Bevor wir in die Details der CNC-Revolverstanzmaschine eintauchen, sollten wir zunächst verstehen, was CNC-Bearbeitung ist.
Anhand der Originalteilzeichnungen und der Prozessanforderungen wird ein CNC-Bearbeitungsprogramm für das Teil erstellt und in das digitale Steuerungssystem der Maschine eingegeben. CNC-Revolverstanzmaschine. Diese steuert die Relativbewegung von Werkzeug und Werkstück und ermöglicht so die erfolgreiche Bearbeitung des Werkstücks.
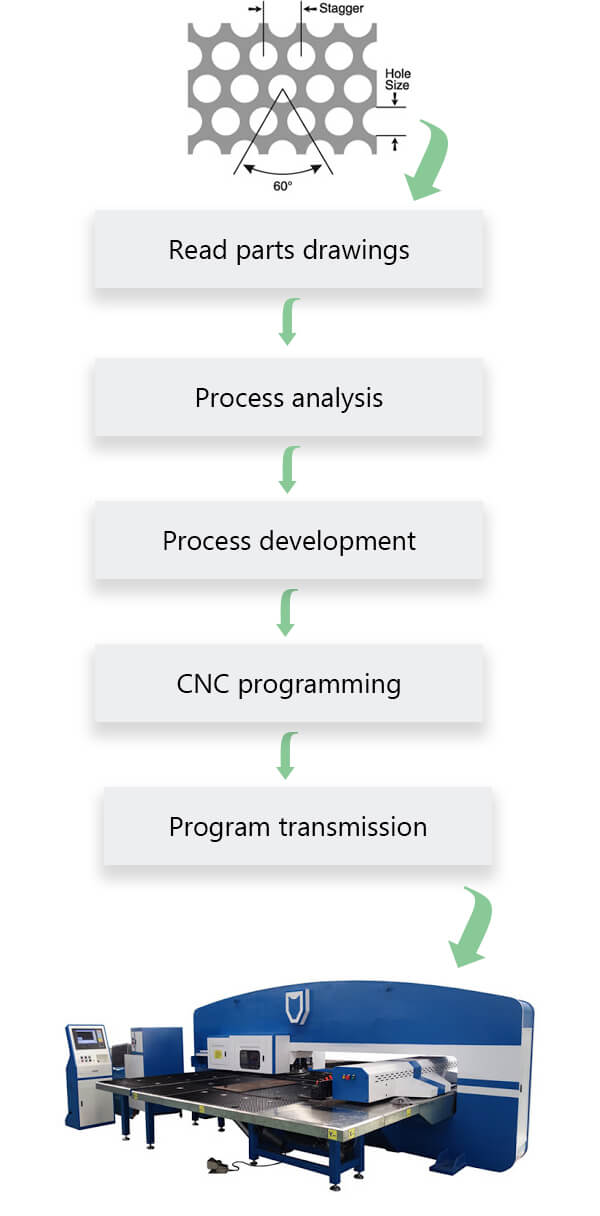
1. Lesen Sie die Teilezeichnungen:
Es ist ein umfassendes Verständnis der technischen Spezifikationen in den Zeichnungen erforderlich, einschließlich Maßgenauigkeit, Form- und Lagetoleranzen, OberflächenrauhigkeitDer Werkstoff des Werkstücks, die Härte, die Bearbeitbarkeit und die Anzahl der Komponenten.
2. Prozessanalyse:
Die Prozessanalyse muss in Übereinstimmung mit den in den Zeichnungen für die Bauteile dargestellten Spezifikationen durchgeführt werden. Dazu gehören die Analyse der konstruktiven Machbarkeit der Bauteile, die Bewertung der Material- und Konstruktionsgenauigkeit sowie die Ermittlung der ungefähren Prozessschritte.
3. Prozessentwicklung:
Auf der Grundlage der Prozessanalyse müssen alle für die Bearbeitung erforderlichen Informationen entwickelt werden, wie z. B. der Prozessablauf, die Anforderungen, die Werkzeugbahn, die Verschiebung und die Hilfsfunktionen. Diese Informationen sollten auf Prozesskarten und Technikkarten dokumentiert werden.
4. CNC-Programmierung:
Die Teileprogrammierung sollte auf der Grundlage des Teileplans und der Prozessdetails durchgeführt werden, wobei der Anweisungscode und das Programmierformat, die von den verwendeten CNC-System. Dies kann durch manuelle Bearbeitung des Codes oder durch Computerprogrammierung erreicht werden.
5. Programmübertragung:
Das geschriebene Programm wird über eine Übertragungsschnittstelle in die CNC-Einheit der Maschine eingegeben. Nach dem Einrichten der Maschine und dem Abrufen des Programms kann das Bauteil gemäß den in den Zeichnungen angegebenen Spezifikationen bearbeitet werden.
II. Was ist eine CNC-Revolverstanzmaschine?
Der Revolverkopf mit numerischer Steuerung Stanzpresse (NCT), auch bekannt als CNC-Stanzmaschine, ist eine Hauptkategorie von CNC-Stanzmaschinen. NCT kombiniert mechanische, elektrische, hydraulische und pneumatische Elemente und wird zum Stanzen und Flachziehen von Plattenmaterialien durch Revolverstanzwerkzeuge verwendet.
Die CNC-Revolverstanzmaschine ist eine vielseitige automatische Maschine, die häufige Produkt- und Prozessänderungen bewältigen kann, da sie eine Vielzahl von Operationen und Schritten erfordert. Die relative Positionierung zwischen dem Werkzeug und dem Werkstück wird durch einen numerischen Code dargestellt.
Die digitalen Informationen werden über ein Steuermedium, z. B. ein Papierband oder eine Diskette, in den Computer eingegeben. Der Computer verarbeitet die eingegebenen Informationen und führt sie aus, indem er Anweisungen zur Steuerung des Servosystems der Maschine oder anderer Komponenten erteilt, so dass die Maschine automatisch die gewünschten Teile oder Produkte herstellen kann.
III. Arbeitsprinzip der Revolverstanzmaschine
Wenn das Gerät keine Alarme auslöst, wird die CNC-Maschine führt ein Programm wie angewiesen aus. Die X- und Y-Achsen bewegen den Stahlplatte und die T-Scheibe positioniert die gewünschte Form am Stempelkopf. Der hydraulische Stempelkopf führt dann eine Stanzung an der Form durch.
Dieser Vorgang wird wiederholt, wobei die X- und Y-Achse nach jedem Stempelvorgang eine neue Position anfahren, bis das gesamte Programm abgearbeitet ist. Schließlich kehrt die Maschine in die Vorschubposition zurück.
IV. Typen von Revolverlochpressen
Seit Wiedemann 1932 die manuelle Mehrstationenstanze R2 erfand, ist die numerisch gesteuerte Revolverstanze (NCT) in der Stanztechnik weit verbreitet. Blechverarbeitung und hat sich in Struktur und Leistung weiterentwickelt.
Die frühen CNC-Revolverstanzmaschinen hatten beispielsweise keine automatische Programmiersoftware und konnten nur manuell auf dem CNC-System programmiert werden.
Die heutige CNC-Revolverstanze ist jedoch grundsätzlich mit automatischer Programmiersoftware ausgestattet, und ihre Arbeitseffizienz und die Fähigkeit zur Bearbeitung komplexer Teile sind erheblich besser als früher.
Was die Eigentumsverhältnisse betrifft, so gibt es mehr als 20000 Sätze von CNC-Pressen in den Vereinigten Staaten und fast 20000 Geräte in Japan.
China hat in den letzten Jahren eine rasante Entwicklung durchgemacht, die nach vorsichtigen Schätzungen bei etwa 6000 Geräten liegt.
Im Hinblick auf die Entwicklungssituation der Blechindustriesollte es viel Raum für Entwicklung geben.
Allerdings ist das Personal in der Blechindustrie manchmal nicht wissen, sehr gut über die Leistung und Struktur der verschiedenen CNC-Pressen, lassen Sie mich kurz vorstellen, alle Arten von CNC-Revolverstempeln.
Je nach Funktionsprinzip des Schlagkopfes lassen sich die CNC-Revolverstanzmaschinen in drei Kategorien einteilen:
1. Mechanisch angetriebene CNC-Revolverstanze
Dies ist der früheste Typ der CNC Revolverstanzmaschine das noch immer von einigen Herstellern produziert und verwendet wird.
Typische Vertreter sind die C-Serie von Muratec, die Aries-Serie von Amada, die PEGA-Serie, die COMA-Serie, usw.
Diese Art von CNC-Revolverstanze treibt das Schwungrad über den Hauptmotor an, nutzt die Trägheit des Schwungrads zum Stanzen und wird über die Kupplung gesteuert.
Diese Art von Werkzeugmaschine hat die Vorteile einer einfachen Struktur, eines niedrigen Produktpreises und einer stabilen Leistung.
Aber auch die Nachteile dieser Art von Werkzeugmaschinen sind offensichtlich.
Zunächst einmal muss der mechanische CNC-Revolverstempel warten, bis sich das Schwungrad einmal gedreht hat, bevor er stempelt.
Der Prägehub ist fest, so dass die Prägegeschwindigkeit nicht erhöht werden kann.
Derzeit beträgt die Höchstgeschwindigkeit nur etwa 180 Mal/Minute.
Dies ist auch der Hauptgrund dafür, dass viele Hersteller solche Revolverpressen nicht mehr produzieren (Amada hat dieses Jahr die Produktion von Aries eingestellt, die in Japan bereits eingestellt wurde).
Zweitens ist der Hub des Schlagkopfes nicht steuerbar und daher beim Formen und Stanzen schwer zu kontrollieren.
Bei solchen Werkzeugmaschinen muss die Anzahl der Stanzwerkzeuge angepasst werden, um eine optimale Formgebung zu erreichen, was schwierig zu bewerkstelligen ist.
Darüber hinaus hat diese Art von Werkzeugmaschine auch die Nachteile eines hohen Stromverbrauchs, großer Stanzgeräusche und so weiter.
2. Hydraulisch angetriebene CNC-Revolverstanze
Mit der Entwicklung der Technologie ist die hydraulische CNC-Revolverstanze erschienen.
Diese Art von Werkzeugmaschine ist wegen ihrer vielen Vorteile weit verbreitet.
Typische Vertreter solcher Werkzeugmaschinen sind die V-Serie von Muratec, die Vipros-Serie von Amada, die TC-Serie von TRUMPF, etc.
Diese Art von Werkzeugmaschine wird von einem Hydraulikzylinder angetrieben und von einem elektro-hydraulischen Servoventil gesteuert.
Daher wurde die Stanzgeschwindigkeit sprunghaft verbessert. Bis zu 1000 mal/min.
Zweitens, weil der Hub des Hydraulikzylinders gesteuert werden kann, ist die Umformwerkzeug kann durch die Steuerung des Hubes des Schlagkopfes eingestellt werden, was bequem zu bedienen ist.
Bei der Arbeit kann die Steuerung des Stanzkopfes zum Drücken der Matrize das Stanzgeräusch reduzieren.
Darüber hinaus können wir durch die Kommunikation mit den Herstellern die Bearbeitung von Werkzeugen, einschließlich Walzrippen, Walzschneiden usw., übernehmen (mechanische Pressen können dies nicht).
Aufgrund der oben genannten Vorteile ist die hydraulische Revolverstanze weit verbreitet.
Allerdings gibt es bei dieser Art von Werkzeugmaschinen noch viele Mängel.
Erstens haben diese Art von Werkzeugmaschinen hohe Umweltanforderungen.
Eine zu hohe oder zu niedrige Temperatur beeinträchtigt den normalen Betrieb der Werkzeugmaschinen.
Wenn die Temperatur zu niedrig ist (< 5 ℃), muss vor dem Betrieb vorgeheizt werden.
Zweitens ist der Stromverbrauch groß, was der größte Stromverbrauch bei allen Arten von CNC-Revolverstanzmaschinen ist. Im Allgemeinen liegt er über 30KV.
Außerdem muss das Hydrauliköl einmal im Jahr gewechselt werden, und die große Bodenfläche ist ein Nachteil.
3. CNC-Revolverstanze angetrieben durch Servomotor
Aufgrund der Unzulänglichkeiten der beiden oben genannten Arten von Türmen Stanzpressenhaben die Hersteller die dritte Generation der CNC-Revolverstanze entwickelt.
Dies ist die CNC-Revolverstanze, die direkt von einem Servomotor angetrieben wird.
Die typischen Vertreter sind M2044ez und M2048lt der Firma Muratec.
Dank der Technologie des direkten Antriebs des Schlagkopfes durch einen Servomotor kann der Stromverbrauch bei gleichbleibend hoher Prägegeschwindigkeit (bis zu mehr als 800 Mal pro Minute) erheblich reduziert werden.
Denn wenn die vom Servomotor angetriebene Werkzeugmaschine nicht stanzt, befindet sich der Hauptmotor in einem statischen Zustand und verbraucht keinen Strom.
Im Vergleich zu hydraulischen Werkzeugmaschinen beträgt der Stromverbrauch von Revolverstempeln mit Servomotor etwa ein Drittel davon.
Zweitens, die CNC Revolverstanze wird durch einen Servomotor angetrieben, wie die hydraulische CNC Revolverstanze, der Stanzhub kann eingestellt werden, so dass es sehr bequem ist, die Umformwerkzeug.
Die Walzrippe und das Walzschneidwerkzeug können wie der hydraulische Stempel verarbeitet werden, und das Prägegeräusch kann die ideale Wirkung erzielen.
Die Revolverstanze mit Servomotor hat geringe Umweltanforderungen.
Er kann im Frühjahr, Sommer, Herbst und Winter ohne Vorheizen sofort in Betrieb genommen werden.
Da kein hydraulisches Gerät benötigt wird, entfällt der lästige Austausch des Hydrauliköls, und das Gerät ist sehr umweltfreundlich.
Außerdem hat die Werkzeugmaschine eine kompakte Struktur und benötigt nur eine kleine Stellfläche.
V. Aufbau von CNC-Revolverpressen
1. Hauptantriebsteil
Es gibt zwei Hauptantriebsarten für CNC-Revolverpressen.
Der eine ist der mechanische Hauptantrieb
Der andere ist der hydraulische Hauptantrieb.
Mechanisches Hauptantriebsprinzip (300 in ET-300 bezieht sich auf eine Nennkraft von 300KN)
Der Hauptmotor treibt das Schwungrad über eine kleine Riemenscheibe an, die wiederum die Kurbelwelle über das Einrücken oder Trennen der Kupplung/Bremse antreibt.
Er dreht sich und treibt dann den Schieber über den Kurbelstangenmechanismus auf und ab und schlägt die ausgewählte Form auf dem Drehtisch zum Stanzen oder für andere Formgebungsverfahren auf.
Die in den mechanischen Hauptantriebspressen verwendeten Kupplungen und Bremsen gibt es in zwei Hauptformen, einer pneumatischen Reibungskupplung und einer hydraulischen Kupplung.
Funktionsprinzip des hydraulischen Hauptantriebs Revolverpresse Maschine (300 in VT-300 bezieht sich auf eine Nennkraft von 300KN)
Das Prinzip des hydraulischen Hauptantriebs besteht darin, dass das vom Hydrauliksystem gelieferte Hydrauliköl durch die Wirkung eines elektromagnetischen Umschaltventils in die Flüssigkeit geleitet wird.
Die oberen und unteren Hohlräume des Zylinders sorgen dafür, dass die Kolbenstange den Stößel auf- und abbewegt und zum Stanzen auf die Form aufschlägt.
In den letzten Jahren, mit der rasanten Entwicklung der Hydraulik-Technologie, mehr und mehr Pressen mit dem hydraulischen Hauptantrieb, aufgrund der Merkmale der hydraulischer Antrieb Pressen mit konstantem Druck über den gesamten Hubbereich, die sich besser für einige spezielle Verarbeitungsprozesse eignen, wie z. B. Flachziehen, Lochstoßen und andere Formgebungsverfahren.
2. Achse der Bewegung
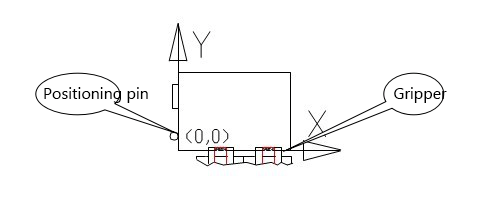
Der CNC-Revolverstanzer hat vier Bewegungsachsen: X, Y, T und C.
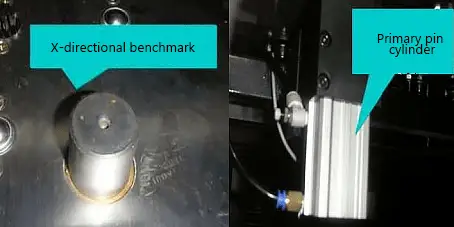
X- und Y-Achse sind zwei lineare Achsen
Die X-Richtung ist parallel zur Richtung der beiden Backen und die Y-Richtung ist parallel zur Richtung des Fixierstifts oder der Säule. Siehe die Abbildung unten.
Die Spannen der Backen bewegt die Stahlplatte hin und her zu dem Punkt, an dem sie gestanzt werden soll.
Die T-Achse ist die Revolverpresse Werkzeugbank.
Es wird hauptsächlich für die Speicherung und den Abruf von Matrizen verwendet, und wenn das Werkzeugauswahlprogramm ausgeführt wird, werden die entsprechenden Matrizen unter den Stempel übertragen.
Die Anzahl der Revolverpressenwerkzeuge kann je nach Maschinenmodell in 20, 24, 32, 40 usw. unterteilt werden.
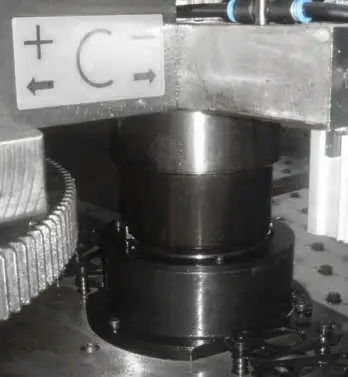
C-Achsen-Steuerung für drehbare Stationen
In der Regel in zwei Stationen konfiguriert, kann das Werkzeug in einem breiteren Spektrum von Anwendungen eingesetzt werden, es kann frei von 0-359.999 gedreht werden und kann mehr verarbeiten komplizierte Formen.
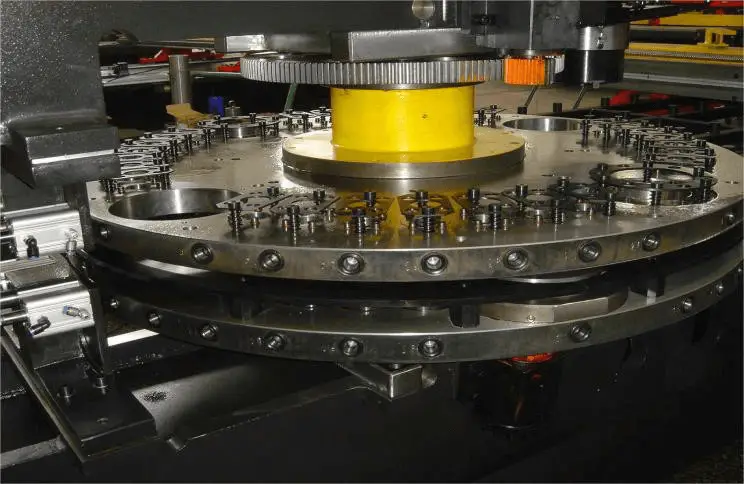
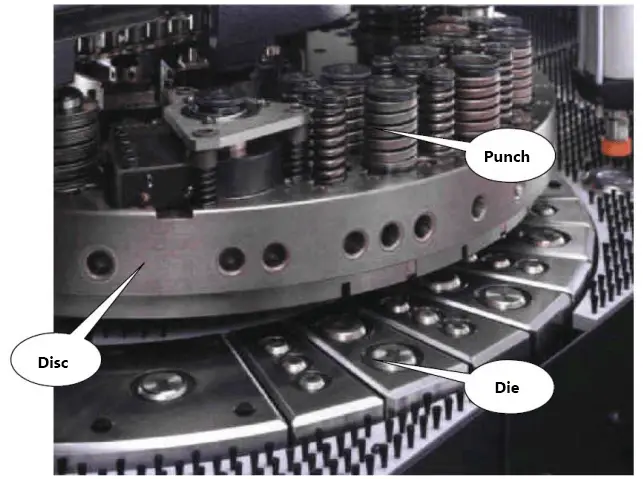
3. Turntable
Der Drehtisch, der auch als Drehkopf oder Revolver bezeichnet wird, ist eine CNC-Revolverpresse, die zur Lagerung der Form verwendet wird und dem Werkzeugmagazin auf dem Bearbeitungszentrum entspricht.
Für CNC-Revolverstanzmaschinen gibt es zwei Drehtische, den oberen und den unteren Drehtisch.
Derzeit ist die normale Anzahl von Arbeitsplätzen: 32.
Der obere Drehtisch wird für die Installation der Führungshülse des oberen Stempels, der Stützfeder und der oberen Stempelbaugruppe verwendet.
Der untere Drehteller dient zur Montage der Untergesenk Halter, Gesenkpresse, Untergesenk, Zentrierhilfe usw.
1) Verteilung der Matrizen auf dem Drehtisch einer CNC-Revolverstanze
Üblich sind die einreihige Verteilung, die zweireihige Verteilung und die dreireihige Verteilung.
Eine zu große Anzahl von verteilten Reihen kann leicht zu einer Kraftverzerrung im Stempel führen.
Wenn drei Reihen verteilt sind, wird der Stempel im Allgemeinen beweglich ausgeführt, d. h. der Stempel muss eine Reihe von Matrizen stanzen, und der Stempel wird mit einer beweglichen Vorrichtung über die entsprechende Reihe von Matrizen bewegt.
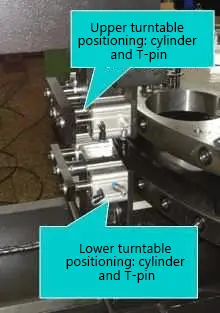
Um den oberen und unteren Drehteller genau zu positionieren, sind der äußere Umfang oder die Endfläche des oberen und unteren Drehtellers mit konischen Positionierungslöchern versehen. Wenn sie in die entsprechende Matrizenposition gebracht werden, kann der Positionierungskegelstift eingesetzt werden, um eine genaue Positionierung zu gewährleisten.
Die Achse, die den Drehtisch antreibt, wird gewöhnlich als T-Achse bezeichnet.
Der Antrieb der T-Achse besteht aus Servomotor, Getriebe, Zahnkette (Zahnriemen), Positionierkegelstift, Positionierzylinder (Positionierzylinder), oberem und unterem Drehteller.
Wenn das CNC-System signalisiert, dass eine bestimmte Matrize verwendet werden muss, wird der Positionierungskegelstift automatisch herausgezogen, der Servomotor dreht sich und treibt nach der Verlangsamung den Drehtisch zur Drehung an, wenn die Matrize direkt unter dem Stempel gedreht wird, wird die Drehung gestoppt, der Kegelstift wird in das entsprechende Kegelstiftloch eingesetzt, so dass der obere und untere Drehtisch genau positioniert wird.
2) Kriterien zur Bestimmung der Konzentrizität der zu korrigierenden Ober- und Unterformen
Wenn eine neue Form eingebaut oder eine bereits geschliffene Form installiert wird, muss zunächst sichergestellt werden, dass der Abstand der Form mit der Platte übereinstimmt.
Wenn das Werkstück bearbeitet wird und die Stanzgrate bereits nach wenigen Stanzungen groß sind, entfernen Sie die Form, um den Verschleiß der Form zu beobachten.
An den Rändern kann man erkennen, dass der Rundlauf korrigiert werden muss, wenn die Ränder teilweise abgerundet oder weiß sind, als ob Reif darauf gefallen wäre, insbesondere die Diagonale des Randes.
3) Synchronisationskorrektur nach einem Fehler an der oberen und unteren Drehscheibe
Der obere und der untere Drehteller werden von einem digitalen AC-Servomotor angetrieben, der über eine elastische Kupplung mit dem Eingang des Getriebes verbunden ist, und der Ausgang des Getriebes wird über eine Kette und ein Zahnrad auf und ab bewegt.
Die eingestellte Kette sollte ein Gefälle von 6-13 mm haben.
Wenn die obere und untere Drehtellerposition aufgrund von Clips usw. falsch ausgerichtet sind, muss eine synchrone Einstellung gemäß den folgenden Schritten vorgenommen werden.
Lösen Sie sich an der unteren oder oberen Drehscheibe
Drehen Sie den unteren Drehteller T1 unter dem Schließkopf von Hand
Mehrmals rein und raus
Stellen Sie den oberen und unteren Drehknopf so ein, dass der Drehteller nach dem Einsetzen des Stifts nur noch minimal wackelt.
Bei einem eingesteckten Bolzen genügt es, den unteren oder oberen Drehteller festzuziehen.
Setzen Sie die T-Achse wieder auf den Referenzpunkt.
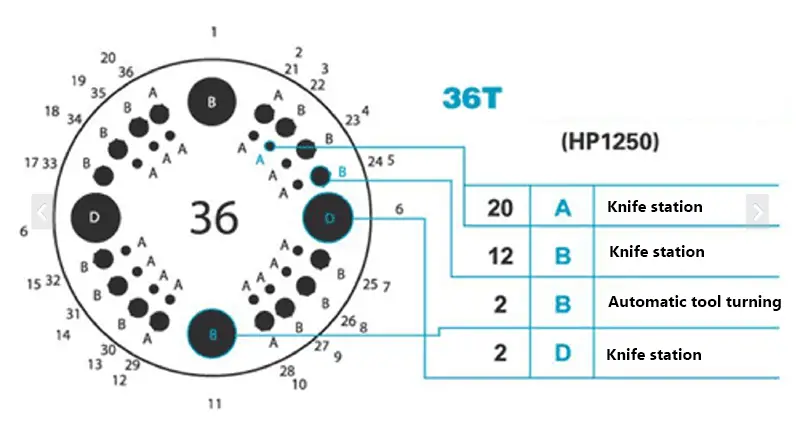
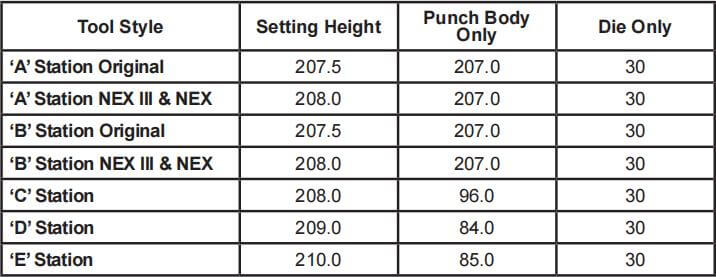
Die NCT-Werkzeuge werden entsprechend ihrer Größe in fünf Klassen A, B, C, D und E eingeteilt, wobei die kleinste Klasse A und die größte Klasse E ist.
Jede Ebene des Messers entspricht der Position des Messers auf dem Drehtisch.
Die folgende Tabelle zeigt die Abmessungen des Werkzeugs und die Einbauposition des Werkzeugs:
Art der Form
Nominale Größe
Standard Oberstempelgröße
A
1/2″
1,6~12,7mm Durchmesser (0,063″0,5″Durchmesser)
B
11/4″
12,8~31,7mm Durchmesser (0,501″1,25″Durchmesser)
C
2″
31.8~50.8mm Durchmesser (1.251″2″Durchmesser)
D
31/2″
50,9~88,9mm Durchmesser (2,001″3,5″Durchmesser)
E
41/2″
89,0~114,3mm Durchmesser (3,501″4,5″Durchmesser)
1) Einführung des Revolvers Stanzmaschine Schimmelpilze
Formen sind die wichtigsten Werkzeuge für die Verarbeitung von Plattenmaterial.
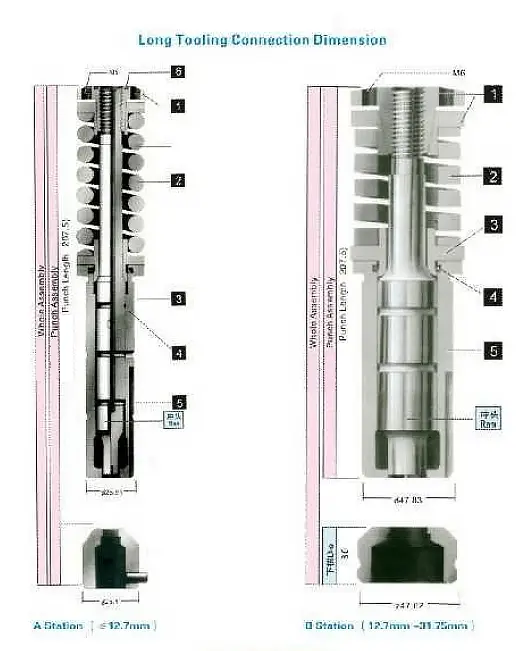
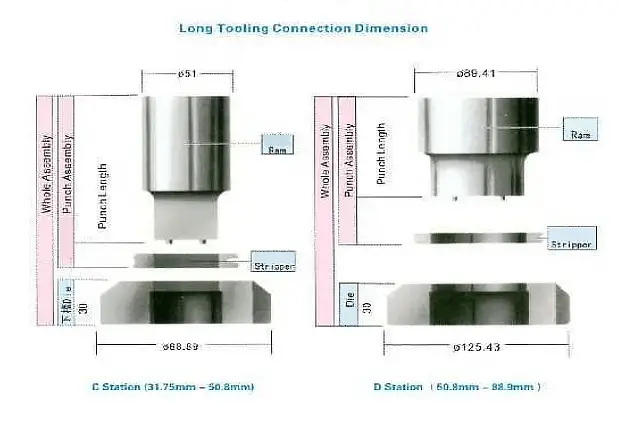
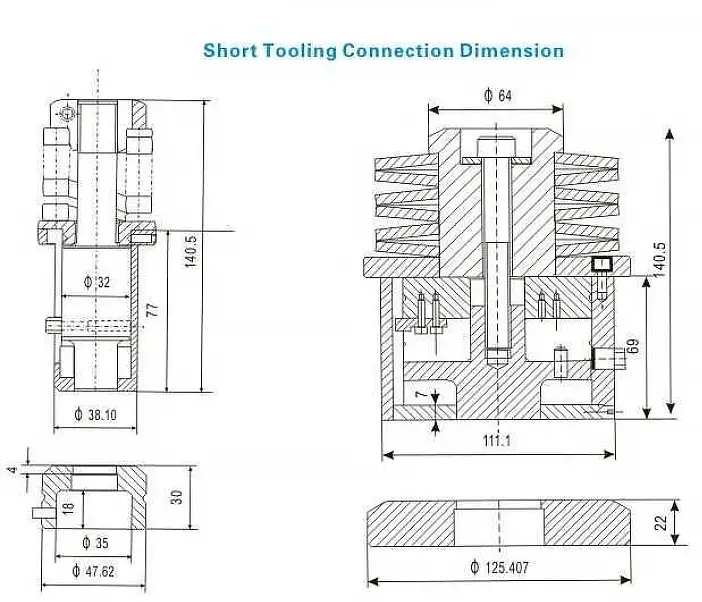
Gegenwärtig gibt es zwei Arten von CNC-Revolverstanzwerkzeugen: Werkzeuge mit langer Struktur und Werkzeuge mit kurzer Struktur.
Wird im Allgemeinen durch das Material und die Materialstärke bestimmt.
Diese beiden Strukturen des Werkzeugs müssen beide auf der oberen Stützfeder des Drehtisches installiert werden, damit das Werkzeug nach dem Stanzen rechtzeitig zurückgesetzt werden kann.
In China ist die Matrizenmaterial auf der CNC-Stanzmaschine ist normalerweise Cr12MoV und LD.
Die Matrizen mit Cr12MoV-Material sind besser geeignet für mittlere Kohlenstoff Stahlblech Verarbeitung, während die Matrizen mit LD-Material für die schwierige Verarbeitung von Edelstahlblech besser geeignet sind.
Die Lebensdauer der Formen aus diesen beiden Materialien beträgt im Allgemeinen 200.000 bis 300.000 Mal.
2) Vorsichtsmaßnahmen bei der Auswahl der Schimmelpilze
(I) Auswahl von Standardwerkzeugen
(1) Die Schneide Durchmesser der Form sollte so viel wie möglich größer sein als zwei Mal die Dicke der Verarbeitung Platte, sollte der Durchmesser in der Regel größer als 3 mm, sonst ist es leicht zu brechenund die Lebensdauer ist sehr kurz.
Es wird jedoch empfohlen, importiertes HSS als Formmaterial mit einem Durchmesser von weniger als 3 mm zu verwenden, was jedoch nicht unbedingt erforderlich ist.
(2) Liegt die Größe der Platte nahe an der Grenzgröße der Arbeitsstation, verwenden Sie bitte eine größere Arbeitsstation, um sicherzustellen, dass die Entladekraft ausreichend ist.
(3) Alle scharfen Ecken sollten durch abgerundete Ecken ersetzt werden, da sie sonst anfällig für Abnutzung oder Zusammenbruch sind.
Im Allgemeinen wird empfohlen, wann immer möglich einen Eckenradius von R > 0,25t anstelle von freien Ecken zu verwenden.
(4) Bei der Verarbeitung der Platte für hohe Cr-Material (wie 1Cr13 und anderen Edelstahl) und warmgewalzte Platte, aufgrund der inhärenten Eigenschaften der Platte ist nicht geeignet für die Verwendung von inländischen hohen Cr-Schimmel, oder es ist sehr leicht zu tragen, Ziehen und Streifen Material und eine Reihe von Nachteilen.
Es wird empfohlen, importierten Hochgeschwindigkeits-Werkzeugstahl als Formmaterial zu verwenden.
(II) Auswahl der Formen für die Umformung.
(1) Unterschiedlich CNC-Presse Schieber haben unterschiedliche Hübe, daher ist auf die Einstellung der Schließhöhe der Form zu achten.
Um eine ausreichende Umformung zu gewährleisten, wird die Verwendung eines verstellbaren Schlagkopfes empfohlen.
Die Einstellungen sollten sorgfältig vorgenommen werden, und jede Einstellung sollte 0,10 mm nicht überschreiten, da sonst die Form beschädigt oder sogar die Maschine beschädigt wird.
(2) Umformung sollte so flach wie möglich sein, in der Regel ist die Gesamthöhe der Bildung nicht mehr als 8mm, der Grund für diese Höhe, so dass es eine lange Zeit, um das Material zu entladen dauert.
Der Umformprozess muss bei niedriger Geschwindigkeit erfolgen, vorzugsweise mit einer Verzögerungszeit.
(3) Arbeitsplätze in der Nähe der Formwerkzeugstation sind nicht verfügbar, da die Höhe des Formwerkzeugs viel höher ist als die einer normalen Form.
Am besten ist es, den Umformvorgang an das Ende des Programms zu stellen und nach dem Stanzen zu entfernen.
(4) Verwenden Sie bei Streckformwerkzeugen eine leichte Federanordnung, um ein Reißen oder eine ungleichmäßige Verformung der Platte und Schwierigkeiten beim Entladen des Materials zu vermeiden.
(5) Wenn die beiden Formen nahe beieinander liegen (vorne, hinten, links und rechts), erklären Sie uns dies bitte unbedingt, da es sonst zu Störungen kommen kann.
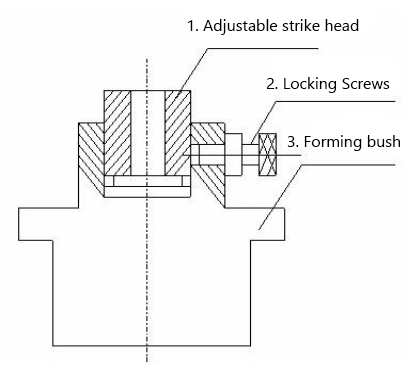
(6) Das Verfahren zur Einstellung der Form ist in der folgenden Abbildung dargestellt.
(7) Nachdem die Gussform installiert ist, lösen Sie Teil 2, drehen Sie Teil 1 im Uhrzeigersinn bis zum tiefsten Punkt und ziehen Sie dann Teil 2 fest.
(8) Erste leere Punsch, wie keine Anomalien, das Blatt Material in den Stempel, messen Sie die Höhe des Formteils, wenn die Höhe nicht genug zu lösen Stück 2, Stück 1 gegen den Uhrzeigersinn drehen (Drehung eines Kreises ist in der Regel 2mm, je nach Größe der Thread-Abstand, bitte entsprechend anpassen, um Schäden an der Form zu vermeiden), und dann ziehen Sie das Stück 2, ständig anpassen, Test Punsch, bis zum Erreichen der erforderlichen Höhe.
3) Montage und Wartung von Formen
Schärfen der Form
Regelmäßiges Schärfen des Werkzeugs kann nicht nur die Lebensdauer des Werkzeugs, sondern auch die Lebensdauer der Maschine verbessern, so dass es wichtig ist, die richtige und angemessene Schärfzeit zu beherrschen.
Der Benutzer kann auf einfache Weise feststellen, ob eine Matrize geschärft werden muss.
Nach einer bestimmten Anzahl von Stanzungen ist zu prüfen, ob die Stanzqualität einen großen Grat aufweist, dann ist zu prüfen, ob die obere Stanzkante abgerundet ist (abgerundet ≥ R0,1), ob der Glanz verschwindet.
Wenn dies geschieht, bedeutet dies, dass der Stempel stumpf war und dieses Mal geschärft werden muss.
Die Lebensdauer der Form kann um das 3-fache erhöht werden, wenn sie zum richtigen Zeitpunkt geschärft wird, aber falsches Schärfen kann die Zerstörung der Formkante schnell erhöhen und die Lebensdauer verringern.
Der Schleifvorschub sollte nicht mehr als 0,015 mm jedes Mal, wenn das Schärfen, zu viel Schleifen wird zu einer Überhitzung und Brennen der Form Oberfläche, die gleichbedeutend mit der Glühen Behandlung, und die Form wird weich, was die Lebensdauer der Form stark verkürzt.
Die Oberfläche der Schleifscheibe sollte gereinigt werden. Es wird empfohlen, eine mittelweiche Schleifscheibe der Körnung 46 zu verwenden.
Der Betrag der Matrize Schärfen ist ein bestimmter Betrag, der normale Betrag ist 4mm, wenn dieser Wert erreicht wird der Stempel verschrottet werden, wenn weiterhin verwendet wird, wird es leicht zu Schäden an der Matrize und Maschine.
Das endgültige Schärfen sollte von professionell geschultem Personal durchgeführt werden.
Hinweis: Nach dem Schärfen rechtzeitig entmagnetisieren und die Höhe der Form wie vor dem Schärfen einstellen.
Die Lebensdauer der Form
Für den Benutzer kann eine Verlängerung der Lebensdauer des Werkzeugs die Nutzungskosten erheblich senken.
Es gibt mehrere Gründe, die die Lebensdauer einer Form beeinflussen.
ob das Material der Form speziell behandelt wurde.
Die strukturelle Form der Form.
Lücken in der unteren Form.
Die Positionsgenauigkeit der oberen und unteren Form.
Passen Sie die rationelle Verwendung der Dichtung an.
Ob die gestanzten Platten gut geschmiert sind.
Ob das gepresste Blech flach ist.
Art und Dicke der gepressten Platten.
Die Neutralität der oberen und unteren Stationen eines jeden Revolvers der Stanzmaschine.
Der Führungsschlüssel am Maschinendrehkopf ist intakt.
Der direkteste dieser Faktoren ist, dass die Standzeit der Werkzeuge umso kürzer ist, je dicker das Blech, je härter das Material und je stärker das Stanzverfahren ist.
Wischen Sie auch den Bereich um die Matrize herum ab, bevor Sie sie in die Matrize einsetzen.
Sprühen Sie nach der Reinigung etwas Öl auf die Matrize und setzen Sie sie in die Matrize ein, und auch die konkave Matrize kann in die Matrize eingesetzt werden.
Dabei ist besonders darauf zu achten, dass die Ober- und Unterformen gleichmäßig ausgerichtet sind.
Prüfen Sie vor dem Einbau sorgfältig, ob die obere und die untere Form die gleiche Größe haben und ob die Kanten in die gleiche Richtung zeigen.
Wenn sie falsch platziert wird, kann sie die Form zerbrechen und sogar die Maschine beschädigen.
Nachdem die Formen installiert sind, lassen Sie den Revolver rotieren, während Sie den oberen und unteren Revolver beobachten, insbesondere die konkave Form hat keine ungleiche Höhe.
Bei ungleichmäßiger Höhe sollte die Ursache sorgfältig geprüft werden.
Formen, die normalerweise nicht verwendet werden, sollten regelmäßig gegen Rost geschützt und geölt werden.
Nach der Verwendung der Form, reinigen Sie die Form, legen Sie es ordentlich, wickeln Sie es mit einer Schutzfolie, legen Sie es in die Form-Box, und legen Sie es in einer festen Position zu verhindern, dass die Form von Stößen, Grat, oder fallen in den Staub, Rost und beeinflussen die nächste Verwendung.
Unterer Matrizenspalt
Der Abstand der unteren Matrize wird in Abhängigkeit von der Dicke der bearbeiteten Platte festgelegt.
Zum Beispiel kann die untere Matrize für 2 mm Blech nicht für 3 mm Blech verarbeitet werden, auch nicht für 1 mm Blech, da sonst der Verschleiß zunimmt und die Matrize sogar bricht.
Wenn die Matrizenfeder verbogen oder verkürzt ist, sollte sie rechtzeitig ausgetauscht werden.
Der Stempelabdruck sollte während des Prägens zwischen 1 und 2 mm liegen.
Die Schließhöhe der Form wird entsprechend den Anforderungen der Zeichnung eingestellt.
Formgebung Form sollte auch die Aufmerksamkeit auf die Richtung der Keilnut zu zahlen
Der Prüfstempel wird streng nach den oben genannten Einstellschritten und unter Bezugnahme auf die Anforderungen an die vom Benutzer bestellte Form durchgeführt, wie z. B. die Höhe der Streckung, ob Löcher vorgestanzt werden sollen usw., andernfalls wird die Form beschädigt oder erfüllt nicht die Anforderungen des Benutzers.
Der Abstand zwischen den konvexen und konkaven Stümpfen wird als Gesamtdifferenz ausgedrückt.
Bei Verwendung eines Nockenstempels von 10 und eines konkaven Stempels von 10,3, 10,3-10=0,3 (Lochdurchmesser des konkaven Stempels - Lochdurchmesser des Nockenstempels = Spiel), beträgt das Spiel beispielsweise 0,3 mm.
Unter Freiraum verstehen wir den gesamten Freiraum auf beiden Seiten, der einer der wichtigsten Faktoren beim Stanzen ist.
Wenn der Spalt nicht richtig gewählt ist, wird es die Lebensdauer der Form, oder Grate verkürzen, was sekundäre Scherung, so dass die Form des Schnittes unregelmäßig, die Trennkraft erhöht, so dass die richtige Auswahl der Spalt-Wert ist sehr wichtig.
Bei der Bearbeitung von weichem Stahl sollte der Spalt 20-25% der Materialdicke betragen.
Bei der Bearbeitung von Aluminium sollte der Spalt 15-20% der Materialdicke betragen.
Bei der Bearbeitung von rostfreiem Stahl sollte der Spalt 25-30% der Materialstärke betragen.
Zum Beispiel:
Für Baustahl mit einer Dicke von 1,2 mm wird der Spalt wie folgt berechnet:
1,2mm×0,2=0,24mm, 1,2mm×0,25=0,3mm, also beträgt der empfohlene Abstand 0,24mm~0,3mm.
Nach dem aktuellen Markt der CNC-Stanz-Werkzeugmaschinen Produktionsanlage Gap Ratio Auswahl Statistiken, kombiniert mit der tatsächlichen Situation der staatlichen Werkzeugmaschinen Präzision, mein Unternehmen empfiehlt die folgende "empfohlene Lücke unter dem sterben".
In besonderen Fällen muss sie entsprechend den Anforderungen der Nutzer gestaltet werden.
Blechdicke mm
Arten von Materialien
Baustahl
Aluminium
Rostfreier Stahl
0.8~1.6
0.2~0.3
0.2~0.3
0.2~0.35
1.6~2.3
0.3~0.4
0.3~0.4
0.4~0.5
2.3~3.2
0.4~0.6
0.4~0.5
0.5~0.7
3.2~4.5
0.6~0.9
0.5~0.7
0.7~1.2
4.5~6
0.9~1.2
0.7~0.9
Hinweis: Das von uns empfohlene untere Matrizenspiel dient dazu, die Lebensdauer der Matrize zu gewährleisten und ist nicht sehr streng.
Sie sollte entsprechend der tatsächlichen Situation und in Verbindung mit den Bedürfnissen des Nutzers präzise formuliert werden.
5) Zu beachtende Punkte bei der Verarbeitung
Maximaler Lochdurchmesser und Tonnage des Stempels
Zum Beispiel:
Ob die Platte mit einer Dicke von 6 mm und einem Durchmesser von Ф88,9 mm geschnitten werden kann oder nicht, lässt sich nicht mit Fantasie abschätzen.
Sie wird durch die Stanzkapazität bestimmt.
Der für das allgemeine Stanzen erforderliche Druck wird durch die folgende Formel bestimmt.
P=A × t × σc
P-Stanzkraft(kg)
A-Perimeter des perforierten Lochs(mm)
t-Plattenstärke(mm)
σc-Material-Schubfestigkeit(kg/mm)
Wie z.B. die VT-300 Stanzmaschine zum Pressen von 6mm warmgewalzten Blechen, der maximale Lochdurchmesser ist:
30×1000=3.14×D×6×42
D=Ф37.9(mm)
Wenn man also mit einer CNC-Stanzmaschine ein Loch in eine 6-mm-Platte stanzt, kann man einen maximalen Durchmesser von 37,9 mm erzielen.
Bei Überschreitung dieses Wertes sollten andere Methoden angewandt werden, wie z. B. die Methode des Stanzens mit kleinen Kreisen und Schritten.
Ölschmierung
Die Menge und Anzahl der Öleinspritzungen hängt von den Bedingungen des zu verarbeitenden Materials ab.
Für ein rostfreies, nicht abblätterndes Material die Form mit leichtem Maschinenöl einölen.
Material mit Rost und Zunder, Rost gerät während der Verarbeitung zwischen die Form und den Mantel, wie die Tat, und verhindert die freie Bewegung der Nocken.
In diesem Fall, wenn es geölt ist, macht es den Rost leichter fleckig, so dass beim Stanzen dieses Materials, stattdessen, wischen Sie das Öl sauber, brechen Sie die Form jeden halben Monat, waschen Sie es mit Benzin und wieder zusammenbauen, so dass es zufriedenstellend verarbeitet werden kann.
Die Formen der Hochgeschwindigkeits-CNC-Stanzmaschinen müssen streng gewartet werden, und die Entladungshülse, die Öleinspritzöffnung, der Kern der Form und die Kontaktfläche zwischen der Entladungshülse und der konkaven Form müssen regelmäßig mit Leichtöl geschmiert werden, um die Lebensdauer der Form zu verlängern.
Aber zu viel Schmieröl bleibt oft in der oberen Endfläche der Matrize, der Streik beim Stanzen und Schneiden ist leicht zu machen, die obere Endfläche der Matrize und Abfall zu produzieren Vakuum Adsorption zwischen der Bildung von Schlacke, dh: Abfall Rebound.
In diesem Fall sollte das Blech von Fettablagerungen gereinigt und die Form sauber gehalten und nicht zu stark mit Schmiermittel gefüllt werden, um einen reibungslosen Stempel zu erhalten.
Übertrag auf den Kopfschlag und Schrottabprall
Übertragungen auf den Kopfstempel und Verklebungen bedeuten, dass unter normalen Bedingungen der obere Matrizenkern und das Blattmaterial nicht rechtzeitig oder vollständig getrennt werden können.
Die Gefahren der Verschleppung beim Kopfschlag.
(1) Beschädigung oder Bruch des Stempelkerns.
(2) Die Klammern können beschädigt werden, das Blech kann beschädigt werden, und das gewellte Blech kann sogar auf die Abdeckhaube treffen.
Ursachen für die Verschleppung auf den Kopfstempel.
(3) Der Gleitwiderstand von Formführungshülse und Kern ist groß.
(4) Die erforderliche Entladekraft ist größer als die Federkraft.
(5) Die Vorschubgeschwindigkeit ist zu hoch und die Feder ist nicht reaktionsschnell oder empfindlich.
(6) Materialansammlung Psoriasis.
(7) Rückprall von Abfällen.
(8) Andere Gründe, wie z. B. die Freigabe der Form und die Genauigkeit.
Die Lösung
(1) Nach den Mustern und anderen Testdaten haben die Federn eine Lebenserwartung von 500.000 Zyklen, unter harten Bedingungen manchmal sogar noch kürzer. Dann ermüden die Federn und verlieren ihre richtige Elastizität, die Federn verkürzen sich erheblich oder brechen sogar, und neue Federn müssen rechtzeitig bei einem vertrauenswürdigen Werkzeuglieferanten bestellt werden.
(2) Die Induktivität sollte zwischen 1 und 2 mm liegen. Eine zu große Induktivität erhöht den Auslösehub des Kerns und den Widerstand, wodurch sich die Reaktionszeit der Feder verlängert.
Der Kern ist nicht vollständig aus dem Blattmaterial vor der Zuführung, kann die Form, Platte oder Klammer, etc. beschädigen.
(3) Bei zu viel Staub und anderen Verunreinigungen auf der Gleitfläche oder bei Ölmangel erhöht sich der Gleitwiderstand, wodurch ein Teil der Federkraft aufgehoben wird, was zu einer Materialverschleppung führen kann.
Zu diesem Zeitpunkt sollte die Form demontiert, geschmiert und die Schmierbedingungen verbessert werden.
(4) Die Druckkraft ist größer als die Federkraft bezieht sich hauptsächlich auf die Stanztonnage, es gibt mehrere Möglichkeiten:
Zum einen ist die Schneide stark abgestumpft, so dass zusätzliche Tonnage erforderlich ist, zum anderen ist die Schnittfläche rau und die Grate nehmen zu, so dass ein großer Widerstand entsteht. Dies sollte rechtzeitig geschärft werden.
Die zweite ist, dass die Lücke zwischen der Form und der Platte nicht übereinstimmen, wenn die Lücke zwischen der Form und der Platte ist klein, es wird das Material halten die konvexe Form.
In diesem Fall sollten Sie die untere Matrize wählen, die zur Platte passt, oder die untere Matrize schleifen, um den Spalt größer zu machen.
Drittens ist die erforderliche Ausstoßkraft größer als die Federkraft, wenn die Formgröße nahe der Grenzstationsgröße liegt und das Blech dick ist.
In diesem Fall ist es notwendig, eine Station hochzuspringen oder eine Schwerlastfeder zu verwenden.
(5) Wenn hohe Cr Matrizenmaterial und High Cr Stanzplatte (wie 1Cr13 und andere Edelstahl) kontinuierliche Stanzen, wird die Temperatur steigen und produzieren Affinität.
Äquivalent zu einem Paar der gleichen Reibung Zahlung, ist es sehr einfach, den Rand zu tragen oder produzieren Anhäufung von Scheiden.
Daher wird beim Stanzen von rostfreiem Stahl empfohlen, importiertes HSS anstelle von inländischem High-Cr-Material zu verwenden, wie z. B.
Darüber hinaus, wenn das Stanzen von Edelstahl mit einem Film ist oft anzutreffen, ist dieser Film dünn und zäh, und die Platte ist locker an die Trennung Phänomen beim Stanzen und Schneiden ist anfällig für carry-over Material.
In diesem Fall sollte man eine scharfkantige importierte Hochgeschwindigkeitsstahlform wählen, die zweite ist, die Seite mit der Folie auf den Boden zu legen, so dass sich die Folie in der Nähe der Scherschicht befindet, um den Zweck des vollständigen Abschneidens zu erreichen.
Dabei sollten jedoch die Auswirkungen des Grats auf das Werkstück berücksichtigt werden.
(6) Der Rückprall des Abfalls ist ebenfalls einer der Hauptgründe für die Materialverschleppung.
Nach dem Rückprall der Abfälle, wenn die Hälfte der Abfälle in der unteren Form, wird es das Phänomen der Stanzen doppelte Material, so dass die Form schwere Vorspannung und Tonnage zu erhöhen, was dazu führt, dass das Material oder Werkzeug beschädigt.
(7) Der letzte Punkt ist, dass die Genauigkeit der Form selbst und die Genauigkeit der Ausrichtung der Maschine Position, kann auch dazu führen, dass die Verschleppung.
In diesem Fall sollten Sie einen professionellen CNC-Formenbauer mit der Herstellung der Form beauftragen und die Kalibrierungsleiste verwenden, um die Position der Maschine zu korrigieren.
Abfallsprung
Unter Absprung versteht man das Phänomen, dass Stanzabfälle nicht gleichmäßig aus dem Loch in der Matrize austreten, sondern auf das Ende der Matrize oder die Oberfläche des Rohlings abprallen; dieser ausgeworfene Abfall wird auch als Polsterschlacke bezeichnet.
Gefahren der Abfallrückführung
(1) Wenn die Matrize in der Nähe der Schlacke weiter stanzt, schlägt die Auslaufhülse die Schlacke in die Oberfläche des Blechs, wodurch das Teil wegen mangelnder Größe und Oberflächenqualität verschrottet wird.
(2) Die Schlacke fällt auf den unteren Drehtisch, was eine versteckte Gefahr für die Zuführung darstellt, und die Platten können zerkratzt oder sogar zerschlagen werden.
(3) Manchmal wird die Form durch die kontinuierliche Produktion von Schlacke beschädigt und die Schlackenüberlappung überschreitet die Festigkeitsgrenze der Form, und die Ausschussrate aufgrund von Schlacke ist bei der Produktion von Einzelstücken oder kleinen Mengen deutlich erhöht.
(4) Wenn die Hälfte der Bettungsschlacke an der unteren Matrizenöffnung auftrifft, führt dies zu einer Materialverschleppung.
Ursachen des Abfallsprunges
(1) Der Grund für die Form selbst
Angemessenheit der Lücke
Die Schärfe der Klinge
Ob die Form für die Form geeignet ist
Ob Schmierung von Vorteil ist
(2) Ursachen des materiellen Zustands
ob der Oberflächenzustand des Materials gut ist oder nicht
Ist die Richtung der Haftschicht des Materials für den Aufprall förderlich?
(3) Gründe für die Programmierung
Auswahl der Form
Reihenfolge und Richtung des Stanzens und Schneidens
Bestimmung der Schlaggröße
Lösungen für den Abfallrebound
(1) Der geringere Matrizenspalt führt dazu, dass sich der Abfall nach oben verformt, wodurch sich die Kontaktfläche mit der Innenfläche der Matrize verringert und der Reibungswiderstand reduziert wird, was dazu führt, dass der Abfall im Zustand des Hochgeschwindigkeitsstanzens zurückspringt.
Im Falle einer zu großen Lücke müssen wir also eine geeignete Lücke wählen und manchmal sogar eine kleinere Lücke in Betracht ziehen.
(2) Nach einer bestimmten Anzahl von geschärften Matrizenstößen werden die Kanten der Schneidkante weiß und abgerundet wie Reif, was das Ergebnis der Härtung und Passivierung des Prozesses ist.
In einem solchen Zustand wird der Schrott durch die Bearbeitung immer toleranter gegenüber dem Rand der Matrize, und es ist sehr wahrscheinlich, dass er bei der Rückkehr der oberen Matrize aus der konkaven Matrize herausgeholt wird.
In diesem Fall muss die Schneide sofort geschärft und nach dem Schärfen mit einem Entmagnetisierer entmagnetisiert werden.
(3) Polyurethan-Nägel für obere Stumpfkanten mit einem Durchmesser oder einer Breite von 9 mm oder mehr
Die Breite beträgt weniger als 8 mm, und die 2° abgeschrägte Kante wird für lange und große Werkstücke verwendet, was ein Zurückprallen des Abfalls wirksam verhindern kann.
Das Polyurethanharz ist jedoch ein Verschleißteil, so dass der Benutzer es wöchentlich überprüfen und während der Nutzung rechtzeitig ersetzen sollte.
Die Fase sollte nach dem Schärfen beibehalten und nicht aus Mangel an Ausrüstung oder aus Angst vor Problemen auf eine flache Kante geschärft werden.
(4) Die Menge des Eingangsstempels sollte zwischen 1 und 2 mm kontrolliert werden, eine zu geringe Menge führt dazu, dass der Schrott nicht vollständig geschnitten wird.
In diesem Fall geht es um den Umfang des Schärfens der Matrize.
Wenn die Form mehr als 4 mm geschärft wird, muss ein Wechsel des Kerns der Form in Betracht gezogen werden, da sonst die konvexe Form immer weniger in die konkave Form eindringt.
Gleichzeitig erhöht sich die Energie, die beim Aufprall auf die Platte einwirkt, wodurch sich die Platte stärker verformt, was die Wahrscheinlichkeit eines Rückpralls erhöht.
(5) Ist die Tiefe der unteren Stanzformkante zu groß, kommt es zu einer Überlappung des Abfalls.
Wenn die Luft zwischen dem Schrott komprimiert wird, wird der darüber liegende Schrott mit dem Rückhub aus der unteren Matrize ausgestoßen.
Die Standardtiefe der unteren Matrize sollte die Summe aus Induktivität, Materialstärke und Schärfvolumen sein.
(6) Wenn die Ober- und Unterformen oder die Ober- und Unterformen stark exzentrisch sind, können übermäßige Grate auf einer Seite auch dazu führen, dass der Abfall mit der Bewegung des Blechs aus der Unterform herausgetragen wird.
(7) Es ist unvermeidlich, dass sich auf der Unterseite der oberen Form oder des Blechs ein wenig Schmiermittel oder Rostschutzöl befindet, jedoch niemals so viel, dass sich eine Flüssigkeit bildet.
Beim Aufprall kann es leicht zu einer Vakuumadsorption zwischen der oberen Matrizenendfläche und dem Abfall kommen, wodurch ein Abfallrückstoß entsteht.
In diesem Fall wischen Sie das Öl von der oberen Form oder Platte ab.
(8) Die Haftschicht der Folie ist ebenfalls ein wichtiger Faktor für den Rückprall des Abfalls.
Wie bei der Materialverschleppung sollte eine scharfkantige Form verwendet und die anhaftende Schicht untergelegt werden.
(9) Ein wichtiger Grund, warum die Hochgeschwindigkeits-CNC-Stanze immer häufiger eingesetzt wird, sind ihre flexiblen Verarbeitungseigenschaften beim Spleißen und Stanzen.
Dennoch sollten Sie bei der Auswahl der Formen für die Programmierung nicht sparsam sein.
Für die Merkmale eines bestimmten Lochs, wählen Sie zunächst die Form, die das Loch in einem Rutsch zu vervollständigen, und wenn es notwendig ist, zu schneiden, die kleinste Schnittabfall, der größte, am nächsten an der Form Größe sollte gewählt werden.
Ist der Mindestschrott zu klein, lässt sich der Schrott bei einem großen Formspalt nicht so leicht abstanzen.
Auch wenn die Abfälle in die Form gestanzt wird, wenn auf der Oberseite des vorherigen Abfälle gestrandet, ist es leicht, aus der Form aufgrund von Vibrationen, die Bildung von Abfällen Prellen, so muss es wissenschaftlich ausgewählt werden Schimmel.
5. Teile zuführen
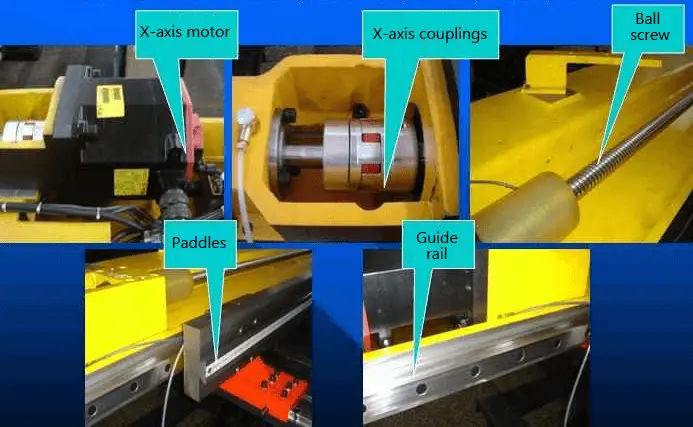
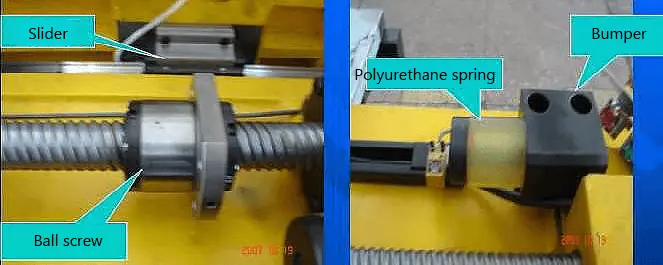
Zu den Zuführungselementen einer CNC-Revolverpresse gehören in der Regel der Querträger, der Antrieb der Y-Achse, die Spannbacken, der Tisch zur Aufnahme der Bleche usw.
1) Der Querträger ist im Allgemeinen ein geschweißte StrukturAuf der Oberseite sind Kugelumlaufspindeln, lineare Führungen und Kupplungen sowie Servomotoren angebracht, die beiden Seiten des Trägers sind an der Unterseite befestigt und werden von linearen Rollführungen geführt.
Um eine reibungslose und schnelle Bewegung des Schlittens und der Führung zu gewährleisten, ist die Stirnseite des Schlittens mit einer Staubschutzvorrichtung ausgestattet, und die Maschine muss in einer sauberen Arbeitsumgebung gehalten werden, um zu verhindern, dass Staub in den Nuten der Führung und der Schnecke verbleibt und starken Verschleiß verursacht.
Die Y-Achse wird von einem AC-Servomotor angetrieben, der über eine spielfreie flexible Kupplung, die bei der Montage vorgespannt wird, direkt mit dem Kugelgewindetrieb verbunden ist.
Hinweis: Die Mutter an der Schraube wurde eingestellt, bevor die Maschine das Werk verlassen hat, und es ist dem Benutzer nicht gestattet, irgendein Teil dieses Teils während des Gebrauchs einzustellen oder zu demontieren.
2) Die Schleppplatte besteht aus geglühtem Gusseisen und wird durch eine an der Traverse befestigte Führungsschiene geführt.
Wie bei den Schienen der Y-Achse wird die Vorspannung der Schraubenmuttern bei der werksseitigen Einstellung der Maschine eingestellt und darf vom Benutzer während des Gebrauchs nicht verändert werden.
Die Enden der X- und Y-Achsen-Schrauben sind mit Polyurethan-Pufferblöcken versehen, um Schäden an der Schraube und anderen Teilen der Schraube aufgrund verschiedener Fehlanwendungen zu verhindern.
Über die Schmierdüse im Lagergehäuse wird das Spindellager in regelmäßigen Abständen geschmiert, wobei ein Schmierzyklus von einmal pro Woche vorgesehen ist.
Bei der Arbeit wird die Klemme auf der X-Achse der Schleppplatte installiert, und durch die Rotation des Servomotors wird die Kugelumlaufspindel durch die Kupplung angetrieben, die die Schleppplatte antreibt, um sich entlang der X-Achse auf der linearen Führung hin und her zu bewegen, wodurch der Zweck der Materialzufuhr erreicht wird.
3) Gegenwärtig beträgt der Hub der X-Achse 1250mm, 1500mm, 2000mm, 2500mm.
Bei einer Neupositionierung wird die Verarbeitungsgröße in X-Richtung größer sein.
Der Antrieb der Y-Achse ist im Prinzip der gleiche wie der der X-Achse, besteht aber ebenfalls aus Kugelumlaufspindeln, Linearführungen und Kupplungen, Servomotoren.
Wenn der Antrieb der Y-Achse in Betrieb ist, ist er über einen Gelenksitz mit dem Querträger verbunden, der den Querträger in Y-Richtung antreibt.
Aufgrund der begrenzten Tiefe der Ausladung betragen die üblichen Hübe in der Y-Achse 1250 mm und 1500 mm.
Um eine Beschädigung des Quermaterials und des Tisches durch Stöße zu verhindern, wenn die Maschine aufgrund einer Fehlfunktion der Steuerung oder falscher Handhabung außer Kontrolle gerät, sind an beiden Enden der X- und Y-Schneckenhübe Puffervorrichtungen angebracht.
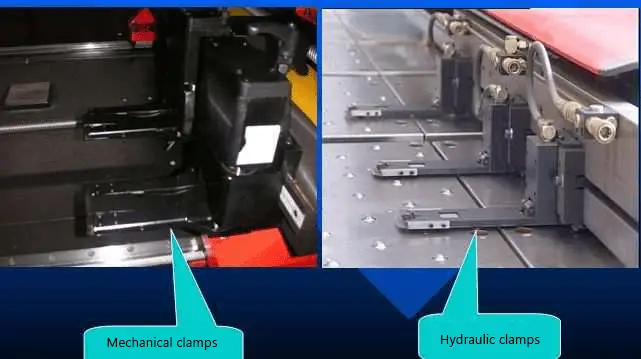
Ein Greifer ist ein Manipulator, der zum Halten von Plattenmaterial verwendet wird und in der Regel mit Druckluft oder Hydrauliköl betrieben wird. Der Greifer ist im Allgemeinen über eine T-Nut oder eine Schwalbenschwanznut mit der Schleppplatte an der Traverse verbunden.
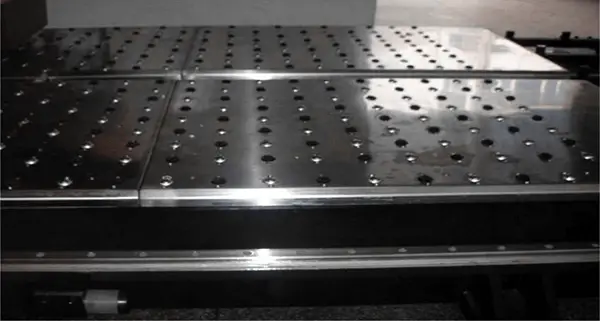
Es gibt in der Regel zwei Arten von Tischkonstruktionen für die Auflage von Plattenmaterialien: einen festen Tisch und einen beweglichen Tisch.
Die Fixtisch bedeutet, dass alle Tische während des Betriebs nicht in Bewegung sind.
Der größte Vorteil dieser Struktur ist, dass die Trägheit des Vorschubs gering ist und durch einen Servomotor mit geringem Drehmoment angetrieben werden kann.
Der bewegliche Tisch bezieht sich auf den Zuführtisch, der sich während der Arbeit mit dem Bogen bewegt.
Der Vorteil dieser Art von Tisch ist, dass er eine kleine Stellfläche hat, aber die Trägheit der Bewegung ist groß, und es muss ein Servomotor mit hohem Drehmoment zum Antrieb verwendet werden.
Darüber hinaus gibt es zwei Arten von Blechauflagen auf dem Tisch, zum einen eine universelle Transferkugel (Stahlkugel) und zum anderen eine harte Bürste.
Bei der Verwendung der harten Bürste Tabelle, die Tragfähigkeit ist kleiner als die Stahlkugel, hohe Beständigkeit gegen Bewegung, aber das Geräusch ist klein, nicht leicht zu zerkratzen die Platte, besser geeignet für dünne Platte und festen Tisch verwenden, ist die Dicke der Platte weniger als 3mm.
Für beides wird eine Mischung aus Stahlkugel und Bürste verwendet.
6. Atemwegssystem
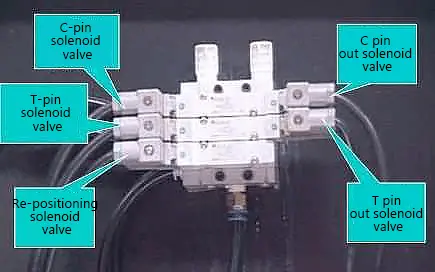
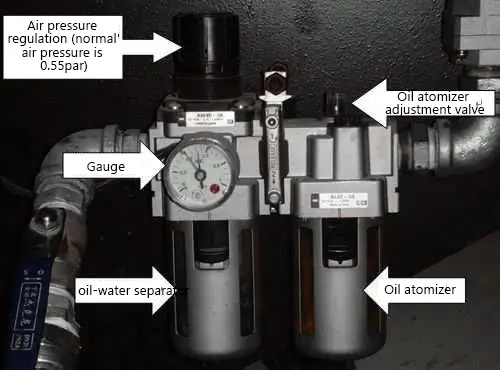
Das Luftkanalsystem der Maschine besteht aus verschiedenen Wegeventilen und Luftquellentriplexen.
Der Luftzufuhranschluss befindet sich an der Vorderseite der Maschine. Wenn der erforderliche Luftzufuhrdruck 0,55 MPa oder mehr beträgt und die kritische Untergrenze von 0,4 MPa unterschritten wird, hört der Alarm auf zu arbeiten.
Die Teile, die Luft benötigen, sind: rotierender Matrizen-Klebemechanismus, rotierender Positionierungsstift, Neupositionierung, Klammern, Positionierungsblock.
Das Druckrelais stellt fest, ob der Druck der Luftquelle den eingestellten Wert erreicht hat, wenn nicht, gibt das CNC-System Alarm.
Bevor die Druckluft in den Antrieb eintritt, wird das Öl zur Schmierung durch einen Ölzerstäuber in den pneumatischen Antrieb geleitet.
Die Stabilität des Luftdrucks ist eine der Grundvoraussetzungen für die Arbeit mit Maschinen, und ein instabiler oder unzureichender Druck kann verschiedene Probleme verursachen.
In der Regel befindet sich am Lufteinlass ein Regler, mit dem der Druck eingestellt werden kann. Dazu wird der Einstellgriff herausgezogen, im Uhrzeigersinn auf den gewünschten Druck gedreht und der Einstellgriff gedrückt.
Wenn der Druck abgesenkt wird, muss der Luftdruck wieder auf Null gebracht werden, der Einstellgriff muss herausgedreht und gegen den Uhrzeigersinn verstellt werden, bis sich die Drehung nicht mehr bewegt.
Schalten Sie die Luftquelle ein; das Manometer sollte nun 0 anzeigen.
Drehen Sie den Einstellgriff im Uhrzeigersinn auf den gewünschten Druck und drücken Sie den Einstellgriff.
Wenn nach einer gewissen Betriebszeit der Maschine ein chronischer Luftdruckmangel auftritt und die oben genannten Methoden nicht greifen, können die folgenden beiden Möglichkeiten in Betracht gezogen werden:
Austausch oder Reparatur von Luftkompressoren
Erhöhen Sie den unteren Grenzwert des Luftkompressors bzw. senken Sie den kritischen Wert des Luftalarms, indem Sie eine kleine Stahlschraube im unteren Teil des Manometers in Richtung "-" drehen; zu diesem Zeitpunkt können Sie sehen, dass die grüne Nadel der entsprechenden Bewegung folgt.
Bis das rote Licht erlischt und der Luftdruckalarm beseitigt ist.
Diese Methode muss sicherstellen, dass alle pneumatischen Komponenten in Ordnung sind.
Schmierung der Luftkanäle
Die Ölzufuhr ist einstellbar und erfolgt über den Ölnebel.
Durch Drehen der Einstellschraube gegen den Uhrzeigersinn erhöht sich die Ölzufuhr zu den Ölspendern, durch Drehen der Einstellschraube im Uhrzeigersinn verringert sich die Ölzufuhr zu den Ölspendern.
Die Größe des Ölzerstäubers ist proportional zum tatsächlichen Betriebsgasdurchsatz. Der Mindestluftdurchsatz, um die automatische Schmierung des Ölzerstäubers zu starten, beträgt 10L/MIN.
(1) Die Geschwindigkeit kann über das Einweg-Drosselventil eingestellt werden, und die Druckluft aus der Luftquelle gelangt direkt in den Zylinder, wenn dieser in seine ursprüngliche Position zurückkehrt.
(2) Der Positionierungsstift des Drehtisches ist durch zwei Zylinder über die Kupplungsplatte mit dem Stift verbunden, der Zylinder stützt sich auf den festen Sitz, der Stift wird durch zwei Fünf-Wege-Magnetventile gesteuert, die Geschwindigkeit wird durch ein Einweg-Drosselventil beim Positionieren eingestellt.
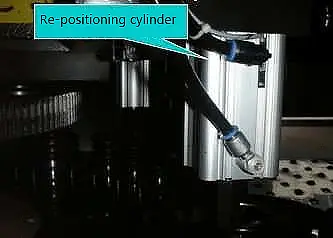
(3) Der Verstellzylinder wird durch zwei Fünf-Wege-Magnetventile gesteuert, und der Zylinder ist an der mit dem Bett verbundenen Halterung befestigt.
Die Funktion der Neupositionierung besteht darin, die Stahlplatte fest auf den Tisch zu drücken, wenn die Maschine neu positioniert wird, und dafür zu sorgen, dass die Stahlplatte fixiert wird, wenn sich die Klemme automatisch bewegt.
Wenn die Länge der Platte in X-Achsenrichtung den X-Achsen-Hub überschreitet, muss der Überschuss neu positioniert werden, um den Stempel fertigzustellen.
Diese Funktion erweitert den Bereich der Maschine in Richtung der X-Achse (eine Neupositionierung kann nur in der X-Achse erfolgen).
(4) Der Klemmzylinder wird durch ein Zwei-Positionen-Drei-Wege-Magnetventil gesteuert, und der Zwei-Positionen-Drei-Wege-Verschluss wird durch einen Fußschalter gesteuert.
Wenn keine Stahlplatte in den Backen vorhanden ist, vermeiden Sie eine Leerspannung, um eine Beschädigung der Zahnplatte zu vermeiden.
Wenn sie nicht belüftet wird, zieht die Feder die Zylinderstange zurück und öffnet die Backen durch ihr Eigengewicht.
Die Klemme wird über einen Fußschalter oder eine Taste auf der Steuerplatine gesteuert.
Die maximale Spanndicke der Backen beträgt 6,35 mm.
Die Sicherheitszonen-Erkennungsplatte an der Klammer dient dazu, die Position der Klammer zu erkennen, um die Klammer während des Arbeitsprozesses vor dem Eindringen in die Gefahrenzone zu schützen, damit sie nicht bricht.
(5) Positionierungsstift der X-Achse
Der Positionierblock ist direkt mit der Zylinderstange verbunden, und das Anheben des Positionierblocks kann während des Beladens durch manuelle Betätigung des Bedienknopfes an der Querträgerverkleidung gesteuert werden.
Der Ursprungsstift befindet sich links vom Vorschubtisch und dient zur Bestimmung des Bezugspunkts der X-Achse.
Der theoretische Abstand von der Positionierfläche des Ursprungsstifts zur Mitte des Stempels beträgt 1250 (2500) mm.
Beim Vorschub hebt der Zylinder den Stift an (die Backe ist geöffnet), die Stahlplatte befindet sich nahe der Positionierfläche der Backe und der Positionierfläche des Stifts, wodurch die ursprüngliche Position der Stahlplatte auf dem Tisch bestimmt wird.
Wenn die Klammer die Stahlplatte einspannt, ist die Stahlplatte gut positioniert, und der Zylinder drückt den Ursprungsstift nach unten.
Der Ursprungsstift befindet sich während des gesamten Auftrags in seiner ursprünglichen Position (d. h. er wurde fallen gelassen).
Wenn der Home-Pin aus irgendeinem Grund nicht fällt oder sich während des Betriebs nicht hebt, können weder die X- noch die Y-Achse bewegt werden und können erst wieder gestartet werden, wenn der Home-Pin gefallen ist.
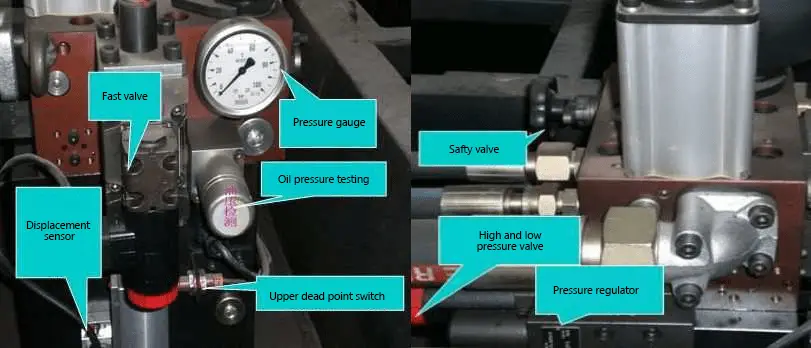
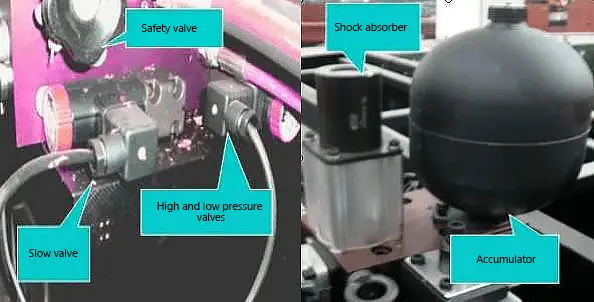
7. Hydraulisches System(H+L)
Der Stempel wird hauptsächlich zum Anschlagen der Matrize verwendet, er ist die Kraftquelle für den Stempel und seine eigene Kraft wird von der Hydraulikstation erzeugt.
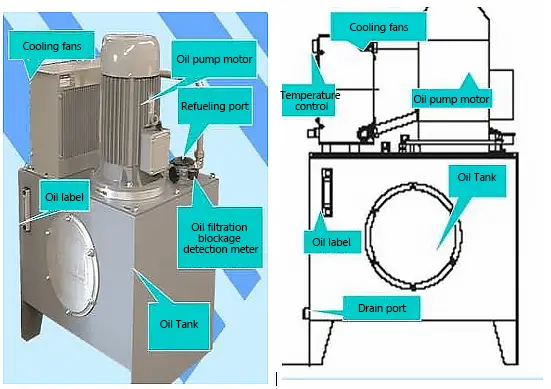
Hydraulikstationen sind in der Regel mit je einem Hauptmotor, einer Hochdruckpumpe und einer Kühlpumpe mit Luftkühlung ausgestattet.
Wenn die Öltemperatur 40 Grad übersteigt, schaltet er sich automatisch ein, wodurch die Öltemperatur sinkt.
Die Hydraulikstation hat die Aufgabe, den Stempel mit einem konstanten Öldruck zu versorgen.
Empfohlene Hydraulikflüssigkeit Modellnummer: Mobil DTE-25 VG46 Antiverschleiß-Hydrauliköl:.
Die Menge des verwendeten Öls betrug:
Harley Wirtschaftlichkeit (VT-300): 180 Liter
Harley Premium (RT-300): 250 Liter
Der Stanzkopf kann automatisch den Stanzhub entsprechend der Blechdicke auswählen und die Vorpressfunktion realisieren, wodurch der Stanzhub reduziert und die Stanzgeschwindigkeit erhöht werden kann.
Bilder vom hydraulischen Stanzkopf
Bilder der Hydraulikstation
8. Mechanische Kupplungen
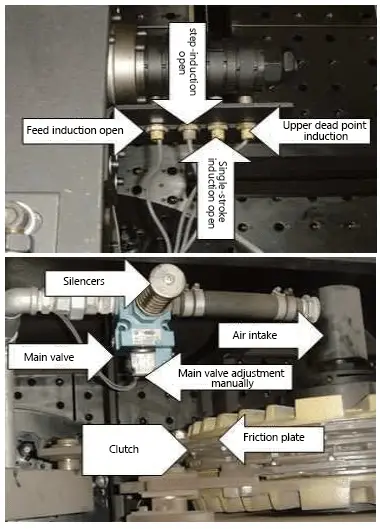
Die Funktion der einzelnen Schalter im oberen Totpunktbereich und ihre Einstellmethode.
(1) Aufgrund von Luftdruck verursacht den toten Punkt ist nicht an Ort und Stelle, in einer manuellen Weise, starten Sie den Motor, Drehteller Stift in, drücken Sie die Totpunkt-Einstellung Taste F1, bis der Alarm verschwindet
(2) bei der Durchführung des Programms, gibt es einen Alarm, die Werkzeugmaschine ist in einem Zustand der Wartung, im Falle der nicht drücken Sie die Reset-Taste, direkt in den manuellen Modus, drücken Sie die Totpunkt-Einstellung Taste F1, bis der Alarm verschwindet, und dann in den automatischen Modus wechseln, drücken Sie die Zyklus-Start, die Maschine wird dann unterbrechen die Durchführung des Programms.
(3) Wenn sich die Maschine im ausgeschalteten Zustand befindet, der Stempel nicht auf dem Totpunkt steht und gerade in der Drehposition gestoppt wurde, sind der obere und der untere Modus nicht im gleichen Winkel, es ist unmöglich, die Einstellung des Startzustands zu erreichen, es ist notwendig, manuell einzustellen.
Stellen Sie zunächst fest, ob der Luftdruck stabil ist oder nicht, und prüfen Sie dann, ob sich am Hauptventil der Kupplung ein Knopf befindet, der manuell betätigt werden kann.
Achten Sie auf die Drehrichtung des oberen Totpunktnockens und halten Sie den Hauptventilknopf gedrückt.
VI. Verarbeitung Bereich
Nehmen wir zum Beispiel das Modell HP1250, das einen Bearbeitungsbereich von 1250*2500 (mm) hat.
Liegt die X-Richtung außerhalb dieses Bereichs, kann sie mit dem automatischen Greiferbefehl G27 in Form des Bewegungsbetrags G27X angepasst werden.
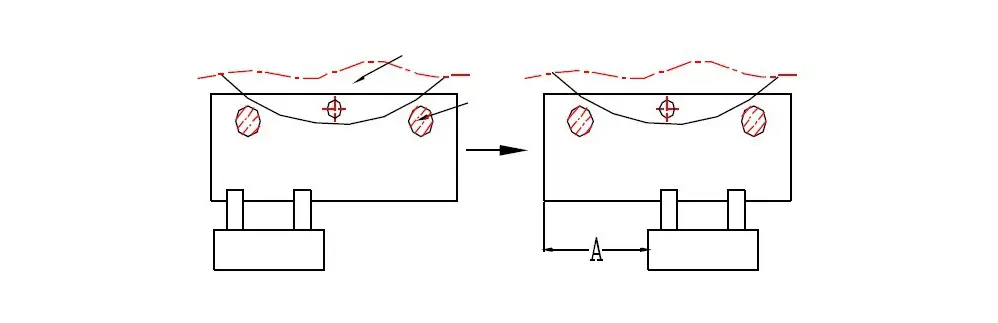
Das nachstehende Diagramm zeigt die Vorher-Nachher-Situation bei Verwendung der automatischen Backenentfernung.
Die Querschnittlinie zeigt zwei zylindrische Platten, die das Material beim Lösen der Backen festhalten, damit es sich nicht bewegt.
Nach dem Lösen der Backen bewegen sich die Backen nach außen, bewegen sich in der X-Achse in positiver Richtung von Amm und bewegen sich dann nach innen in die entsprechende Position und klemmen, wodurch die gesamte Bewegung der Backen abgeschlossen wird.
Der Arbeitsbereich vor und nach den Backen wird wie in der Abbildung unten dargestellt erweitert.
Liegt sie in Y-Richtung außerhalb dieses Bereichs, besteht möglicherweise Gefahr. Das bedeutet, dass sich die Kiefer in einer Gefahrenzone befinden können.
Die Situation im Gefahrenbereich ist in der Abbildung dargestellt:
Im ersten Fall befinden sich die Backen zwischen der oberen und der unteren Form, und der Stempel würde die Backen beschädigen;
Im zweiten Fall werden die Backen zwar nicht beschädigt, aber das Material wird verformt, weil es sich in einer anderen Ebene befindet.
Die Lösung besteht darin, die Position der Backen zu ändern, die Werkzeugposition zu ändern, die Größe der Form zu ändern oder eine Ersatzbacke zu konstruieren.
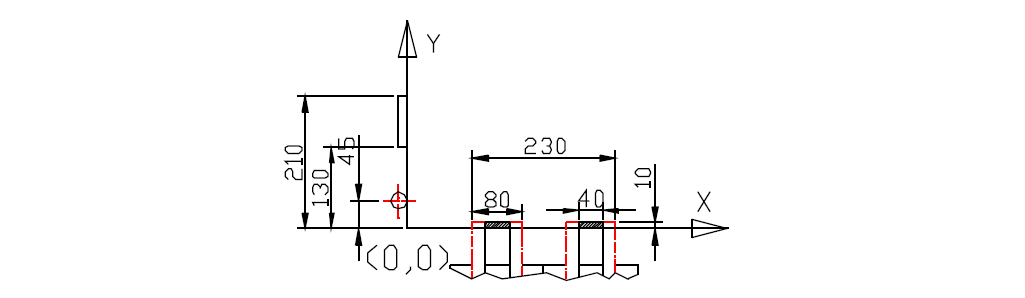
VII. Die Positionierung des Werkstücks
Die Positionierung des Werkstücks auf dem CNC-Revolverstempel erfolgt über die Backen und die in Y-Richtung verlaufenden Anschlagstifte oder quadratischen Anschlagblöcke, die zur Bestimmung der Position in Y-Richtung auf die Backen und zur Bestimmung der Position in X-Richtung auf die Anschlagstifte oder quadratischen Anschlagblöcke gesetzt werden.
Angaben zu den Backen
Die beiden Backen des CNC-Revolverstempels können in X-Richtung relativ zueinander verstellt werden, um verschiedene Plattengrößen aufzunehmen, aber die beiden Backen können nicht unendlich nahe beieinander sein, es gibt einen Mindestabstand zwischen ihnen, siehe Abbildung unten. Wenn das Werkstück kleiner als der Mindestabstand ist, kann nur eine Backe gegriffen werden.
Wertetabelle für jede Gefahrenzone des Messergreifers und jede Störzone des Formteils
Wenn die Backen das Werkstück in Bewegung halten, können sie ausgewaschen und beschädigt werden, weshalb ein Sicherheitsabstand zwischen dem bearbeiteten Teil und der Backe eingehalten werden muss.
Der Mindestabstand von den Backen in Y-Richtung = Obermatrizenradius + Backenbreite + Verformungszone.
Messertyp
Würfel-Ø mm
Locher-Ø mm
Der Mindestabstand vom Kiefer in Y-Richtung mm
Typ A
18
25.4
30
Typ B
38
47.8
40
Typ C
74
89
50
Typ D
110
125.4
80
Typ E
133
158
95
Anmerkung:
1) Die Materialverformungsfläche beträgt in der Regel 5 mm, der spezifische Wert wird durch die Materialstärke und die Formhöhe bestimmt, dieser Wert dient nur als Referenz.
2) Nehmen Sie 10 mm der Backenbreite.
Interferenzzone der Aufwärtsformung = Radius der Aufwärtsformung + Verformungszone
(Anmerkung: Verformungszone = Radius oder Breite des nach oben geformten Elements/2 + Materialverformungszone)
Typ A
Typ B
Typ C
Typ D
Typ E
Minimaler Interferenzbereich bei der Verarbeitung
mm
12,7 + Deformationszone
24 + Verformungszone
35 + Deformationszone
55 + Deformationszone
67 + Deformationszone
Interferenzzone für abwärts gerichtete Formgebung = Radius der abwärts gerichteten Formgebung + Verformungszone
(Anmerkung: Verformungszone = Radius oder Breite des nach unten gerichteten Formelements/2 + Materialverformungszone)
Typ A
Typ B
Typ C
Typ D
Typ E
Minimaler Interferenzbereich bei der Verarbeitung
mm
12,7 + Deformationszone
24 + Verformungszone
45 + Verformungszone
63 + Deformationszone
79 + Deformationszone
VIII. Geschätzte Bearbeitungszeit für CNC-Revolverstanze
1. Zeit, das Messer zu wechseln
Werkzeugwechselzeit von ca. 1,5 Sekunden für benachbarte Werkzeugpositionen.
Eine Intervallzeit für den Wechsel der Werkzeugposition von etwa 2,0 Sekunden.
Rotationszeit von ca. 2,5 Sekunden für den Werkzeugwechsel.
Die oben genannten Messerwechselzeiten können wahrscheinlich alle auf 2,0 Sekunden vereinheitlicht werden.
Selbst bei einem extrem komplexen Werkstück mit 30 Messern sollte die Umrüstzeit 15 Sekunden nicht überschreiten.
2. Anzahl der Stanzlöcher
Die maximale Anzahl von Stanzungen pro Sekunde für ein Einzellochmesser beträgt 8, bei einem Lochabstand von 4-5 mm, d.h. 480 Stanzungen pro Minute;
Je nach Zustand des Werkzeugs und der Ausrüstung beträgt die Anzahl der Stanzungen pro Sekunde jedoch 4, d. h. 240 pro Minute;
Die maximale Anzahl der Stanzungen bei Mehrfachstempeln beträgt 2 pro Sekunde, d. h. 120 pro Minute;
Je nach Zustand des Werkzeugs und der Ausrüstung liegt die normale Stanzgeschwindigkeit jedoch bei 60-70 pro Minute;
3. Formgebungszeit
Die Formgebungszeit für ein Salatmesser (einschließlich Vorlöcher) beträgt etwa 1,3 Sekunden;
Die Formgebungszeit für eine Buchstabenform beträgt etwa 0,7 Sekunden;
Die Formzeit für einen normalen Ballen beträgt etwa 3 Sekunden, für einen größeren Ballen etwa 4 Sekunden;
Aufgrund der besonderen Formbedingungen dauert es etwa 5 Sekunden, bis der Vorgang abgeschlossen ist;
Anstoß ca. 1 Sekunde.
Etwa 2 Sekunden lang durchlöchern.
Etwa 2,5 Sekunden für die mittlere Brücke.
Prägung etwa 1 Sekunde.
Etwa 2 Sekunden lang halb durchschneiden.
Sonderformung in etwa 1,5 Sekunden
Selbstschneidend in etwa 2 Sekunden.
Der Versatz beträgt etwa 3 Sekunden.
Verstärkung für etwa 1 Sekunde.
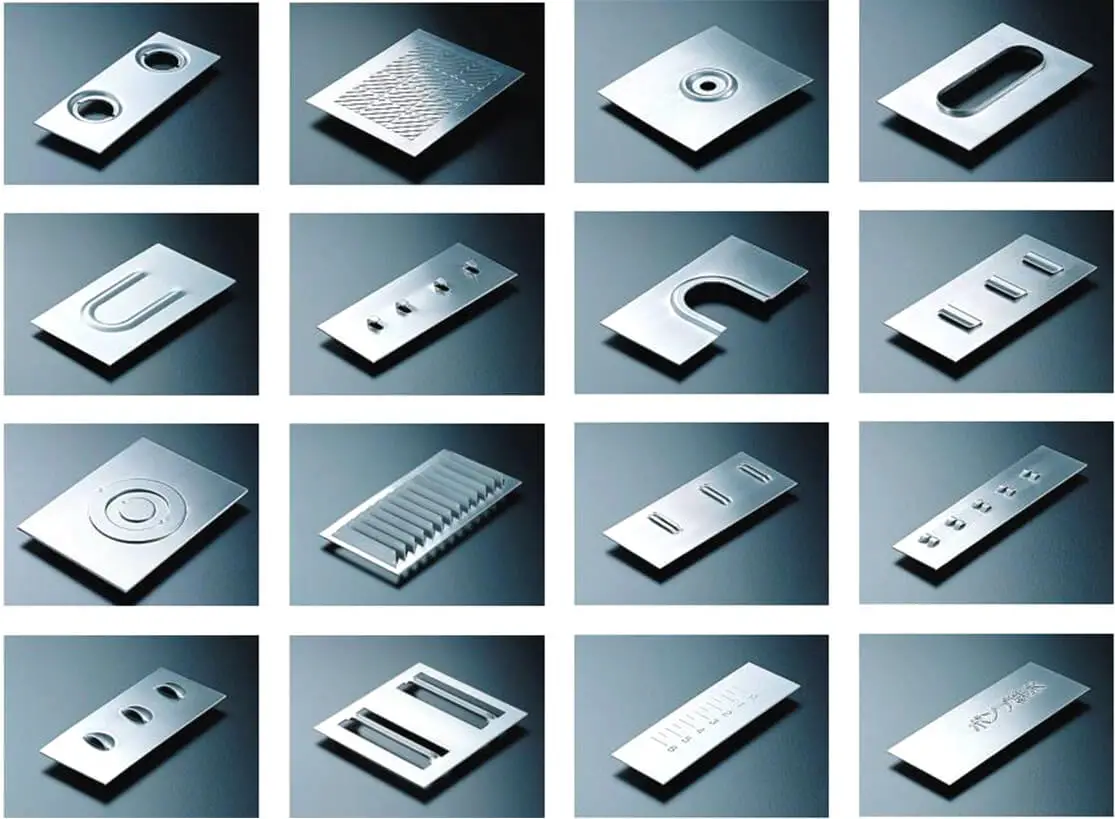
IX. Gemeinsame Verarbeitungsmethoden
Das CNC-Revolverstanzen kann auf verschiedene Weise erfolgen, z. B. durch Stanzen von Maschenlöchern, Segmentstanzen, Nibbeln, Schneiden von Ecken, automatische Krallenentfernung usw.
Für jede Bearbeitungsmethode gibt es eine spezifische NC-Programm-Anweisung.
Die Verwendung der entsprechenden Anweisungen macht die verschiedenen Bearbeitungsarten nicht nur einfacher, sondern auch weniger fehleranfällig.
In diesem Abschnitt werden einige dieser typischen NCT-Bearbeitungsmethoden erläutert.
1) Pgelochtes Loch
In der Praxis verarbeitet das NCT oft eine alarmierende Anzahl von Wärmestörungen.
Die schnellste Verarbeitungsgeschwindigkeit wird im G36-Modus beim Punchen von Maschen erreicht.
Wenn mehr als 25% der Masche in einer Flächeneinheit gestanzt werden, wird das Material verformt und der Prozess muss ordnungsgemäß verarbeitet werden.
Normalerweise stanzt NCT zuerst das gesamte Material und kalibriert dann das Werkstück nach dem Stanzen.
Bei sehr wichtigen Abmessungen, die Genauigkeit erfordern, ziehen wir eine Nachbearbeitung nach dem Richten in Betracht.
Wenn die Größe und der Abstand der Löcher nicht gleich sind, verhandeln wir mit dem Kunden innerhalb der Toleranz, um die Größe der Löcher zu ändern, so dass wir die Matrize für die Massenproduktion öffnen können (z. B. NCT-Mehrfachlochung).
2)Kontinuierlich Stanze ( rechteckiges ) Loch
Bei der NCT-Verarbeitung ist es üblich, ein großes rechteckiges Loch zu stanzen.
Das Stanzen solcher Löcher kann in einer kleinen rechteckigen Matrize mit kontinuierlicher Stanzung erfolgen.
3) Knabbern
Wenn kein Laserschneider zur Verfügung steht, wird manchmal ein größerer Ring oder ein gerader Kreis durch Nibbeln bearbeitet.
4) Trimmen
5)Verarbeitung von Salatlöchern
Aufgrund der extrudierten Form des Salatlochs wird das Material nach dem Stanzen verformt.
Füllbereich für Salatlöcher
Behandlung mit Spachtelmasse in der mittleren Position weniger als 10 mm vom Rand entfernt.
Ist die Kante größer als 15 mm, wird kein Spachtel verwendet.
Wenn der Abstand zum Rand 10-15 mm beträgt, sollte das Salatloch entsprechend dem tatsächlichen Zustand des Salatlochs bestimmt werden, um festzustellen, ob es aufgefüllt werden muss oder nicht.
Wenn der Abstand zwischen zwei Salatlöchern größer als 5 mm ist, beeinflussen sich die beiden Salatlöcher nicht gegenseitig, und wenn der Abstand weniger als 5 mm beträgt, müssen die Salatlöcher einmal gestanzt werden, um die Verformung zu verringern.
Methode zum Füllen von Salatlöchern
Ziel ist es, die Verarbeitungsgeschwindigkeit zu erhöhen und die Qualität zu sichern (Verringerung der Anzahl der Verbindungen).
Eine einzige Salat Loch Füllung mit einem großen Durchmesser als die Basis der beiden Seiten des Offset 5mm, das ist die lange Seite (vorausgesetzt, die Länge ist A), dann die andere Seite für A/2+1 wählen SQA+1 quadratischen Messerstanze.
Die zwei oder mehr Salatlöcher werden zusammen mit einer Breite von 10 mm und einer Länge, die von der tatsächlichen Situation abhängt, gefüllt.
Vorwahlgröße für Salatlöcher
Im Allgemeinen gelten die folgenden Grundsätze:
90°SaladΦpre=Φforming bottom hole+0.2&0.3
100°SaladΦPre=Φforming bottom hole+0.3&0.5
120°SaladΦPre=Φforming bottom hole+0.5&0.6
140°SaladΦ pre=Φ forming hole +0.7&0.8
Die Umformtiefe des NCT-Stanzlochs beträgt im Allgemeinen nicht mehr als 85% (T<2,5mm).
6)Behandlung von Crimpleitungen
NCT-Crimptiefe von 0,4 T.
Bei Verwendung einer 15*0,5 Crimpzange müssen weniger als 20 mm vom Rand entfernt ersetzt werden.
Bei Verwendung von 15*0,2-Crimpwerkzeugen müssen weniger als 15 mm vom Rand entfernt ersetzt werden.
Die Füllmethode ist ähnlich wie die Füllmethode des Salatlochs.
Die Linie wird entweder mit einer gezielten Linie oder mit der gesamten gebogenen Linie gedrückt.
Wenn eine Seite des Biegelinie ist gedrückt, die andere Seite ist nicht gedrückt, es ist leicht zu biegen, die Größe von einem großen, einem kleinen.
7) Dd.h. Fräser
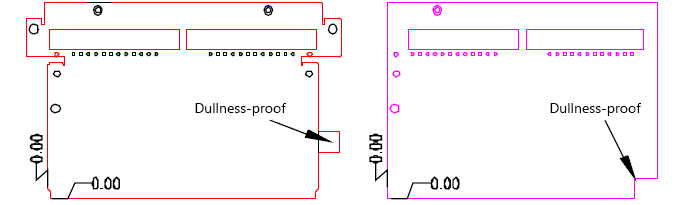
Umgekehrt Ddh Cvöllig:
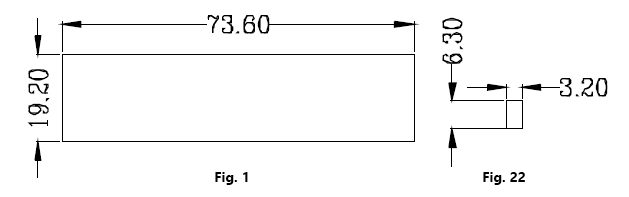
Abbildung 1 zeigt die Größe der Kerbe der Stanzform für die Rückseite und Abbildung 2 zeigt die Größe der Stanzform für ein Wort.
Es ist zu erkennen, dass die Stanzmaschine bis zu 3 Reihen und bis zu 23 Stempel pro Reihe aufnehmen kann.
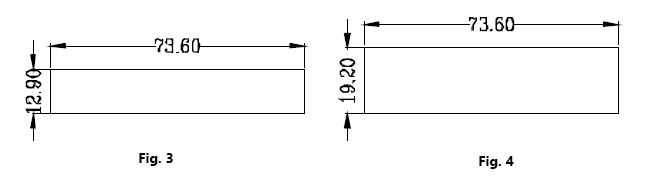
Frontstanze:
Es gibt zwei Arten von Kerben für die vordere Stanze, wie in Abbildung 3 und Abbildung 4 dargestellt.
Die Längsrichtung ist die gleiche, aber die Breitenrichtung unterscheidet sich von der Breite einer Matrize.
Daher kann bei der Operation die entsprechende Behandlung je nach der tatsächlichen Situation vorgenommen werden.
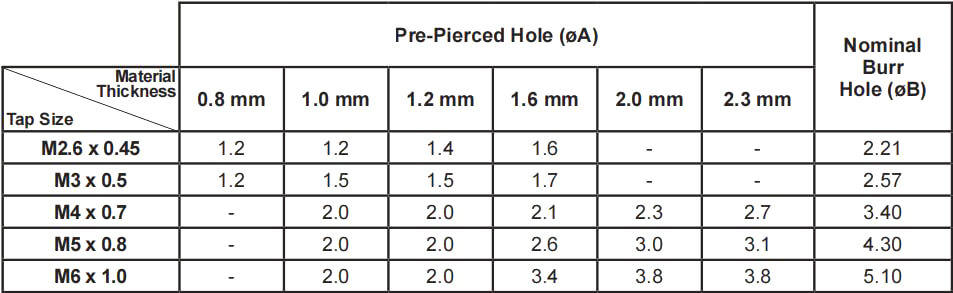
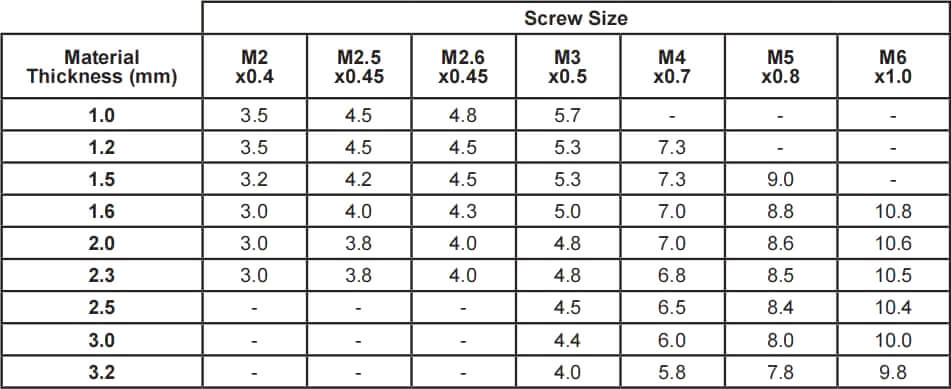
8) Perforscht
Spezialisierte Messer sind erforderlich für Bohren Löcher.
Die am häufigsten verwendete Blende ist die für die Extraktion von M3-Knospen verwendete Blende (Blenden-ID 2,60).
Der Mindestabstand vom Rand der NCT-Perforation beträgt 3T und der Mindestabstand zwischen zwei Perforationen beträgt 6T.
Der Mindestsicherheitsabstand von der Biegekante (innen) beträgt 3T + R, wenn er zu klein ist, muss die Linie gedrückt werden. (T gibt die Materialstärke an)
9) Tap das untere Loch
Da sich beim direkten Gewindeschneiden Grate bilden können, kann ein kleines Salatloch auf der gegenüberliegenden Seite des Gewindelochs gestanzt werden, um dieses Phänomen zu vermeiden.
Das Salatloch kann auch als Führung für das Gewindeschneiden verwendet werden.
Die Salatlöcher sind in der Regel 0,3 mm tief und haben einen Winkel von 90 Grad.
10)Zeichnen oder Stanzen konvex
Es gibt zwei Möglichkeiten, wie NCT das Konvexe verarbeiten kann.
Entwicklung konvexes Stanzwerkzeug
Mit einem normalen Werkzeug können Sie den Befehl M verwenden, um eine Konvexität zu zeichnen oder zu stanzen, aber nur in Richtung nach unten. Wie in der Abbildung unten gezeigt:
Die obere Matrize von RO13 und die untere Matrize von RO19 können zum Ausstanzen der Beulen verwendet werden. Ebenso ist es möglich, Halbscheren und Höcker zu stanzen.
Zwei Punkte sind bei dieser Methode zu beachten: Erstens müssen Ober- und Unterwerkzeug vorhanden sein, und zweitens darf die Umformtiefe eine Materialstärke nicht überschreiten.
11) Wulstwalzen
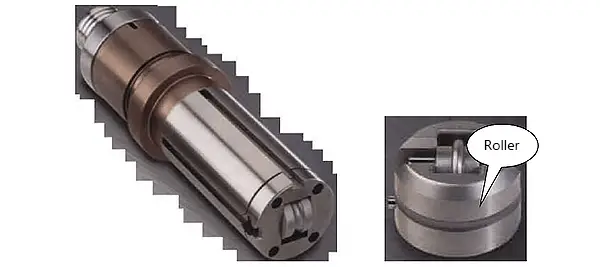
※Funktionsprinzip eines Rollenschneidwerkzeugs
Bei der Verwendung eines WILSON-Rollenschneidewerkzeugs zur Bearbeitung eines Werkstücks, wie z. B. einer Bewehrung, werden im Wesentlichen die obere und untere Matrize des Rollenschneidewerkzeugs verwendet, um das Werkstück zusammenzudrücken, und dann klemmt der Greifer das Werkstück entsprechend der Form der Bewegung des Bearbeitungselements, um den Prozess der Bearbeitung solcher Elemente abzuschließen.
※ Aufbau des Rollenschneidwerkzeugs
Die Struktur des unteren Würfels:
Der untere Stempel der Walze Schneidewerkzeuge besteht aus dem Untergesenk und der Walzenradgruppe (bei den Walzenschneidwerkzeugen des Untergesenks der Walzenbearbeitung gehört auch das Regelrad dazu).
Rollenrad enthält ein Lager, können Sie frei drehen.
Jetzt nur noch den Rippenwalzenschneider als Beispiel für die Einführung der unteren Matrize der Schneidwerkzeugwalze verstärken.
Der Gesenkhalter hat die Aufgabe, das Rollenrad zu stützen.
Obere Matrizenstruktur:
Der Walzschneider besteht aus zwei Teilen, nämlich der Matrizenaufnahme und der Walzenradgruppe.
Jetzt nur noch die Sehne Rollenschneider als Beispiel zu stärken, um die obere Matrize der Rolle Schneidwerkzeug einzuführen, wie in der folgenden Abbildung dargestellt:
X. CNC-Revolverstanzverfahren
Dulligkeitssichere Behandlung
Bei symmetrischen oder asymmetrischen Werkstücken, bei denen es schwierig ist, zwischen links und rechts zu unterscheiden, sind Anti-Stalling-Maßnahmen erforderlich, um zu verhindern, dass das Werkstück während der Sekundärbearbeitung auf der NCT umgedreht wird.
Die folgenden Kategorien werden in der Regel verwendet.
1) Überwindung durch Verwendung der von NCT selbst installierten photoelektrischen Induktion.
2) Verwenden Sie die Möglichkeit, Material hinzuzufügen:
Das heißt, auf der gegenüberliegenden Seite von Y, je nach der tatsächlichen Situation, fügen Sie ein kleines Stück Material, die Größe ist etwas kleiner als der Cutter verwendet, um dieses Stück Material (in der Regel SQ10-15) zu schneiden, seine Position ist etwa vor der Positionierung Stift oder Block, und dann mit einem quadratischen Messer geschnitten.
Wie auf dem Bild links unten zu sehen ist:
Wenn nach der Entnahme des Werkstücks aus dem NCT eine weitere Nachbearbeitung zur Herstellung der Form erforderlich ist, kann ein Anti-Stillstandswinkel-Verfahren eingesetzt werden.
Wie oben rechts zu sehen ist, beträgt die Größe der trägen Ecken in der Regel 10X10, um ein einmaliges Ausstanzen mit dem SQ10-Quadratschneider zu ermöglichen.
Behandlung, bei der der Abstand zwischen dem Loch und dem Rand geringer ist als die Dicke des Materials
Beim Stanzen eines quadratischen Lochs wird die Kante nach oben gedreht. Je größer das Loch ist, desto deutlicher wird die Verdrehung der Kante, in diesem Fall wird oft das LASER-Nachschneiden in Betracht gezogen (der Kunde kann auch dazu befragt werden, ob diese Verformung akzeptabel ist).
Hinweis: Der Abstand zwischen dem Loch, dem Loch und dem Rand der NCT-Stanze sollte nicht zu klein sein, die Toleranz ist wie folgt:
Material
Rundes Loch stanzen
Quadratisches Loch stanzen
Hartstahl (H-Kupfer)
0.5t
0.4t
Baustahl, Messing (S-Kupfer)
0.35t
0.3t
Aluminium (AL)
0.3t
0.28t
Minimale Stanzgröße für CNC-Revolverstanzmaschine
Material
Rundes Loch stanzen
Quadratisches Loch stanzen
Hartstahl (H-Kupfer)
1.3T
1.0T
Baustahl, Messing (S-Kupfer)
1.0T
0.7T
Aluminium (AL)
0.8T
0.6T
Die oberen und unteren Matrizenspalten aus verschiedenen Materialien durch NCT-Stanzen:
Dicke(t)
Oberer und unterer Matrizenspalt aus verschiedenen Materialien
Aus der obigen Tabelle geht hervor, dass der Abstand zwischen der oberen und der unteren Form umso größer ist, je dicker das Material ist, das verwendet wird.
Die aktuelle Probe Zentrum in der Form Lücke zusätzlich zu einer kleinen Anzahl von Schneide Messer verwendet hat 0,3 mm, der Rest ist im Grunde 0,2 mm
Wenn Sie also auf Materialien über 2,0 mm stoßen, die mit NCT verarbeitet werden müssen, müssen Sie eine Nachbearbeitung der Form in Betracht ziehen.
Die Materialeigenschaften, die sich auf die NCT-Bearbeitung auswirken, sind die Materialplastizität und die Materialhärte.
Im Allgemeinen sind eine mittlere Härte und Plastizität für den Stanzprozess von Vorteil.
Eine zu hohe Härte erhöht die StanzkraftDies wirkt sich negativ auf den Stanzkopf und die Genauigkeit aus;
Eine zu geringe Härte kann zu starken Verformungen beim Stanzen führen, was die Genauigkeit einschränkt.
Das Gegenteil von Härte ist die Plastizität des Materials. Hohe Härte bedeutet geringe Plastizität und geringe Härte bedeutet hohe Plastizität.
Die hohe Plastizität eignet sich gut zum Umformen, aber nicht zum Eindrücken, kontinuierlichen Stanzen, Lochen und Beschneiden.
Eine geringe Plastizität verbessert die Bearbeitungsgenauigkeit, aber die Stanzkraft nimmt zu, aber solange sie nicht zu niedrig ist, ist der Effekt nicht zu groß.
Die Zähigkeit spielt eine große Rolle beim Rebound während der Verarbeitung.
Die entsprechende Zähigkeit ist für das Stanzen von Vorteil, sie kann den Grad der Verformung beim Stanzen verhindern;
Zu viel Zähigkeit kann zu einem starken Rückprall nach dem Schlag führen, was wiederum die Genauigkeit beeinträchtigt.
Beschränkungen der NCT-Verarbeitung
Beim NCT-Stanzen wird das Werkstück auf dem Werkzeugrevolver hin- und herbewegt, so dass es im Allgemeinen keine Unebenheiten auf der Rückseite des Werkstücks geben kann, mit Ausnahme kleiner Unebenheiten von unbedeutender Größe und geringer Höhe.
Bei halbgescherten Höckern werden die Höcker leicht verformt oder verschoben, wenn das Material bewegt wird. Alternativ kann es nach einem Abwärtshub zur Bürste bewegt werden, damit andere Prozesse stattfinden können.
Der NCT hat beim Stanzen der Bewehrung einen Schritt von etwa 1 mm, so dass die Geschwindigkeit beim Stanzen der Bewehrung sehr langsam ist und diese Methode nicht für die Massenproduktion geeignet ist.
Das NCT-Verfahren hat eine Mindestschlitzbreite von 1,2 mm.
Das für das NCT-Stanzen verwendete Werkzeug muss dicker sein als das Material. Zum Beispiel können RO1.5 Werkzeuge kein 1.6 mm Material stanzen.
Materialien unter 0,6 mm werden im Allgemeinen nicht von NCT verarbeitet.
Materialien aus rostfreiem Stahl werden im Allgemeinen nicht mit NCT bearbeitet. (Natürlich kann 0,6~1,5mm Material mit NCT bearbeitet werden, aber bei hohem Werkzeugverschleiß ist die Wahrscheinlichkeit von Ausschuss viel höher als bei anderen GI-Materialien).
Beachten Sie, dass die Maschine nur drei Positionen für D-Rotationswerkzeuge hat.
Aufgrund der Weichheit von Aluminium, wenn die obere und untere Matrize Lücken sind etwas groß, ist es leicht zu produzieren Grate, vor allem beim Stanzen der Masche Löcher, kann es deutlich zu sehen. (Lösung: Verringern Sie den Spalt zwischen der oberen und unteren Matrize).
Nach Feldversuchen, NCT Stanzen Hälfte Scherung Stoßhöhe nicht mehr als 0,6 T, wenn mehr als 0,6 T ist sehr leicht zu fallen.
Wenn die Form oder die Bohrung des NCT-Werkzeugstempels abgerundet werden muss, ist der Eckenradius der Form und der Bohrung R≧0,5T.
Für die Bearbeitung von kleinen Werkstücken in großen Stückzahlen (bis zur Bearbeitungsgrenze SQ80, RO113 für E-Pendler) ist eine NCT-Direktentladung in Betracht zu ziehen und NCT Stanzwerkzeug.
Der LASER ist langsamer als die NCT-Perforation, wobei die schnellsten LASER-Flugschnittgeschwindigkeiten bei etwa 100 ppm liegen, verglichen mit über 400 ppm beim NCT.
Die Schnittfläche von LASER ist glatt und fein, der Stufenstempel von NCT hinterlässt einen Kontakt (die Stufe des berührungslosen Werkzeugs von NCT ist kleiner, das D-Werkzeug ist nur 25 mm lang).
Die NCT-Presse muss nur das Werkstück in NCTCAM umwandeln und den umgewandelten Programmcode in die NCT-Presse eingeben, die zum Stanzen und Schneiden mit der vorhandenen gemeinsamen Matrize verwendet werden kann.schnelle Schnittgeschwindigkeit, hohe Effizienz, geeignet für die Massenproduktion, um die regelmäßige Form des inneren Lochs auf dem Werkstück zu schneiden und andere Formflächen zu verarbeiten
LASER ist für das Schneiden von Formen geeignet, NCT ist für das Stanzen geeignet, wenn es kein fertiges NCT-Werkzeug gibt, dann wird das NCT-Werkzeug je nach der tatsächlichen Situation hergestellt.
XI. Sicherer Betrieb und Vorsichtsmaßnahmen
Die Stanzer müssen den Aufbau und die Leistung des Geräts erlernen und beherrschen, sich mit den Betriebsverfahren vertraut machen und eine Betriebserlaubnis erwerben, bevor sie selbstständig arbeiten können.
CNC-Pressen müssen von einer bestimmten Person bedient und gewartet werden.
Der Bediener muss mit dem Aufbau und der Leistung der Maschine vertraut sein.
Das Gerät muss in Übereinstimmung mit der Bedienungsanleitung und den Betriebsverfahren betrieben werden, und es ist strengstens verboten, das Gerät über die Spezifikationen hinaus zu verwenden.
Unbefugte dürfen die Maschine nicht ohne Erlaubnis in Betrieb nehmen und bedienen.
Verwenden Sie die Sicherheitsschutz- und Kontrollvorrichtungen an der Ausrüstung richtig, dürfen nicht willkürlich demontiert werden.
Überprüfen Sie den Antrieb, Anschluss, Schmierung und andere Teile der Werkzeugmaschine und der Schutz-und Sicherheitseinrichtungen sind normal, die Form Schraube muss fest, nicht bewegen.
Die Maschine sollte für 2-3 Minuten der Luftumdrehung vor der Arbeit verwendet werden, überprüfen Sie die Flexibilität der Steuergeräte wie Fußbremse, bestätigen normal vor dem Einsatz, darf nicht mit Problemen laufen.
Achten Sie vor der Fahrt auf die Schmierung, entfernen Sie alle schwimmenden Gegenstände auf dem Bett.
Bei der Entnahme des Stempels oder beim Betrieb des Stempels muss der Bediener richtig stehen, seine Hände und seinen Kopf in einem gewissen Abstand vom Stempel halten, jederzeit auf die Bewegung des Stempelkopfes achten und untätige Gespräche mit anderen strengstens untersagen.
Beim Stanzen oder bei der Bearbeitung kleiner Werkstücke sind Spezialwerkzeuge zu verwenden, und es darf kein direktes Zuführen oder Aufnehmen von Hand erlaubt sein.
Der Bereich um die Maschine sollte sauber gehalten werden, die Wege sollten frei sein und das Stapeln von Produkten und anderen Gegenständen in gefährlichen Bereichen sollte verboten werden.
Überlastung Stanzen ist streng verboten, Werkzeugmaschine zugelassen Stanzen Blechdicke: Eisen Material l.0mm-4.0mm rostfrei Stahlwerkstoff l.0mm-3.0mm, sollten die Verarbeiter diese Norm strikt umsetzen und überlappendes Stanzen und Schneiden verbieten, um eine Überlastung der Werkzeugmaschinen zu vermeiden.
Prüfen Sie den Luftdruckwert vor der Arbeit und fahren Sie nicht, wenn der angegebene Druckwert (0,45-0,55 KP) nicht erreicht wird.
Öffnen Sie das Ablassventil des Öl- und Wasserabscheiders, bevor Sie die Maschine starten, um das angesammelte Öl und Wasser abzulassen, und wechseln Sie das Filtermaterial des Öl- und Wasserabscheiders je nach den Umständen regelmäßig aus. Überprüfen Sie die Ölmenge im Ölzerstäuber und halten Sie stets einen ausreichenden Ölvorrat bereit.
Die Form sollte dicht und fest sein, die oberen und unteren Formen sollten korrekt sein, die Position sollte korrekt sein, die Maschine sollte von Hand zum Probestanzen (leeres Auto) bewegt werden, um sicherzustellen, dass die Form in gutem Betriebszustand ist.
In der Werkstatt gibt es eine Person, die für die Programmierung zuständig ist und prüft, ob sich jeder Schaltknopf in der richtigen Position befindet, bevor das Programm eingegeben wird.
Einzelne Punsch, Hände und Füße sind nicht erlaubt, auf der Hand, Fuß-Tor setzen, muss einmal schlagen zu bewegen (Pedal), um Unfälle zu vermeiden.
Wenn lange Karosserieteile gestanzt oder unsachgemäß hergestellt werden, müssen Sicherheitsgestelle oder andere Sicherheitsmaßnahmen vorgesehen werden, um ein Ausgraben zu verhindern.
Berühren Sie nicht die Tastatur, wenn der Konsolencomputer gestartet wird, da dies das Programm unbrauchbar machen kann, wenn Daten verloren gehen.
Wenn mehr als zwei Personen zusammenarbeiten, muss die Person, die für das Tragen (Treten) des Tores verantwortlich ist, auf die Bewegung des Förderers achten, und es ist strengstens verboten, das Tor zu tragen (zu treten), während die Teile entnommen werden.
Bei der Bearbeitung übergroßer Werkstücke sind Gefahrenbereiche innerhalb von 2 m um die Maschine herum zu kennzeichnen, und das Betreten von Gefahrenbereichen durch Nichtbediener ist zu untersagen.
Auf der Arbeitsfläche dürfen keine Abfälle gelagert werden, und alle Seiden- und Drahterzeugnisse dürfen nicht in die Nähe der Antriebskomponenten wie Schrauben, Schienen, Zahnräder, Ketten usw. gelangen. Das Aggregat darf nicht verschmutzt sein.
Nach jedem Verfahrenswechsel muss das Fahrzeug leer und störungsfrei gefahren werden, bevor ein voller Schlag erlaubt ist.
Die Bediener dürfen die Maschine nicht verlassen oder andere Arbeiten ausführen, während das Gerät in Betrieb ist.
Beim Auswechseln der Form sollte der Motor ausgeschaltet werden.
Die Maschine ist streng bemannt und darf auf keinen Fall von unqualifiziertem Personal bedient werden. Außerdem wurde ein spezielles Wartungspersonal eingesetzt, das die planmäßige Wartung durchführt.
Führen Sie die Schmierung und Wartung der Ausrüstung in strikter Übereinstimmung mit dem Schmierungsteil jeder Schicht durch und starten Sie die Maschine nicht ohne tägliche Wartung.
Antriebskomponenten wie Luftleitungen, Ölleitungen, Schrauben, Schienen und Zahnräder werden regelmäßig gereinigt und protokolliert.
Ersatzschleifmittel sollten ordentlich angeordnet und mit Rostschutzöl und schirmt sich ab, um Schläge zu vermeiden.
Am Ende der Arbeit rechtzeitig anhalten, den Strom abschalten, die Maschine abwischen und die Umgebung reinigen.
Schalten Sie nach der Arbeit den Strom ab und bringen Sie alle Geräte an ihren ursprünglichen Platz zurück. Organisieren Sie Arbeitsstellen und Werkstücke.
XII. Wartung und Reparatur von CNC-Revolverpressen
1. Probleme, die beim Einsatz von CNC zu beachten sind Revolverstanzmaschine
Die Verwendung der CNC-Werkzeugmaschine Umgebung für CNC-Revolverpresse ist am besten, um es in einer konstanten Temperatur Umgebung und weg von der Vibration von großen Geräten (wie große Tonnage allgemeine Pressen) und elektromagnetische Störungen Ausrüstung.
Leistungsanforderungen
Das Netzteil wird in Position gebracht, gut geerdet (drei Stromleitungen, eine Erdungsleitung, Drahtdurchmesser∮10mm2 oder mehr), ist der Spannungsbereich erforderlich, um 380+10%-5%, wenn die Spannung instabil ist, fügen Sie einen Regler Stromversorgung; wenn es Leckage-Schutz, fügen Sie einen Trenntransformator, die Gesamtleistung über 50KVA.
Anforderungen an die Gasquelle
Hydraulische Revolverstanze Gas Quelle:
Mechanische Revolverspülungsquelle mit einem Nennbetriebsdruck von über 0,7 MPa, Speichergasdurchsatz: mehr als 0,3 m3/min. (Der Druck sollte einstellbar sein, an die Maschine angeschlossen, und in Bereichen, in denen die Luft sehr feucht ist, mit Lufttrocknungsmittel trocknen).
Mechanischer Revolver Stanze Gasquelle:
Nennbetriebsdruck 0,55 MPa oder mehr, Speicherdurchflussmenge: 1.2m3/Minute oder mehr, die Gasleitung, die an die Maschine angeschlossen ist, erfordert eine Druckfestigkeit von 10 kg oder mehr, der Innendurchmesser der Leitung ist etwa 25 mm Hochdruck-explosionsgeschütztes Rohr.
(Der Druck sollte einstellbar sein, verbunden mit der Maschine, mit Lufttrocknung in Gebieten mit sehr feuchter Luft)
Anforderungen an die Hydraulikflüssigkeit (Hydraulikserie)
Empfohlener Typ der Hydraulikflüssigkeit: Hydraulikflüssigkeit Mobil DTE-25VG46 mit Verschleißschutz.
Die Menge des verwendeten Öls betrug:
Harley Wirtschaftlichkeit (VT-300): 180 Liter
Harley Premium (RT-300): 250 Liter
Um zu verhindern, dass Staub in das CNC-Gerät eindringt, können Schwebestaub und Metallpulver leicht dazu führen, dass der Isolationswiderstand zwischen den Komponenten sinkt, was zu Ausfällen oder sogar zur Beschädigung der Komponenten führen kann.
Zeitgesteuerte Reinigung der Kühl- und Belüftungssystem des CNC-Schrankes
Die Schmieröl der Zentralschmieranlage wird zeitnah, je nach Griff mehrmals pro Schicht, jeder Schmierstelle Versorgungsöl zugeführt.
Rechtzeitig Schmiermittel in die Ölsprühdosen einfüllen
Das Drehscheibengetriebe, der Gelenkmechanismus der C-Achse, die Übertragungskette und andere bewegliche Teile für die zentrale Ölversorgung sollten regelmäßig nachgefüllt werden.
Schalten Sie das Beatmungsgerät ein, um die Feuchtigkeit aus den Atemwegen zu entfernen.
Überprüfen Sie den Betriebszustand der Form, einschließlich der Formöffnung, der Sauberkeit der Formführungshülse, der Betankung, der freien Rückstellung der oberen Form, finden Sie Anomalien und beheben Sie sie rechtzeitig.
Beseitigen Sie die Reste auf der Werkbank zwischen dem oberen und unteren Drehteller.
Prüfen Sie, ob die Backen flexibel sind, ob sie nach links und rechts wackeln, ob die untere Zahnradplatte der Backen stärker abgenutzt ist, ziehen Sie die Befestigungsschrauben der unteren Zahnradplatte an.
Überprüfen Sie die Bürsten und Stahlkugeln auf Verschleiß und tauschen Sie sie bei Bedarf aus.
(2)Pein
Betreiben Sie die Maschine gemäß den Betriebsanweisungen ordnungsgemäß
Werkzeugmaschine Verarbeitung Betrieb, die Hand des Betreibers kann nicht verlassen, die "keep"-Taste, das Auftreten von abnormalen Bedingungen, um sofort zu überprüfen
Wenn die Werkzeugmaschine in Betrieb ist und der Alarm auftritt und die Maschine anhält, sollte sie anders behandelt werden und nicht blindlings laufen, um die Maschine nicht zu beschädigen.
Neu ausgeführte Verfahren erfordern eine "Stempelsperre", um das Verfahren auszuführen. Vergewissern Sie sich vor dem Laden und Stempeln, dass das Programm korrekt ausgeführt werden kann. Prüfen Sie immer das erste Teil anhand der Zeichnung, um Chargenfehler zu vermeiden.
Werden während des Prägevorgangs Anomalien an den Werkzeugen festgestellt, sollten sie rechtzeitig angehalten und überprüft werden.
Prüfen Sie häufig, ob die tatsächliche Position der Backen und der Erkennungswert übereinstimmen, wenn es Abweichungen gibt, sollten rechtzeitig angepasst werden, um ein Ausstanzen der Backen zu vermeiden, Schimmel
Automatische Einstellung Werkstück Fehler Alarm sollte prüfen, ob das Programm hat Klemmschutz, wenn ja, nicht starten Sie das Programm läuft
Rechtzeitige Beseitigung des Abfalls zwischen der Werkbank und dem Drehtisch, um Probleme wie Materialeinschlüsse und Materialstöße zu vermeiden
Werkzeugmaschinen in Betrieb, nicht-Notfall-Situationen nicht brauchen, um die "Not-Aus"-Taste drücken, vor allem bei der Verwendung der rotierenden sterben
Es ist verboten, den Zahnriemen des rotierenden Werkzeugs von Hand zu ziehen, um eine Fehlausrichtung der C-Achse zu vermeiden.
(3)Ausschalten
Säubern Sie den Abfall, lassen Sie das Material zwischen dem oberen und unteren Drehtisch, der Werkbank und der Karosserie fallen.
Wischen Sie Werkzeugmaschinen, Ölflecken und machen es sauber
Bestätigen Sie die Werkzeugmaschine C-Achse in der Nullposition, X, Y-Achse zurück in die Vorschubposition
Überprüfen Sie den Zustand des Werkzeugs, reinigen, reparieren und ölen Sie es rechtzeitig, um den besten Betriebszustand zu gewährleisten.
Prüfen Sie regelmäßig die Spannung der Kette und des Zahnriemens und stellen Sie sie gegebenenfalls nach.
Überprüfen Sie regelmäßig die Synchronisation des oberen und unteren Drehtellers und passen Sie sie gegebenenfalls an.
Wischen Sie die beweglichen Teile wie Schienen, Schrauben und andere bewegliche Teile regelmäßig ab, und schmieren Sie sie gut.
Kontrollieren Sie regelmäßig den Staub auf den Komponenten des Schaltschranks, halten Sie den Schrank trocken und staubfrei
Reinigen Sie den Staub des Kühlkörperlüfters und das Filtersieb regelmäßig.
Überprüfen Sie regelmäßig die Arbeitsbedingungen der hydraulischen Station, Rückkehr Öldruck Zeiger auf die gelbe Zone zu reinigen, ersetzen Sie den Ölfilter, auf die rote Zone, um das Hydrauliköl zu ersetzen (VT-300 Hydrauliksystem Typ Werkzeugmaschine)
Räumen Sie die Baustelle auf und halten Sie sie sauber.
Schalten Sie die Ölpumpe ab und schalten Sie die Maschine vom Stromnetz ab.
Das Kommunikationskabel muss eingesteckt sein, wenn der Computer der Werkzeugmaschine einen Stromausfall hat.
Den Maschinenschutz herunterlassen, den beweglichen Tisch schließen, die Werkzeuge weglegen
3. Fehlersuche an CNC-Revolverstanze
(1)Fehler in der Größe der bearbeiteten Bohrung zur Referenzkante der x- und y-Positionierung
1. Ursachen:
(1) Schlechte Vertikalität oder Geradheit des Blattes selbst.
(2) Der Fehler zwischen jedem Stempel und der Bezugskante ist gleich.
(3) Das Blech wird während der Bearbeitung von den Backen gelöst.
(4) Der Greifer hat an jeder Passung ein großes Spiel.
(1) Das gescherte Blech muss in seiner eigenen Genauigkeit qualifiziert sein.
(2) Zeigen Sie den Verschleiß der X- oder Y-Positionierungsfläche durch Parameterkorrektur an.
(3) Finden Sie heraus, warum sich das Blech aus den Backen gelöst hat, und beseitigen Sie die Ursache.
(4) Stellen Sie die Backen so ein, dass jeder Spalt zwischen 0,03-0,08 mm liegt.
(2)Großer Genauigkeitsfehler nach Neupositionierung
Die Ursachen.
(1) Schlechte Vertikalität und Geradheit der Platte selbst.
(2) Die Schraube am Stützsitz, die zum Verstellzylinder passt, ist locker, und wenn die Klemme gelöst wird, verschiebt sich die Platte.
(3) Die Backen sind abgenutzt und nicht parallel zur X-Wegführung.
(4) Der Abstand zwischen den Backen ist groß und die Zahnplatte der Backen ist lose.
Methoden zur Fehlersuche:
(1) Sicherstellung der Genauigkeit des bearbeiteten Bogens.
(2) Ziehen Sie die Schrauben des Stützsitzes und der Rumpfkupplung an, um eine Verschiebung der Platte nach dem Lösen der Klemme zu verhindern.
(3) Korrigieren Sie das Maul der Backen so, dass sie parallel zur X-Schiene liegen.
(4) Stellen Sie das Spiel an jedem Verbindungspunkt der Klemmen ein und ziehen Sie die Kupplungsschraube an der Zahnplatte fest.
(3)Der rotierende Positionierungsstift passt nicht in die Positionierungskegelhülse.
Die Ursachen.
(1) Das obere und das untere Zifferblatt sind falsch ausgerichtet.
(2) Niedriger Luft- oder Öldruck.
(3) Beschädigtes Magnetventil.
Lösung.
(1) Stellen Sie den oberen und unteren Drehknopf neu ein, um sie zu synchronisieren.
(2) Stellen Sie den Luft- oder Öldruck so ein, dass er den Anforderungen der Maschine entspricht.
(3) Ersetzen Sie das Magnetventil.
(4)Wenn der Kolben des Klemmzylinders zurückgesetzt wird, fällt er nicht in seine Position
Die Ursachen.
(1) Die Maschine wurde lange Zeit nicht benutzt, der Zylinder hat Rost angesetzt.
(2) Federermüdung im Klemmzylinder.
(3) Die Zylinderbaugruppe wird deformiert, wenn Sie bei der Demontage oder Montage des Zylinders nicht aufpassen.
Lösung.
(1) Füllen Sie den Zylinder mit Schmiermittel und betätigen Sie die Klemme einige Male.
(2) Federdruck erhöhen oder Feder austauschen.
(3) Bei der Demontage und Montage ist darauf zu achten, dass der Zylinder nicht durch Schläge oder Druck verformt wird. Wenn sich bestätigt, dass der Zylinder verformt ist, sollte er ausgetauscht werden.
(5)Gezahnt an den Schnittkanten
Die Ursachen.
(1) Die Keilnuten der oberen und unteren Matrizenpositionen sind nicht parallel zur Y-Nutführung.
(2) Der Spalt zwischen den Backen ist groß, was zu einer schlechten Bearbeitungsgenauigkeit führt, und die Schneide ist anfällig für die Bildung von Zacken.
(3) Die Backenzahnplatte ist lose.
Lösung.
(1) Stellen Sie die obere und untere Modulposition so ein, dass die Keilnut parallel zur Y-Führung verläuft.
(2) Stellen Sie die Backen so ein, dass das Spiel bei jeder Passung 0,03-0,05 mm beträgt.
(3) Ziehen Sie die Kupplungsschraube an der Zahnplatte der Backen fest.
(6)Drücken Sie die Starttaste, um den Moduswechsel mit Schutz fortzusetzen.
Die Ursachen.
(1) Der Luftdruck ist bis zum Schwellenwert des Alarms gesunken, wodurch plötzlich ein pneumatisches Bauteil mit einer großen Menge Gas den Alarm auslöste.
(2) Der Induktionsschalter oder die Induktionshalterung reagiert manchmal gut und manchmal nicht.
Methoden zur Fehlersuche:
(1) Erhöhen Sie den Luftdruck so, dass der untere Grenzwert den Arbeitsanforderungen der Maschine entspricht.
(2) Stellen Sie sicher, dass jeder induktive Schalter empfindlich und zuverlässig reagiert.
(7)Das Blatt geht nicht ab
Die Ursachen.
(1) Unzureichende Zufuhr von Schimmelpilzen.
(2) Niedriger Luft- oder Öldruck.
Methoden zur Fehlersuche:
(1) Vergrößern Sie das Einlassvolumen der Form.
(2) Stellen Sie sicher, dass der Luft- oder Öldruck den Anforderungen der Werkzeugmaschine entspricht.
(8)Klemmschutz funktioniert nicht
Die Ursachen.
(1) Ein Sperrbereichssensorschalter ist beschädigt.
(2) Die Halterung des Abtastschalters ist lose oder der Abtastabstand liegt außerhalb des Bereichs.
(3) Der Wert der Sperrzone ist falsch eingestellt oder wurde vom Benutzer versehentlich geändert.
Methoden zur Fehlersuche:
(1) Tauschen Sie den Induktionsschalter aus.
(2) Stellen Sie den Messabstand ein, indem Sie die Halterung festziehen.
(3) Stellen Sie den korrekten Wert des Sperrbereichs entsprechend den verschiedenen Maschinentypen ein.
Fehlerphänomen: Beim Stanzen von Platten, wenn 5-7 Löcher gestanzt werden, gibt die Maschine einen Alarm wegen des oberen Totpunkts aus, und die Maschine hört auf zu arbeiten.
Analyse des Versagens: Für die Instabilität des oberen toten Punkts gibt es mehrere Hauptgründe.
(1) Für die elektrische Steuerung
Fehler in der elektrischen Steuerung, vor allem der Ausfall des Optokopplers, der das Stempelventil steuert.
Ein loser Bremsnäherungsschalter verursacht eine Veränderung des Schaltabstands.
(2) Mechanische Übertragung
Mechanische Ausfälle:
Kupplung lose Spaltänderungen.
Magnetventilkolben zieht, unflexibel.
Instabiler Luftdruck.
Lose Motorriemen.
Dafür gibt es mehrere Gründe, z. B. instabile tote Punkte auf losen Nockenplatten.
Nach den oben genannten möglichen Gründen wird festgestellt, dass dieser Fehler durch die Lockerung des Motorsitz-Einstelldübels verursacht wird, was dazu führt, dass sich der Riemen anhebt und genug strafft, und die Energie während des Stempelns allmählich reduziert wird, was schließlich dazu führt, dass sich die Schwungradgeschwindigkeit verlangsamt und den Alarm am Totpunkt beim einmaligen Stempeln verursacht.
Lösung: Stellen Sie zunächst den Einstelldorn des Motorsitzes ein, bringen Sie den Riemen in die richtige Position und justieren Sie dann die Nockenplatten der oberen Totpunktbremse nach, so dass sowohl der Einzelstempel als auch der Stufenstempel genau in der oberen Totpunktposition anhalten können.
Verfahren zur Einstellung der Nockenplatte:
Stellen Sie die Maschine in den manuellen Modus und drücken Sie zuerst die Einstelltaste, um den Stempel auf den oberen Totpunkt einzustellen.
Wenn nach einem einzelnen Stempel die Halteposition des Stempels den oberen Totpunkt überschreitet, bremst der einzelne Stempel nach dem Nachweis, dass das Bremssignal gegeben wurde, die Nockenplatten und bewegt den entsprechenden Winkel im Uhrzeigersinn.
Dieser Winkel kann entsprechend dem Winkel verstellt werden, der beim letzten Einzelschlag überschritten wurde (wenn die vorherige Markierung an der Kurbelwellenstirnseite den oberen Totpunkt um 10 Grad überschreitet, können die Bremsbeläge bei einem Einzelschlag um 10 Grad im Uhrzeigersinn verstellt werden).
Wenn der Stempel genau am oberen Totpunkt anhält, beweist dies, dass die Einstellung korrekt ist.
Ist dagegen die Halteposition des Stempelkopfes nach einem einmaligen Stempeln kleiner als der Totpunkt, was beweist, dass das Bremssignal zu früh gegeben wird, kann der entsprechende Winkel gegen den Uhrzeigersinn verstellt werden.
Führen Sie nach einer einmaligen Einstellung eine stufenweise Einstellung durch.
Editieren Sie ein Step-Punch-Programm, führen Sie dieses Programm im Automatikmodus aus, und prüfen Sie nach Beendigung des Programms, ob die Stanze am oberen Totpunkt anhält.
Bei Abweichung wie oben beschrieben einstellen.
Führen Sie nach der Einstellung den Schrittstempelvorgang erneut durch, bis der Stempel genau am oberen Totpunkt anhält und die Einstellung abgeschlossen ist.
Die anderen oben genannten Ursachen, wie z. B. ein instabiler Luftdruck, können von Fall zu Fall behandelt werden.
5. Wartung und Reparatur von Hydrauliksystemen (Hydraulikserien)
1)Implementierung des Installationsprozesses
Verbieten Sie starke Krafteinwirkung auf das Hydrauliksystem, um zu vermeiden, dass das Rohrsystem und die Komponenten einer seitlichen Kraft ausgesetzt werden oder Eigenspannungund stellen Sie sicher, dass das Rohrleitungssystem geschützt ist.
Die Verwendung von Bindfäden, Klebebändern und Klebstoffen als Dichtungsmaterial ist strengstens untersagt, da sie sonst das System verunreinigen und zum Ausfall des Systems führen können!!!
Um äußere Leckagen zu vermeiden, ziehen Sie alle Anschlüsse fest und verlegen Sie die Schläuche korrekt, um ein Scheuern, Anstoßen und Verdrehen der Schläuche zu vermeiden.
Bereiten Sie die geeignete Hydraulikflüssigkeit vor. Für diese Maschine wird die Verwendung der verschleißarmen Hydraulikflüssigkeit Mobil DTE2546# empfohlen.
Füllen Sie Hydrauliköl mit dem Spezialölfilter bis zu einem Ölstand von 2/3 über 4/5 unter
Im Allgemeinen müssen hydraulische Systeme nicht häufig gewartet werden.
Die Wartung beschränkt sich im Allgemeinen auf den Wechsel der Hydraulikflüssigkeit und der Filter.
Die Dauer der Wartungsintervalle hängt von der Einsatzumgebung und der Nutzungsdauer ab.
Die Erfahrung hat gezeigt, dass etwa 80% der Ausfälle in Hydrauliksystemen auf die Auswahl ungeeigneter Öle oder eine unzureichende Wartung der Hydraulikflüssigkeit zurückzuführen sind.
Daher ist es besonders wichtig, die Aufmerksamkeit auf die Qualität der Hydraulikflüssigkeit zu stärken, für die lokale hydraulische System, so lange wie Aufmerksamkeit in der Lage sein, die Filterpatrone in einer rechtzeitigen Weise zu ersetzen ist genug.
Hinweis: Bei der Wartung eines demontierten Hydrauliksystems ist darauf zu achten, dass die Stromquelle abgeschaltet ist und die Öltemperatur im Hydrauliksystem 30°C nicht überschreitet!
Kontrolle des Ölstands im Tank
Prüfen Sie den Ölstand in der Hydraulikanlage nur anhand der Füllstandsanzeige, nicht durch Öffnen des Verschlusses oder der Reinigungskappe.
Prüfen Sie den Füllstand zwei Wochen lang täglich, nachdem die Inbetriebnahme abgeschlossen ist.
Prüfen Sie die Höhe des Niveaus wöchentlich zu einem späteren Zeitpunkt.
Wartung von Ölfiltern
Zuverlässige Ölfiltration kann die Lebensdauer des Hydrauliksystems verbessern, unsere Ölqualität sollte innerhalb der NAS1638 Klasse 6-8 kontrolliert werden, außerhalb des oben genannten Bereichs wird empfohlen, das Filterelement oder die Filtration zu ersetzen, um Hydrauliköl zu ersetzen.
Überprüfen Sie regelmäßig den Betriebszustand der Hydraulikstation, Rückkehr Druck Zeiger auf die gelbe Zone zu reinigen, ersetzen Sie die Öl-Filter-Sieb, auf die rote Zone, um das Hydrauliköl zu ersetzen.
Die Filterpatrone, die in diesem Hydrauliksystem verwendet wird, ist eine Einwegpatrone, die nicht gereinigt werden kann, um ihre Schmutzaufnahmekapazität zu verbessern. Wenn der Filter Alarm schlägt, sollte dies sofort geschehen und kann nur durch den Austausch der Patrone behoben werden.
Bei einem allgemeinen Systembetrieb von 1000 Stunden oder einem intermittierenden Betrieb von einem halben Jahr muss die Patrone ausgetauscht werden.
Wartung von Wärmetauschern (Kühlventilatoren)
Dieses System arbeitet mit einem Luft-Öl-Austauschverfahren. Die Ansaugseite des Luftkühlers sollte regelmäßig gereinigt werden, damit die Luft reibungslos zirkulieren kann und eine normale Kühlwirkung erzielt wird.
Die luftseitige Reinigung kann mit Druckluft oder heißem Wasser erfolgen, wobei darauf zu achten ist, dass die Richtung des Strahls die gleiche ist wie sonst. Der Motor muss während des Reinigungsvorgangs abgeklemmt und wirksam geschützt sein.
Die Effizienz des Wärmetauschers kann sich verringern, wenn die Umgebungstemperatur 35 Grad Celsius übersteigt; es wird empfohlen, eine Zwangskühlung vorzunehmen. Der Schalter ist so eingestellt, dass er bei 40 °C beginnt.
Wartung von Hydraulikflüssigkeiten
Die Lebensdauer des Öls hängt von seinem eigenen Zustand, der Betriebstemperatur, der Ölmenge im Tank, der Betriebsdauer usw. ab.
Hinweis: Neues Öl und sauberes Öl sind zwei völlig unterschiedliche Konzepte und sollten nicht miteinander verwechselt werden.
Es wird empfohlen, zum Auffüllen des Hydrauliksystems eine β10≥75-Filtervorrichtung zu verwenden.
Die Hydraulikflüssigkeit sollte nach ca. 2500-3000 Betriebsstunden, mindestens aber einmal im Jahr gewechselt werden.
Bei jedem Wechsel der Hydraulikflüssigkeit muss der Tank mit Kerosin gereinigt werden, und zwar mit einem fusselfreien Tuch oder einem speziellen Papiertuch.
XIII. Zugehörige Tabelle für Stanzpresse
1. Matrizenspiel für Baustahl, Edelstahl, Aluminium, Kupfer und Messing
Die nachstehende Tabelle zeigt die empfohlenen Matrizenabstände für eine Reihe von Materialien und Dicken.
Dicke
Baustahl
Rostfreier Stahl
Aluminium
Kupfer
Messing
0,8 mm
0,15-0,20 mm
0,20-0,24 mm
0,15-0,16 mm
0,15-0,16 mm
0,15-0,16 mm
1,0 mm
0,20-0,25 mm
0,25-0,30 mm
0,15-0,20 mm
0,15-0,20 mm
0,15-0,20 mm
1,5 mm
0,30-0,38 mm
0,37-0,45 mm
0,22-0,30 mm
0,22-0,30 mm
0,22-0,30 mm
2,0 mm
0,40-0,50 mm
0,50-0,60 mm
0,30-0,40 mm
0,30-0,40 mm
0,30-0,40 mm
2,5 mm
0,50-0,63 mm
0,62-0,75 mm
0,37-0,50 mm
0,37-0,50 mm
0,37-0,50 mm
3,0 mm
0,60-0,75 mm
0,75-0,90 mm
0,45-0,60 mm
0,45-0,60 mm
0,45-0,60 mm
3,2 mm
0,64-0,80 mm
0,80-0,96 mm
0,48-0,64 mm
0,48-0,64 mm
0,48-0,64 mm
3,5 mm
0,70-0,88 mm
0,88-1,05 mm
0,53-0,70 mm
0,53-0,70 mm
0,53-0,70 mm
4,0 mm
0,80-1,00 mm
1,00-1,20 mm
0,60-0,80 mm
0,60-0,80 mm
0,60-0,80 mm
4,5 mm
0,90-1,13 mm
1,13-1,35 mm
0,68-0,90 mm
0,68-0,90 mm
0,68-0,90 mm
5,0 mm
1,00-1,25 mm
–
0,75-1,00 mm
0,75-1,00 mm
0,75-1,00 mm
5,5 mm
1,10-1,38 mm
–
0,83-1,10 mm
0,83-1,10 mm
0,83-1,10 mm
6,0 mm
1,20-1,50 mm
–
0,90-1,20 mm
0,90-1,20 mm
0,90-1,20 mm
Freiformflächen für Baustahl, Edelstahl, Aluminium, Kupfer und Messing
Anmerkungen: i) Die Zahlen in der obigen Tabelle sind als Bereich angegeben, zum Beispiel 0,15 - 0,20 mm. Für mechanische Maschinen wählen Sie den kleineren Schneidspalt der Reihe Für hydraulische Maschinen wählen Sie das größere Werkzeugspiel der Reihe ii) Für Galvatit- und Zintec-Werkstoffe wird Baustahl als Richtwert verwendet. iii) Die oben genannten Zahlen sind nur ein Richtwert. Genauere Angaben finden Sie in Ihrer Maschinenbedienungsanleitung.
2. Referenztabelle für Entgratungslöcher
In der nachstehenden Tabelle sind die Größen der vorgestanzten (mm) und entgrateten Löcher (mm) für Baustahl angegeben.
Referenztabelle für Entgratbohrungen
3. Senkungsloch-Referenztabelle
In der nachstehenden Tabelle sind die Nenngrößen der Vorbohrungen (mm) angegeben, die für eine Senkoperation für Baustahl erforderlich sind.
Senkungsloch-Referenztabelle
4. Tabelle der korrekten Werkzeughöhen
Die folgende Tabelle zeigt die korrekte Werkzeughöhe (mm) für NEX III-, NEX- und Original-Werkzeuge
Anmerkung: i) Die Stempeleinstellhöhe ist das Maß von der Oberseite des Stempelkopfes bis zur unteren Schneidkante des Stempelkörpers, nicht von der Unterseite der Führung oder der Abstreifplatte.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]