flexibility to ensure success.
However, not all metal materials are suitable for the welding leak-stopping method. Only common low carbon steel and low alloy steel can implement these leak-stopping methods.
Austenitic stainless steel can only be repaired by welding if it is confirmed that the base metal near the leak point can undergo significant plastic deformation. Otherwise, it cannot be repaired by welding.
The medium inside the heat-resistant steel pipe is usually high-temperature and high-pressure steam. Leaks that occur after long-term service cannot be repaired under pressure. Low-temperature steel does not allow for pressure welding repairs.
All the above-mentioned welding leak-stopping methods are temporary measures. They do not possess the mechanical properties that welding can typically achieve in the strict sense.
When the equipment is not under pressure and not equipped with a medium, it’s necessary to completely remove this temporary leak-stopping weld state, and re-weld or repair it in another way to meet the product’s usage requirements.
Conclusion
Leak-stopping welding technology is an emergency technique needed in the continuous production process with the development of modern production.
The handling of leak accidents requires timeliness, and afterwards, thorough replacement processing should be carried out at the leak site. The application of leak-stopping technology requires flexibility.
Multiple methods can be combined for welding in handling a leak, with the primary goal being no leaks post-welding.