La tolerancia de plegado es un parámetro crítico en la fabricación de chapas metálicas que ayuda a determinar la longitud plana exacta del material de la chapa necesaria para conseguir la dimensión deseada después del plegado. Se refiere a la longitud del arco de la curva medida a lo largo del eje neutro del material. El eje neutro es una línea imaginaria dentro de la zona de plegado en la que el material no se expande ni se comprime durante el proceso de plegado.
El cálculo de la sobremedida de curvatura depende de varios factores, como el grosor de la chapa, el radio de curvatura y la ángulo de flexión. En SOLIDWORKS, los usuarios pueden definir valores de tolerancia de plegado para controlar con precisión el desarrollo de piezas de chapa metálica.
Importancia de la compensación por flexión
Tener en cuenta el margen de plegado es esencial para producir piezas de chapa metálica plegadas con precisión. Garantiza que el tamaño desarrollado de la pieza coincida con la intención del diseño y que los dobleces se realicen en los ángulos correctos. Esto reduce significativamente los errores, el desperdicio de material y las repeticiones en el proceso de fabricación.
Comprender y aplicar los valores de sobremedida de plegado permite a los diseñadores y fabricantes predecir el comportamiento del material durante el plegado y evitar problemas comunes de la chapa metálica como el plegado excesivo o insuficiente. El uso adecuado de la tolerancia de curvatura en SOLIDWORKS mejora la eficacia de las simulaciones y el diseño de piezas complejas de chapa metálica.
Factores que influyen en el subsidio de curvatura
Propiedades de los materiales
En propiedades del material desempeñan un papel importante a la hora de determinar la tolerancia de pliegue en SolidWorks. Los distintos materiales tienen diferentes grados de flexibilidad y elasticidad, lo que afecta al valor de la tolerancia de pliegue. Por ejemplo, metales como el aluminio, el acero y el acero inoxidable tienen distintas propiedades elásticas, lo que da lugar a distintos valores de tolerancia de pliegue para cada material.
Ángulo de curvatura
El ángulo de curvatura es otro factor crucial que influye en la tolerancia de curvatura. A medida que aumenta el ángulo, suele aumentar también la tolerancia de plegado. Un ángulo de curvatura mayor requiere que se deforme más material en el proceso de curvatura, por lo que se necesita una tolerancia de curvatura mayor. En SolidWorks, el ángulo de plegado puede ajustarse para generar el valor de tolerancia de plegado deseado para el diseño.
Material Grosor
El grosor del material está directamente relacionado con la sobremedida de flexión, ya que los materiales más gruesos requieren más deformación y, por tanto, una sobremedida mayor. Una evaluación correcta del espesor del material es esencial en SolidWorks para realizar cálculos precisos y eficientes. diseño de chapa. Los materiales más gruesos también exigen mayores fuerzas para las operaciones de plegado, lo que se traduce en mayores requisitos de equipos y herramientas.
Diferenciación entre la compensación por flexión y la deducción por flexión
Definición de deducción por flexión
Bend Deduction, o BD, es una terminología utilizada en fabricación de chapa metálica. Se refiere a la diferencia entre la sobremedida de plegado y el doble del retroceso exterior en el material. Este valor es una consideración clave a la hora de determinar la longitud plana total de las piezas de chapa metálica durante el proceso de plegado. Ayuda a los fabricantes a crear componentes de chapa metálica precisos que se adhieren a las dimensiones deseadas.
Compensación por flexión frente a deducción por flexión
Al trabajar con SOLIDWORKS, los diseñadores tienen la opción de elegir entre utilizar valores de sobremedida de pliegue o de deducción de pliegue en sus diseños de chapa metálica. Ambos son útiles para determinar el patrón plano final de la pieza de chapa metálica y son esenciales para una fabricación precisa.
Permiso de curvatura es la longitud del arco del plegado medida a lo largo del eje neutro del material. Representa la longitud de la chapa que se estira o comprime durante el proceso de plegado. El eje neutro se refiere a la región del material donde no hay tensión ni deformación.
Parámetro
Descripción
Compensación por flexión
Longitud del arco de la curva a lo largo del eje neutro del material
Deducción por flexión
Diferencia entre el margen de curvatura y el doble del retranqueo exterior
BD
Abreviatura de Bend Deduction
Al utilizar SOLIDWORKS, es esencial introducir el valor correcto de tolerancia de pliegue o el valor de deducción de pliegue, según el método seleccionado. Esto garantiza que la pieza final de chapa metálica tendrá las dimensiones deseadas y encajará correctamente en los ensamblajes.
Ambos métodos tienen sus ventajas y sus inconvenientes. El cálculo de los márgenes de plegado ofrece una representación más precisa del proceso de plegado y tiene en cuenta el comportamiento del material durante el plegado. La deducción por flexión simplifica el proceso de cálculo y es más fácil de entender para los principiantes. diseño de chapa.
En conclusión, comprender las diferencias entre la tolerancia de pliegue y la deducción de pliegue es crucial para un diseño de chapa metálica preciso en SOLIDWORKS. La introducción precisa de estos valores garantiza que el componente final de chapa metálica cumpla las especificaciones de diseño y encaje perfectamente en el ensamblaje deseado.
Quizá se pregunte qué es exactamente la indemnización por doblez si nunca ha trabajado con chapa metálica antes.
Cuando se dobla una chapa en prensa plegadoraLa parte de la chapa próxima al punzón y en contacto con él se alarga para compensar la curvatura.
Si comparas la longitud de esta pieza antes y después del doblado, verás que son diferentes.
Como ingeniero, si no compensa esta variación, el producto final no tendrá unas dimensiones exactas.
Esto es más crítico para piezas en las que hay que mantener una tolerancia o precisión más ajustadas.
En este artículo trataré algunos de los problemas y principios básicos a los que hay que enfrentarse a menudo cuando se trabaja con chapa metálica.
Antes de empezar, quiero comentar algo: no existe realmente un método o fórmula científica para determinar el cálculo exacto del margen de plegado, ya que hay muchos factores en juego durante la producción de su pieza de chapa metálica.
Por ejemplo, el grosor real del material, una variedad infinita de condiciones de utillaje, métodos de conformadoetc.
Aquí hay muchas variables y, en realidad, se utilizan muchos métodos para calcular el margen de curvatura.
El método de ensayo y error es probablemente el más popular, mientras que las tablas de flexión son otra técnica muy utilizada.
Las tablas de curvado suelen estar disponibles en proveedores de metales, fabricantes y libros de texto de ingeniería. Algunas empresas desarrollan sus propias tablas de doblado basándose en sus fórmulas estándar.
Volvamos ahora a Solidworks. ¿Cómo calcula exactamente Solidworks el margen de curvatura? Solidworks utiliza dos métodos: tolerancia de pliegue y deducción de pliegue.
Tolerancia a la flexión
Voy a explicarte en qué consisten estos métodos y a mostrarte cómo se utilizan en Solidworks.
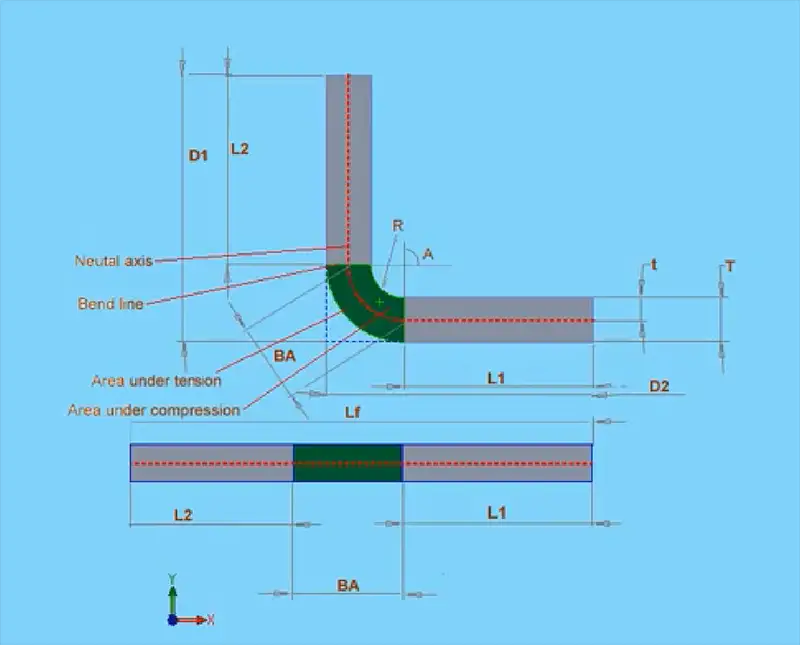
El método de ajuste de curvatura se basa en la fórmula que aparece en mi diagrama.
Lf = L1 + L2 + BA
BA = Compensación por flexión
La longitud total de la chapa aplanada es igual a la suma de L1 (la primera longitud), L2 y la sobremedida de curvatura.
La región de tolerancia a la flexión se muestra en verde en mi diagrama. Esta es la región donde se produce toda la deformación durante el proceso de plegado.
Generalmente, el margen de curvatura será diferente para cada combinación de tipo de material, espesor del material, radio de curvaturay diferentes procesos de mecanizado, tipos, velocidades, etcétera. La lista de variables potenciales es extensa.
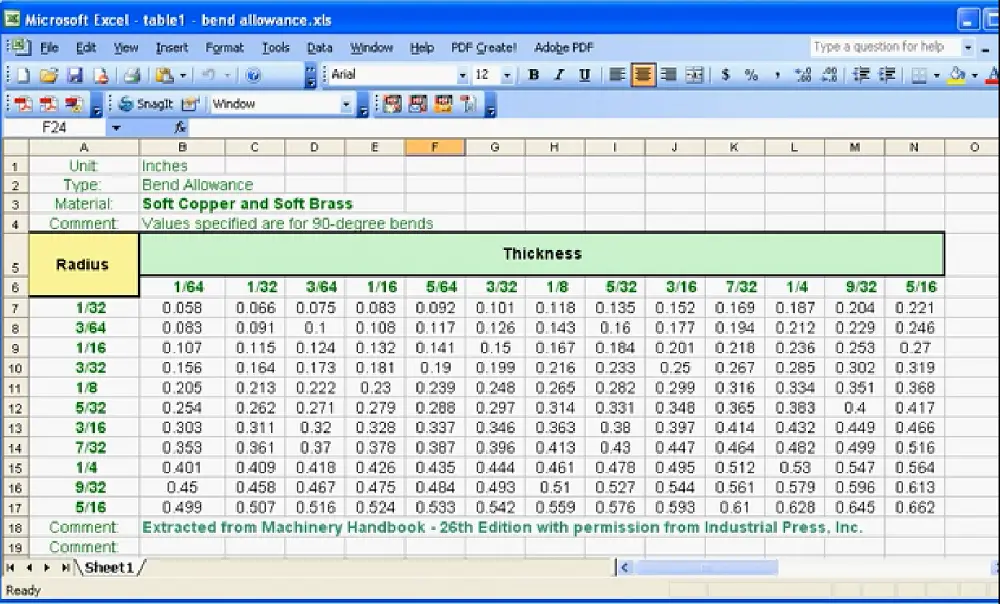
Los proveedores de chapa metálica, los fabricantes y los libros de texto de ingeniería proporcionan el valor de la tolerancia de curvatura en tablas de curvatura. Una tabla de pliegues se parece a la siguiente hoja de cálculo de Excel.
El método de la tabla de curvatura es probablemente el más preciso para calcular la tolerancia de curvatura.
Puede introducir sus datos manualmente en una matriz del ángulo de curvatura y radio de curvatura. Si no está seguro del valor de la tolerancia de flexión, puede realizar algunas pruebas.
Necesita un trozo de exactamente la misma chapa que utilizará para fabricar su pieza y, a continuación, la dobla utilizando los mismos procesos que empleará durante el mecanizado. Basta con tomar algunas medidas antes y después del plegado y, basándose en la misma información, podrá ajustar el margen de plegado necesario.
Deducción por flexión
Otro método que utiliza Solidworks es el método de deducción de pliegues.
La fórmula es la siguiente:
Lf = D1 + D2 - BD
BD = Deducción por flexión
La longitud aplanada de las piezas, Lf, es igual a D1 más D2 menos la deducción por curvatura.
Al igual que la tolerancia a la flexión, la deducción por flexión procede de las mismas fuentes: tablas y pruebas manuales.
Como puede ver, es fácil entender cómo se relacionan estos valores entre sí a partir de la información que proporcionan estas fórmulas.
L1 + L2 + BA = D1 + D2 - BD
Factor K
Otro método para calcular la tolerancia a la flexión utiliza el factor K.
K representa el desplazamiento del eje neutro.
El principio general de esta fórmula es el siguiente: el eje neutro (mostrado en rojo en mi diagrama) no cambia durante la proceso de plegado. Durante el proceso de plegado, el material situado dentro del eje neutro se comprimirá y el material situado fuera del eje neutro se estirará. El eje neutro estará más cerca de la curva interior (indicada en azul en el diagrama). Cuanto más se doble la pieza, más cerca estará el eje neutro del interior de la pieza.
A continuación se muestra la fórmula de cálculo de la tolerancia de curvatura con el factor K:
BA = 2πA(R+KT)/360
π=3.14
A=Ángulo (grados)
R=Radio de curvatura
K=Desplazamiento del eje neutro (factor K) t/T
T=Espesor del material
BA=Longitud de curvatura permitida
El factor K es igual a t, que es la distancia de desplazamiento respecto al eje neutro, dividido por T grande, que es el espesor del material.
En esta fórmula, el margen de curvatura es igual a 2 veces pi multiplicado por A (el ángulo) multiplicado por la suma de R (el radio de curvatura) y el factor K multiplicado por T (el grosor del material). A continuación, se divide todo por 360.
En teoría, el factor K puede estar entre 0 y 1, pero en la práctica suele estar entre 0,25 y 0,5.
Factor K = 0 - 1 (en teoría)
Factor K = 0,25 - 0,5 (práctico)
Por ejemplo, los materiales duros como el acero tienen un factor K más alto, como 0,5, mientras que los materiales blandos como el cobre o el latón tendrán un factor K más bajo, cercano a 0.
Y no te preocupes, ésta es la última fórmula que veremos en esta lección. Puede parecer un poco confuso ahora, pero con un poco de práctica, se convertirá en algo natural.
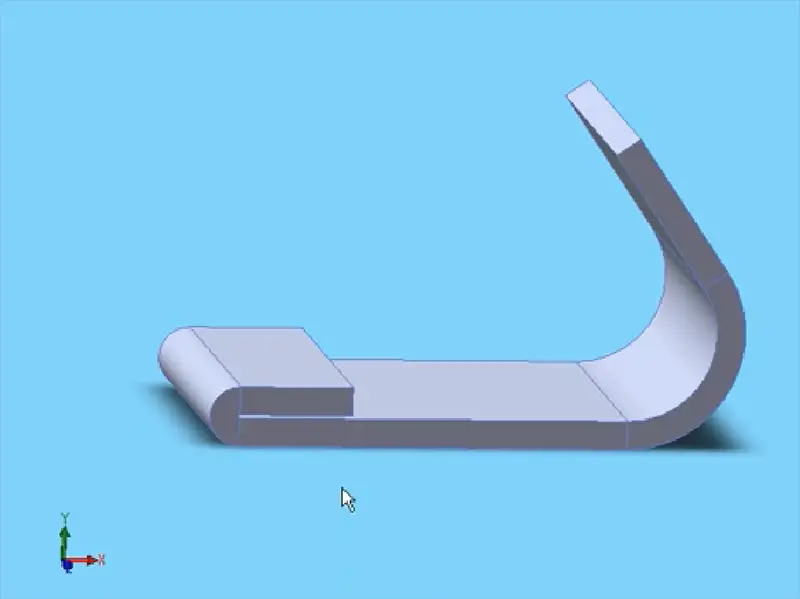
Un último punto: veamos el ejemplo. Hay un dobladillo en esta parte que tiene un factor K de alrededor de 0,3. En cambio, una curva suave, como la curva gradual del otro lado de esta pieza, tiene un factor K más alto, de 0,5 aproximadamente. Y con esto concluimos nuestra lección sobre la tolerancia de curvatura.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]