Am Beispiel eines Hochleistungslasers werden die entsprechenden Parameter des seitlich ausströmenden Gases untersucht.
Die Beziehung zwischen der Position, dem Winkel, der Zusammensetzung und der Strömung des Seitenblasgases und des Plasmas offenbart zum Beispiel das Gesetz des Einflusses des Seitenblasgases auf die Stabilität und das Eindringen des Schweißprozesses.
Im Vergleich zum traditionellen Schmelzschweißen hat das Laserschweißen die Vorteile eines großen Einbrandes, einer hohen Schweißgeschwindigkeit und einer geringen Verformung des Werkstücks.
Beim Schweißen erzeugt die Laserwärmequelle mit hoher Leistungsdichte jedoch eine Plasmawolke auf der Oberfläche des bearbeiteten Werkstücks, die den Laser absorbiert und bricht, so dass die Schweißenergie während des Prozesses stark reduziert wird. Tiefschweißen des Werkstücks.
Um den Energieverlust zu verringern, wird daher bei industriellen Anwendungen in der Regel eine seitliche Hilfsgasspülung zur Unterdrückung des Plasmas eingesetzt.
Beim Laserschweißen wird das Plasma im Allgemeinen auf der Oberfläche des Werkstücks und im Inneren des kleinen Lochs verteilt, und seine Form und Größe ändern sich während des gesamten Schweißvorgangs regelmäßig.
Bei der Methode des Seitenblasens zur Verhinderung der Plasmabildung ist Helium das am häufigsten verwendete Gas.
Im Vergleich zu anderen häufig verwendeten Gasen hat Helium die höchste Ionisierungsenergie, was bedeutet, dass es mehr Energie absorbieren kann, bevor es zerfällt oder ionisiert.
Da Helium jedoch knapp und teuer ist, haben einschlägige Experten neue Gase für das Seitenblasen oder Mischgase untersucht und ausgewählt, um Helium in vielerlei Hinsicht zu ersetzen.
Ausländische Forscher empfehlen derzeit die Mischung he:ar = 3:1 unter Berücksichtigung der Stabilität und Gaswirtschaftlichkeit des Laserschweißverfahren.
Darüber hinaus haben Forscher im In- und Ausland viel geforscht, um die Konfiguration des Seitenblasens zu optimieren und das Plasma beim Laserschweißen wirksam zu unterdrücken.
Bisher hat sich ein Teil der Arbeiten auf die Art der Einführung des Seitenblasens, die Form, Größe und Position der Seitenblasdüse konzentriert, aber einige Experten haben auch den Einfluss des Seitenblaswinkels auf die Penetration untersucht.
Aufgrund der Unterschiede zwischen den Laserleistung und den tatsächlichen Schweißbedingungen sind die entsprechenden Forschungsergebnisse nicht allgemeingültig.
Darüber hinaus erfordert die Nachfrage für die weitere Produktion und Anwendung auch, dass diese Forschungsarbeit kann das wesentliche Gesetz der Seitenblasen in der Laser-Schweißen von der Forschung Mechanismus zu offenbaren, so dass die tatsächliche Produktion und Anwendung wirksam zu führen;
Auf der anderen Seite ist der Laserhybrid Schweißverfahren hat in der Forschung und in der praktischen Produktion zunehmend an Bedeutung gewonnen.
Im Prozess der CO2 Beim Laser-Hybrid-Schweißen sind die beteiligten Gase das für das Laserschweißen erforderliche Seitenblasgas und Schutzgas die für das traditionelle Schweißen erforderlich sind.
Da der Prozess des Verbundschweißens von vielen Parametern abhängt, müssen die Anwender den Wirkungsmechanismus des verwendeten Gases genau kennen.
Daher sind die Erfahrungen und Erkenntnisse aus der Forschung zum Seitenblasgas beim Laserschweißen auch für die Forschung zum Laserhybridschweißen hilfreich.
Experimentelle Bedingungen
15kw schnelle Axialströmung CO2 Laser für das Experiment verwendet.
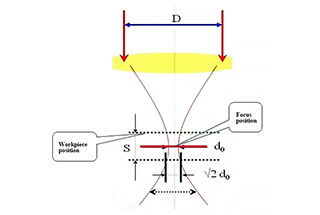
Die Laserbrennweite betrug 357 mm.
Das Schweißprüfblech war aus 20 mm dickem hochfestem Marinestahl ah32.
Das Laserauftragsschweißen wurde auf der Schweißprüfplatte ohne Zusatzdraht durchgeführt.
Die Rostschutz Die Farbe auf der Oberfläche der Prüfplatte ist vor dem Schweißen durch mechanisches Schleifen zu entfernen, und der Ölfleck ist vor dem Schweißen mit Aceton zu entfernen.
Wenn nicht anders angegeben, ist das seitlich einströmende Gas reines Helium.
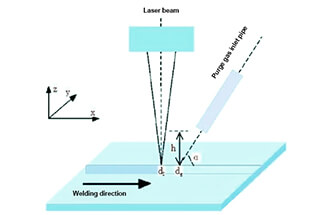
Das spezielle Versuchsgerät ist in Abbildung 1 dargestellt.
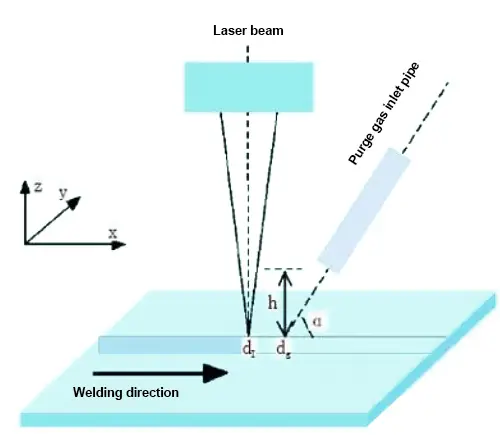
Abb. 1 Schematische Darstellung des Versuchsgeräts
Beim Laserschweißen wird das Plasma synchron mit einem Makro-Hochgeschwindigkeitsfotografiesystem aufgenommen, und nach dem Schweißen werden die Größe und die Fläche des Plasmas in zweidimensionaler Richtung berechnet.
Experimenteller Ablauf und Ergebnisse
1. Einfluss der Laserleistung auf das Plasma
Die Plasmabildung nimmt mit der Erhöhung der Laserleistung zu.
Wie aus Abbildung 2 ersichtlich ist, sind die Plasmamorphologie und -größe unter der Bedingung, dass das seitliche Blasgas ebenfalls Helium ist und die Schweißgeschwindigkeit 2 m / min beträgt, bei unterschiedlichen Laserleistungen sehr unterschiedlich.
Die beim Hochleistungslaserschweißen erzeugte Plasmawolke ist deutlicher zu erkennen.
Daher ist die Unterdrückung des Plasmas durch Seitenblasgas zu diesem Zeitpunkt besonders wichtig.
Laserleistung: 7K

Laserleistung: 15K
Abb. 2 Auswirkung der Änderung der Laserleistung auf das Plasma beim Laserschweißen
2. Einfluss der Position des Seitenblasrohrs auf das Plasma
Die Position des Seitenblasrohrs bestimmt den Wirkungspunkt zwischen dem Seitenblasgasstrom und dem Plasma.
Die Beobachtung zeigt, dass der Unterdrückungseffekt des Plasmas von der Einleitungsposition des Seitenblasgases abhängt.
Abb. 3 zeigt den sich ändernden Trend der Plasmafläche, wenn sich der Abstand zwischen dem Punkt der seitlichen Gaseinleitung (DG) und dem Lasereingangspunkt (D1) in X-Richtung ändert.
Es ist zu erkennen, dass das Plasma empfindlich auf die Einleitungsposition des Seitenblasgases reagiert.

Position des Seitenblasgases in Richtung der X-Achse
Abb. 3 Auswirkung verschiedener Seitenblasgaseinlasspunkte auf die Plasmafläche
3. Einfluss des Winkels des Seitenblasrohrs auf das Plasma
Bei der Verwendung des Seitenblasens beeinflusst die Wahl des Einleitungswinkels des Seitenblasgases auch die Unterdrückungswirkung des Plasmas.
Abb. 4 zeigt die Änderung der entsprechenden Plasmahöhe, wenn sich der Winkel des Seitenblasrohrs ändert.

Seitlicher Blasrohrwinkel
Abb. 4 Auswirkung der verschiedenen seitlichen Ausblaswinkel auf die Plasmahöhe
4. Einfluss der Seitenblasströmung auf das Plasma
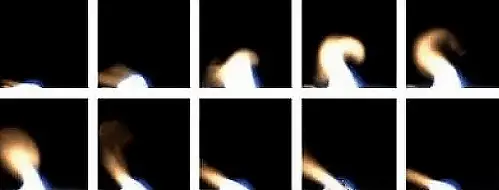
Bei unterschiedlichen Gasflussraten ist die Plasmamorphologie sehr unterschiedlich.
Unter den gleichen experimentellen Bedingungen (d.h. das seitlich einströmende Gas ist Helium, die Schweißgeschwindigkeit beträgt 2m/min und die Laserleistung 12KW), wenn das seitlich einströmende Helium mit hohem Durchfluss verwendet wird, ist die zweidimensionale Größe des Plasmas deutlich reduziert und seine Höhe und Breite werden innerhalb eines sehr kleinen Bereichs kontrolliert (wie in Abb. 5 gezeigt).
Dementsprechend ändern sich auch der Einbrand und die Schweißnahtbreite.
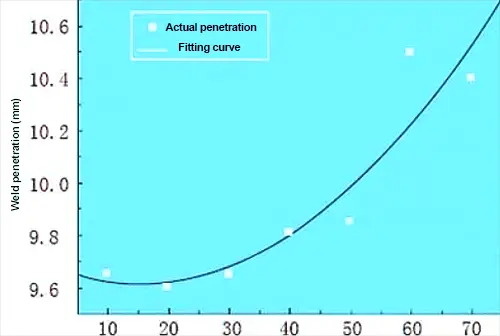
Mit der Zunahme des seitlichen Gasflusses nimmt der Einbrand allmählich zu (siehe Abb. 6).
Wenn der Gasdurchsatz 60 l/min erreicht, wird die Penetration deutlich verbessert.
Daher kann in der praktischen Anwendung der Einfluss des Plasmas durch Anpassung und Kontrolle des seitlich einströmenden Gasstroms wirksam unterdrückt werden, um die Penetration zu verbessern.
Andererseits ist es angesichts des Preises von Helium für das Seitenblasen umso besser, je höher der Gasfluss für das Seitenblasen ist. Stattdessen sollte der optimale Gasfluss unter Berücksichtigung der Kostenleistung ausgewählt werden.
Darüber hinaus zeigen die Forschungsergebnisse, dass die Richtung des Seitenblasgases ebenfalls einen direkten Einfluss auf die Stabilität des Schweißprozesses, die Formung der Schweißnahtoberfläche und ihre Gesamtabmessungen hat.
Daher sollte die geeignete Blasrichtung je nach den tatsächlichen Bedürfnissen gewählt werden.

a) Gasfluss: 20L / AIN

b) Gasfluss: 70L / AIN
Abb. 5 Auswirkung der unterschiedlichen Seitenblasströmung auf das Plasma beim Laserschweißen
Gasfluss (L / min)
5. Einfluss der Gaszusammensetzung auf das Plasma
Abb. 7 zeigt die Veränderungen des Plasmas bei verschiedenen Gaskomponenten.
Abb. 7a zeigt die partielle Plasmamorphologie, wenn das Seitenblasgas Helium ist, während Abb. 7b die partielle Plasmamorphologie zeigt, wenn das Mischgas als Seitenblasgas verwendet wird.
Aus Abb. 7 geht hervor, dass die Größe und Form des Plasmas ähnlich sind, obwohl die in Abb. 7a und 7b verwendeten Seitenbläser unterschiedlich sind. In Abb. 7C weist das Plasma andere Formen auf, und Größe und Form sind verändert.
Wenn sich die Mischungszusammensetzung weiter ändert, wie in Abb. 7d gezeigt, nimmt das Plasma deutlich zu und erstreckt sich über und um das Werkstück.
Wenn die Energie der freien Elektronen im Metalldampf, aus dem das Plasma besteht, ansteigt, kommt es zu einer lawinenartigen Ionisierung der umgebenden Gase.
Zu diesem Zeitpunkt dehnt sich das Plasma schnell aus und teilt sich sogar in zwei Teile, was die Stabilität des Schweißprozesses beeinträchtigt.
Die in den Abbildungen 7b, 7C und 7d dargestellten unterschiedlichen Plasmaformen zeigen, dass es notwendig ist, die richtige Mischung zu verwenden, um eine wirksame Hemmung des Plasmas zu gewährleisten.
Es ist zu beachten, dass die Zusammensetzung des Seitenblasgases nur dann optimiert werden kann, wenn auch andere Parameter der Gaszusammensetzung, wie z. B. die Position des Seitenblasrohrs, optimiert werden.

(A: Helium; B, C und D: Helium-Argon-Gemisch)
Abb. 7 Veränderung des Plasmas bei unterschiedlicher Zusammensetzung des Seitenblasgases
Experimentelle Analyse und Diskussion
1. Auswirkungen der Parameter des Seitenblasgassystems auf das Plasma
Wenn das Seitenblasgas zur Unterdrückung des Plasmas in der Anlage gewählt wird LaserschweißverfahrenDie Parameter des Seitenblasgaseinleitungssystems, wie z. B. die Position des Seitenblasrohrs in dreidimensionaler Richtung, die Parameter des Seitenblasgaseinleitungssystems, wie z. B. die Position des Seitenblasrohrs, der Einleitungswinkel des Seitenblasgases, die geometrische Größe und Form des Seitenblasrohrs, haben alle einen Einfluss auf die Plasmabildung.
Dies wirkt sich auf den Prozess und die Ergebnisse des Laserschweißens aus.
Anhand der Abbildungen 3 und 4 wird deutlich, dass die Position und der Winkel des Seitenblasrohrs Auswirkungen auf die Fläche und die Höhe des Plasmas haben.
Einschlägige Experten wiesen darauf hin, dass die Höhe und Fläche des Plasmas die Absorption und Brechung des Plasmas für den einfallenden Laser widerspiegelt.
Ändert sich die Einleitungsposition des Seitenblasgases, kann die Änderung der Plasmahöhe und -fläche den Grad der Beeinflussung der Absorption oder Streuung des Lasers durch die Seitenblasgasparameter widerspiegeln.
Durch die Beobachtung des Plasmaverhaltens in Echtzeit können wir die Systemparameter für die Einleitung von Seitenblasgas untersuchen und optimieren, das Plasma wirksam unterdrücken und die Energie des Lasers für das Schweißen verbessern.
- Auswirkung der Zusammensetzung und des Flusses des Seitenblasgases auf das Plasma
Ausgehend von der Optimierung des Seitenblasgaseinleitungssystems kann auch die Seitenblasgaszusammensetzung und -strömung für die jeweilige Schweißaufgabe optimiert werden.
Dadurch kann nicht nur ein stabiler Schweißprozess erreicht, sondern auch die Wirtschaftlichkeit gewährleistet werden.
Wie in Abb. 7 gezeigt, kann die Auswahl eines geeigneten Gemischs auch eine Rolle spielen, die der von reinem Helium gleichkommt, und die Wirtschaftlichkeit von Negativgas wird erheblich verbessert.
Allerdings können unterschiedliche Gaszusammensetzungen beim Seitenblasen (wie in Abb. 7D gezeigt) zu starkem Explosionsverhalten des Plasmas führen, so dass ein stabiler Schweißprozess nicht gewährleistet werden kann.
Jüngste Laborarbeiten haben gezeigt, dass durch die Optimierung des Seitenblasgassystems der Auswahlbereich für die Zusammensetzung des Seitenblasgases erweitert werden kann.
Die Auswahl des geeigneten Gasgemisches kann die Wirtschaftlichkeit auf der Grundlage der Gewährleistung der Schweißanforderungen und der Qualität erheblich verbessern.
Epilog
Bei der Herstellung von Hochleistungs-CO2 Beim Laserschweißen wird zur Unterdrückung des Plasmas während des Schweißvorgangs häufig Seitenblasgas verwendet.
Durch die richtige Wahl der relevanten Parameter des Seitenblasgases kann die eingehende Laserenergie beim Tiefschweißprozess effektiver genutzt werden.
Erstens sind die Position und der Winkel des Seitenblasrohrs zwei wichtige Parameter, die sich direkt auf die Größe und Form des Plasmas auswirken.
Daher sollte das seitliche Blasrohr vor dem Schweißen korrekt positioniert werden.
Zweitens sollten die geeignete Zusammensetzung und der Durchfluss des Seitenblasgases berücksichtigt werden.
Wenn der seitlich einströmende Gasstrom zunimmt, erhöht sich die Hemmwirkung auf das Plasma entsprechend.
Der geeignete Gasdurchfluss muss entsprechend den tatsächlichen Schweißanforderungen bestimmt werden.
Darüber hinaus kann das Gemisch unter Berücksichtigung vieler Faktoren wie Prozessstabilität und Preis auch als Side-Blowing verwendet werden.
Zu diesem Zeitpunkt sollte aufgrund der veränderten physikalischen Eigenschaften des Gases die Wechselwirkung zwischen Gas und Schmelzbad auf der Grundlage der Plasmainhibition berücksichtigt und der geeignete Gasstrom entsprechend ausgewählt werden.