Untersuchung des Einflusses von Defokussierung beim Laserschweißen
Haben Sie sich jemals gefragt, wie die winzige Verschiebung des Brennpunkts eines Lasers eine Schweißnaht verändern kann? Beim Laserschweißen spielt der Defokus - der Abstand zwischen dem Werkstück und dem Brennpunkt des Lasers - eine entscheidende Rolle bei der Bestimmung der Schweißqualität. In diesem Artikel wird erläutert, wie sich positiver und negativer Defokus auf das Eindringen in die Schweißnaht, die Form und die allgemeine Effektivität auswirken. Wenn Sie diese Auswirkungen verstehen, lernen Sie, wie Sie die Schweißeinstellungen für verschiedene Materialien optimieren und präzise Ergebnisse erzielen können.
1. Auswirkung der Defokussierung auf das Laserschweißen
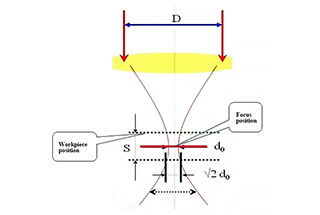
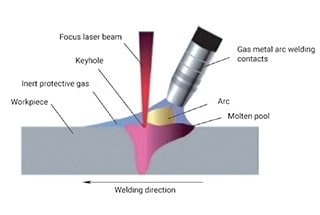
Als Defokus bezeichnet man den Abstand zwischen der Oberfläche eines Werkstücks und dem Brennpunkt.
Befindet sich der Brennpunkt oberhalb des Werkstücks, spricht man von positivem Defokus. Befindet sich der Brennpunkt hingegen unterhalb des Werkstücks, spricht man von negativem Defokus.
2. Auswahl des Defokussierungsgrades
Die Leistungsdichte in der Mitte des Laserfokus ist zu hoch, so dass es zu Verdampfungen in Löchern kommen kann. Die Verteilung der Leistungsdichte ist in jeder Ebene vom Fokus weg relativ gleichmäßig. Laserfokus.
Wenn der Abstand zwischen positiver und negativer Defokusebene und der Schweißebene gleich ist, sollte die Leistungsdichte in der entsprechenden Ebene theoretisch ungefähr gleich sein.
In der Praxis führt dies jedoch zu unterschiedlichen Schweißnahtdurchdringungen und -formen. Bei negativer Defokussierung ist die innere Leistungsdichte des Materials höher als die der Oberfläche, was zu stärkerem Schmelzen und Verdampfen führt. Dadurch kann die Lichtenergie tiefer in das Material eindringen, was zu einer größeren Durchdringung führt.
3. Einfluss der Defokussierung auf das Schweißen
Die Unschärfe sollte 1-2 mm betragen.
Auswirkung der Defokussierung auf die Schweißnahtform
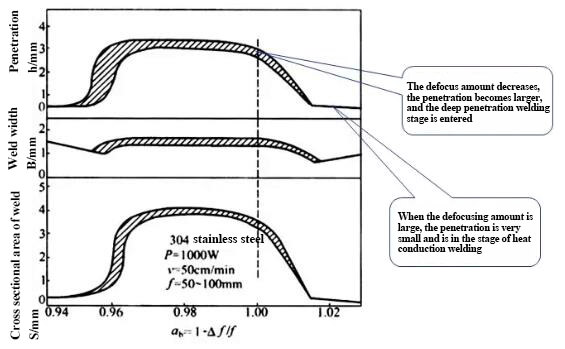
Das zu schweißende Material ist 6 mm dicker rostfreier Stahl, mit einer Leistung von 5 kW und einer Schweißgeschwindigkeit von 96 cm/min. Mit abnehmendem Defokussierungsgrad nimmt die Penetration zu und dringt in die Tiefe vor. Durchschweißung Bühne.
Ist der Defokussierungsgrad hingegen groß, ist der Einbrand minimal und die Schweißung befindet sich in der Wärmeleitungsphase.
Auswirkung der Defokussierung auf Einbrand, Schweißnahtbreite und Querschnitt
4. Zusammenfassung
Der Defokusbetrag bezieht sich auf den Abstand zwischen dem Fokus und der Oberfläche des Werkstücks. Befindet sich der Fokus oberhalb des Werkstücks, wird er als positiver Defokus betrachtet. Befindet sich der Fokus unterhalb des Werkstücks, spricht man von einem negativen Defokus. Ein negativer Defokus ist vorteilhaft für die Erhöhung des Einschweißgrades.
Laserschweißen erfordert in der Regel eine bestimmte Defokussierung, da die Leistungsdichte in der Mitte des Laserfokus zu hoch ist, was dazu führt, dass sie in Löcher verdampft. Die Verteilung der Leistungsdichte ist auf jeder Ebene außerhalb des Laserfokus gleichmäßiger.
Nach der Theorie der geometrischen Optik sollte die Leistungsdichte in der entsprechenden Ebene annähernd gleich sein, wenn der Abstand zwischen positiver und negativer Defokusebene und der Schweißebene gleich ist.
In der Realität ist die Form des Schmelzesees jedoch anders. Bei negativem Defokus kann aufgrund des Entstehungsprozesses des Schmelzbades ein tieferer Einbrand erreicht werden. Experimentell wird ein negativer Defokus verwendet, wenn eine große Einbrandtiefe gewünscht wird, während ein positiver Defokus beim Schweißen dünner Materialien eingesetzt wird.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Welchen Einfluss hat der Fokus eines Lasers auf die Qualität und Effektivität des Schweißens? Diese faszinierende Frage befasst sich mit dem kritischen Zusammenhang zwischen Laserdefokus und Schweißleistung. Durch Erforschung...
Stellen Sie sich ein Schweißverfahren vor, das den Verzug minimiert, die Präzision erhöht und die Effizienz verbessert. Die Laserschweißtechnik für Bleche leistet genau das und revolutioniert Branchen von der Automobilindustrie bis zur Hightech-Elektronik. Dieser Artikel...
Das Schweißen von Kupfer mit Lasertechnologie hat die Fertigung revolutioniert, da es Herausforderungen wie die geringe Laserabsorption und die hohe Wärmeleitfähigkeit von Kupfer meistert. In diesem Artikel wird untersucht, wie Hochleistungs-Faserlaser stabile, fehlerfreie Verbindungen herstellen,...
Haben Sie sich schon einmal gefragt, wie die moderne Technik so präzise und saubere Schweißnähte erzielt? In diesem Artikel erkunden wir die faszinierende Welt der Laserschweißgeräte. Du erfährst, wie sie funktionieren,...
Stellen Sie sich vor, Sie schweißen Metall mit einem Lichtstrahl - präzise, schnell und fast magisch. Das ist Laserschweißen, eine Technologie, die die Fertigung revolutioniert. In diesem Artikel werden wir die grundlegenden Prinzipien des Laserschweißens...
Stellen Sie sich vor, Sie könnten Bleche mit Laserpräzision in robuste, ästhetisch ansprechende Kastenstrukturen verwandeln. In diesem Artikel wird untersucht, wie innovative Blechkonstruktionen, insbesondere unter Verwendung von 45°-Fasenverbindungen, die Effizienz und...
Stellen Sie sich vor, Sie schweißen mit Präzision, Geschwindigkeit und minimaler Wärmeverformung - willkommen in der Welt des Laserdrahtfüllschweißens. Diese fortschrittliche Technik übertrifft herkömmliche Methoden und bietet Lösungen für Herausforderungen wie Rissbildung in der Schweißnaht...
Haben Sie sich jemals gefragt, was eine perfekte Schweißnaht ausmacht? Beim Laserschweißen liegt das Geheimnis in der Verwendung von Schutzgas. In diesem Artikel wird untersucht, wie verschiedene Gase, wie Stickstoff, Argon,...
Wie wird das Laserschweißen die Fertigung der Zukunft revolutionieren? Die Laserschweißtechnik verändert die Industrie mit ihrer Präzision, Effizienz und Fähigkeit, verschiedene Materialien zu verarbeiten. Dieser Artikel befasst sich mit den Fortschritten, Anwendungen und...