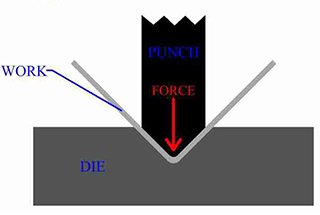
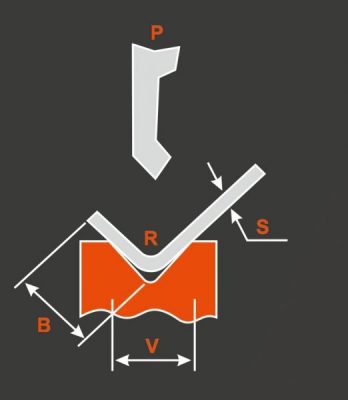
Es sollte einen Biegeradius haben für BlechbiegenSie darf weder zu groß noch zu klein sein und muss angemessen gewählt werden.
Wenn der Biegeradius zu klein ist, führt dies zu Rissen an der Biegestelle;
Wenn der Biegeradius zu groß ist, kann er leicht zurückfedern.
Sie können jedoch Folgendes verwenden V-Nutenfräsmaschine zuerst zu rillen und dann zu biegen. Auf diese Weise erhalten Sie einen kleineren Biegeradius.
Der optimale Biegeradius für verschiedene Materialstärken (Biege-Innenradius) siehe Tabelle unten:
Die entsprechende Position von Biegerichtung und Faserrichtung
Vertikal
Parallel
Vertikal
Parallel
08, 10
0.1t
0.4t
0.4t
0.8t
15, 20
0.1t
0.5t
0.5t
1.0t
25, 30
0.2t
0.6t
0.6t
1.2t
45, 50
0.5t
1.0t
1.0t
1.7t
65Mn
1.0t
2.0t
2.0t
3.0t
Aluminium
0.1t
0.35t
0.5t
1.0t
Messing
0.1t
0.35t
1.0t
2.0t
Weiches Messing
0.1t
0.35t
0.35t
0.8t
Halbhartes Messing
0.1t
0.35t
0.5t
1.2t
Phosphor Bronze
/
/
1.0t
3.0t
Die Daten in der obigen Tabelle sind die bevorzugten Daten, die nur als Referenz dienen. In der Tat sind die abgerundeten Ecken von Abkantpresse sind in der Regel 0,3, und eine kleine Anzahl der abgerundeten Ecken der Abkantpresse Stempel ist 0,5.
Für gewöhnliches kohlenstoffarmes Stahlblech, rostfreies Aluminiumblech, gelbes Kupfer, lila Kupfer usw. ist der innere Radius 0,2 kein Problem, aber für einige kohlenstoffreicher StahlHartes Aluminium, superhartes Aluminium, die Verwendung von 0,2 Radius führt zu Biegebruch oder den äußeren Radius zu knacken.
Faktoren, die sich auf den Biegeradius auswirken können
Welche Faktoren können sich auf den Biegeradius des Feinblech?
Es gibt mehrere Faktoren, die sich auf den Biegeradius von Blechen auswirken können, darunter die Dicke des Metalls, das Material, aus dem es besteht, der Radius des Oberstempels, die Untermatrize, die Biegekraft und die Arbeitstemperatur.
Ich hoffe, dass dieser Artikel, der auf meinen persönlichen Erfahrungen beruht, für die Leser hilfreich sein wird.
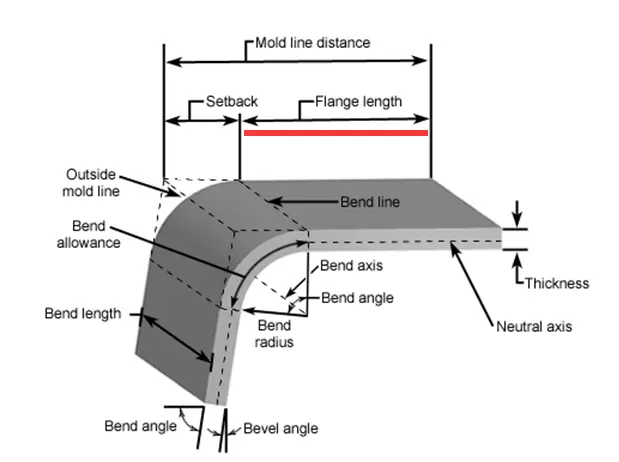
Biegewinkel
Der Biegewinkel des Blechs ist der entscheidende Faktor, der die Biegezugabe.
Zum Beispiel, wenn das Blech mit einer großer Radiuswird mehr Biegezugabe abgezogen; bei spitzem Biegewinkel, weniger Biegezugabe abgezogen werden.
Blechdicke
In der Praxis hat sich gezeigt, dass der Biegeradius mit zunehmender Materialstärke steigt.
Wir sind uns bewusst, dass eine dickere Platte mehr Biegekraft und eine größere V-förmige Öffnung in der Untergesenk.
Was beeinflusst dann den Biegewinkel r?
Blatt Metal Material
Die Biegezugabe für Bleche gleicher Dicke kann leicht variieren, was zeigt, dass Materialeigenschaften spielen bei der Bestimmung des Biegeradius eine Rolle.
Die Biegefestigkeit des Materials kann den Biegeradius direkt beeinflussen.
Obwohl sich das Material auf den Biegeradius auswirkt, hat es nur begrenzte Auswirkungen auf unsere tatsächliche Verwendung.
Wir können eine individuelle Biegezugabe-Tabelle für verschiedene Materialien erstellen.
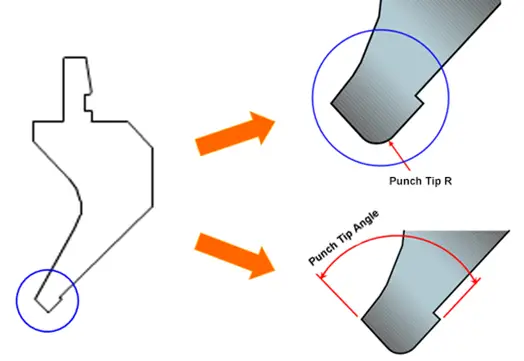
Radius der Stanzspitze
Der Standardradius der Biegeform darf r1 nicht überschreiten, und der Mindestradius des Stempels darf nicht kleiner als 1 sein.
Wenn es keine spezifischen Anforderungen an den Biegeradius gibt, hat dies nur begrenzte Auswirkungen auf die Biegeverfahren.
Doch für Blechbiegen die einen bestimmten Biegeradius erfordert, der entweder kleiner als 1 oder deutlich größer als 1 ist, wird er nicht allein durch den Radius des Oberstempels bestimmt.
Daher wirkt sich der Radius des Oberstempels direkt auf den endgültigen Biegeradius aus.
Wenn der Radius der Stempelspitze größer ist als der Radius, den die beim Biegen verwendete Matrize erzeugt, wirkt sich dies auf den Innenradius des Profils aus.
Zum Beispiel:
1 mm Baustahl zum Biegen
Die gewählte Form V = 8 mm, was, wie unten gezeigt, einen inneren Biegeradius von 1 mm ergibt.
Der innere Biegeradius wird sein:
r= 1 mm, wobei der Radius der Stempelspitze kleiner ist als Imm
oder r = Radius der Stempelspitze, wenn der Radius der Stempelspitze größer als 1 mm ist.
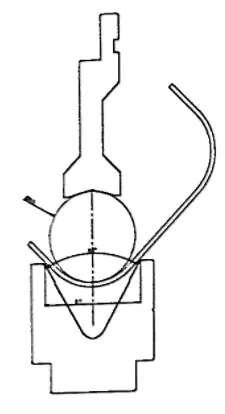
Ein typisches Beispiel für dieses Prinzip sind Radius-Werkzeughalter, mit denen sich in kleinen Matrizen Biegungen mit großem Radius erzielen lassen. In diesem Fall wird der erforderliche Innenradius durch die Form der Stempelspitze erzeugt.
Wenn Sie stattdessen den internen Biegeradius, der durch die Matrize kann die ideale Stempelspitze rdius mit der folgenden Gleichung berechnet werden:
Idealer Stempelspitzenradius = (von der Matrize erzeugtes R) x (2/3)
Mit diesem Verhältnis ist die Stempelfläche proportional zur erforderlichen Kraft, um das Blech zu biegen, und verhindert, dass die Stempelspitze in das Blech eindringt. Dadurch werden ästhetische Probleme oder Risse im Material an der Innenseite der Biegung vermieden.
Außerdem kann es bei zu kleinem Spitzenradius und spitzen Winkeln dazu kommen, dass das Blech fast durchgeschnitten wird und sich das Profil an den Stempel anschmiegt, so dass ein anderer als der beabsichtigte Winkel entsteht.
Es ist nicht immer einfach, die oben genannte Gleichung einzuhalten, da es in vielen Werkstätten an unterschiedlichen Biegespitzenradiatoren mangelt.
Allerdings, Bediener von Abkantpressen sollten den Spitzenradius verwenden, der dem Ideal am nächsten kommt. Insbesondere bei dicken Blechen, deren Biegung eine hohe Kraft erfordert, müssen die Bediener einen geeigneten Stempelspitzenradius verwenden, um Blechverformungen, Maßprobleme oder Probleme mit dem Aussehen oder der Rissbildung zu vermeiden.
Biegen Kraft
Je dicker das Blech ist, desto größer ist sein Widerstand gegen Biegeverformung.
Daher ist die Biegekraft muss entsprechend angepasst werden.
Die Biegekraft kann nicht ständig erhöht werden und muss auf ein angemessenes Niveau eingestellt werden.
Die Biegekraft ist direkt proportional zur Dicke des Blechs und umgekehrt proportional zur Breite des unteren Matrizenschlitzes.
Beim Biegen wird die Dicke des Blechs festgelegt und die Breite des unteren Matrizenschlitzes auf der Grundlage der Blechdicke gewählt.
Dadurch wird die Biegekraft zu einer Konstante, die von anderen Faktoren bestimmt wird.
Der Biegeradius kann ohne Berücksichtigung der Biegekraft nicht genau bestimmt werden.
UntenDdh
Die Breite des unteren Matrizenschlitzes steht in direktem Zusammenhang mit der Dicke des Blechs.
In der Praxis nimmt der Biegeradius mit zunehmender Dicke des Metalls zu.
Bei gleicher Blechdicke kann der Biegeradius auch in Abhängigkeit von der Breite der V-förmigen Öffnung variieren.
Es ist daher klar, dass die Breite des unteren Schlitzes eine entscheidende Rolle bei der Bestimmung des Biegeradius spielt.
Betrieb Temperatur
Im Allgemeinen ist die Temperatur der Arbeitsumgebung die Raumtemperatur, die vernachlässigt werden kann.
Die Biegekraft trägt zu Änderungen des Biegeradius bei, wird aber durch die Blechdicke und die Breite des unteren Matrizenschlitzes bestimmt.
Alle Faktoren spielen bei der Bestimmung des Biegeradius eine Rolle und können nur aufgrund der spezifischen Anforderungen begrenzt werden.
Wenn es beispielsweise keine spezifischen Anforderungen an den Biegeradius gibt, ist es sinnvoll, alle Faktoren zu begrenzen und eine standardisierte Biegefaktortabelle zu verwenden.
Wenn ein viel größerer Biegeradius als 1 gewünscht wird, kann der Radius der oberen Matrize geändert und ein kundenspezifischer Biegefaktor verwendet werden.
Es ist jedoch nicht ratsam, die Breite des unteren Matrizenschlitzes zu verändern, da sich dies sowohl auf den Biegeradius als auch auf die Biegezugabe auswirkt.
Durch die Änderung der Breite des unteren Matrizenschlitzes können die Biegezugabe und der Biegeradius verändert werden.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]