Hydraulische Pressen 101: Alles, was Sie wissen müssen, wird erklärt
Haben Sie sich jemals über die unglaubliche Kraft von Hydraulikpressen gewundert? Diese Wunderwerke der Technik können eine enorme Kraft ausüben und Materialien auf eine fast magisch anmutende Weise umformen. In diesem Blogbeitrag tauchen wir in die faszinierende Welt der hydraulischen Pressen ein und erforschen ihre Geschichte, Typen und Funktionsprinzipien. Machen Sie sich darauf gefasst, von der schieren Kraft dieser mechanischen Wunderwerke beeindruckt zu sein!
Die hydraulische Presse ist eine Art von Maschine, die Flüssigkeit als Arbeitsmedium verwendet, um auf der Grundlage des Pascalschen Prinzips Energie zu übertragen, um verschiedene Aufgaben zu erfüllen.
Eine hydraulische Presse besteht in der Regel aus drei Komponenten: dem Hauptrahmen, dem Antriebssystem und dem hydraulischen Steuerungssystem.
Die hydraulische Pressmaschine (auch als Hydraulische Ölpresse) nutzt den statischen Druck einer Flüssigkeit, um Materialien wie Metall, Kunststoff, Gummi, Holz und pulverförmige Produkte zu verarbeiten.
Es wird üblicherweise zum Pressen und FormgebungsverfahrenDazu gehören Schmieden, Stanzen, Kaltfließpressen, Richten, Biegen, Bördeln, Blechziehen, Pulvermetallurgie und Pressen.
Die 80.000 Tonnen schwere hydraulische Gesenkschmiedepresse steht 27 Meter hoch auf dem Boden und 15 Meter unter der Erde, so dass sie eine Gesamthöhe von 42 Metern und ein Gesamtgewicht von 22.000 Tonnen erreicht, was ihr den Titel der leistungsstärksten und stärksten hydraulischen Presse der Welt einbrachte.
Die riesige hydraulische Gesenkschmiedepresse ist eine strategische Ausrüstung von nationaler Bedeutung und steht für die Stärke der Schwerindustrie. Nur wenige Länder der Welt sind in der Lage, eine solche hydraulische Schmiedepresse herzustellen.
Gegenwärtig verfügen nur China, die Vereinigten Staaten, Russland und Frankreich über Gesenkschmiedepressen mit einer Kapazität von über 40.000 Tonnen.
In den Vereinigten Staaten wurden 1955 zwei der größten Gesenkschmiedepressen der Welt mit einem Gewicht von 45.000 Tonnen gebaut, die auch heute noch in Betrieb sind. Im Jahr 2001 wurde eine weitere 40.000-Tonnen-Gesenkschmiedepresse im Werk Shultz Stahl Mühle in Kalifornien.
Die Sowjetunion baute 1961 zwei gewaltige 75.000-Tonnen-Gesenkschmiedepressen. Frankreich erwarb 1976 eine 65.000-Tonnen-Gesenkschmiedepresse von der Sowjetunion und entwickelte 2005 in Zusammenarbeit mit Deutschland eine 40.000-Tonnen-Gesenkschmiedepresse.
Chinas erste 30.000-Tonnen-Gesenkschmiedepresse blieb nach ihrem Bau im Jahr 1973 fast 40 Jahre lang untätig. In den letzten zwei Jahren wurden jedoch rasch mehrere massive Pressen entwickelt, und allein 2012 wurden Gesenkschmiedepressen mit einem Gewicht von 30.000 Tonnen, 40.000 Tonnen und 80.000 Tonnen gebaut.
Die 80.000-Tonnen-Hydraulikpresse brach den Weltrekord, der zuvor 51 Jahre lang von der Sowjetunion gehalten wurde.
Die Gesenkschmiedepresse wird in erster Linie zur Herstellung von Schmiedeteilen aus hochfesten Titan-/Aluminiumlegierungen für Branchen wie Luft- und Raumfahrt, Kernkraft und Petrochemie eingesetzt.
Jedes Land, das über eine große Gesenkschmiedepresse verfügt, gilt weltweit als eine bedeutende Luftfahrtindustrie.
Geschichte der hydraulischen Presse
Im Jahr 1795 nutzte der britische Ingenieur J. Brammer das Prinzip von PASCAL, um eine Wasserpresse zum Pressen und Verpacken von Pflanzenölen zu erfinden.
Mitte des 19. Jahrhunderts begann man in Großbritannien, hydraulische Pressen zum Schmieden zu verwenden, die nach und nach die massiven Dampfhämmer ersetzten.
Ende des 19. Jahrhunderts hatten die Vereinigten Staaten hydraulische Freiformschmiedepressen mit einem Gewicht von 126.000 Tonnen gebaut.
Seitdem wurden weltweit über 20 hydraulische 10.000-Tonnen-Freiformschmiedemaschinen hergestellt, darunter zwei in China (siehe Abbildung 4).
Abb.4 Hydraulische Freiformschmiedemaschinen
Mit der Weiterentwicklung und Verbesserung der elektrischen Hochdruckpumpe hat sich die hydraulische Schmiedepresse in Richtung kleinerer Tonnagen weiterentwickelt.
In den 1950er Jahren kamen kleine und schnelle hydraulische Schmiedepressen auf, die in der Lage waren, Aufgaben zu erfüllen, die denen eines 3-5 Tonnen schweren Schmiedehammers entsprachen.
In den 1940er Jahren wurde in Deutschland eine gewaltige 18.000-Tonnen-Gesenkschmiedepresse hergestellt. Seitdem wurden weltweit 18 hydraulische 18.000-Tonnen-Schmiedemaschinen gebaut, eine in China hergestellte Maschine hat sogar ein Gewicht von 30.000 Tonnen.
Wenn klassifiziert nach Tonnagekann die hydraulische Presse in folgende Kategorien unterteilt werden:
63T hydraulische Pressmaschine
100T hydraulische Pressmaschine
150T hydraulische Pressmaschine
200T hydraulische Presse Maschine
250T hydraulische Pressmaschine
300T hydraulische Presse Maschine
315T hydraulische Pressmaschine
500T hydraulische Pressmaschine
630T hydraulische Pressmaschine
800T hydraulische Presse Maschine
Je nach Anwendungsbereich wird es hauptsächlich unterteilt in MetallumformungBiegen, Strecken, Stanzen, Pulverformung (Metall, Nicht-Metall), Pressen, Strangpressen usw.
Hydraulische Presse zum Warmschmieden
Als eines der am häufigsten verwendeten Geräte in der Schmiedeindustrie ist die große hydraulische Schmiedemaschine ist in der Lage, verschiedene Freiformschmiedetechniken durchzuführen.
Derzeit gibt es mehrere Serien von hydraulischen Schmiedepressen mit Spezifikationen von 800, 1600, 2000, 2500, 3150, 4000 und 5000 Tonnen.
Hydraulische Viersäulenpresse
Die hydraulische Vier-Säulen-Presse ist ideal für das Pressen von Kunststoffen, wie z. B. das Formen von Pulverprodukten, das Formen von Kunststoffprodukten, das Kalt- (Warm-) Strangpressen von Metall, das Ziehen von Blechen und das Querpressen, BiegenStanz- und Korrekturverfahren.
Die Vier-Säulen-Hydraulikpresse kann weiter unterteilt werden in Vier-Säulen-Zweiständer-Hydraulikpresse, Vier-Säulen-Dreiständer-Hydraulikpresse und Vier-Säulen-Vierständer-Hydraulikpresse.
Hydraulische C-Gestell-Presse
Der Arbeitsbereich der hydraulischen Presse kann durch die Verwendung eines dreiseitigen Raumes mit einer maximalen Einfahrbarkeit von 260mm-800mm erweitert werden.
Außerdem kann der Arbeitsdruck voreingestellt werden und er ist mit einer Wärmeabzugsvorrichtung ausgestattet.
Horizontale hydraulische Presse
Die Maschinenteile können montiert, demontiert, gerichtet, gestaucht, gestreckt, gebogen, gestanzt und vieles mehr werden, was sie zu einer vielseitigen Maschine macht.
Der Arbeitstisch der Maschine ist nach oben und unten beweglich, wodurch die Öffnungs- und Schließhöhe der Maschine vergrößert wird, was die Benutzung noch bequemer macht.
Hydraulische Zwei-Säulen-Presse
Diese Produktreihe eignet sich für das Pressen, Biegen und Formen aller Arten von Teilen, einschließlich des Stanzens von Vertiefungen, Bördelns, Stanzens und leichten Streckens von Kleinteilen. Sie eignet sich auch zum Formen von Metallpulverprodukten.
Mit elektrischer Steuerung verfügt er über Job-Motion- und halbautomatische Zyklusfunktionen, die vor Druckverzögerungen schützen können.
Außerdem hat er eine gute Gleitblockrichtung, ist einfach zu bedienen und zu warten und hat eine lange Lebensdauer.
Die Benutzer können je nach Bedarf thermische Instrumente, einen Ausstoßzylinder, eine Weganzeige und Zählfunktionen hinzufügen. Die Zwei-Säulen-Hydraulikpresse basiert auf dem Pascal'schen Gesetz und nutzt eine Flüssigkeitsdruckübertragung.
Es gibt viele Arten von Zweisäulen-Hydraulikpressen, die je nach Art der Flüssigkeit, die den Druck überträgt, in Ölpressen und Wasserpressen unterteilt werden können.
Wasserpressen erzeugen einen hohen Gesamtdruck und werden häufig zum Schmieden und Stanzen verwendet.
Schmiedepressen werden weiter unterteilt in Gesenkschmieden Wasserpressen und Freiformschmiede-Wasserpressen. Gesenkschmiede-Wasserpressen erfordern eine Form, während Freiformschmiede-Wasserpressen keine Form benötigen.
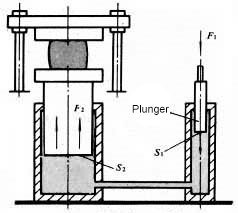
Arbeitsprinzip einer hydraulischen Presse
Abb.5 Mechanismus der hydraulischen Presse
Die Fläche des großen und des kleinen Stößels beträgt S2 bzw. S1, und die auf sie wirkenden Kräfte sind F2 bzw. F1.
Nach dem Pascalschen Prinzip ist der Druck der eingeschlossenen Flüssigkeit überall gleich, d. h. F2/S2 = F1/S1 = p; F2 = F1(S2/S1).
Der Verstärkungseffekt des hydraulischen Drucks ist derselbe wie der mechanische Verstärkungseffekt, d. h. die Kraft wird erhöht, aber die Arbeit wird nicht erhöht. Folglich ist der Bewegungsweg des großen Stößels S1/S2 mal so groß wie der des kleinen Stößels.
Das Grundprinzip der hydraulischen Presse besteht darin, dass eine Ölpumpe Hydrauliköl in integrierte Cartridge-Ventilblöcke fördert, die dann über ein Einwegventil und ein Überdruckventil in die obere oder untere Kammer des Zylinders geleitet werden.
Unter der Einwirkung des unter hohem Druck stehenden Öls beginnt sich der Ölzylinder auf und ab zu bewegen.
Die hydraulische Presse ist ein Gerät, das mit Hilfe von Flüssigkeit Druck überträgt und dabei das Pascalsche Gesetz zur Druckübertragung in einem geschlossenen Behälter nutzt.
Das hydraulische Antriebssystem der Viersäulenpresse besteht aus einem Antriebsmechanismus, einem Steuermechanismus, einem Ausführungsmechanismus, einem Hilfsmechanismus und einem Arbeitsmittel.
In der Regel wird eine Ölpumpe als Antriebsmechanismus verwendet, wobei eine oder mehrere Pumpen entsprechend den Anforderungen an die Betriebsgeschwindigkeit des Stellantriebs ausgewählt werden.
Zahnradpumpe für Niederdruck (Öldruck weniger als 2,5mp);
Lamellenpumpe für mittleren Druck (Öldruck unter 6,3mp);
Plungerpumpe für Hochdruck (Öldruck weniger als 32,0MP).
Arbeitsmedium
Das in einer hydraulischen Presse verwendete Arbeitsmedium hat nicht nur die Aufgabe, Druck zu übertragen, sondern auch dafür zu sorgen, dass die Komponenten der hydraulischen Presse empfindlich, zuverlässig, langlebig und leckagearm sind.
Die grundlegenden Anforderungen an ein Arbeitsmedium in einer hydraulischen Presse sind:
Gute Fließfähigkeit und geringe Kompressibilität zur Verbesserung der Übertragungseffizienz.
Rostschutzeigenschaften.
Gute Schmiereigenschaften.
Leicht zu versiegeln.
Stabile Leistung und langfristige Stabilität ohne Beeinträchtigung.
In der Vergangenheit wurde Wasser als Arbeitsmedium in hydraulischen Pressen verwendet.
Später wurde eine emulgierte Flüssigkeit eingeführt, bei der dem Wasser eine kleine Menge Öl beigemischt wurde, um die Schmierung zu verbessern und die Korrosion zu verringern.
Mineralöl wurde später, im späten 19. Jahrhundert, als Arbeitsmedium in hydraulischen Pressen eingeführt. Jahrhundert als Arbeitsmedium in hydraulischen Pressen eingeführt. Das Öl hatte eine gute Schmierfähigkeit, antikorrosive Eigenschaften und eine moderate Viskosität, was die Leistung der hydraulischen Pressen verbesserte.
In der zweiten Hälfte des 20. Jahrhunderts wurde eine neue Art von Emulgierlösung auf Wasserbasis entwickelt, die als "Öl-in-Wasser" und nicht als "Wasser-in-Öl" bezeichnet wird.
Diese Lösung hatte ähnliche Eigenschaften wie Öl, einschließlich guter Schmier- und Korrosionsschutzeigenschaften, aber mit dem zusätzlichen Vorteil, dass sie wenig Öl enthielt und weniger brennbar war.
Die höheren Kosten von Emulsionen auf Wasserbasis haben jedoch ihre breite Anwendung eingeschränkt.
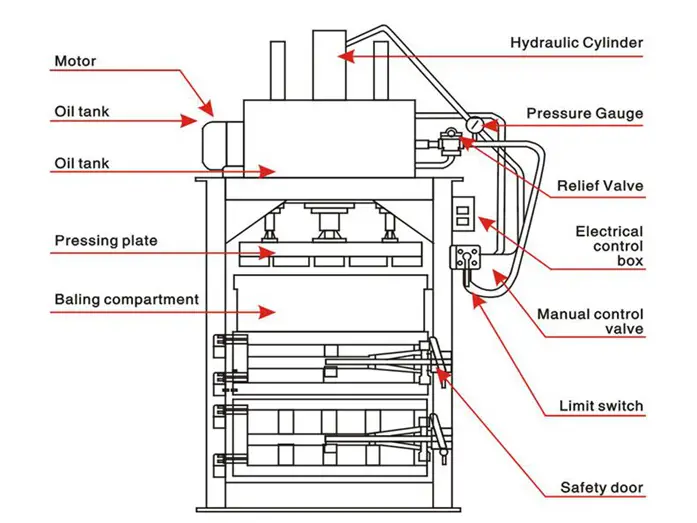
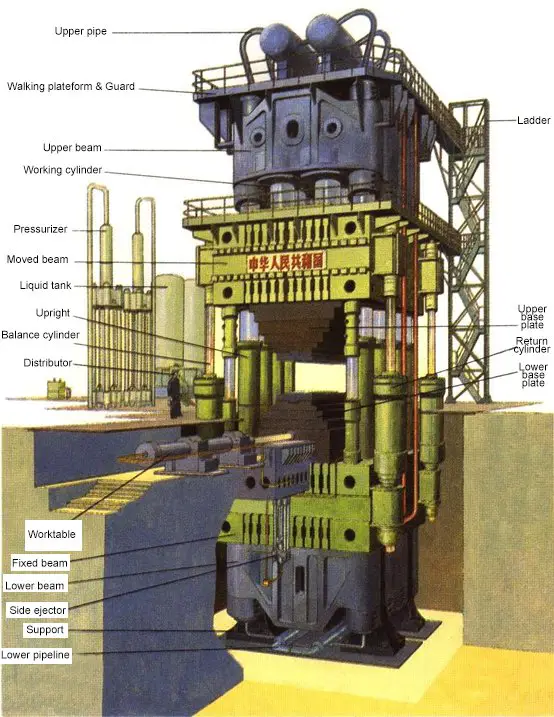
Teile und Funktionen einer hydraulischen Presse (Aufbau)
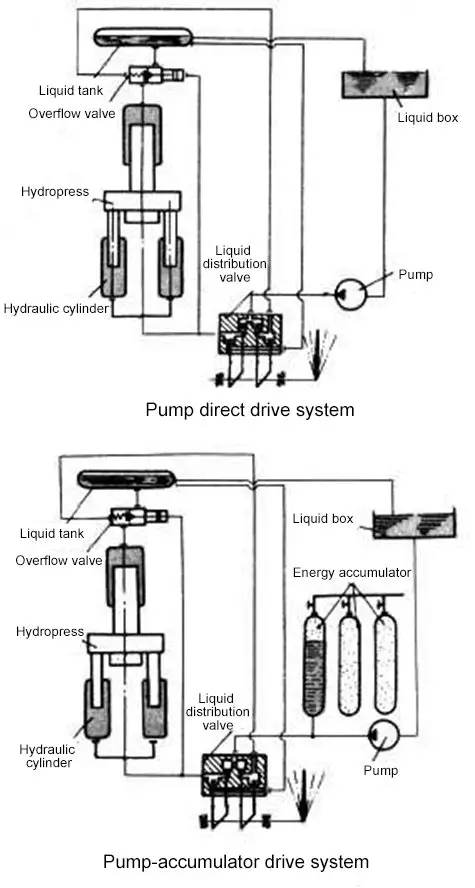
Antriebssystem
Abb.6 Antriebssystem der hydraulischen Pressmaschine
Das Antriebssystem der hydraulischen Presse besteht hauptsächlich aus zwei Arten: dem Direktantrieb der Pumpe und dem Antrieb der Pumpe über den Druckspeicher.
Pumpe Direktantrieb:
Bei diesem System versorgt die Pumpe den Hydraulikzylinder mit Hochdruck-Arbeitsflüssigkeit, und ein Verteilerventil dient dazu, die Richtung der Versorgungsflüssigkeit zu ändern.
Das Überströmventil dient zur Einstellung des begrenzten Drucks des Systems und wirkt als Sicherheitsüberströmung.
Dieses Antriebssystem ist einfach aufgebaut, hat weniger Vorgänge und der Druck kann automatisch entsprechend der benötigten Kraft erhöht und gesenkt werden, was den Stromverbrauch reduziert.
Die Leistung der Pumpe und des Antriebsmotors muss jedoch auf der Grundlage der größten erforderlichen Kraft und der maximalen Arbeitsgeschwindigkeit der Hydraulikpresse bestimmt werden.
Diese Art von Antriebssystem wird hauptsächlich für mittelgroße und kleine hydraulische Pressen verwendet, kann aber auch für große (z.B. 12000T) hydraulische Freiformschmiedepressen verwendet werden, die direkt von der Pumpe angetrieben werden.
Pumpe-Akkumulator-Antrieb:
Dieses System verfügt über einen oder mehrere Akkumulatoren, und wenn das von der Pumpe gelieferte Hochdruck-Arbeitsmittel überschüssig ist, wird es im Akkumulator gespeichert.
Wenn das Angebot nicht ausreicht, um den Bedarf zu decken, wird dieser durch den Akkumulator gedeckt.
Die Leistung der Pumpe und des Motors kann auf der Grundlage der durchschnittlich benötigten Menge an Hochdruck-Arbeitsflüssigkeit ausgewählt werden, wenn dieses System verwendet wird.
Der Energieverbrauch ist jedoch hoch, das System hat viele Prozesse, und die Struktur ist aufgrund des konstanten Drucks der Arbeitsflüssigkeit komplex.
Diese Art von Antriebssystem wird für große hydraulische Pressen oder einen Satz des Antriebssystems zum Antrieb mehrerer hydraulischer Pressen verwendet.
Struktur
Je nach Kraftrichtung werden hydraulische Pressen in vertikale und horizontale Typen eingeteilt. Die meisten hydraulischen Pressen sind vertikal, während die für das Strangpressen verwendeten horizontal sind.
Hydraulische Pressen können nach ihrer Bauart zweisäulig, viersäulig oder achtsäulig sein, Schweißen Rahmen und mehrlagige Stahlband-Wickelrahmen. Mittlere und kleine vertikale hydraulische Pressen haben in der Regel ein C-Gestell.
Die hydraulische C-Gestell-Presse ist an drei Seiten offen und leicht zu bedienen, hat aber eine geringere Steifigkeit.
Die hydraulische Schweißrahmenpresse, die zum Stanzen verwendet wird, ist starr und vorne und hinten offen, aber links und rechts geschlossen.
Bei einer hydraulischen Freiformschmiedepresse mit vertikalem Antrieb und vier Säulen ist der Ölzylinder am oberen Balken befestigt, und der Kolben ist fest mit dem beweglichen Balken verbunden.
Der bewegliche Balken bewegt sich unter dem Druck der Arbeitsflüssigkeit auf und ab, geführt von der vertikalen Säule.
Der bewegliche Balken ist mit vor- und zurückfahrenden Werkbänken ausgestattet, wobei ein oberer Amboss unter dem beweglichen Balken und ein unterer Amboss auf dem Arbeitstisch installiert sind.
Die Arbeitskraft wird von einem Rahmen getragen, der aus oberen und unteren Trägern und Säulen besteht.
Große und mittelgroße hydraulische Freiformschmiedepressen, die in der Regel von einem Pumpenspeichersystem angetrieben werden, verwenden in der Regel drei Arbeitszylinder, um dreistufige Arbeitskräfte zu erreichen.
Außerdem gibt es außerhalb der Arbeitszylinder Ausgleichszylinder und Rückholzylinder, die eine nach oben gerichtete Kraft ausüben.
Vorteile der hydraulischen Presse
Im Vergleich zu herkömmlichen Stanzverfahren bietet das Hydroforming eindeutige technische und wirtschaftliche Vorteile, wie z. B. Gewichtsreduzierung, geringere Anzahl von Teilen und Formen, höhere Steifigkeit und Festigkeit sowie geringere Produktionskosten.
Diese Technologie wird zunehmend in verschiedenen Industriezweigen eingesetzt, insbesondere im Automobilsektor.
Die Reduzierung des Strukturgewichts und des Energieverbrauchs im Betrieb ist ein langfristiges Ziel in Branchen wie der Automobil-, der Luft- und der Raumfahrtindustrie.
Hydroforming ist eine fortschrittliche Fertigungstechnologie, die dazu beiträgt, dieses Ziel zu erreichen, und einen Trend in der Entwicklung der fortschrittlichen Fertigung darstellt.
Im Vergleich zum Stanzen und Schweißtechnologienhat das Hydroforming mehrere entscheidende Vorteile:
Geringeres Gewicht und Materialeinsparungen:
Bei Teilen wie Motorhalterungen und Kühlerhalterungen können hydrogeformte Teile 20-40% leichter sein als gestanzte Teile. Bei Stufenhohlwellen kann die Gewichtsreduzierung 40-50% erreichen.
Geringere Anzahl von Teilen und Formen und niedrigere Werkzeugkosten:
Hydroforming-Teile benötigen in der Regel nur einen Satz Formen, während für viele Stanzteile mehrere Sätze erforderlich sind.
Durch Hydroforming konnte die Anzahl der Motorhalterungsteile von 6 auf 1 und die der Kühlerhalterungsteile von 17 auf 10 reduziert werden.
Geringere Nachbearbeitung und Montageschweißen:
So konnte beispielsweise die Wärmeabgabefläche des Kühlerträgers um 43% erhöht, die Anzahl der Lötstellen von 174 auf 20 verringert, die Anzahl der Prozesse von 13 auf 6 reduziert und die Produktivität um 66% gesteigert werden.
So kann beispielsweise die Steifigkeit einer hydrogeformten Kühlerhalterung um 39% in vertikaler Richtung und 50% in horizontaler Richtung erhöht werden.
Niedrigere Produktionskosten:
Die statistische Analyse von hydrogeformten Teilen hat gezeigt, dass die durchschnittlichen Produktionskosten 15-20% niedriger sind als die von gestanzten Teilen, und die Werkzeugkosten sind 20-30% niedriger.
Anwendung der hydraulischen Presse
Hydraulische Pressen können für verschiedene Zwecke eingesetzt werden Metallblech Umformverfahren wie Ziehen, Drehen, Biegen und Stanzen. Sie kann auch für allgemeine Pressvorgänge angepasst werden, indem sie mit Stanzpuffern, Stanz- und Schiebetischvorrichtungen ausgestattet wird, je nach den Anforderungen des Benutzers.
Neben dem Schmieden und Umformen kann die hydraulische Dreibalken-Viersäulenpresse auch zum Korrigieren, Einpressen, Verpacken, Brikettieren und Plattenpressen eingesetzt werden.
Zu den Materialien, die sich für das hydraulische Umformverfahren eignen, gehören Kohlenstoffstahl, Edelstahl, Aluminium-, Kupfer- und Nickellegierungen.
Im Allgemeinen kann jedes Material, das für Kaltumformung können bei der hydraulischen Umformung verwendet werden.
Die Technik der hydraulischen Umformung ist in verschiedenen Industriezweigen weit verbreitet, z. B. in der Automobilindustrie, in der Elektronikindustrie, in Fabriken für Elektrogeräte, in Wärmebehandlungsanlagen, in Getriebefabriken und in Fabriken für Klimateile.
Darüber hinaus ist die hydraulische Umformung in der Automobil-, Luftfahrt-, Raumfahrt- und Pipeline-Industrie weit verbreitet. Es ist hauptsächlich anwendbar für:
Hohle Bauteile mit kreisförmigen, rechteckigen oder speziell geformten Querschnitten, die sich in der Achse des Bauteils verändern, wie z. B. die speziell geformten Rohrteile der Auspuffanlage eines Automobils;
Nicht kreisförmige hohle Rahmen, wie z. B. Motorträger, Armaturenbretthalter und Karosserierahmen (11% ~ 15% der Fahrzeugqualität);
Hohlwellenteile und komplexe Rohrformstücke usw.
Zubehör für hydraulische Pressmaschinen
1
Die Zahnradpumpe
2
Hydraulisches Überströmventil
3
Miniatur-Schütz
4
Näherungsschalter
5
O-Ring
6
U-Ring
7
Anti-Staub-Ring
8
Führungsring
9
Leiterring
10
Bohrung YX-Ring verwenden
11
Kombinierter Dichtungsring
12
Die Zahnradpumpe
Wie man eine hydraulische Presse baut
DIY 5 Tonnen Hydraulikpresse
Betrieb einer hydraulischen Presse
Die verschiedenen Arten von hydraulischen Pressen funktionieren unterschiedlich, und jeder Hersteller von hydraulischen Pressen liefert zusammen mit der Maschine eine Betriebsanleitung aus.
Dieses Handbuch ist das beste Schulungsmaterial, um die wichtigsten Punkte im Umgang mit der Hydraulikpresse zu lernen.
Als Benutzer einer hydraulischen Vier-Säulen-Presse können Sie auch unser Benutzerhandbuch für hydraulische Pressen lesen, um weitere Informationen zu erhalten.
Stellen Sie den Arbeitsmodusschalter auf die Position "Tippbetrieb" und lösen Sie den Einstellgriff der Druckregelventile am Kraftwerk.
Schalten Sie den Strom ein und rütteln Sie den Motor, um seine Rotation zu überprüfen und sicherzustellen, dass sie mit der angegebenen Rotation übereinstimmt. Nach dieser Prüfung kann der Motor offiziell gestartet werden, und die Ölpumpe kann mindestens 5 Minuten lang im Leerlauf arbeiten. Überprüfen Sie dann alle Teile, um sicherzustellen, dass keine Anomalien vorhanden sind. Wenn alles in Ordnung ist, kann der Systemdruck in Vorbereitung auf die nächste Aufgabe auf etwa 6 Mpa erhöht werden.
Drücken Sie die Taste "press", um den Kolben des Hauptzylinders nach unten zu bewegen. Der Kolbenkopf sollte die obere Ebene des Schiebers berühren. Montieren Sie dann den großen Flansch und achten Sie darauf, dass der Abstand zwischen der Flanschstirnfläche und der oberen Ebene des Schiebers 5 mm beträgt. Wenn der Druck auf den voreingestellten Wert von 6 MPa ansteigt und anhält, ziehen Sie die Verbindungsschraube mit einem Schraubenschlüssel an, während sie noch unter Druck steht.
Drücken Sie die "Return"-Taste, um den Schieber in den oberen Totpunkt zu bringen, und platzieren Sie den Prüfamboss (Metallkissen) in der Mitte des Arbeitstisches. Die Höhe des Prüfambosses sollte nicht weniger als 500 mm betragen, seine Länge und Breite sollte nicht weniger als 600 mm betragen, die Parallelität seiner oberen und unteren Flächen sollte weniger als 0,02/500 mm betragen und er sollte eine ausreichende Festigkeit aufweisen, um die volle Last zu tragen.
Die Einstellung erfolgt gemäß dem in der Konformitätsbescheinigung angegebenen Genauigkeitsstandard. In der Regel wird die Parallelität zwischen der unteren Ebene des Schlittens und dem Arbeitstisch zunächst durch Verstellen der vier Einstellmuttern unter dem oberen Balken eingestellt, nachdem Druck ausgeübt wurde. Sobald dies geschehen ist, ziehen Sie die vier Kontermuttern oben an.
Wenn das Vorsteuerventil "F2" so eingestellt ist, dass der Schieber während des Testlaufs wie oben beschrieben in jeder beliebigen Position angehalten wird, sollte es kein Gleiten geben. Es ist jedoch zu beachten, dass der Druckwert eine ausreichende Rückstellkraft bieten muss. Bei langsamer Abwärtsfahrt ist das Vorsteuerventil "F3" auf den oberen Hohlraum des Hauptzylinders einzustellen, und der Druckwert sollte weniger als 1 MPa betragen.
Der Druckbereich beträgt in der Regel 5 Mpa bis 25 Mpa bzw. 60T bis 315T. Bei der Einstellung des elektrischen Kontaktmanometers "F12" sollte auch das Pilotventil "F1" entsprechend eingestellt werden. Im Allgemeinen sollte der Systemdruck etwa 1 MPa höher sein als der vom Kontaktmanometer "F12" vorgegebene Druck. Liegt der Druck unter 5 MPa, kann die Tabelle "F12" einen Überdruck aufweisen.
Beim Ziehen erfolgt die Einstellung der druckseitigen Kraft mit dem Vorsteuerventil "F7", das auf 25 Mpa eingestellt sein sollte. Die Einstellung des Systemdrucks erfolgt mit dem Vorsteuerventil "F1", das normalerweise auf 25 Mpa eingestellt ist.
Messen Sie die Geschwindigkeit jedes Aktionshubs nach Bedarf und stellen Sie sicher, dass die Bewegung jeder Einheit des Wegbegrenzers zuverlässig ist.
Nach der Prüfung der Druckschutzleistung halten Sie das Fahrzeug unter Druck an, und der Druckabfall sollte innerhalb von 10 Minuten nicht mehr als 2 Mpa betragen.
Messen Sie die Genauigkeit der Maschine erneut.
Hinweis: Jede hydraulische Presse funktioniert anders, und der Hersteller liefert mit der Maschine eine Betriebsanleitung. Dieses Handbuch ist das beste Schulungsmaterial, um zu lernen, wie man die Maschine benutzt.
Zu diesem Zeitpunkt ist die gesamte Inbetriebnahme der hydraulischen Presse abgeschlossen und sie kann in Betrieb genommen werden.
Wartung von hydraulischen Pressen
Das empfohlene Öl für hydraulische Pressen ist das verschleißarme Hydrauliköl #32 und #46 mit einem Temperaturbereich von 15 bis 60°C.
Bevor das Öl in den Tank gefüllt wird, muss es streng gefiltert werden.
Das Arbeitsöl sollte einmal im Jahr gewechselt werden, wobei der erste Wechsel nicht länger als drei Monate zurückliegen sollte.
Der Gleitschuh sollte häufig geschmiert werden, und die vertikale Säule sollte sauber gehalten werden. Vor jeder Arbeit sollte Maschinenöl hinzugefügt werden.
Bei einem Nenndruck von 500 T beträgt die maximal zulässige Exzentrizität der zentralen Last 40 mm. Eine zu große Exzentrizität kann leicht zu Nachspannungen oder anderen nachteiligen Auswirkungen führen.
Druckmessgeräte sollten alle sechs Monate kalibriert und überprüft werden.
Wenn die Maschine über einen längeren Zeitraum nicht benutzt wird, sollte die Oberfläche jedes Teils gereinigt und mit Rostschutzöl bestrichen werden.
Erstklassige Wartung
Die Hauptwartung der hydraulischen Presse muss nach 500 Betriebsstunden durchgeführt werden, wobei die Verantwortung in erster Linie bei den Bedienern liegt, die von Wartungspersonal unterstützt werden.
Um mit der Wartung zu beginnen, schalten Sie zuerst die Stromversorgung aus und gehen dann nach dem in der folgenden Tabelle aufgeführten Wartungsplan vor.
Nein.
Position
Einzelheiten zur Wartung und zu den Anforderungen
1
Externe Wartung
1. Reinigen Sie die äußere Oberfläche der hydraulischen Presse, halten Sie innen und außen sauber, kein Rost.
2. Ergänzen Sie die fehlenden Schrauben, Muttern, Knöpfe, Schilder usw.
2
Träger, Säulenführung
1. Reinigen Sie die äußere Oberfläche der oberen und unteren Balken und der beweglichen Balken, sowie die Säule, die Führungsschiene, den Gleitblock und die Pressplatte. Reinigen Sie ohne Öl, Gelbfärbung und Rostflecken.
2. Entfernen Sie die Grate an der Unterseite des beweglichen Trägers und an der Oberseite des unteren Trägers sowie an der Säule, der Führungsschiene und dem Läufer.
3. Prüfen Sie die Befestigungen der Balken- und Säulenführungsschienen und ziehen Sie sie fest.
3
Hydraulik, Schmierung
1. Wischen und prüfen Sie die Oberfläche von Ölpumpe, Ventil, Öltank und Rohrleitung, sauber, rostfrei, ölfrei, keine gelbe Farbe, keine Leckage.
2. Reinigen Sie die Öltasse, das Filtersieb, säubern Sie den Ölweg, die Ölmarke ist klar.
3. Prüfen Sie die Ölqualität und -menge im Kraftstofftank, fügen Sie Schmieröl nach Bedarf.
4. Messgerät prüfen
5. Überprüfen Sie die Schmierung der Säulen und Führungsschienen.
4
Elektrisch
1. Reinigen Sie den Schaltkasten schmutz- und fettfrei.
2. Überprüfen Sie die Integrität der Linie, Schlauch Schutz Verbindung zuverlässig, gute Leistung.
3. Prüfen Sie den Wegschalter des beweglichen Trägers, ob er empfindlich und zuverlässig arbeitet.
4. Sicherheit Schutzabdeckung, Säule Schutzabdeckung vollständig und einfach zu bedienen, Fußpedal Schalter Schutzabdeckung intakt, sicher und zuverlässig.
5. Überprüfen und festziehen der Nullstellungsvorrichtung.
Wartung zweiter Klasse
Nein.
Position
Einzelheiten zur Wartung und zu den Anforderungen
1
Träger, Säulenführung
1. Prüfen und justieren Sie die horizontale Ebene des Trägers, der Führungsschiene, der Führungshülse, des Gleitblocks und der Druckplatte der Säule, um eine reibungslose Bewegung zu erreichen und die technischen Anforderungen zu erfüllen.
2. Reparieren oder ersetzen Sie defekte Teile.
2
Hydraulik, Schmierung
1. Demontieren und reparieren SolenoidventilSchleifen von Ventil und Ventileinsatz.
2. Ölpumpe, Zylinder und Kolben reinigen und überprüfen, Grate ausbessern und Öldichtung ersetzen.
3. Kontrollieren Sie die Druckmessgeräte.
4. Reparieren oder ersetzen Sie stark abgenutzte Teile.
5. Starten Sie die hydraulische Presse und prüfen Sie, ob die Bewegung jedes Zylinders und Stößels gleichmäßig ist und nicht kriecht. Prüfen Sie, ob das Stützventil den beweglichen Balken in jeder Position genau stoppen kann und der Druckabfall den Prozessanforderungen entspricht.
3
Elektrisch
1. Motor reinigen, Lager prüfen und Fett ersetzen.
2. Reparieren oder ersetzen Sie beschädigte Komponenten.
3. Die Elektrogeräte entsprechen den Anforderungen der Gerätenorm.
4
Genauigkeit
1. Kalibrieren Werkzeugmaschine Ebene, überprüfen, einstellen und reparieren Genauigkeit.
2. Genauigkeit in Übereinstimmung mit den Integritätsstandards der Ausrüstung.
Personen, die nicht mit dem Aufbau und der Funktionsweise der hydraulischen Presse oder den Betriebsverfahren vertraut sind, dürfen die Maschine nicht bedienen, ohne eine entsprechende Genehmigung einzuholen.
Die Maschine darf nicht überholt oder manipuliert werden, während sie in Betrieb ist.
Bei schwerwiegenden Ölleckagen oder anderen abnormalen Bedingungen (wie unzuverlässigem Betrieb, lauten Geräuschen oder Vibrationen) muss der Bediener die Maschine sofort anhalten und die Ursache untersuchen, um das Problem zu beheben.
Die Maschine darf nicht verwendet werden, wenn eine Überlastung auftritt oder die maximale Exzentrizität überschritten wird.
Eine Überschreitung des maximalen Schieberhubs ist strengstens untersagt. Die minimale Schließhöhe der Form darf 600 mm nicht unterschreiten.
Die elektrische Anlage muss über ein sicheres und zuverlässiges Erdungssystem verfügen.
Am Ende eines jeden Arbeitstages sollte der Schieber in seine niedrigste Position gebracht werden.
Aufgrund der Fortschritte in der Industrie und der Hydrauliktechnologie wird die hydraulische Presse in der industriellen Produktion immer beliebter.
Unabhängig davon, ob Sie Hersteller oder Benutzer einer hydraulischen Presse sind, ist es wichtig zu wissen, wie man die Tonnage einer hydraulischen Presse berechnet.
Als professioneller Hersteller informieren wir Sie über die Höhe der Kraft, die eine hydraulische Presse ausübt, und die Bedeutung dieser Angaben.
Um die Tonnage des Hydraulikzylinders zu bestimmen, muss man den Betriebsdruck des Hydrauliksystems sowie den Innen- und Außendurchmesser der Zylinderstange kennen (die für die Berechnung der Zugkraft des Hydraulikzylinders benötigt werden).
Die Gleichung für die Berechnung der Tonnage einer hydraulischen Presse:
Druckkraft des Hydraulikzylinders = Innenquerschnittsfläche des Hydraulikzylinders (oder Kolbenquerschnittsfläche) × Arbeitsdruck
Betriebsdruck: entspricht dem auf dem Manometer angezeigten Druck bei maximaler Belastung
Zum Beispiel:
Angenommen, der Hydraulikzylinder hat einen Innendurchmesser von 10 cm und einen Arbeitsdruck von 16 MPa (160 kgf).
Die innere Querschnittsfläche des Hydraulikzylinders kann wie folgt berechnet werden: 3,14×10×10÷4=78,5cm2
Daher kann die Schubkraft wie folgt berechnet werden: 78,5 x 160 = 12560kg = 12,56 Tonnen.
Um dies zu erleichtern, haben wir einen Tonnage-Rechner für hydraulische Pressen entwickelt.
Mit Hilfe dieser Formel können wir schnell die Tonnage der Hydraulikpresse bestimmen, die wir gekauft haben oder kaufen wollen, und vermeiden, einen hohen Preis für Geräte mit einer niedrigen Tonnage zu zahlen.
Außerdem können wir mit dieser Formel den Arbeitsdruck unserer eigenen hydraulischen Presse berechnen, um eine Überlastung der Ausrüstung zu vermeiden und ihre Langlebigkeit und Leistung zu verbessern.
Einkaufsführer für hydraulische Pressen
Bevor Sie eine hydraulische Presse kaufen, fragen Sie sich vielleicht, welche Größe für Ihre Bedürfnisse am besten geeignet ist. Diese Frage lässt sich leicht mit Hilfe der oben beschriebenen Formel zur Berechnung der Tonnage einer hydraulischen Presse klären.
Vielleicht sind Sie sich jedoch nicht sicher, wo Sie die hydraulische Presse kaufen sollen. Es gibt viele Faktoren, die Ihre Entscheidung beeinflussen könnten, und es gibt viele renommierte Hersteller von Hydraulikpressen auf der ganzen Welt.
Trotzdem werden die kostengünstigsten hydraulischen Pressen oft von Herstellern in China produziert.
Es ist wichtig, dass Sie sich die Zeit nehmen, einen zuverlässigen und vertrauenswürdigen Hersteller von Hydraulikpressen zu finden, der Ihnen alle notwendigen Spezifikationen und Kosteninformationen für die von Ihnen benötigte Hydraulikpresse liefert.
Viele Menschen sind neugierig darauf, welche Gegenstände von einer hydraulischen Presse gequetscht werden können und welche nicht.
Die Antwort auf diese Frage sollte von der Tonnage der betreffenden hydraulischen Presse abhängen.
Wenn Sie in Ihrer Werkstatt Zugang zu einer hydraulischen Presse haben, können Sie einen Test durchführen, um die Ergebnisse zu ermitteln.
Vielleicht haben wir in Zukunft die Möglichkeit, dieses Experiment ebenfalls zu versuchen.
Terminologie für hydraulische Pressen
Hier ist eine Liste mit 7 häufig verwendeten Begriffen für Hydraulik Pressenbetrieb. Erfahrene Ingenieure und Betreiber sollten mit ihnen allen vertraut sein, aber Neulinge sind es vielleicht nicht. Schauen wir uns das einmal genauer an.
Nenndruck: Der höchste Druck, mit dem eine Maschine kontinuierlich betrieben werden kann.
Motiv-Siegel: Die Abdichtung der gleitenden Teile in einer hydraulischen Presse, die als Triebwerksdichtung bezeichnet wird.
Stromlaufplan: Eine Darstellung des hydraulischen Systems unter Verwendung professioneller grafischer Symbole.
Hydraulisches Antriebssystem: Ein Gerät, das Flüssigkeitsdruck in Energie umwandelt, bekannt als hydraulische Kraftübertragung Gerät.
Hydraulische Druckstation: Eine hydraulische Vorrichtung, die aus Komponenten wie einem Kraftstofftank, einer Hydraulikpumpe, einem Motor, einem Steuerventil usw. besteht.
Hydraulischer Abgleich: Das Gewicht, das durch den Ausgleich des Flüssigkeitsdrucks unterstützt wird, einschließlich der hydraulischen Presse selbst.
Ölablass: Die Rückführung von Öl aus einer Leitung in einem hydraulischen Gerät in einen Tank oder Sammler wird als Ölablass bezeichnet.
Das hydraulische Pressziehen bezieht sich auf den Prozess der Positionierung des Stanzteils in der Form während des hydraulischen Pressziehens. Der Stanzring steuert den Metallfluss, um ein hohles Werkstück zu formen.
Unter Tiefziehen versteht man im Allgemeinen ein Werkstück, dessen Tiefe mehr als die Hälfte seines Durchmessers beträgt.
Die Stanzprozess In einer Stanzmaschine wird das Blech geschnitten und gestanzt, um die gewünschte Form zu erhalten. Das verwendete Material kann ein einzelnes Blech oder ein kontinuierlicher Streifen sein.
Die Stanztechnik umfasst nicht nur das Stanzen, sondern auch das Umformen, Biegen, Bördeln und Lochen.
Kommt zum Stanzvorgang auf einer Stanzmaschine noch der Ziehvorgang hinzu, kann die Presse als hydraulische Stanzpresse bezeichnet werden.
Im Allgemeinen haben Stanzmaschinen eine einfache Struktur, eine hohe Produktionsgeschwindigkeit und eine hohe Effizienz, so dass sie sich für hohe Stückzahlen und einfache Stanzformen eignen.
Hydraulische Pressen eignen sich dagegen besser für die Produktion mittlerer bis kleiner Serien, bei denen es auf Genauigkeit, Tiefe und eine veränderliche Form ankommt.
Diese Pressen haben genaue Anforderungen an die Geschwindigkeit, den Druck und die Position des Schiebers und können für spezielle Aufträge maßgeschneidert werden.
Wenn Kunden Verarbeitungsmaschinen kaufen möchten, sollten sie die entsprechenden hydraulischen oder mechanische Presse auf der Grundlage ihres tatsächlichen Verarbeitungsbedarfs.
Hydraulische Presse V.S Hydraulischer Wagenheber
5-Tonnen-Hydraulikheber vs. 500-Tonnen-Hydraulikpresse
Konslusion
Nach der Lektüre der obigen Informationen sollten Sie nun ein umfassendes Verständnis von hydraulischen Pressen haben.
Wenn Sie eine hydraulische Presse für Ihre Werkstatt kaufen möchten, dieser Artikel über den Kauf eines solchen Gerätes kann Ihnen helfen.
Außerdem können Sie Erreichen Sie uns um ein Angebot für eine hydraulische Presse einzuholen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Stellen Sie sich den Schreckmoment vor, wenn der Schlitten einer hydraulischen Presse unerwartet herunterfällt. Dieser Artikel befasst sich mit wichtigen Sicherheitsmaßnahmen zur Vermeidung solcher Vorfälle, die die Stabilität und Zuverlässigkeit von hydraulischen Pressen gewährleisten....
Haben Sie schon einmal darüber nachgedacht, wie die komplizierten Designs auf diebstahlsicheren Türen hergestellt werden? Dieser Artikel befasst sich mit der fortschrittlichen Hydraulikpressen-Technologie, die hinter dem Prägen dieser Türen steckt. Sie erfahren mehr über die Herausforderungen, die...
Was zeichnet die führenden Hersteller von hydraulischen Pressen auf dem heutigen Markt aus? Dieser Artikel stellt die weltweit führenden Unternehmen vor und beleuchtet ihre Spezialitäten und Innovationen. Durch die Erforschung der Angebote dieser...
Die Wahl der richtigen hydraulischen Presse kann angesichts der großen Auswahl an Optionen entmutigend sein. Was sind die entscheidenden Faktoren, die Sie für Ihren speziellen Bedarf berücksichtigen müssen? Dieser Artikel führt Sie durch...
Haben Sie sich jemals gefragt, wie massive Metallteile mit Präzision geformt werden? Dieser Artikel erforscht die faszinierende Welt der hydraulischen Pressen und beschreibt ihre Anwendungen, Merkmale und komplizierte Funktionsweise. Erfahren Sie, wie...
Haben Sie sich schon einmal gefragt, wie massive Metallteile mit höchster Präzision geformt werden? Tauchen Sie ein in die Welt der hydraulischen Viersäulenpresse. Diese leistungsstarke Maschine nutzt hydraulischen Druck, um Materialien wie Metall zu formen...
Haben Sie sich jemals gefragt, wie Alltagsgegenstände wie Töpfe, Tassen und sogar Autoteile so präzise geformt werden? Dieser Artikel befasst sich mit den faszinierenden Unterschieden zwischen mechanischen und hydraulischen Pressen. Du erfährst...
Haben Sie sich jemals gefragt, wie die Maschinen, die unsere Welt gestalten, hergestellt werden? Dieser Blog nimmt Sie mit auf eine Reise durch die wichtigsten Hersteller von Stanzmaschinen. Sie erfahren etwas über...
Haben Sie sich schon einmal gefragt, wie die Schmiedeausrüstung für verschiedene Anwendungen ausgewählt wird? In diesem Blogbeitrag gehen wir auf die wichtigsten Faktoren ein, die die Auswahl von Schmiedehämmern, Spindelpressen,...