В этой статье блога мы исследуем увлекательный мир технологий гибки труб. Как опытный инженер-механик, я поделюсь своими соображениями о различных методах, используемых для придания трубам нужной формы для различных применений. Откройте для себя науку, лежащую в основе создания плавных изгибов и точных углов, которые делают системы труб эффективными и эстетически привлекательными.
Традиционная гибка без оправки относится к методу гибки без заполнения, который обычно используется при производстве при комнатной температуре.
Основной гибочный штамп Принцип работы проиллюстрирован на рисунке ниже. Эта техника включает в себя сгибание с растяжением, листогибочный прессПроцессы гибки, гибки в обход, гибки с проталкиванием и гибки вальцами.
Изгиб трубы может быть достигнут путем добавления осевого напряжения на основе чистого изгибающего момента. В целом это можно разделить на изгиб с натяжением и изгиб с ротационной тягой.
Все процессы гибки с растяжением имеют общую характеристику. Дополнительное растягивающее напряжение уменьшает часть касательного сжимающего напряжения на вогнутой стороне во время чистого изгиба. Это приводит к уменьшению толщины стенки и образованию морщин при изгибе. Однако при этом неизбежно возрастает вероятность утонения толщины стенки или даже образования трещин на выпуклой стороне изгиба.
(1) Сгибание с растяжением
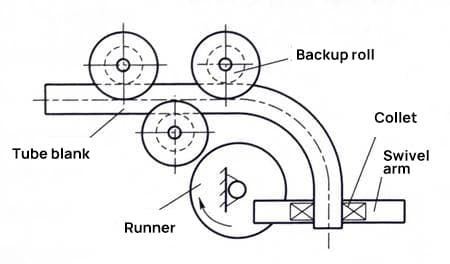
Упрощенный принцип работы обычного листогибочного станка показан на рисунке ниже.
Во время гибки трубная заготовка проходит через три горизонтальных опорных ролика и закрепляется на поворотном рычаге с помощью патрона. При вращении поворотного рычага трубная заготовка подвергается деформации изгиба.
Радиус кривизны изгиба может быть изменен в процессе формования методом гибки с растяжением путем регулировки расстояния между опорным валиком и патроном, а также оси бегунка.
Если перед входом трубной заготовки в зону гибки установить нагревательное устройство, например, среднечастотный индукционный ток для предварительного нагрева трубной заготовки, можно повысить ее способность к пластической деформации. Это позволяет реализовать гибочную формовку с растяжением при нагреве.
Упрощенный принцип работы четырех распространенных форм для гибки на растяжение
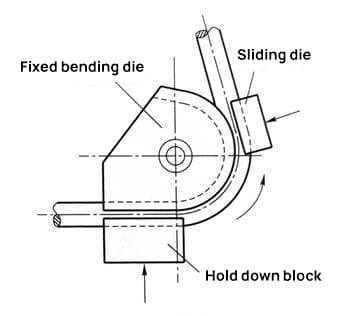
(2) Изгиб поворотной тяги
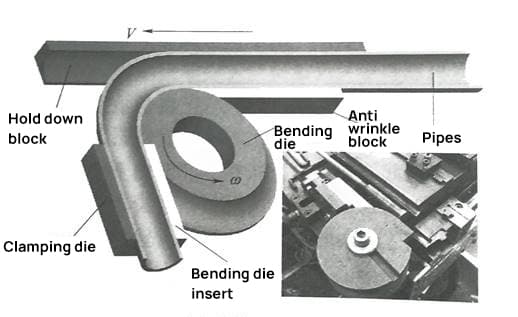
На рисунке ниже показана ротационная тяговая гибка, при которой каждая рабочая часть гибочного штампа имеет канавку, соответствующую форме трубы.
Длина кривого сечения немного меньше полукруга трубной заготовки. Используется для зажима или прижима трубной заготовки во время гибки.
Сайт радиус изгиба можно изменить, заменив ротационный гибочный штамп.
Трубная заготовка прижимается к ротационному гибочному штампу, который может вращаться вокруг оси под действием тягового штампа и зажим блок.
Тяговый штамп вращается по круговой дуговой дорожке с фиксированным радиусом и осью поворотного гибочного штампа, что приводит трубную заготовку во вращение с поворотным гибочным штампом под действием радиального давления и тангенциального трения зажимного блока для достижения гибочной формовки.
Благодаря увеличению тангенциальной деформации растяжения трубной заготовки на выпуклой стороне изгиба, она обладает свойством растягивающегося изгиба.
В настоящее время большинство производимого трубогибочного оборудования и трубогибочных станков с ЧПУ работают по принципу ротационной тяговой гибки.
Трубогиб с ЧПУ ротационный тяговый гибочный
2. Сгибание на сжатие
Изгиб на сжатие - это аналог изгиба на растяжение, который достигается совместным действием дополнительного или производного осевого усилия и изгибающего момента при изгибе трубы.
Дополнительное осевое усилие может уменьшить или нейтрализовать тангенциальное напряжение на выпуклой стороне изгиба, тем самым предотвращая истончение или растрескивание стенки изгиба. Однако увеличение тангенциального напряжения сжатия на вогнутой стороне изгиба может привести к утолщению или даже сморщиванию стенки трубы.
Гибка труб на сжатие в основном подразделяется на гибку на сжатие, ротационную гибку на сжатие и гибку на осевое усилие.
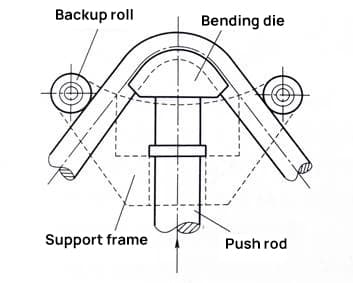
Гибка труб, как показано на рисунке ниже, похожа на V-образную гибку листа и используется для сгибания и придания формы коленам среднего и малого диаметра с прямыми участками труб.
Гибочный штамп и опорный ролик имеют рабочую канавку того же диаметра, что и труба, и немного меньше полукруга.
Гибочный штамп, объединенный с толкателем и имеющий определенный радиус гибки, выталкивает трубную заготовку и прокатывает две гибочные формы между опорными роликами с обеих сторон.
Замена гибочного штампа может изменить радиус изгиба трубы, а величина двух внутренних углов изгиба определяется ходом выталкивания гибочного штампа.
Гибка труб отличается высокой эффективностью производства, а регулировка штампа проста.
Однако недостатком является то, что изгибающее усилие приложенное во время гибки, сосредоточено между двумя опорными роликами. Первоначальный контакт трубной заготовки с гибочным штампом может привести к деформации участка перемещения, что отрицательно скажется на качестве гибки.
(2) Ротационная компрессионная гибка
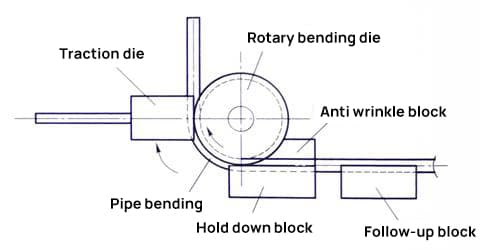
Ротационная компрессионная гибка по форме похожа на ротационную тяговую гибку, но механизм сгибания труб отличается.
Как показано на рисунке ниже, в процессе гибки подвижный штамп или ролик оказывает радиальное давление на трубную заготовку при вращении вокруг оси неподвижного гибочного штампа, постепенно заставляя прямую трубную заготовку прилегать к поверхности канавки неподвижного гибочного штампа под действием тангенциального трения для изгиба и придания формы.
В отличие от ротационной тяговой гибки, зона деформации при изгибе образуется между раздвижным и неподвижным гибочным штампом. Поверхность выпуклой трубной заготовки всегда подвергается совместному действию радиального давления и тангенциального трения, что может в некоторой степени уменьшить тангенциальную деформацию растяжения выпуклой трубной заготовки.
(3) Осевая сила, выталкивающая изгиб
Форма, показанная на рисунке ниже, состоит из двух половин, которые центрируются плоскостью изгиба.
Под действием осевого усилия штампа трубная заготовка, пройдя через направляющую втулку, принудительно изгибается и формируется путем вдавливания в полость пресс-формы.
Процесс деформации трубной заготовки в пресс-форме при изгибе является сложным. Помимо изгибающего момента, на нее действуют осевое усилие и сила трения, противоположные направлению движения.
Толкающий изгиб отличается от обычного изгиба тем, что нейтральный слой деформации стенки трубы может перемещаться к внешней стороне изгиба, что помогает смягчить истончение внешней стенки.
Во избежание образования морщин или скручивания внутри колена относительная толщина стенки трубы, подвергаемой изгибу, должна быть больше 0,06.
Для уменьшения трения часто необходимо смазывать трубную заготовку или полость гибочной формы.
Для тонкостенных колен обычно используется гибка с проталкиванием через сердцевину, чтобы избежать смятия и деформации.
Принципиальная схема осевой гибки трубы под давлением
3. Другие распространенные методы гибки труб без оправки
Помимо вышеперечисленных способов, существуют также обходные пути, гибка валков, и другие.
Однако большинство из этих методов не удовлетворяют жестким требованиям к точности и качеству гибки. Поэтому они обычно используются для гибки трубных фитингов, не требующих высокой точности формы и размеров.
(1) Формирование гибки труб
Гибка труб - это распространенный производственный процесс, который может выполняться вручную или с помощью трубогибочного станка.
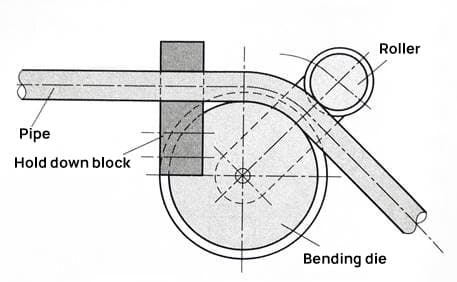
Обводная гибка, как показано на рисунке ниже, аналогична ротационной компрессионной гибке, за исключением того, что между рабочей канавкой ролика и поверхностью трубной заготовки возникает трение качения.
Во время процесс гибкиОдин конец трубной заготовки зажимается в зажимной головке гибочного штампа, а боковое прижимное колесо прижимает ее к поверхности канавки гибочного штампа и вращается вокруг гибочного штампа. Зажимная головка также вращается вместе с трубной заготовкой.
Принцип гибки труб
(2) Формовка трубных валов
Трубка гибка валков обычно используется для гибки толстостенных труб, как показано на рисунке ниже.
Трубная заготовка помещается между тремя или более роликами, каждый из которых имеет канавку с внутренним диаметром, немного превышающим внешний диаметр трубки, и окружностью сечения, немного меньшей, чем полукруг трубной заготовки.
Каждый ролик вращается и движется в разных направлениях, что позволяет прокатывать трубную заготовку в определенную форму для гибки. Многовалковая гибка позволяет повысить точность гибки труб, уменьшить искажение сечения гиба и повысить степень равномерности деформации гиба трубы.
Несмотря на то, что в основном он используется для гибки толстостенных труб, иногда его можно применять и для гибки тонкостенных труб.
Гибка труб с заполнением, также известная как гибка на оправке, является распространенным процессом для гибки тонкостенных труб среднего и большого диаметра.
Для минимизации или устранения таких дефектов, как сплющивание поперечного сечения, разрушение стенок и образование морщин в процессе гибки, используется метод, называемый гибка с наполнителем. При этом в трубную заготовку, подлежащую гибке, закладываются различные оправки или наполнители, обеспечивающие поддержку в процессе гибки.
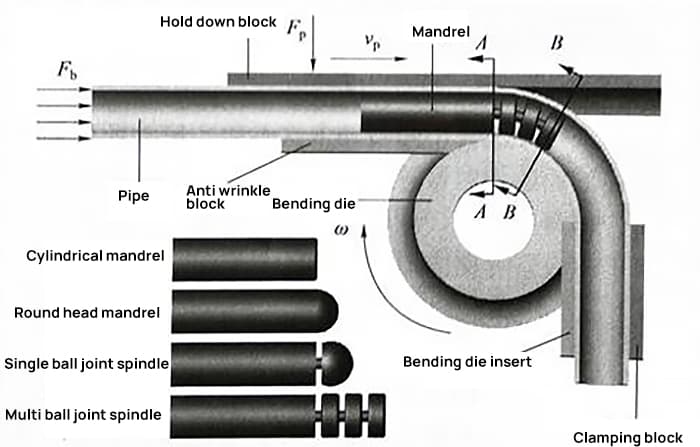
1. Гибка оправки
Гибка на оправке - это процесс гибки, который обеспечивает точный контроль над формой поперечного сечения колен.
Ключевое отличие гибки на оправке от обычной гибки без оправки заключается в том, что во время процесса гибки оправка предварительно помещается внутрь трубной заготовки.
В реальном производстве оправки или стержни делятся на два типа: жесткие оправки и твердые гибкие оправки.
К жестким оправкам относятся оправки с круглой головкой, оправки в форме ложки и оправки в форме бычьего рога.
Гибкие дорны включают в себя односекционные гибкие дорны и многосекционные гибкие дорны.
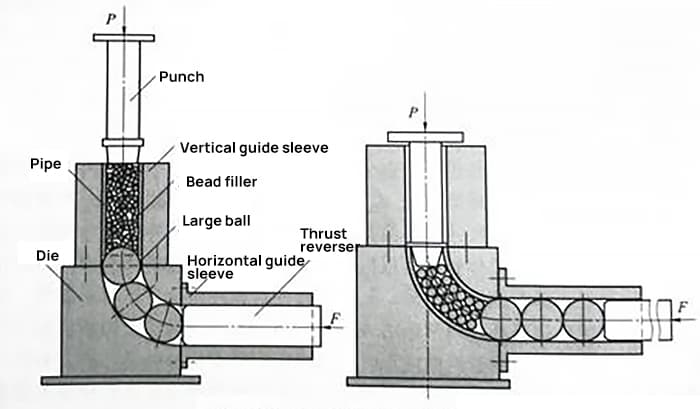
2. Заполнение твердыми частицами при формовке изгибом
Заполнение твердыми частицами и формование методом гибки под давлением - распространенный процесс для гибки тонкостенных элементов или колен с малой толщиной стенки.
Традиционно в качестве наполнителя использовался кварцевый песок, но постепенно он был заменен частицами смолы или металлическими шариками.
Перед процессом гибки под давлением в гибочный штамп помещаются шарики большого диаметра, немного меньшего, чем внешний вид трубной заготовки, чтобы предотвратить соскальзывание наполнителя из бусин. Затем трубная заготовка заполняется шариками малого диаметра.
Во время гибки ползун пресса приводит в движение пуансон для гибки, выдавливая бисерный наполнитель в трубной заготовке. Однако следует отметить, что твердые частицы нельзя рассматривать как сплошную среду, и их деформация под давлением не может быть приближена к постоянному объему.
Кроме того, использование шариков из твердой стали может привести к появлению дефектов, таких как вмятины на внутренней стенке локтя.
Схема заполнения и гибки труб твердыми частицами
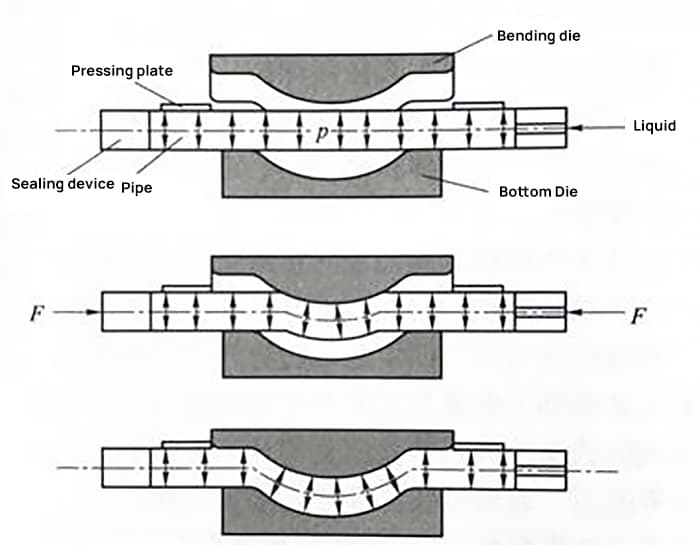
3. Гибка для розлива жидкости
Был разработан метод заполнения и гибки с использованием жидкости в качестве наполнителя для труб, включающий два относительно развитых процесса: гидравлическая гибка с пробивкой труб и гибка с пробивкой и подачей.
Несмотря на то, что гибка с жидким наполнителем устраняет некоторые недостатки гибки с наполнителем из твердых частиц, уплотнение среды остается технологической проблемой.
Принцип работы гидроформовки труб
4. Отверждение гибки с помощью жидкого наполнителя
В процессе гибки с жидким наполнителем отверждаемая жидкость впрыскивается в трубную заготовку, пока она находится в жидком состоянии. После запечатывания обоих концов жидкое вещество застывает и превращается в цельный наполнитель, который используется для гибки.
Затвердевшие наполнители могут включать воду, канифоль, сплав с низкой температурой плавления и различные виды смол.
Нагревательная гибка
Гибка с нагревом - это традиционный метод обработки пластмасс, при котором нагрев используется для размягчения трубной заготовки и повышения ее способности к пластической деформации. Этот метод используется, когда форма трубных деталей не подходит для холодной гибки.
Процесс гибки обычно включает в себя комбинацию нагрева, сгибания и охлаждения. Обычно используются такие методы гибки с нагревом, как гибка с общим нагревом наполнителя, гибка с общим нагревом погружения, гибка с локальным индукционным нагревом средней частоты и лазерная гибка.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как металлические трубы получают точные изгибы и формы? Эта статья рассказывает о ведущих производителях трубогибочных станков, демонстрируя их инновационные технологии...
Вы когда-нибудь задумывались, как с точностью создаются сложные формы труб? В этом руководстве раскрываются секреты трубогибов, изучаются их типы, механизмы и области применения. Благодаря советам опытных инженеров-механиков,...
Вы когда-нибудь восхищались изящными изгибами перил из нержавеющей стали или плавными линиями металлических скульптур? За этими прекрасными дизайнами скрывается искусство и наука...