Der ultimative Leitfaden für Rohrbieger (2023 aktualisiert)
Haben Sie sich jemals gefragt, wie komplizierte Rohrformen mit Präzision hergestellt werden? Dieser Leitfaden lüftet die Geheimnisse der Rohrbieger und erforscht ihre Typen, Mechanismen und Anwendungen. Erfahren Sie von erfahrenen Maschinenbauingenieuren, welche Innovationen die Industrie revolutionieren, und lernen Sie, wie Sie den richtigen Bieger für Ihre Bedürfnisse auswählen.
Eine Rohrbiegemaschine ist eine Maschine zum Biegen von Rohren, die in numerisch gesteuerte und hydraulische Typen unterteilt werden kann. Diese Maschinen sind in verschiedenen Branchen weit verbreitet, z. B. im Kraftwerksbau, im Eisenbahn- und Straßenbau, bei Brücken und Schiffen.
Im Gegensatz zu Blechbiegemaschinen werden Rohrbiegemaschinen hauptsächlich eingesetzt für Biegen von Stahl Rohre. Sie werden häufig im Kraftwerksbau, im Eisenbahnbau, in Kesseln, auf Brücken, Schiffen, in der Möbel- und Dekorationsindustrie und in anderen Bereichen des Rohrleitungs- und Bauwesens eingesetzt.
Rohrbiegemaschinen gelten auch als wichtige Geräte in der Rohrmaschinenindustrie. Sie bieten mehrere Funktionen, haben eine gut durchdachte Struktur und sind einfach zu bedienen.
Was ist eine Rohrbiegemaschine?
Ein Rohrbieger ist eine Maschine zum Biegen von Rohren. Sie wird in der Regel zum Biegen von hohlen oder massiven Rohren aus harten Materialien in verschiedene Formen, einschließlich Winkeln und Kurven, verwendet. Dies umfasst das Biegen von Eisenrohren, Stahlrohren, Rohren aus Aluminiumlegierungen und mehr.
Rohrbieger können in zwei Typen unterteilt werden: CNC-Rohrbiegemaschinen und hydraulische Rohrbiegemaschinen. Sie werden häufig beim Bau von Kraftwerken, Autobahnen und Eisenbahnen, bei der Verlegung von Rohrleitungen und der Reparatur von Kesseln, Brücken, Schiffen, Möbeln, Dekoration und anderen Industrien eingesetzt.
Der Rohrbieger hat mehrere Vorteile, darunter mehrere Funktionen, eine vernünftige Struktur und eine einfache Bedienung.
Arten von Rohrbieger
Der Rohrbieger ist eine Maschine zum Biegen von Rohren in verschiedene Formen, wie z. B. I-Träger, Kanalstähle, Winkeleisen, Drähte und mehr. Sie kann auch Ringe, U-förmige Rohre, Halbrohre und Coil-Rohre formen. Zu den Kategorien von Rohrbiegemaschinen gehören hydraulische elektrische Biegemaschinen, horizontale hydraulische Rohrbiegemaschinen und multifunktionale Walzrohrbiegemaschinen.
Die elektrische Rohrbiegemaschine wird mit Strom betrieben und durch einen Motor, einen Drehzahlwandler und ein Kettengetriebe angetrieben. Die hydraulische Rohrbiegemaschine hingegen zersetzt die Biegevorgang in die Antriebsklemmung mit hydraulischem Druck einfahren, das Rohr zurückbiegen, Hilfsbewegung vorwärts und rückwärts, Vorschub und Einfahren des Kerns.
Die hydraulische Rohrbiegemaschine ist eine gewöhnliche automatische Biegemaschine mit ebener Wicklung und hat die Vorteile mehrerer Funktionen, einer vernünftigen Struktur, einfacher Bedienung, bequemer Bewegung und schneller Installation. Es ist in der elektrischen Energie Bau, Autobahn und Eisenbahnbau, Kessel, Brücken, Schiffe, Möbel, Dekoration und mehr verwendet.
Die CNC-Rohrbiegemaschine hingegen verwendet einen Servomotor anstelle von Hydraulik und ist in der Lage, den Vorschub und das Zurückziehen sowie die Drehung des Kippwinkels zu steuern, Rohrbiegen und Rückzug, Hilfsbewegung vorwärts und rückwärts und Kopfanhebung. Der Unterschied zwischen der CNC-Rohrbiegemaschine und der hydraulischen Rohrbiegemaschine liegt in der kontinuierlichen Produktion, der Bearbeitungspräzision und der dreidimensionalen Formung der Rohrformstücke.
Die numerisch gesteuerte Rohrbiegemaschine kann Wickelbiegungen mit einem oder zwei Biegeradien für Rohre in kaltem Zustand durchführen und wird häufig zum Biegen verschiedener Rohrformstücke und Drähte in Branchen wie der Automobil- und der Klimaanlagenindustrie eingesetzt.
Es gibt zwei Biegemethoden für den Rohrbieger:
1. Kaltbiegeneinschließlich hydraulischer Rohrbiegemaschinen, elektrischer Rohrbiegemaschinen und Dreiwalzen-Biegemaschinen;
2. Warmes Biegenist das repräsentative Modell die Mittelfrequenz-Rohrbiegemaschine.
Arbeitsprinzip einer Rohrbiegemaschine
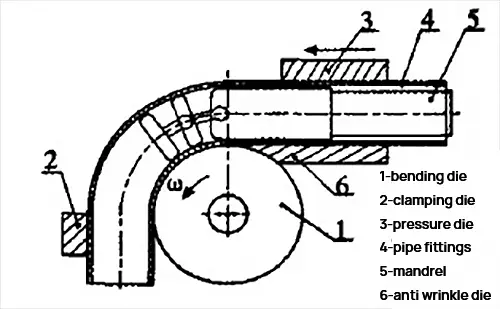
Nach der Methode des Rohrbiegens kann man zwischen Druckbiegen und Walzbiegen unterscheiden, Pressenbiegenund das Kreisbiegen. Das Kreisbiegen ist relativ leicht zu automatisieren, so dass die meisten Biegemaschinen derzeit für dieses Verfahren ausgelegt sind. Das Prinzip des Biegeprozesses ist in einem Diagramm dargestellt.
Der Biegevorgang erfolgt mit einer Biegestempel, Spannwerkzeug und Druckwerkzeug. Die Biegematrize ist auf der Spindel montiert, während die Spannen Die Druckmatrize sichert die Rohrformstücke gegen axiale Bewegungen. Die Druckmatrize besteht aus einer Führungsmatrize und einer Folgematrize. Während des Biegevorgangs übt die Führungsmatrize den entsprechenden Druck auf die Rohrformstücke aus, und die Folgematrize bewegt sich mit den Rohrformstücken mit. Außerdem wird ein Dorn verwendet, um den inneren Hohlraum des Werkstücks auszufüllen und Falten, Abflachungen, Ausdünnungen oder andere Fehler beim Biegen zu verhindern.
Die Spindel dreht sich und das Rohr wird geformt, indem es um die Biegematrize gewickelt wird. Der Prozess umfasst auch die Zuführung des Werkstücks, die Vorbereitung des Raums für die nächste Biegung und so weiter. Die Biegeradius wird durch den Radius der Biegematrize bestimmt, und unterschiedliche Biegeradien können durch einfaches Ersetzen der Biegematrize durch eine mit einem anderen Radius erreicht werden.
Aufbau und Funktionsweise von automatischen Rohrbiegemaschinen und elektrohydraulischen Rohrbiegemaschinen:
Das Hydrauliksystem einer Rohrbiegemaschine besteht aus einer elektrischen Ölpumpe, Hochdruck-Ölleitungen, Schnellkupplungen, Arbeitszylinder und Kolben. Der Krümmungsteil der Maschine besteht aus einer oberen Blumenplatte, einer unteren Blumenplatte, einem Stempelkopf und einer Rolle. Die elektrische Ölpumpe fördert Hochdrucköl, das über Hochdruckölleitungen zum Arbeitszylinder geleitet wird. Das Hochdrucköl treibt den Kolben im Arbeitszylinder an, um eine Schubkraft zu erzeugen, die zu einer Biegung durch das Krümmerteil führt.
Merkmale der Rohrbiegemaschine
Die Rohrbiegemaschine ist mit einem Touchscreen ausgestattet, der ein numerisches Steuermodul hinzufügt, und verfügt über eine dialogorientierte Bedienung für eine einfache Programmeinstellung. Seine Struktur ist stabil und lässt sich nicht leicht verformen.
Jede Datei kann 16 Biegewinkel speichern, und 16 Sätze von Dateien können im Speicher abgelegt werden. Die Funktion zur Positionierung mit langsamer Geschwindigkeit und die stabile Biegewinkel gewährleisten eine Wiederholgenauigkeit von ±0,1°.
Im Falle eines Fehlers wird die Meldung auf dem Bildschirm angezeigt, damit der Bediener das Problem sofort beheben kann. Das Gerät wird außerdem mit einer Forschungs- und Entwicklungssoftware zur Umwandlung von Rohrbearbeitungswerten in Koordinaten geliefert, die erworben und auf einem Desktop-Computer zur Bearbeitung und Berechnung installiert werden kann.
Vorteile und Nachteile von Rohrbiegemaschinen
Bei der Verwendung der Rohrbiegemaschine wird Hochdrucköl von der elektrischen Ölpumpe durch eine Hochdruckölleitung in den Arbeitsölzylinder geleitet. Dieses Hochdrucköl drückt den Kolben im Arbeitsölzylinder, um eine Schubkraft zu erzeugen, und das Rohr wird durch die Biegeteile gebogen.
Der Pipe Bender hat mehrere Vorteile:
Das Gerät verfügt über einen Touchscreen und ein numerisches Steuermodul mit Dialogbetrieb, wodurch die Programmeinstellung einfach und leicht ist.
Die Struktur des Bettes ist stabil und neigt nicht zu Verformungen.
Der mobile Fußschalter verfügt über drei Funktionen: automatischer Start, Not-Aus und Not-Stopp und bietet somit hohe Sicherheit.
Es besteht die Möglichkeit, zwischen manuellen, halbautomatischen und vollständigen Zyklusfunktionen zu wählen.
Der Maschinenkopf und der Ellbogen sind elegant gestaltet und bieten eine ideale Ellbogenfreiheit.
Das Kühlkreislaufsystem mit großer Kapazität gewährleistet eine stabile Betrieb der Maschine.
Die Form ist leicht austauschbar und ermöglicht eine flexible Produktion.
Während der Verarbeitung wird auf dem Bildschirm des mobilen Steuergeräts der aktuelle Verarbeitungswert des Ellbogens angezeigt, und es ist möglich, Einzelschrittbetrieb, Halbzyklusbetrieb und Vollzyklusbetrieb einzustellen.
Der Rohrbieger wird hauptsächlich zum Biegen von Rohren eingesetzt.
Diese Geräte werden häufig in Branchen wie dem Straßenbau, der Automobilverarbeitung und dem Schiffbau eingesetzt.
Der Rohrbieger zeichnet sich durch hohe Stabilität, benutzerfreundliche Bedienung und Wartung, geringe Betriebsgeräusche sowie verbesserte Sicherheit und Umweltschutz aus.
Teile und Funktionen einer Rohrbiegemaschine
Der Rohrbieger ist in unserem täglichen Leben weit verbreitet, aber viele von uns wissen nicht, aus welchen Komponenten er besteht.
Nun möchte ich Ihnen die wichtigsten Komponenten eines Rohrbiegers vorstellen.
Vollautomatisches Bett:
Das Bett besteht aus einem geschweißten Spindelrahmen aus Kanalstahl, wobei die obere und untere Lagerplatte der Spindel auf einer 15 mm dicken Platte montiert ist. Stahlplatte Rahmen.
Systemkomponente:
Für das Hydrauliksystem kann entweder handelsübliches Zubehör oder Hydraulikzubehör für Flugzeuge verwendet werden.
Übertragungskomponente:
Die Getriebekomponente umfasst einen Ölzylinder, eine Zahnstange, ein Zahnrad und Getriebewelle.
Bestandteil der Form:
Die Formkomponente ist ein unterstützendes Werkzeug, das aus Lagerstahl oder Bandstahl, je nach Oberflächendurchmesser, und wird auf eine Härte von HRC48~52 wärmebehandelt.
Klemmendes Bauteil:
Die hydraulische Klemmkomponente besteht aus einer Gleitplatte, einem Kipphebel und einem Hydraulikzylinder. Durch das Ausdehnen und Zusammenziehen des Zylinders wird die Bewegung des Kipphebels angetrieben.
Elektrische Komponenten.
Rohrbiegetechnik
Die Rohrbiegemaschine ist vergleichbar mit einer Blechbiegemaschine.
Wenn ein Rohr einer reinen Biegung unter dem äußeren Drehmoment M ausgesetzt wird, erfährt die Außenwand der neutralen Schicht eine Zugspannung σ1 und wird dünner, während die Innenwand der neutralen Schicht eine Druckspannung σ1 erfährt und dicker wird.
Infolge der kombinierten Kräfte F1 und F2 wird die Querschnittsform des Rohrs annähernd elliptisch. Wenn die Verformung zu stark ist, können sich an der Außenwand Risse und an der Innenwand Falten bilden.
Der Grad der Verformung des Rohrs hängt vom relativen Biegeradius (R/D) und der relativen Dicke (T/D) ab; je kleiner die Werte für R/D und T/D sind, desto größer ist der Grad der Verformung.
Um die Qualität der Rohrformstücke während des Umformprozesses zu erhalten, ist es wichtig, den Grad der Verformung innerhalb akzeptabler Grenzen zu halten. Die Biegefähigkeit eines Rohrs hängt nicht nur von den mechanischen Eigenschaften des Materials und dem Biegeverfahren ab, sondern auch von den Anforderungen an die Rohrformstücke.
Verformungsgrenze der Rohrbiegemaschine
Die Grenzwerte für die Umformung von Rohrformstücken sollten die folgenden Überlegungen umfassen:
Die maximale Dehnungsverformung in der seitlichen Zugverformungszone der neutralen Schicht sollte den plastisch zulässigen Wert des Materials nicht überschreiten, um einen Bruch zu vermeiden.
In der inneren Druckverformungszone der neutralen Schicht sollte die tangentiale Druckspannung der dünnwandigen Struktur die Instabilitätsschwelle nicht überschreiten, um Faltenbildung zu vermeiden.
Wenn das Formteil einen bestimmten Grad an Elliptizität erfordert, sollte die Umformgrenze so gesteuert werden, dass die gewünschte Verformung erreicht wird.
Wenn die Rohrformstücke Festigkeitsanforderungen für die Aufnahme von Innendruck haben, sollte die Verformungsgrenze kontrolliert werden, um eine übermäßige Ausdünnung der Wandstärke zu verhindern.
Rohrbieger Teile
Der Kipphebel sorgt dafür, dass der Biegeradius des Rohrs den geforderten Spezifikationen entspricht, während der Klemmsitz den Rückprall des Stahlrohrs während des Biegevorgangs begrenzt.
Die Pumpenstation besteht aus zwei Teilen: einem Hochdruck- und einem Niederdruckteil, die den Strom für den Betrieb der Führungsrolle, des Kipphebelklemmsitzes, des Ölzylinders, der Schubvorrichtung, der Kardenplatte und der Richtrolle liefern.
Die Führungsrollenvorrichtung besteht aus zwei Sätzen von Führungsrollen, einem Rahmen und einer Klemmvorrichtung. Übertragungssystem. Das Öffnen und Schließen der Führungsrollen wird durch hydraulische Kraft angetrieben und dient dazu, die horizontale Biegerichtung des Stahlrohrs in Verbindung mit dem Kipphebel zu gewährleisten.
Die Antriebsvorrichtung stellt die Stromquelle für die Druckvorrichtung dar.
Die Richtwalze verhindert eine vertikale Verformung während des Biegevorgangs, und die Verwendung einer schwimmenden Anti-Ellipsen-Vorrichtung stellt sicher, dass die Ellipse des Stahlrohrs nach dem Biegen den erforderlichen Spezifikationen entspricht.
Das Push Device (bestehend aus einem Auto, einem Bett, Getriebewelle) schiebt das Stahlrohr nach vorne, so dass es sich unter dem Einfluss des Kipphebels und der Führungsrolle biegen kann.
Vorsichtsmaßnahmen für Rohrbieger
(1) Siehe Handbuch der elektrischen Pumpe.
(2) Schrauben Sie zunächst den Arbeitszylinder in das Innengewinde des Vierkantblocks, so dass das hintere Ende des Zylinders auf dem Stützrad sitzt.
(3) Wählen Sie den Gewindeschneidkopf entsprechend dem Rohrdurchmesser aus, setzen Sie ihn in den Kolben ein, richten Sie die beiden Rollen mit der entsprechenden Nut zum Gewindeschneidkopf hin aus, legen Sie die Blumenplatte in der entsprechenden Größe in das Loch, decken Sie es mit der oberen Blumenplatte ab, setzen Sie das Rohr in die Nut ein, und ziehen Sie dann das aktive Ende des Hochdruckschlauchs mit Schnellverschluss zurück und setzen Sie es auf den Anschluss des Arbeitszylinders. Zum Schluss ziehen Sie die Ölablassschrauben an der elektrischen Ölpumpe an, um den Biegevorgang zu beginnen.
Nach Beendigung des Biegevorgangs lösen Sie die Ölablassschraube, und der Kolben wird automatisch zurückgestellt.
Bemerkung:
(1) Siehe Handbuch der elektrischen Pumpe.
(2) Die Schnellkupplung darf während des Ladens nicht entfernt werden.
(3) Da die Maschine Öl als Medium verwendet, ist es wichtig, das Öl und die Rohrbiegemaschine gründlich zu reinigen und zu warten, um Verstopfungen oder Lecks zu vermeiden, die die Leistung der Maschine beeinträchtigen könnten.
Die automatische Rohrbiegemaschine eignet sich für den Einsatz bei der Installation und Wartung von Rohren in verschiedenen Umgebungen wie Fabriken, Lagerhäusern, Docks, Gebäuden, Eisenbahnen, Automobilen usw.
Neben den Rohrbiegefunktionen kann die Rohrbiegekomponente (Ölzylinder) auch abgenommen und als eigenständige hydraulische Rohrvortriebsmaschine eingesetzt werden.
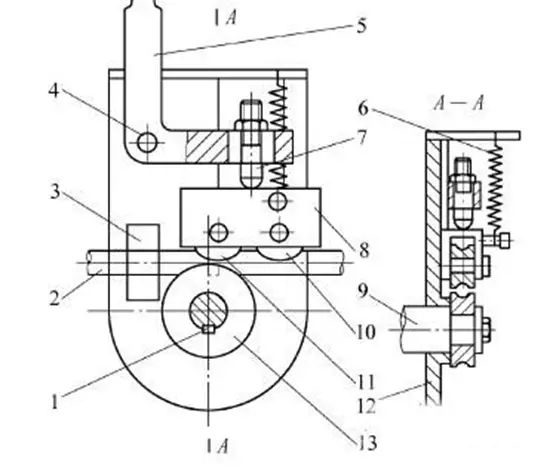
Struktur einer Rohrbiegemaschine
Schlüssel
Stahlrohr
Stahlrohrschelle
Stiftachse
Handgriff
Frühling
Justierschrauben
Rollensitz
Spindel
Umlenkrolle
Walzpresse Rad
Drehscheibe
Modul Rohrbiegen
(1) BIEGESTEMPEL
Einbau:
die feste Mutter der Biegematrize gegen den Uhrzeigersinn entfernen.
Setzen Sie die Biegematrize ein, und sichern Sie dann die feste Mutter der Biegematrize.
(2) KLAMMER-DIE
Einbau:
Ziehen Sie die Spannmatrize zur Befestigung der Zentrierwelle.
setzen Sie die Spannmatrize ein, dann setzen Sie den festen Dorn ein.
Anpassung:
A. Sichern und lösen Sie den Klemmsitz, stellen Sie dann das Bedienfeld auf manuellen Modus. Drücken Sie die Spanntaste bis zum Ende des Spannweges. (An diesem Punkt sollte ein Spalt zwischen den Radspannbacken vorhanden sein, der mit der Klemmsitz-Einstellschraube eingestellt werden kann).
B. Stellen Sie die Einstellschraube des Klemmsitzes so ein, dass die Klemm- und Biegematrize vollständig abgedichtet sind.
C. Drücken Sie den Rückwärtsknopf, um die Spannmatrize zurückzuziehen, und stellen Sie dann die Spannschraube ein, indem Sie sie etwa 1/2 bis 1/4 Kreis im Uhrzeigersinn drehen.
D. Abschließend wird die feste Mutter auf dem Klemmsitz gesichert.
(3) Druck DIE
Einbau:
A: Entfernen Sie die feste Schraube am Druckstempel und setzen Sie den Druckstempel ein.
B, sichern Sie die Schrauben der Führungsform.
Anpassung:
A. Sichern und lösen Sie den Klemmsitz, stellen Sie dann das Bedienfeld auf manuellen Modus. Drücken Sie die Spanntaste bis zum Ende des Spannweges. (An diesem Punkt sollte ein Spalt zwischen den Radspannbacken vorhanden sein, der mit der Klemmsitz-Einstellschraube eingestellt werden kann).
B. Stellen Sie die Einstellschraube des Klemmsitzes so ein, dass die Klemm- und Biegematrize vollständig abgedichtet sind.
C. Drücken Sie den Rückwärtsknopf, um die Spannmatrize zurückzuziehen, und stellen Sie dann die Spannschraube ein, indem Sie sie etwa 1/2 bis 1/4 Kreis im Uhrzeigersinn drehen.
D. Abschließend wird die feste Mutter auf dem Klemmsitz gesichert.
(4) Dorn
Einbau:
A. Stecken Sie den Dorn im Uhrzeigersinn in die Kernstange.
B. dann die Schrauben des Dorns befestigen.
(Bitte beachten Sie, dass der Dorn in der Biegerichtung liegen muss)
Betrieb einer Rohrbiegemaschine
Die Werkzeugmaschine muss ordnungsgemäß mit einem Kabel von mindestens 4 mm2 aus flexiblem Kupferkabel geerdet sein. Der Spannungsbereich der Stromversorgung darf den angegebenen Bereich nicht überschreiten, und der Steuerkreis darf nicht mit einem Tramegger getestet werden, da dies zu Schäden am Gerät führen kann.
Ziehen Sie beim Einstecken oder Entfernen von Steckern nicht an den Drähten oder Kabeln, da sich sonst die Schweißnähte lösen können.
Endschalter, Geber usw. dürfen nicht mit harten Gegenständen berührt werden.
Vermeiden Sie Kollisionen mit scharfen Gegenständen auf der Anzeigeeinheit.
Der Schaltkasten muss in einem gut belüfteten Bereich aufgestellt werden und darf nicht in staubigen oder mit korrosiven Gasen belasteten Umgebungen verwendet werden.
Nehmen Sie keine persönlichen Änderungen an den PC-Eingangs- und Ausgangsanschlüssen vor.
Wenn Sie die Stromversorgung der Werkzeugmaschine ändern, muss der Motor neu bestätigt werden.
Die Maschine muss sauber gehalten werden, wobei besonders darauf zu achten ist, dass der Klemmblock und der Gleitschuh frei von Fremdkörpern sind.
Schmieren Sie die Kette und andere gleitende Teile regelmäßig.
Während der Reinigung und Wartung muss die Stromzufuhr unterbrochen werden.
Vorbereitung: Prüfen Sie vor dem Start den Ölstand an der vorgesehenen Linie, stellen Sie sicher, dass alle Schmierpunkte beachtet wurden, und bestätigen Sie die Rotation des Motors. Prüfen Sie die Ölpumpe auf ungewöhnliche Geräusche und kontrollieren Sie die Hydraulikanlage nach dem Hochfahren auf Leckagen (der Winkelcodierer darf während des Betriebs nicht geschmiert werden).
Druckanpassung: Verwenden Sie das elektromagnetische Überströmventil, um den Druck auf den erforderlichen Arbeitsdruck einzustellen, der im Allgemeinen nicht höher als 12,5 MPa ist.
Justierung der Form: Beim Einbau der Form müssen die Form und der Spannblock zentriert werden, was mit Hilfe von Schrauben möglich ist. Zur Zentrierung des Boost-Blocks und der Matrize ist der Boost-Block einstellbar. Um den Kernkopf und die Matrize zu zentrieren, lösen Sie die Kernschraube, stellen Sie die Mitte ein, und dann die Schraube anziehen.
Sicherheit OperationVorsichtsmaßnahmen für Rohrbieger
Achten Sie beim Betrieb der Rohrbiegemaschine darauf, dass niemand den Bereich innerhalb des Schwenkbereichs des rotierenden Arms betritt. Das Betreten des Bereichs des rotierenden Arms und der Rohrformstücke während des Betriebs der Maschine muss allen Personen untersagt werden.
Das Hydrauliksystem der Rohrbiegemaschine verwendet das normale Hydrauliköl YA-N32 (Bezeichnung 20) und sollte einmal jährlich gewechselt werden, wobei gleichzeitig der Filter gereinigt wird.
Nur autorisiertes Personal sollte Einstellungen an der Rohrbiegemaschine oder der Matrize vornehmen, und eine Person sollte die Einstellungen nicht allein vornehmen. Der andere Bediener muss sich am Schaltschrank befinden.
Wenn Sie die Rohrbiegemaschine einstellen oder ein leeres Auto fahren, entfernen Sie den Dorn.
Bei der manuellen Einstellung der Zylindergeschwindigkeit muss der Dreharm auf über 900 gedreht werden, und die Einstellgeschwindigkeit muss mit der linearen Geschwindigkeit der Kante des Drehbogens synchronisiert werden. Es ist verboten, die Geschwindigkeit im manuellen Modus höher als die Kante des Drehbogens einzustellen.
Überprüfen Sie regelmäßig die Spannung der Kette und halten Sie sie nach einer gewissen Zeit elastisch und gleichmäßig.
Bei der Verwendung des automatischen Kernbiegemodus muss der Bediener sicherstellen, dass sich der Kernkopf im Rohr befindet oder dass der Kernschaft nicht blockiert ist, da sonst der Kernkopf oder die Kernstange verbiegen oder brechen kann.
Schalten Sie nach dem Gebrauch die Stromzufuhr ab und reinigen und schmieren Sie das Gerät ordnungsgemäß.
Regelmäßigkeit der Biegung des Rohres
Bei der Konstruktion des Auspuffrohrs sind große Kreisbögen, willkürliche Kurven und zusammengesetzte Bögen zu vermeiden, bei denen der Kreisbogen mehr als 180° beträgt.
Große Kreisbögen erhöhen nicht nur den Arbeitsaufwand, sondern sind auch durch die Größe der Rohrbiegemaschine begrenzt.
Unvernünftige Konstruktionen mit willkürlichen Kurven und zusammengesetzten Biegungen behindern die Mechanisierung und Automatisierung und machen es den Bedienern schwer, sich von der schweren manuellen Arbeit zu befreien.
Ein Bogen, der größer als 180° ist, macht das Entladen des Rohrbiegers unmöglich.
Biegegeschwindigkeit der Rohrbiegemaschine
Der Haupteffekt der Biegegeschwindigkeit auf die Umformqualität ist:
Wenn die Geschwindigkeit zu hoch ist, kann es leicht zu flachen Stellen an den gekrümmten Teilen der Kanäle kommen, und die Rundheit nicht den Anforderungen entsprechen, was zur Verschnürung und zum Bruch der Rohre führen kann.
Wenn die Geschwindigkeit zu langsam ist, kann es leicht zu Faltenbildung im Katheter und zum Verrutschen des Pressblocks kommen, und das große Rohr kann den kanalisierten Teil des Waschbeckens bilden.
Um die maximale Biegegeschwindigkeit der Maschine zu bestimmen, sollte die beste Endbiegegeschwindigkeit 20-40% der maximalen Biegegeschwindigkeit der Rohrbiegemaschine betragen.
Die Standardisierung des Biegeradius der Rohrbiegemaschine
Der Biegeradius sollte so gewählt werden, dass sowohl "ein Rohr und eine Matrize" als auch "mehrere Rohre und eine Matrize" möglich sind.
Wenn ein Rohr nur wenige Biegepositionen oder mehrere Biegewinkel hat, kann es nur einen Biegeradius geben, da das Modul der Rohrbiegemaschine während des Biegevorgangs nicht verändert werden kann. Dies wird als "ein Rohr entspricht einer Matrize" bezeichnet.
Wenn jedoch "eine Matrize für mehrere Rohre" verwendet wird, sollten Rohre mit demselben Durchmesser denselben Biegeradius haben, und dieselben Module sollten zum Biegen von Rohren mit unterschiedlichen Formen verwendet werden. Dies hilft, die Anzahl der benötigten Module zu reduzieren.
Rohrbiegedorn und seine Position
Beim Biegeprozess wird ein Dorn verwendet, um die Innenwand des Rohrbiegeradius zu stützen und seine Verformung zu verhindern. Ohne den Dorn ist es schwierig, die Qualität der Rohrbiegung zu gewährleisten.
Es gibt viele Arten von Dornen, darunter zylindrische Dorne, universelle Einkopf-, Doppelkopf-, Dreikopf- und Vierkugelkopfdorne sowie Orientierungsdorne mit einem und mehreren Kugelköpfen.
Die Position des Dorns im Rohrformungsprozess hat einen gewissen Einfluss. Theoretisch sollte die Dorntangente auf der gleichen Höhe wie die Rohrbiegematrizentangente liegen. Zahlreiche Versuche haben jedoch gezeigt, dass ein Vorschieben des Dorns um 1-2 mm besser ist und die Biegequalität an diesem Punkt ideal ist.
Wenn der Dorn zu stark bewegt wird, kann es natürlich zu dem so genannten "Gänsekopf" an der Außenwand des gebogenen Teils kommen.
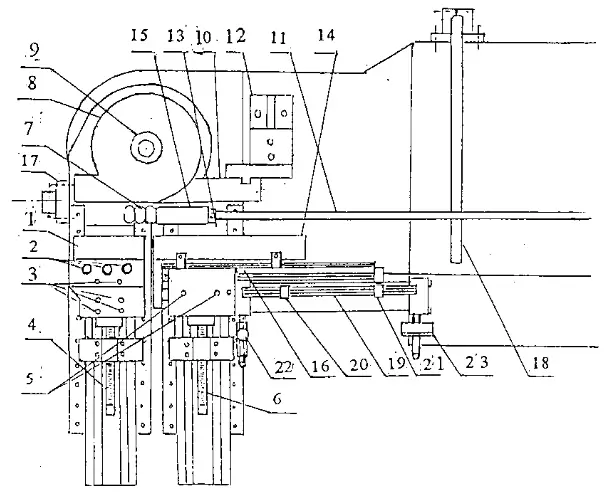
Wie wird die Form der automatischen CNC-Rohrbiegemaschine installiert?
Einstellschraube für das Spannwerkzeug
Dornstabperlen
Anti-Falten-Platte
Befestigungsmutter für die Dornstange
Führung Formboden
Hilfsschiebebegrenzung Schiebesitz-Nutplatte
Hilfsdruck-Geschwindigkeitsregulierventil
Stellschraube der Pressformhülse
Biegestempel
Dornstange
Führungsform
Stopfensitz
Hilfsdruckfrontbegrenzung
Hilfsdruckmanometer
Stellschraube der Pressformhülse
Biegeformverriegelung und Kappe
Anti-Falten-Sitzplatte
Mandrel
Haltestange
Push-Back-Hilfsgrenze
Biegestempel und Kappe (9) im Uhrzeigersinn verriegeln, lösen und entfernen. Nach dem Auswechseln des erforderlichen Biegeradstempels die Biegematrize und die Kappe verriegeln.
Einbau des Hauptspannwerkzeugs
Zum Auswechseln des gewünschten Spannwerkzeugs entfernen Sie zunächst den Stiftschaft (2) des Haupt-Spannwerkzeugs, ersetzen ihn durch das gewünschte Spannwerkzeug und setzen den Stiftschaft ein. Lösen Sie dann die Befestigungsschraube (3) der Spannmatrizenbasis, betätigen Sie die Hauptklammerklemmung über den Bildschirm für den manuellen Modus, drehen Sie die Einstellschraube (4) der Spannmatrize und bewegen Sie sie nach vorne, bis die Spannmatrize an der Biegematrize festgeklemmt ist. Drücken Sie dann die Hauptklammer, um die Klammer zu lösen, und drehen Sie die Einstellschraube für die Spannmatrize um 1/3 oder 1/2 Umdrehung nach vorne. Abschließend die Befestigungsschrauben des Spannmatrizenbodens festziehen.
Einbau des Führungsspannwerkzeugs
Für den Einbau des Führungsstempels gehen Sie wie oben beschrieben vor, stellen aber die Spannkraft etwas lockerer ein als die des Hauptspannstempels.
Wenn das Rohr während des Biegens Falten wirft, bewegen Sie die Einstellschraube der Pressmatrizenhülse etwa 1/4 Umdrehung nach vorne und versuchen Sie dann erneut zu biegen, bis keine Falten mehr vorhanden sind.
Bei der Biegeprüfung ist darauf zu achten, dass die Vorschubgeschwindigkeit des Hilfsschiebers mit der Biegegeschwindigkeit synchronisiert wird.
Einbau und Einstellung der Dornstange und des Dornzylindersitzes
Um die Dornwulst (7) zu installieren, schrauben Sie die Dornstange (11) in die Dornstange (15) und verbinden den Dorn mit dem Kreuzgelenk des Dornzylinders.
Die allgemeine Einstellmethode besteht darin, sicherzustellen, dass das vordere Ende der Dornstange den zentralen Tangentenpunkt der Biegematrize um 2-5 mm überragt (je nach Durchmesser der Biegematrize; je größer der Durchmesser, desto länger der Abstand über den Tangentenpunkt hinaus, und je kleiner der Durchmesser, desto umgekehrt).
Der Sitz des Dornzylinders sollte auf der Führungsschiene des Dornzylinders installiert werden, und die Führungsschiene des Dornzylinders sollte mit einer Skala versehen sein.
Der Zeiger zeigt den Radius der Biegematrize an. Wenn die Biegematrize ausgetauscht wird, sollte der Sitz des Dornzylinders entsprechend angepasst werden.
Einbau einer Antifaltenvorrichtung
Die faltenresistente Platte (10) wird auf dem faltenresistenten Sitz (12) befestigt, wobei der Bogensitz der faltenresistenten Platte nahe an der Biegematrize (8) liegt. Das vordere Ende sollte so nah wie möglich an der Mitte des Radstempels sein, und das hintere Ende der faltenbeständigen Platte sollte parallel zum Führungsstempel mit einem Unterschied von 1-2 Grad sein, um die Reibung zwischen der faltenbeständigen Platte und dem Werkstück zu verringern.
Handhabung und Installation von Rohrbiegemaschinen
Handhabung:
Die gesamte Werkzeugmaschine kann angehoben werden, indem ein Stahldraht durch den Boden der Werkzeugmaschine geführt wird.
An der Kontaktstelle zwischen dem Stahldrahtseil und der Werkzeugmaschine sollte ein Baumwollfaden oder -tuch angebracht werden, um eine Beschädigung der Oberfläche des Maschinenkörpers zu vermeiden.
Während der Handhabung sollten die beweglichen Teile gesichert werden, um Bewegungen und Kollisionen zu verhindern.
Einbau:
Die Werkzeugmaschine sollte direkt installiert werden, und das Niveau der Ausrüstung kann durch Einstellen des Dämpfungsblocks am Fuß der Werkzeugmaschine angepasst werden.
Die Position der Ölkühler in Bezug auf die Werkzeugmaschine sollte entsprechend der tatsächlichen Betriebsposition bestimmt werden.
Vorbereitung der Inbetriebnahme:
Vor der Inbetriebnahme sollte der Bediener die Anweisungen sorgfältig lesen und sich mit den Sicherheitsvorkehrungen, der Leistung und den Betriebsspezifikationen der Werkzeugmaschine vertraut machen.
Schließen Sie das Kabel zwischen dem Bediengerät und dem Host an.
Füllen Sie Hydrauliköl in den Hydrauliköltank bis zur Mittellinie der Ölstandsanzeige ein.
Füllen Sie mechanisches Öl Nr. 20 in den Drehkörper und das Getriebe bis zur Mittellinie der Ölstandsanzeige ein.
Spritzen Sie Schmierfett in den Gleitblock der Linearführungsschiene und in verschiedene Ölbehälter.
Prüfen Sie, ob sich Fremdkörper auf und um die Bewegungsbahn der beweglichen Teile befinden.
Drücken Sie nach dem Anschließen der Stromversorgung die Starttaste des Hydraulikmotors (Motor) und schnell die Not-Aus-Taste (fstop) und beobachten Sie, ob die Richtung des Motors mit der Richtungsmarkierung übereinstimmt. Wenn nicht, passen Sie die Stromverdrahtung an und versuchen Sie es erneut.
Überprüfen Sie den Druck des Hydrauliksystems (drücken Sie nach dem Anlassen des Hydraulikmotors mit Hilfe eines geeigneten Werkzeugs auf den Kern des elektromagnetischen Überströmventils); der auf dem Manometer angezeigte Wert sollte unter 14 MPa liegen (in der Regel beim Verlassen des Werks eingestellt).
Anwendungen von Rohrbiegemaschinen
Anwendung von Rohrbiegevorrichtungen in der Stromerzeugungsindustrie:
Vor dem Hintergrund eines zunehmend knappen globalen Ressourcenangebots und steigender Ölpreise ist die Nachfrage nach Stromerzeugungsanlagen immer deutlicher geworden.
Bei der Herstellung von Stromerzeugungsanlagen sind die Kosten, die allein für die CNC-Rohrbiegemaschine anfallen, sehr hoch.
Anwendung der Rohrbiegemaschine in der Formenbauindustrie:
Bei der Herstellung von Rohrbiegeformen wird die NC-Rohrbiegeform in fast allen Bereichen verwendet, z. B. als Formwerkzeug, Heißform, Kaltform, Kunststoffform usw.
Darüber hinaus sind die Automobilindustrie, der Anpassungszug, der allgemeine Maschinenbau und die Möbelherstellung zu den Hauptanwendern der CNC-Rohrbiegeformindustrie geworden.
Anwendung von Rohrbiegemaschinen in der Luft- und Raumfahrtindustrie:
In dieser Branche werden Rohrbiegevorrichtungen in der Regel zum Biegen von Strukturteilen für Flugzeuge verwendet; diese Strukturteile haben in der Regel ein großes Volumen, und in der Vergangenheit wurden häufig Aluminiumlegierungen verwendet.
Mit der Ausweitung der Anwendungsbereiche von Titanlegierungen und Metallverbundwerkstoffen werden die Anforderungen an NC-Rohrbiegemaschinen immer höher.
Was ist der Preis einer Rohrbiegemaschine?
Die Konfiguration der hydraulischen Rohrbiegemaschine spielt eine wichtige Rolle bei der Bestimmung des Preises. Es gibt ein Sprichwort, das besagt, dass der Preis gleich der Ware ist. Jeder Preis hat seine eigenen Gründe und Anforderungen.
Benutzer, die eine hohe Biegegenauigkeit und Effizienz der hydraulischen Rohrbiegemaschine benötigen, sind sehr auf die Qualität bedacht. Die Qualität wird durch die interne Konfiguration des Geräts bestimmt.
Einigen Kunden ist der Preis sehr wichtig, aber sie haben auch bestimmte Anforderungen an die Qualität. Es ist eine Herausforderung, die Kompromisse zwischen diesen beiden Aspekten auszugleichen.
Gegenwärtig bewegen sich die meisten Rohrbiegemaschinen auf dem Markt zwischen 3000 und 100.000 RMB, und das spezifische Angebot hängt von der Wandstärke und dem Biegeradius des Materials ab.
Wie benutzt man eine Rohrbiegemaschine?
Einstellen der Werkzeugmaschine:
Um die gewünschte geometrische Form für das gebogene Rohr zu erhalten, wählen Sie die Form auf der Grundlage des Außendurchmessers, der Wandstärke und des Biegeradius des Rohrformstücks aus und passen dann die entsprechenden Teile an.
Biegewinkel:
Geben Sie den gewünschten Winkel auf dem Betriebsbildschirm entsprechend den Bedürfnissen des Benutzers ein (siehe Bedienungsanleitung des Elektrogeräts).
Einstellung des Spann- und Verstärkungsmechanismus der Gleitplatte:
Die Rohrklemmung und -verstärkung dieser Werkzeugmaschine erfolgt über einen kraftverstärkenden Mechanismus mit Pleuelstange.
Um die Selbsthemmung des Klemmzustands zu gewährleisten, lösen Sie zunächst die Schraubstangen des Rohrschellenmechanismus und des Booster-Mechanismus. Dann, im manuellen Zustand, befinden sich die beiden Mechanismen in der Klemmposition, und schließlich werden die Schraubstangen angezogen.
Die Geschwindigkeit des Nutensteins kann über das Einweg-Drosselventil eingestellt werden, um ihn mit der Hauptwelle zu synchronisieren.
Stellen Sie den Rotationsteil der Querschneckenstange auf der Grundlage des ausgewählten Rohrs und der Form so ein, dass die Mittellinie der Hülse mit der Mitte des Formbogens übereinstimmt.
Einstellung des Reitstocks:
Stellen Sie zunächst den Reitstock so ein, dass die Mitte der Kernstange mit der Mitte des Matrizenbogens übereinstimmt, und stellen Sie dann die Gewindestange an der Kolbenstange des Reitstocks so ein, dass der Kernkopf in die entsprechende Position ausfährt.
Leerlauf der Werkzeugmaschine:
Drücken Sie im manuellen Modus die Aktionstaste, um den entsprechenden Ölzylinder anzutreiben, und beobachten Sie, ob die Aktion normal verläuft, ohne Kriechen, Pulsieren und Ölaustritt.
Verwenden Sie den Tippbetrieb, um den Wagen entlang der Führungsschiene zu bewegen, die Drehhülse zu drehen und ihre Flexibilität und Genauigkeit zu beobachten.
Fahren Sie den Spannzangenzylinder, um die Bewegung seiner Schiebehülse und die Zuverlässigkeit der Spannung zu beobachten.
Wählen Sie verschiedene Winkel aus, um die Koordination und Konsistenz der Aktionen der einzelnen Mechanismen im automatischen Modus zu beobachten. Nachdem Sie sich vergewissert haben, dass alle Elemente in Ordnung sind, können Sie das Gerät in Betrieb nehmen.
Tipps zur Verwendung von Rohrbiegemaschinen
Die folgenden Punkte sollten nach dem Kauf des Rohrbiegers beachtet werden:
Prüfen Sie vor der Inbetriebnahme, ob die Schmierstellen der Maschine nicht zu wenig Öl haben, ob die Sicherheitsvorrichtung zuverlässig ist und ob der Bewegungsmechanismus locker ist. Eine Person sollte dies vor dem Start des Betriebs bestätigen.
Starten Sie die Ellbogenölpumpe und prüfen Sie, ob der Systemdruck innerhalb des angegebenen Bereichs liegt. Wenn der Druck zu hoch ist, können die Hydraulikkomponenten beschädigt werden und Energie verloren gehen. Ist er zu niedrig, beeinträchtigt dies die Arbeit.
Stellen Sie die gewünschte Position und den Winkel der Teile ein, und positionieren Sie die Teile auf die gewünschte Länge.
Stellen Sie die vertikale Hubführungsschiene so ein, dass der Presszylinder das Eisenrohr fest einspannen kann.
Stellen Sie sicher, dass der Presszylinder der Spannmatrize das Eisenrohr einspannen kann.
Im Normalbetrieb legen Sie das Werkstück in die Biegematrize ein, berühren und positionieren das vordere Ende und drücken den Fußschalter, um den Vorgang abzuschließen.
Nach Beendigung der Arbeiten ist die Stromzufuhr zu unterbrechen und eine ordnungsgemäße Reinigung und Schmierung durchzuführen.
Drücken Sie bei einem Notfall während des Betriebs der Rohrbiegemaschine den Not-Aus-Knopf, drehen Sie den Drehschalter in die manuelle Position und setzen Sie ihn manuell zurück. Im Falle einer Störung melden Sie sich bitte rechtzeitig zur Reparatur.
Wartung von Rohrbiegemaschinen
Acht Methoden zur Wartung von Rohrbiegemaschinen:
Methode 1:
Beim Betrieb der Rohrbiegemaschine sind die Betriebsvorschriften (Stichpunkte) unbedingt zu beachten.
Eine regelmäßige Wartung der Maschinen ist notwendig. Das Wartungspersonal muss durch Ausbildung und Schulung qualifiziert sein.
Methode 2:
Die Rohrbiegemaschine muss sauber gehalten werden, und die nicht lackierten Teile sollten mit Rostschutzfett bestrichen werden.
Prüfen Sie, ob der Druck der einzelnen Öldrucksysteme normal ist.
Methode 3:
Vor jeder Inbetriebnahme der Rohrbiegemaschine sollte regelmäßig an festgelegten Punkten Schmieröl nachgefüllt werden, und zwar in einer Menge, die den Anforderungen des Schmierplans entspricht.
Das Öl muss sauber und frei von Ablagerungen sein.
Die Ölleitung und die Leitung des Biegearms dürfen den Boden nicht berühren.
Methode 4:
Prüfen und reparieren Sie regelmäßig den Schalter, die Sicherung und den Griff, um deren zuverlässige Funktion zu gewährleisten.
Überprüfen Sie regelmäßig, dass das Hydrauliköl im Öltank mindestens 80% des Ölstandsanzeigers erreicht.
Methode 5:
Die Schmieröl im Motorlager sind regelmäßig zu ersetzen und aufzufüllen, und die Funktion des Motors ist regelmäßig zu überprüfen.
Der Temperaturindex der Ölstandsanzeige sollte 60℃ nicht überschreiten.
Methode 6:
Prüfen Sie regelmäßig, ob der Keilriemen, der Griff, der Knopf und der Schlüssel beschädigt sind. Wenn sie stark abgenutzt sind, sollten sie umgehend ausgetauscht werden.
Füllen Sie regelmäßig Schmierfett an der Eingriffsstelle zwischen dem Getriebe und der Zahnstange ein.
Methode 7:
Es ist strengstens untersagt, dass nicht benanntes Personal das Gerät bedient. Im Allgemeinen müssen die Personen die Maschine verlassen und anhalten.
Das gleitende oder rotierende Teil muss regelmäßig geschmiert werden.
Methode 8:
Schmieren und reinigen Sie die Rohrbiegemaschine täglich 10 Minuten vor der Arbeit.
Achten Sie beim Betrieb unter 5℃ auf die Pfütze und lassen Sie sie nicht einfrieren.
Stellen Sie keine magnetischen Gegenstände in der Nähe des Servomotors ab und stoßen Sie nicht daran.
Wenn Sie den LCD-Bildschirm reinigen, schalten Sie ihn bitte zuerst aus, und reinigen Sie ihn nicht mit Flüssigreiniger oder Flüssigdampf.
Stellen Sie das Gerät nicht an einem Ort auf, an dem Regen oder Feuchtigkeit eindringen kann.
Fehlersuche an einer Rohrbiegemaschine
Wird ein Ölaustritt am Ölzylinder festgestellt, ist zu prüfen, ob der Dichtungsring ausgetauscht werden muss.
Wenn der Maschinendruck nicht ausreicht, prüfen Sie bitte, ob der Ölstand im Öltank ausreichend ist und ob die Öltemperatur zu hoch ist.
Wenn der Näherungsschalter nicht erkannt wird, wird auf dem Display die entsprechende Fehlerursache angezeigt. Verwenden Sie die angezeigten Fehlerinformationen, um das Problem für Wartung und Fehlersuche zu lokalisieren.
Bei einem ungenauen Winkel prüfen Sie bitte, ob der Krallenzylinder sich nach vorne bewegt und an seinem Platz ist, oder ob die entsprechende Kralle zu groß ist.
Wenn sich das Servo nicht dreht oder der Servomotor während des Betriebs nicht vorfährt, prüfen Sie bitte, ob ein Fehlercode in der Steuerung vorliegt. Servotreiber. Der häufigste Fehler ist eine kurzzeitige Unterspannung. Wenn die oben genannten Bedingungen auftreten, schalten Sie zuerst die Hauptstromversorgung aus und schalten Sie sie nach 30 Sekunden wieder ein. Wenn sich die Störung nicht beheben lässt, benachrichtigen Sie bitte das Unternehmen. Demontieren und reparieren Sie das Gerät nicht ohne Genehmigung, da Sie für die Folgen verantwortlich sind.
Wenn der Biegewinkel nicht korrekt ist, prüfen Sie bitte, ob die Befestigungsschraube der Geberkupplung locker ist und ob das Ende der langsamen Biegung einen Eingangswinkel hat.
Wenn der Öldruck nicht anspricht, überprüfen Sie bitte, ob das entsprechende Magnetventil nicht in Ordnung ist.
Zunächst muss der Rohrdurchmesserbereich des Bogens entsprechend der tatsächlichen Produktionssituation bestimmt werden.
Einige Eisenwarenverarbeitungsbetriebe verwenden Rohrbiegevorrichtungen für verschiedene Rohrformstücke, aber jede Rohrbiegevorrichtung hat ihre eigenen Grenzen, und ihre Biegekapazität ist durch ihre eigenen Parameter begrenzt.
Zweitens müssen die Biegeparameter des größten Rohrformstücks, das in den Bereich des Biegens fällt, bestimmt werden, einschließlich:
Material der Rohrformstücke (Stahlrohr, Edelstahlrohr, Aluminiumrohr usw.)
Biegeradius (bezogen auf den Rohrteilungsdurchmesser) und andere Parameter.
Geben Sie den Herstellern schließlich diese Parameter an. Sie werden in der Regel das Modell empfehlen, das Sie auf der Grundlage Ihrer Parameter benötigen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie komplizierte Metallrohre ihre präzisen Biegungen und Formen erhalten? Dieser Artikel stellt die führenden Hersteller von Rohrbiegemaschinen vor und zeigt ihre innovativen Technologien...
In diesem Blogbeitrag erforsche ich die faszinierende Welt der Rohrbiegetechniken. Als erfahrener Maschinenbauingenieur teile ich meine Erkenntnisse über verschiedene Methoden, die zur Formung von Rohren für unterschiedliche Anwendungen verwendet werden....
Haben Sie jemals die anmutigen Kurven eines Handlaufs aus Edelstahl oder die schlanken Linien einer Metallskulptur bewundert? Hinter diesen schönen Designs steckt die Kunst und Wissenschaft...