In diesem Blogbeitrag erkunde ich die faszinierende Welt der Rohrbiegetechniken. Als erfahrener Maschinenbauingenieur teile ich meine Erkenntnisse über die verschiedenen Methoden, mit denen Rohre für unterschiedliche Anwendungen geformt werden. Entdecken Sie die Wissenschaft, die hinter der Herstellung von glatten Kurven und präzisen Winkeln steckt, die Rohrsysteme effizient und ästhetisch ansprechend machen.
Das herkömmliche dornlose Biegen bezieht sich auf ein nicht füllendes Biegeverfahren, das üblicherweise in der Produktion bei Raumtemperatur eingesetzt wird.
Die primäre Biegestempel und Prinzip sind in der nachstehenden Abbildung dargestellt. Diese Technik beinhaltet Streckbiegen, Pressenbiegen, Bypassbiegen, Druckbiegen und Walzbiegen.
Das Biegen von Rohren kann durch Hinzufügen einer axialen Spannung auf der Grundlage eines reinen Biegemoments erreicht werden. Dies kann im Allgemeinen als Zugbiegen und Rotationszugbiegen kategorisiert werden.
Alle Streckbiegeverfahren haben ein gemeinsames Merkmal. Durch die zusätzliche Zugspannung wird ein Teil der tangentialen Druckspannung auf der konkaven Seite beim reinen Biegen abgebaut. Dies führt zu einer Unterdrückung der Wanddicke und der Faltenbildung in der Biegung. Allerdings erhöht sich zwangsläufig die Möglichkeit einer Wanddickenausdünnung oder gar Rissbildung auf der konvexen Seite der Biegung.
(1) Streckbiegen
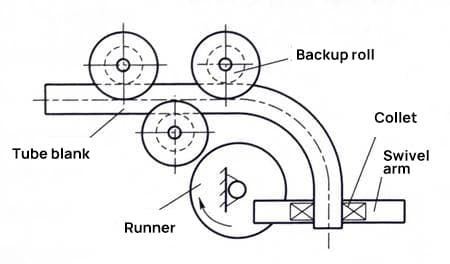
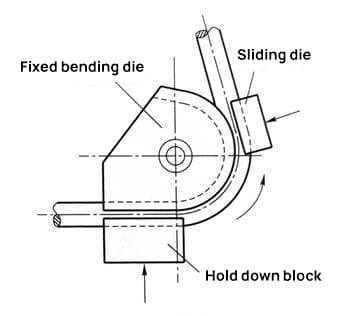
Das vereinfachte Funktionsprinzip einer üblichen Streckbiegeform ist in der nachstehenden Abbildung dargestellt.
Beim Rohrbiegen wird der Rohrrohling durch drei horizontale Stützrollen geführt und über ein Spannfutter am Dreharm befestigt. Wenn sich der Dreharm dreht, wird der Rohrrohling durch die Biegung verformt.
Der Krümmungsradius der Biegung kann während des Streckbiegevorgangs verändert werden, indem der Abstand zwischen der Stützrolle und dem Spannfutter sowie die Achse des Läufers angepasst werden.
Wenn vor dem Eintritt des Rohrrohlings in die Biegezone eine Heizvorrichtung installiert wird, z. B. ein Mittelfrequenz-Induktionsstrom zum Vorwärmen des Rohrrohlings, kann seine plastische Verformungsfähigkeit verbessert werden. Dies ermöglicht die Durchführung des Heizstreckbiegeverfahrens.
Vereinfachtes Funktionsprinzip von vier gängigen Streckbiegeformen
(2) Drehende Zugbiegung
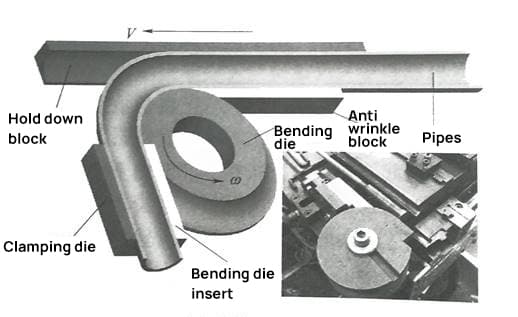
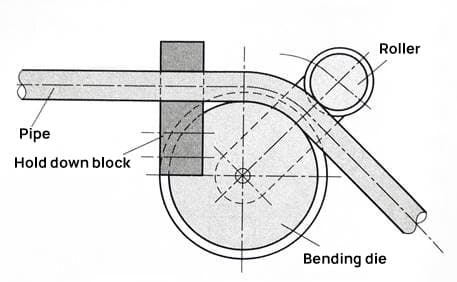
Die nachstehende Abbildung zeigt das Rotationszugbiegen, bei dem jedes Arbeitsteil der Biegematrize eine der Form des Rohrs angepasste Rille aufweist.
Die Länge der Querschnittskurve ist etwas geringer als der Halbkreis des Rohrrohlings. Sie wird verwendet, um den Rohrrohling während des Biegens zu klemmen oder zu drücken.
Die Biegeradius kann durch Auswechseln des Rotationsbiegestempels geändert werden.
Der Rohrrohling wird durch die Ziehmatrize und die Biegematrize, die sich um die Achse drehen kann, gegen die rotierende Biegematrize gedrückt. Spannen Block.
Die Zugmatrize dreht sich auf der Kreisbogenbahn mit festem Radius und der Achse der Rotationsbiegematrize, die den Rohrrohling unter dem radialen Druck und der tangentialen Reibung des Spannblocks zur Rotation mit der Rotationsbiegematrize antreibt, um eine Biegeumformung zu erreichen.
Aufgrund der Zunahme der tangentialen Streckverformung des Rohrrohlings auf der konvexen Seite der Biegung hat er die Eigenschaft des Streckbiegens.
Derzeit arbeiten die meisten Rohrbiegemaschinen und CNC-Rohrbiegemaschinen in der Produktion nach dem Prinzip des Rotationszugbiegens.
CNC-Rohrbieger Rotationszugbiegen
2. Biegen unter Druck
Die Druckbiegung ist das Gegenstück zur Zugbiegung, die durch die gemeinsame Einwirkung von zusätzlichem oder abgeleitetem Axialschub und Biegemoment bei der Rohrbiegung erreicht wird.
Der zusätzliche Axialdruck kann die tangentiale Spannung auf der konvexen Seite des Bogens verringern oder ihr entgegenwirken und dadurch verhindern, dass die Wandstärke des Bogens dünner wird oder Risse bekommt. Die Zunahme der tangentialen Druckspannung auf der konkaven Seite des Bogens kann jedoch dazu führen, dass sich die Rohrwand verdickt oder sogar faltig wird.
Das Druckbiegen von Rohren wird hauptsächlich in Druckbiegen, Rotationsdruckbiegen und Axialkraftbiegen unterteilt.
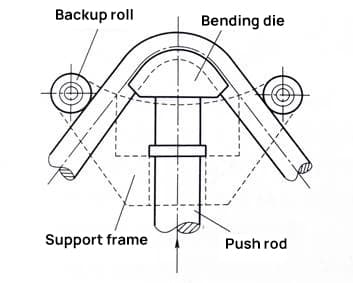
Das Rohrbiegen, wie in der Abbildung unten dargestellt, ähnelt dem V-Biegen von Blechen und wird zum Biegen und Formen von Rohrbögen mit mittlerem und kleinem Durchmesser und geraden Rohrsegmenten verwendet.
Die Biegematrize und die Stützrolle haben eine Arbeitsrille mit dem gleichen Durchmesser wie das Rohr und etwas kleiner als der Halbkreis.
Die mit der Schubstange verbundene Biegematrize mit einem bestimmten Biegeradius schiebt den Rohrrohling heraus und rollt zwei Biegeformen zwischen den beidseitigen Stützrollen.
Durch das Auswechseln der Biegematrize kann der Biegeradius des Rohres verändert werden, während die Größe der beiden Biege-Innenwinkel durch den Ausschiebehub der Biegematrize bestimmt wird.
Das Rohrbiegen zeichnet sich durch eine hohe Produktionseffizienz aus, und die Einstellung der Matrize ist einfach.
Der Nachteil ist jedoch, dass die Biegekraft die während des Biegens auftritt, konzentriert sich zwischen den beiden Stützrollen. Der anfängliche Kontakt zwischen dem Rohrrohling und der Biegematrize kann zu einer Verformung des Fahrbereichs führen und die Biegequalität beeinträchtigen.
(2) Rotationsdruckbiegen
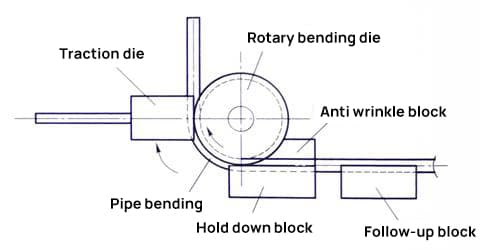
Das Rotationsdruckbiegen ähnelt in seiner Form dem Rotationszugbiegen, der Mechanismus zum Biegen der Rohre ist jedoch ein anderer.
Wie in der Abbildung unten dargestellt, übt die Gleitmatrize oder Walze während des Biegevorgangs radialen Druck auf den Rohrrohling aus, während sie sich um die Achse der feststehenden Biegematrize dreht, wodurch der gerade Rohrrohling allmählich gezwungen wird, unter tangentialer Reibung an der Rillenoberfläche der feststehenden Biegematrize zu haften, um sich zu biegen und zu verformen.
Im Gegensatz zum Rotationszugbiegen wird die Biegeverformungszone zwischen dem Gleitwerkzeug und dem festen Biegewerkzeug erzeugt. Die Oberfläche des konvexen Rohrrohlings ist immer der kombinierten Wirkung von radialem Druck und tangentialer Reibung ausgesetzt, was die tangentiale Zugverformung des konvexen Rohrrohlings bis zu einem gewissen Grad reduzieren kann.
(3) Axialkraft Druckbiegung
Die in der folgenden Abbildung gezeigte Form besteht aus zwei Hälften, die durch die Biegeebene zentriert werden.
Unter dem axialen Druck der Matrize wird der Rohrrohling gezwungen, sich zu biegen und zu formen, indem er in den Formhohlraum gepresst wird, nachdem er die Führungshülse passiert hat.
Der Prozess der Biegeverformung des Rohrrohlings in der Form ist komplex. Neben dem Biegemoment wirken auch der Axialschub und die Reibungskraft entgegen der Laufrichtung auf ihn ein.
Das Schubbiegen unterscheidet sich vom gewöhnlichen Biegen, da die neutrale Schicht der Rohrwanddehnung nach außen verlagert werden kann, was dazu beiträgt, die Ausdünnung der Außenwand zu verringern.
Um eine Faltenbildung oder Verdrehung im Inneren des Bogens zu vermeiden, sollte die relative Wandstärke des Rohres beim Biegen größer als 0,06 sein.
Um die Reibung zu verringern, ist es oft notwendig, den Rohrrohling oder den Hohlraum der Biegeform zu schmieren.
Bei dünnwandigen Krümmern wird in der Regel das Druckbiegen mit einem Kern angewandt, um Knicken und Faltenbildung zu vermeiden.
Schematisches Diagramm der Rohrform Axiales Druckbiegen
3. Andere gängige Rohrbiegemethoden ohne Dorn
Neben den oben genannten Methoden gibt es auch Umwege, Walzenbiegenund andere.
Die meisten dieser Methoden erfüllen jedoch nicht die strengen Anforderungen an die Biegegenauigkeit und -qualität. Daher werden sie in der Regel zum Biegen von Rohrformstücken verwendet, die keine hohe Präzision in Bezug auf Form und Größe erfordern.
(1) Rohrbiegeformung
Das Biegen von Rohren ist ein gängiges Herstellungsverfahren, das manuell oder mit Hilfe einer Rohrbiegemaschine durchgeführt werden kann.
Das Bypass-Biegen, wie in der Abbildung unten dargestellt, ähnelt dem Rotationsdruckbiegen, mit dem Unterschied, dass zwischen der Arbeitsrille der Rolle und der Oberfläche des Rohrrohlings Rollreibung auftritt.
Während der BiegeverfahrenDer Rohrrohling wird mit einem Ende in den Spannkopf der Biegematrize eingespannt, während das seitliche Pressrad ihn gegen die Nutfläche der Biegematrize drückt und sich um die Biegematrize dreht. Der Spannkopf dreht sich ebenfalls mit dem Rohrrohling.
Das Prinzip des Rohrbiegens
(2) Rohrwalzung
Rohr Walzenbiegen wird üblicherweise zum Biegen von dickwandigen Rohren verwendet, wie im folgenden Diagramm dargestellt.
Der Rohrrohling wird zwischen drei oder mehr Walzen platziert, die jeweils eine Nut mit einem Innendurchmesser haben, der etwas größer ist als der Außendurchmesser des Rohrs, und einen Querschnittsumfang, der etwas kleiner ist als der Halbkreis des Rohrrohlings.
Jede Walze rotiert und bewegt sich in verschiedene Richtungen, wodurch das Rohr in eine bestimmte Biegeform gewalzt werden kann. Das Biegen mit mehreren Walzen kann die Biegegenauigkeit von Rohren erhöhen, die Verformung des Biegequerschnitts verringern und den Grad der gleichmäßigen Biegeverformung des Rohrs verbessern.
Obwohl sie hauptsächlich zum Biegen von dickwandigen Rohren verwendet wird, kann sie manchmal auch zum Biegen von dünnwandigen Rohren eingesetzt werden.
Schematische Darstellung der Rohrwalzenumformung
(a) Schematische Darstellung des asymmetrischen Dreiwalzenbiegens (b) Schematische Darstellung von Seitenwalze swing four roll bending
Biegen der Rohrfüllung
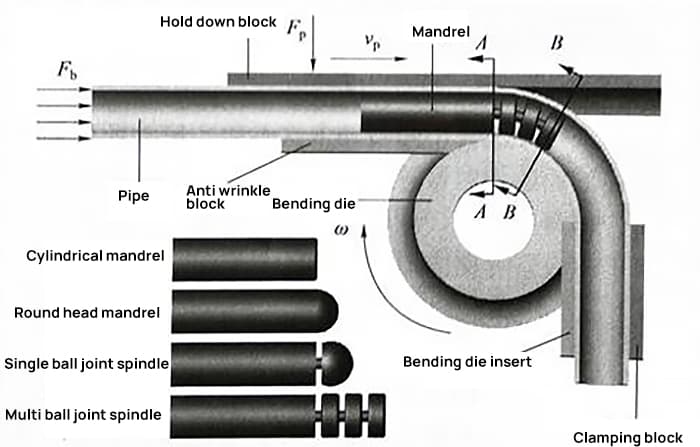
Das Rohrfüllbiegen, auch Dornbiegen genannt, ist ein gängiges Verfahren zum Biegen dünnwandiger Rohre mit mittlerem bis großem Durchmesser.
Um Defekte wie Querschnittsabflachungen, Wandeinbrüche und Faltenbildung während des Biegeprozesses zu minimieren oder zu beseitigen, wird ein Verfahren verwendet, das als Füllbiegen bezeichnet wird. Dabei werden verschiedene Dorne oder Füllstücke in den zu biegenden Rohrrohling gefüllt, um ihn während des Biegevorgangs zu stützen.
1. Biegedorn
Das Dornbiegen ist ein Biegeverfahren, das eine präzise Kontrolle der Querschnittsform von Rohrbögen ermöglicht.
Der Hauptunterschied zwischen dem Dornbiegen und dem gewöhnlichen dornlosen Biegen besteht darin, dass während des Biegevorgangs ein Dorn in den Rohrrohling eingesetzt wird.
In der Produktion werden zwei Arten von Dornen oder Dornstangen unterschieden: starre Dorne und massive, flexible Dorne.
Zu den starren Dornen gehören Rundkopfdorne, löffelförmige Dorne und Bockhorndorne.
Zu den flexiblen Dornen gehören einteilige flexible Dorne und mehrteilige flexible Dorne.
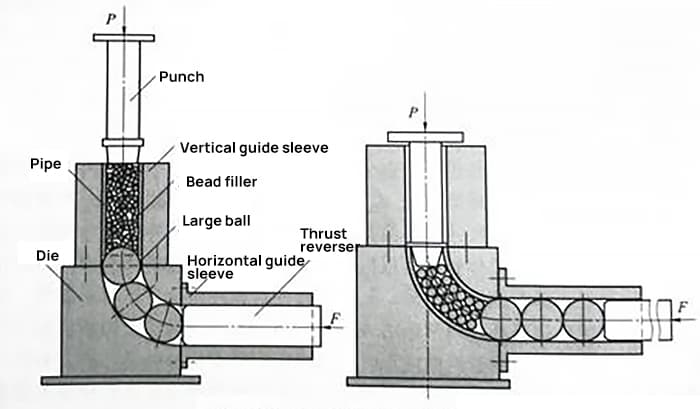
Das Füllen mit festen Partikeln und das Druckbiegen ist ein gängiges Verfahren zum Biegen von dünnwandigen Bauteilen oder Bögen mit geringer Wandstärke.
Traditionell wurde Quarzsand als Füllstoff verwendet, der jedoch nach und nach durch Harzpartikel oder Metallkugeln ersetzt wurde.
Vor dem Druckbiegeverfahren werden Kugeln mit großem Durchmesser, die etwas kleiner als die Außenansicht des Rohrrohlings sind, in die Biegematrize gelegt, um ein Verrutschen des Sickenfüllers zu verhindern. Anschließend wird der Rohrrohling mit Kugeln mit kleinem Durchmesser gefüllt.
Beim Schubbiegen treibt der Schieber der Presse den Schubbiegestempel an, um den Perlenfüller in den Rohrrohling zu extrudieren. Es ist jedoch zu beachten, dass feste Partikel nicht als kontinuierliches Medium betrachtet werden können und ihre Fließverformung unter Druck nicht an ein konstantes Volumen angenähert werden kann.
Darüber hinaus kann die Verwendung harter Stahlkugeln zu Defekten wie z. B. Einkerbungen an der Innenwand des Rohrbogens führen.
Schematische Darstellung des Füllens und Biegens von Rohren mit festen Partikeln
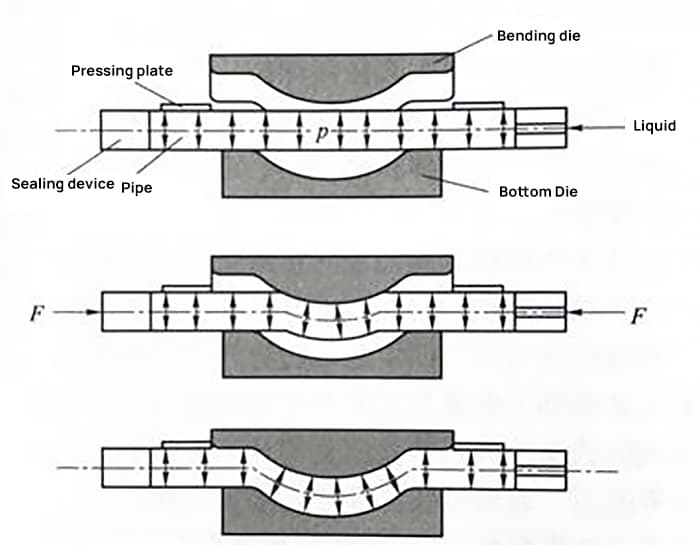
3. Flüssigkeitsfüllung Biegen
Das Füll- und Biegeverfahren, bei dem Flüssigkeit als Füllstoff für Rohre verwendet wird, wurde mit zwei relativ ausgereiften Verfahren entwickelt: dem hydraulischen Stanzbiegen von Rohren und dem hydraulischen Stanzbiegen von Rohren mit Vorschub.
Während das Flüssigfüllungsbiegen einige der Mängel des Feststofffüllungsbiegens überwindet, bleibt die Abdichtung des Mediums eine technologische Herausforderung.
Funktionsprinzip der Innenhochdruckumformung von Rohren
4. Biegen mit flüssigem Spachtel aushärten
Beim flüssigkeitsgefüllten Biegen wird eine aushärtbare Flüssigkeit in den Rohrrohling gespritzt, während dieser sich in flüssigem Zustand befindet. Sobald beide Enden versiegelt sind, verfestigt sich die flüssige Substanz und wird zu einem festen Füllstoff, der zum Biegen verwendet wird.
Zu den verfestigten Füllstoffen können Wasser, Kolophonium, Legierungen mit niedrigem Schmelzpunkt und verschiedene Arten von Harzen gehören.
Heizung Biegen
Das Wärmebiegen ist ein traditionelles Kunststoffverarbeitungsverfahren, bei dem der Rohrrohling durch Erhitzen erweicht und seine plastische Verformbarkeit verbessert wird. Dieses Verfahren wird eingesetzt, wenn die Form der Rohrkomponenten für das Kaltbiegen nicht geeignet ist.
Der Biegeprozess umfasst in der Regel eine Kombination aus Erwärmung, Biegen und Abkühlen. Zu den üblicherweise verwendeten Methoden für das Erwärmungsbiegen gehören das Füllbiegen mit Gesamterwärmung, das Tauchbiegen mit Gesamterwärmung, das lokale Induktionsbiegen mit mittlerer Frequenz und das Laserbiegen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie komplizierte Metallrohre ihre präzisen Biegungen und Formen erhalten? Dieser Artikel stellt die führenden Hersteller von Rohrbiegemaschinen vor und zeigt ihre innovativen Technologien...
Haben Sie sich jemals gefragt, wie komplizierte Rohrformen mit Präzision hergestellt werden? Dieser Leitfaden lüftet die Geheimnisse der Rohrbieger und erforscht ihre Typen, Mechanismen und Anwendungen. Mit Einblicken von erfahrenen Maschinenbauingenieuren,...
Haben Sie jemals die anmutigen Kurven eines Handlaufs aus Edelstahl oder die schlanken Linien einer Metallskulptur bewundert? Hinter diesen schönen Designs steckt die Kunst und Wissenschaft...