Haben Sie sich jemals gefragt, wie Sie ein erfolgreiches Metallstanzprojekt sicherstellen können? In diesem Blogbeitrag werden wir uns mit den kritischen Faktoren befassen, die über Erfolg oder Misserfolg Ihres Stanzprozesses entscheiden können. Als erfahrener Maschinenbauingenieur gebe ich Einblicke in die Berechnung von Prägekräften und die Auswahl optimaler Stempel- und Matrizenabstände. Am Ende werden Sie ein solides Verständnis dafür haben, wie Sie Ihr Stanzprojekt planen müssen, um die besten Ergebnisse zu erzielen.
Bei der Planung eines Metallstanzprojekts ist einer der wichtigsten Faktoren die erforderliche Stanzkraft. Die Berechnung der richtigen Prägekraft stellt sicher, dass Sie eine Presse mit einer angemessenen Tonnage auswählen und die Werkzeuge so konstruieren, dass sie den auftretenden Kräften standhalten können.
Es gibt verschiedene Methoden zur Berechnung der Prägekraft, die vom jeweiligen Prägeverfahren und der Art der Kraft abhängen. Im Folgenden werden wir einige der gängigsten Formeln erläutern und einen praktischen Stempelkraftrechner zur Verfügung stellen.
Formel für die Durchschlagskraft
Es gibt mehrere Methoden zur Berechnung der Prägekraft, und welche davon verwendet wird, hängt vom jeweiligen Prägeverfahren und der Art der zu berechnenden Prägekraft ab. Hier sind einige gängige Methoden zur Berechnung der Prägekraft:
Eine grundlegende Formel zerlegt die Gesamtstempelkraft in die Summe mehrerer Teile:
Scherkraft
Entladekraft
Schubkraft
Anpresskraft der Kante
Tiefziehkraft
Welche Komponenten dies im Einzelnen sind, hängt von Ihrem jeweiligen Stanzvorgang ab.
Berechnung der Scher- und Stanzkraft
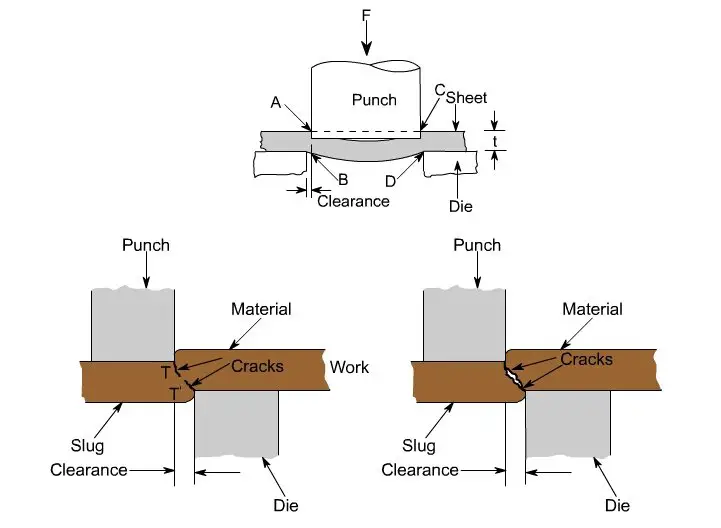
Bei vielen Stanzprojekten machen die Scher- und Stanzkräfte den größten Teil der Stanzkraft aus. Eine gängige Formel zur Berechnung der Scher- oder Stanzkraft lautet:
𝑃 = 𝑘 × 𝑙 × 𝑡 × Г
Wo:
P = Prägekraft (kg)
k = Koeffizient (normalerweise etwa 1)
l = Umfang des gestanzten Teils (mm)
t = Blechdicke (mm)
Г = Scherfestigkeit des Materials (kg/mm²)
Eine alternative Version dieser Formel lautet:
P = ltτ
Wo:
P = Scherkraft (N)
l = Umfang der Prägung (mm)
t = Dicke des Teils (mm)
τ = Scherfestigkeit des Materials (MPa)
Für kleine Teile, die mit einem flachen Stempel gestanzt werden, kann die Formel wie folgt vereinfacht werden:
F = Ltτ
Dabei ist F die Scherkraft in Newton.
Online-Stanzkraft-Rechner
Um die Berechnung der Stanzkraft zu erleichtern, gibt es einen Online-Rechner. Geben Sie einfach Ihr Material, die Dicke und den Umfang des Teils ein, um die erforderliche Kraft in Tonnen zu ermitteln.
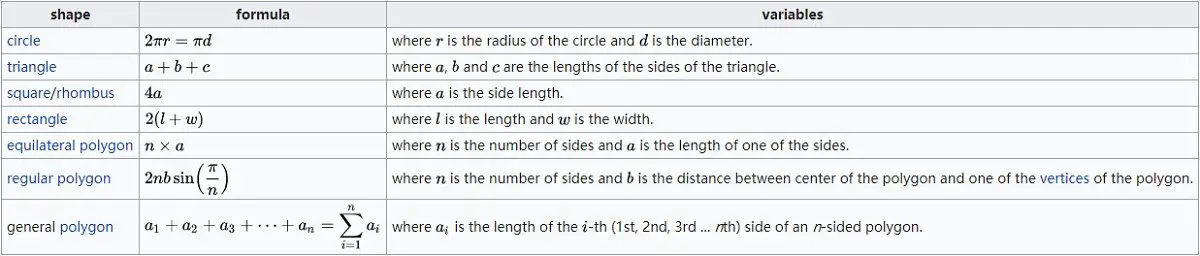
Wenn Sie runde, quadratische oder andere Löcher durch eine bestimmte Metalldicke stanzen müssen, müssen Sie die für diese Aufgabe erforderliche Stanzkraft ermitteln.
Zur Berechnung der erforderlichen Pressentonnage können Sie die folgende Formel zur Berechnung der Stanzkraft verwenden, die auch für die Berechnung der Stanzkraft anwendbar ist.
z.B.: Wenn man ein quadratisches Loch in das 3 mm dicke kohlenstoffarme Material stanzt Stahlplatte, Seitenlänge 20mm, erhalten Sie:
Umfang = 20×4 = 80mm
Dicke = 3 mm
Scherfestigkeit = 0,3447kn/mm2
Durchschlagskraft (KN) = 80 x 3 x 0,3447 = 82,728 KN Umrechnung in Tonnage: 82,728 KN ÷ 9,81 = 8,43 Tonnen
Weitere Informationen über die Scherfestigkeit, einschließlich ihrer Berechnung, finden Sie in der Wikipedia-Artikel.
Die genannte Formel kann auch als Schnittkraftformel in Presswerkzeugen oder als Formel zur Bestimmung der zum Stanzen eines Lochs erforderlichen Kraft.
Stempel und Matrize Freiraum
Der Abstand zwischen dem Stempel und den Matrizen ist ein kritischer Faktor beim Stanzprozess und wird durch die Gesamtdifferenz dargestellt.
Nehmen wir zum Beispiel an, Sie verwenden eine ø12 Obermatrize und eine ø12,25 Untergesenk. In diesem Fall sollte der optimale Abstand 0,25 mm betragen.
Ein unzureichendes Spiel kann die Lebensdauer der Matrize verringern, Grate verursachen und zu Nachschnitten führen. Eine unregelmäßige Öffnung kann auch die Demontagekraft erhöhen.
Darüber hinaus hängt das Matrizenspiel vom Material und der Dicke ab, und für Kohlenstoffstahlplatten wird ein Wert zwischen 12-18% der Dicke empfohlen.
Wenn es keine besonderen Anforderungen an die CNC-Stanzekönnen Sie die folgende Tabelle für die Auswahl des Matrizenspiels heranziehen.
Spieltabelle für Stanzwerkzeuge
Neben der Stanzkraft ist das Spiel von Stempel und Matrize ein weiterer Schlüsselfaktor für erfolgreiches Stanzen. Ein angemessenes Spiel, das in der Regel als Prozentsatz der Materialdicke ausgedrückt wird, ist entscheidend für die Lebensdauer des Werkzeugs, die Qualität des Teils und die Vermeidung von Sekundärschnitten.
In dieser Tabelle finden Sie allgemeine Richtlinien für den Abstand:
Dicke
Baustahl
Aluminium
Rostfreier Stahl
0.8-1.6
0.15-0.2
0.15-0.2
0.15-0.3
1.6-2.3
0.2-0.3
0.2-0.3
0.3-0.4
2.3-3.2
0.3-0.4
0.3-0.4
0.4-0.6
3.2-4.5
0.4-0.6
0.4-0.5
0.6-1.0
4.5-6.0
0.6-0.9
0.5-0.7
/
Alles zusammenfügen
Durch die Berechnung der Prägekräfte und die Festlegung des richtigen Stempel- und Matrizenspiels sind Sie auf dem besten Weg zu einem erfolgreichen Prägeprojekt. Natürlich spielen auch viele andere Faktoren eine Rolle, z. B. die Auswahl des richtigen Werkstoffs, die Gestaltung einer optimalen Teilegeometrie und die Wahl geeigneter Schmiermittel und Beschichtungen.
Wenden Sie sich an einen erfahrenen Partner im Bereich der Metallumformung, der Sie bei der Bewältigung aller komplexen Vorgänge unterstützt und für optimale Ergebnisse sorgt. Mit der richtigen Planung und Fachkenntnis können Sie das volle Potenzial der Metallumformung für Ihre Teile und Produkte ausschöpfen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich schon einmal gefragt, wie eine effiziente Layoutgestaltung das Stanzen von Blechen revolutionieren kann? Dieser Artikel befasst sich mit verschiedenen Layout-Methoden und erklärt, wie die Optimierung des Materialeinsatzes nicht nur Ressourcen schont, sondern auch die...
Wie kann eine einzige Maschine sowohl das Stanzen als auch das Scheren in der Metallverarbeitung rationalisieren? Die CNC-Stanz-Schneid-Kombination revolutioniert die Effizienz und Präzision in Blechwerkstätten. Diese...
Stellen Sie sich vor, Sie könnten einfache Bleche mit Leichtigkeit und Effizienz in komplexe, präzise Komponenten verwandeln. Das ist die Magie einer Stanzmaschine. In diesem Artikel erfahren wir, wie diese Maschinen Energie sparen,...
Haben Sie sich jemals gefragt, wie eine massive Maschine mit Leichtigkeit Bleche präzise stanzen und formen kann? In diesem Blogbeitrag erkunden wir die faszinierende Welt der JH21 power...
Haben Sie sich jemals gefragt, was das Geheimnis hinter der Herstellung hochwertiger Stanzteile ist? In diesem Blog-Beitrag gehen wir auf die entscheidende Rolle ein, die der Stempel- und Matrizenspielraum bei...
Haben Sie sich jemals gefragt, wie Präzisionsteile hergestellt werden? Das Feinschneiden ist eine bahnbrechende Technologie, mit der hochwertige Komponenten mit unvergleichlicher Genauigkeit und Geschwindigkeit hergestellt werden. In diesem Blogbeitrag tauchen wir...
Sind Sie neugierig auf CNC-Revolverstanzmaschinen? In diesem Blogbeitrag tauchen wir in die faszinierende Welt dieser vielseitigen Maschinen ein. Als erfahrener Maschinenbauingenieur erkläre ich Ihnen, wie CNC-Revolverpressen...
Haben Sie sich jemals gefragt, wie man eine Stanzmaschine sicher und effizient bedient? Dieser Artikel befasst sich mit den wichtigsten Verfahren für den Betrieb von Stanzmaschinen in der Fertigung. Er behandelt Sicherheitsrichtlinien, Vorbereitung...
Wie können Sie sicherstellen, dass Ihre CNC-Revolverstanzwerkzeuge optimal funktionieren und länger halten? In diesem Artikel erfahren Sie, wie Sie diese wichtigen Komponenten nutzen und warten können. Von der Auswahl...