Calculadora, fórmulas y gráficos de deducción por flexión
¿Se ha preguntado alguna vez cómo se transforma la chapa metálica en formas complejas? La deducción de pliegues, un concepto crucial en la fabricación de chapa metálica, tiene la clave. En esta entrada del blog, nos sumergiremos en los entresijos de la deducción de dobleces, explorando sus fórmulas, calculadoras y aplicaciones prácticas. Acompáñenos a desentrañar los secretos que se esconden tras la creación de componentes de chapa metálica precisos y bellos.
La deducción de plegado se denomina comúnmente "cantidad de retroceso". Se trata de un algoritmo sencillo utilizado para explicar el proceso de plegado de chapas metálicas.
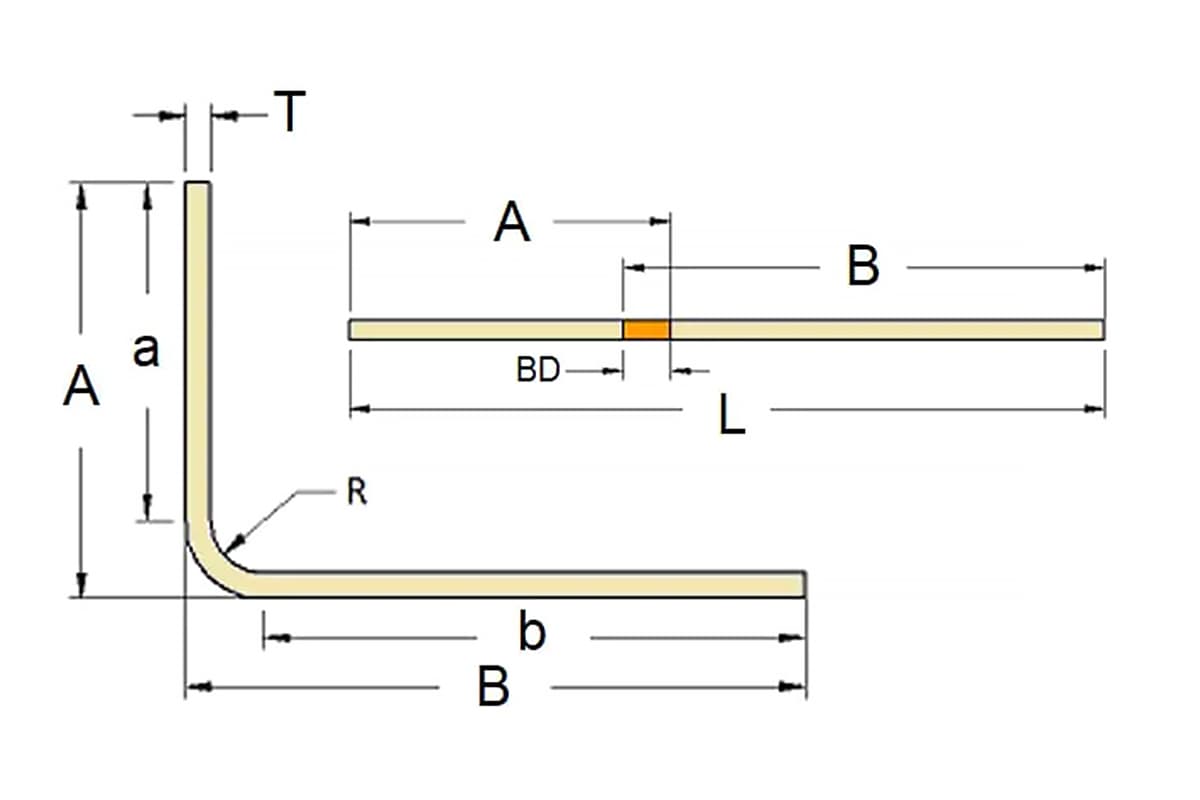
El método de deducción de curvatura establece que la longitud aplanada (L) de una pieza es igual a la suma de las longitudes de las dos partes planas que se extienden hasta la "cúspide" (el punto donde las dos partes planas se cruzan virtualmente) menos la deducción de curvatura (BD).
¿Cómo calcular el coeficiente de deducción por flexión en la fabricación de chapas metálicas?
La deducción por flexión en la fabricación de chapa metálica es un término utilizado en los parámetros de ajuste de Solidworks y también es una fórmula utilizada durante muchos años en los talleres de fabricación de chapa metálica. Veamos la fórmula de cálculo en Solidworks.
Lt = A + B - BD
Dónde:
Lt es la longitud total desplegada
A y B son como se muestra en la figura
BD es el valor de la deducción por flexión.
La deducción de flexión en Solidworks sólo se utiliza para el cálculo de curvas de 90 grados en chapa metálica.
Sin embargo, también se puede utilizar para el cálculo del desdoblamiento de chapa sin 90 grados, pero es necesario utilizar el valor de la deducción por flexión para el desdoblamiento sin 90 grados de acuerdo con la tabla de coeficientes de flexión.
Cada fabricante tiene una tabla diferente, y puede haber errores. Es posible que algunas fábricas de chapa no utilicen a menudo curvados que no sean de 90 grados.
Hoy compartiré principalmente el método de cálculo de la deducción por flexión de 90 grados que conozco.
Hoy compartiré el método de cálculo para la deducción por flexión de 90 grados que conozco.
Existen aproximadamente tres algoritmos para calcular las deducciones por flexión:
1,7 veces el grosor del material.
Las fábricas de chapa suelen utilizar 1,7 veces el grosor del material como deducción de plegado, que es el método de cálculo más sencillo para el desplegado de chapa.
Sin embargo, no es muy preciso. Si el requisito de precisión no es alto en transformación de chapase puede utilizar directamente.
Los distintos materiales también pueden tener valores diferentes; placas de aluminio pueden calcularse basándose en 1,6 veces el grosor del material, mientras que las placas de acero inoxidable pueden calcularse basándose en 1,8 veces el grosor del material.
Deducción por flexión = 2 veces el grosor del material + 1/3 del grosor del material.
Esta fórmula de cálculo de la deducción por flexión ha sido resumida por el fabricación de chapa metálica industria desde hace mucho tiempo y es también un método de cálculo aproximado.
La explicación teórica de esta fórmula de cálculo es Desdoblamiento de chapa = Longitud A + Longitud B - 2 veces el espesor del material + 1/3 del coeficiente de alargamiento del material.
El cálculo comienza sumando las longitudes de la línea recta más corta y el factor de alargamiento. Se cree que la chapa se alargará durante el proceso de plegado.
Deducción por flexión = 2 veces el espesor del material - (0,72t-0,075V-0,01).
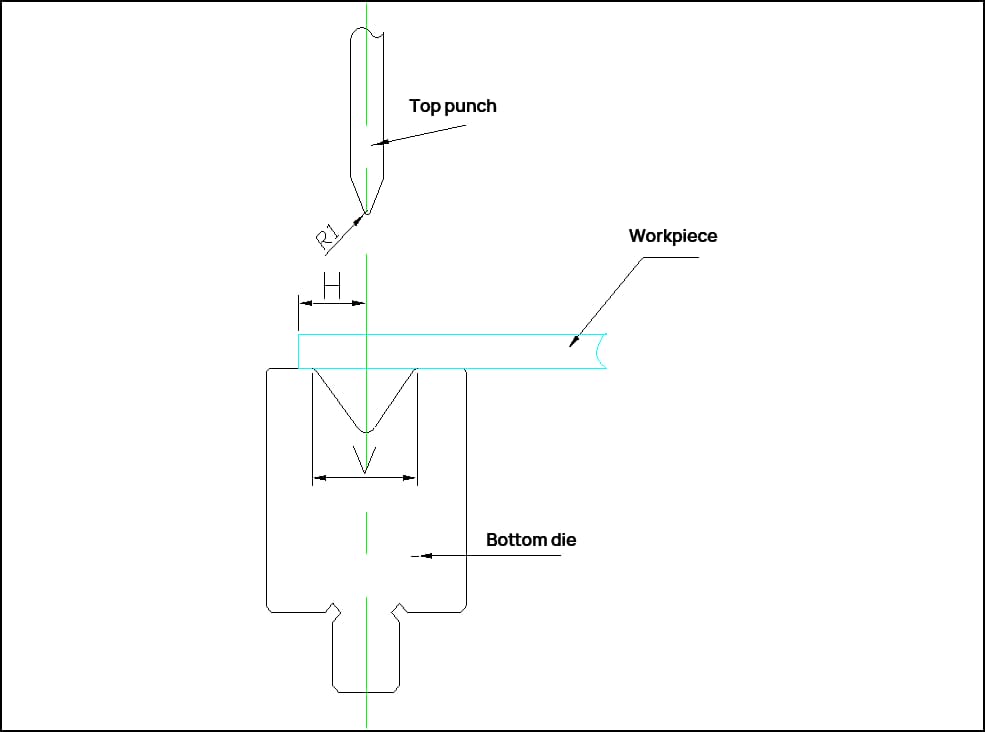
Esta fórmula procede de un artículo de una revista en línea. Su característica es que considera la influencia de la anchura de la matriz inferior en la deducción por flexión.
Los datos de la prueba proceden de experimentos con placas de acero al carbono, y se desconoce la precisión de su uso para otros materiales. Utilicé esta fórmula para el cálculo desplegado de una placa de aluminio doblada una sola vez con un ancho de ranura de 4 veces el espesor del material, y el valor numérico resultante fue relativamente exacto. Esta fórmula es muy precisa para el cálculo desplegado de placas de acero al carbono.
Explicación: t es el espesor real de la chapa, y el espesor nominal no debe utilizarse para el cálculo. Los dos métodos anteriores tienen cálculos aproximados y no son estrictos en cuanto a los requisitos de espesor. Esta fórmula debe calcularse a partir del espesor real medido con calibres.
V es la anchura de la ranura en la matriz inferior durante el plegado. Generalmente, se toma como anchura de la ranura de 6 a 8 veces el grosor del material. La cantidad real utilizada se calcula en función del uso real, por ejemplo: utilizando 10 dobleces de matriz inferior para 1,5.
Existen muchos métodos para calcular las deducciones por flexión, incluidas fórmulas basadas en la teoría de la capa neutra. Esta fórmula no es propicia para el procesamiento real de chapas metálicas, por lo que no se menciona aquí.
Los tres métodos anteriores son las deducciones de plegado de chapa o métodos de cálculo de desdoblamiento más prácticos y sencillos adecuados para las fábricas de chapa.
4. Tabla de deducción de curvas
(1) Chapa metálica Tabla de deducción por material curvado
V
Anchura del troquel w
Radio de curvatura
T
30°
45°
60°
90°
120°
150°
180°
Capa exterior de doble curvatura de 90
Tamaño mínimo de flexión H
Tamaño mínimo de la curva en Z (Z)
8.0
12.0
R1
0.6
0.2
0.5
0.9
1.0
0.7
0.2
0.3
1.9
6.0
10.0
0.8
0.3
0.6
1.0
1.6
0.8
0.3
0.4
2.2
1
0.3
0.7
1.1
1.7
0.9
0.3
0.5
2.5
1.2
0.4
0.8
1.3
2.2
1.1
0.4
0.6
2.8
R2
0.6
0.2
0.5
0.9
1.6
0.7
0.2
0.3
1.9
0.8
0.3
0.6
1.2
1.8
0.8
0.3
0.4
2.2
1
0.3
0.7
1.2
2.0
0.9
0.3
0.5
2.5
1.2
0.4
0.8
1.4
2.3
1.1
0.4
0.6
2.8
10.0
14.0
R1
1.5
0.7
1.2
1.6
2.5
1.3
0.5
0.7
3.2
7.0
11.0
R2
1.5
0.6
1.0
1.5
2.7
1.3
0.5
0.7
3.5
12.0
16.0
R1
2
0.6
1.3
2.0
3.4
1.7
0.6
0.9
4.4
8.5
13.0
R2
2
0.9
1.4
2.0
3.6
1.7
0.6
0.9
4.5
16.0
26.0
R1
2.5
0.7
1.5
2.4
4.3
2.2
0.8
1.1
5.6
12.0
20.0
3
0.8
1.7
2.8
5.1
2.8
0.8
1.3
5.8
R2
2.5
0.8
1.6
2.5
4.8
2.3
0.9
1.1
6.2
3
1.0
2.0
3.0
5.2
2.8
1.0
1.3
6.4
22.0
32.5
R1
4
1.0
2.4
3.5
6.5
3.3
1.1
16.0
26.0
R2
4
1.2
2.6
4.0
6.8
3.5
1.1
32.0
50.0
R1
5
1.2
3.2
4.8
8.6
4.6
1.4
24.0
38.0
6
1.5
3.5
4.5
9.5
5.0
1.8
R2
5
1.5
3.4
5.0
8.8
4.5
1.6
6
1.8
3.8
5.5
9.8
5.2
2.0
Explicación:
T: Espesor del material; V: Troquel inferior anchura de la ranura; W: Anchura inferior del troquel; α: Ángulo interno después de la flexión; H: Distancia mínima desde el centro de plegado de la matriz hasta el borde del material; Z: Tamaño mínimo de la curva Z.
Fórmula de desdoblamiento: L = A + B - K; (A, B: Dimensiones exteriores de la pieza; K: Coeficiente de flexión del material);
Tamaño ampliado del aplanado chapa de acero: L = A + B - 0.45T;
Tamaño ampliado de los pasos prensados: L = A + B - 0,3T;
Tamaño mínimo de la curva en forma de Z: Z = W/2 + 2T + 1;
Los coeficientes de deducción para la chapa de acero laminada en frío, la chapa recubierta de aluminio-cinc, la chapa de acero inoxidable, la chapa electrolítica y la chapa de aluminio son los mismos;
Según las condiciones actuales del troquel superior de la empresa, el coeficiente de flexión del troquel superior R1 es adecuado para la chapa de acero laminada en frío, la chapa recubierta de aluminio-cinc y la chapa de acero inoxidable; El coeficiente de flexión del troquel superior R2 es adecuado para la chapa de aluminio, la chapa de cobre, la chapa electrolítica, etc.
(2) Tabla de deducción por curvatura del acero dulce
La siguiente tabla muestra el factor de deducción para cada incremento de ángulo de 5 grados a partir de 90 grados: (180°-n°)÷90°×(factor de deducción a 90°).
El interior radio de curvatura se fija uniformemente en R0,2 y la distancia de separación en G0,2.
No.
Ángulo /Grosor
0.8
1.0
1.2
1.5
2.0
2.5
3.0
4.0
5.0
1
0
3.00
3.60
4.00
5.00
7.00
8.40
10.00
14.00
20.00
2
5
2.92
3.50
3.89
4.86
6.81
8.17
9.72
13.61
19.44
3
10
2.83
3.40
3.78
4.72
6.61
7.93
9.44
13.22
18.89
4
15
2.75
3.30
3.67
4.58
6.42
7.70
9.17
12.83
18.33
5
20
2.67
3.20
3.56
4.44
6.22
7.47
8.89
12.44
17.78
6
25
2.58
3.10
3.44
4.31
6.03
7.23
8.61
12.06
17.22
7
30
2.50
3.00
3.33
4.17
5.83
7.00
8.33
11.67
16.67
8
35
2.42
2.90
3.22
4.03
5.64
6.77
8.06
11.28
16.11
9
40
2.33
2.80
3.11
3.89
5.44
6.53
7.78
10.89
15.56
10
45
2.25
2.70
3.00
3.75
5.25
6.30
7.50
10.50
15.00
11
50
2.17
2.60
2.89
3.61
5.06
6.07
7.22
10.11
14.44
12
55
2.08
2.50
2.78
3.47
4.86
5.83
6.94
9.72
13.89
13
60
2.00
2.40
2.67
3.33
4.67
5.60
6.67
9.33
13.33
14
65
1.92
2.30
2.56
3.19
4.47
5.37
6.39
8.94
12.78
15
70
1.83
2.20
2.44
3.06
4.28
5.13
6.11
8.56
12.22
16
75
1.75
2.10
2.33
2.92
4.08
4.90
5.83
8.17
11.67
17
80
1.67
2.00
2.22
2.78
3.89
4.67
5.56
7.78
11.11
18
85
1.58
1.90
2.11
2.64
3.69
4.43
5.28
7.39
10.56
19
90
1.50
1.80
2.00
2.50
3.50
4.20
5.00
7.00
10.00
20
95
1.42
1.70
1.89
2.36
3.31
3.97
4.72
6.61
9.44
21
100
1.33
1.60
1.78
2.22
3.11
3.73
4.44
6.22
8.89
22
105
1.25
1.50
1.67
2.08
2.92
3.50
4.17
5.83
8.33
23
110
1.17
1.40
1.56
1.94
2.72
3.27
3.89
5.44
7.78
24
115
1.08
1.30
1.44
1.81
2.53
3.03
3.61
5.06
7.22
25
120
1.00
1.20
1.33
1.67
2.33
2.80
3.33
4.67
6.67
26
125
0.92
1.10
1.22
1.53
2.14
2.57
3.06
4.28
6.11
27
130
0.83
1.00
1.11
1.39
1.94
2.33
2.78
3.89
5.56
28
135
0.75
0.90
1.00
1.25
1.75
2.10
2.50
3.50
5.00
29
140
0.67
0.80
0.89
1.11
1.56
1.87
2.22
3.11
4.44
30
145
0.58
0.70
0.78
0.97
1.36
1.63
1.94
2.72
3.89
31
150
0.50
0.60
0.67
0.83
1.17
1.40
1.67
2.33
3.33
32
155
0.42
0.50
0.56
0.69
0.97
1.17
1.39
1.94
2.78
33
160
0.33
0.40
0.44
0.56
0.78
0.93
1.11
1.56
2.22
34
165
0.25
0.30
0.33
0.42
0.58
0.70
0.83
1.17
1.67
35
170
0.17
0.20
0.22
0.28
0.39
0.47
0.56
0.78
1.11
36
175
0.08
0.10
0.11
0.14
0.19
0.23
0.28
0.39
0.56
37
180
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
(5) mesa de deducción de curvado de chapa 0°-180
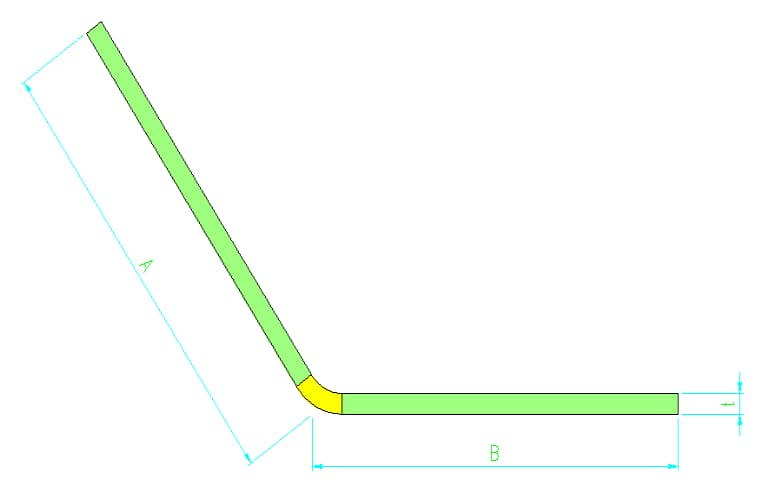
Cálculo del valor de deducción de la cota sin doblar de una pieza en bruto doblada a) φ>90° b)≤90°
1) La tabla de deducción de plegado es aplicable a los procesos de plegado de chapas metálicas en los que no se utiliza placa de prensado y la anchura de la chapa es superior a tres veces el espesor (t). 2) Al curvar en la máquina curvadora, los cálculos pueden realizarse según esta tabla. 3) Según las dimensiones indicadas en el diagrama, la fórmula de cálculo para el tamaño desplegado de la pieza doblada es la siguiente:
L=a+b-y
Dónde:
L - Tamaño sin plegar de la pieza doblada;
a, b - Longitudes indicadas desde la arista recta hasta el vértice de la pieza doblada en el diagrama;
y - Valor de la deducción por flexión de la pieza doblada (valor de corrección de la parte R);
4) Debido a los numerosos factores que influyen en el plegado de chapa metálica, esta tabla de valores de deducción por plegado de chapa metálica se proporciona únicamente como referencia.
La precisión dimensional de las piezas dobladas está relacionada con la precisión posicional del tope trasero de la plegadora y la precisión de la chapa. máquina de corte de metal. La utilización de máquinas fiables para los procesos de corte y plegado puede resolver estos problemas.
Un factor crítico que afecta a la precisión dimensional de las piezas de trabajo dobladas es la precisión del desarrollo de la chapa plana. Cuando una chapa plana se dobla en una pieza de trabajo con un ángulo específico, la medición de las dimensiones de la pieza doblada revela que no son iguales a las dimensiones de la chapa plana, como se muestra en la ilustración.
Esta discrepancia se conoce como deducción por flexión.
Si la deducción de plegado es imprecisa, el tamaño del patrón plano será impreciso e, independientemente de la precisión de las operaciones posteriores, la pieza final no cumplirá la precisión dimensional requerida.
Esquema del tamaño de la chapa y del tamaño del patrón plano de la pieza de trabajo
La deducción por flexión es compleja, y un método rudimentario consiste simplemente en utilizar el doble del grosor del material.
Sin embargo, este enfoque es bastante rudimentario. Un método más refinado consiste en aplicar la teoría del eje neutro de la norma DIN 6935, que implica calcular un factor "k" y combinarlo con el grosor y el ángulo de la chapa que se va a doblar.
Con esta fórmula se obtiene una deducción por flexión más precisa. Sin embargo, incluso las deducciones por flexión calculadas según la teoría del eje neutro de la norma DIN 6935 pueden no ser lo suficientemente precisas, ya que las deducciones reales también dependen de las características del material, el espesor, el ángulo de flexióny el utillaje utilizado.
Los diferentes materiales, espesores y métodos de cálculo dan lugar a deducciones de flexión variables, como se muestra en la tabla siguiente.
Tabla Valor de deducción para cotas de flexión correspondientes a diferentes materiales, espesores y métodos
Espesor de la placa S/mm
Muere
Material
-S × 2
DIN6935
Base de datos
1.5
V12/78
DC04
-3.00
-3.00
-2.90
1.5
V08/78
DC04
-3.00
-2.80
-2.70
1.5
V1278
X5CrNi1810
-3.00
-3.00
-3.10
4
V24/78
S235JRG2
-8.00
-7.60
-7.09
4
V30/78
S235JRG2
-8.00
-7.57
-7.26
4
V24/78
X5CrNi1810
-8.00
-8.01
-7.57
4
V30/78
X5CrNi1810
-8.00
-7.90
-8.01
6
V30/78
S235JRG2
-12.00
-11.20
-10.35
6
V4078
S235JRG2
-12.00
-11.60
-10.62
6
V30/78
X5CrNi1810
-12.00
-11.20
-10.89
6
V4078
X5CrNi1810
-12.00
-11.60
-11.60
Por ejemplo, para una chapa S235JRG2 de 4 mm de espesor utilizando una matriz inferior V30, la deducción por flexión varía según el método: el doble del espesor del material da como resultado 8 mm, la fórmula DIN 6935 da 7,57 mm y el valor empírico de la base de datos da 7,26 mm.
Existen discrepancias entre los métodos, que se hacen aún más significativas cuando las piezas de trabajo requieren múltiples dobleces, lo que da lugar a desviaciones acumuladas mayores. Los valores empíricos de la base de datos se derivan de extensas pruebas prácticas y se almacenan en la base de datos, lo que proporciona la máxima precisión.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo garantizan los diseñadores de chapa metálica la precisión de sus diseños? En esta entrada del blog, nos sumergiremos en el fascinante mundo del diseño de chapa metálica y exploraremos...
¿Alguna vez se ha preguntado cómo calcular con precisión el margen de plegado para sus proyectos de fabricación de metal? En esta entrada del blog, exploraremos el fascinante mundo de las fórmulas de...
¿Alguna vez ha tenido problemas para calcular el margen de plegado adecuado para sus proyectos de chapa metálica? En esta entrada del blog, nos adentraremos en el mundo de los márgenes de plegado y...
¿Alguna vez se ha preguntado cómo se diseñan y fabrican con precisión las piezas de chapa metálica? En esta entrada del blog nos adentraremos en el fascinante mundo de la tolerancia de...
¿Alguna vez se ha enfrentado a problemas de plegado de chapas metálicas que le han hecho rascarse la cabeza? En esta perspicaz entrada de blog, un experimentado ingeniero mecánico comparte su...
¿Le cuesta diseñar piezas de chapa metálica precisas? Descubra los secretos del factor K, un concepto crucial en la fabricación de chapas metálicas. En este artículo, nuestro experto ingeniero mecánico desmitifica...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
¿Alguna vez se ha preguntado por qué sus proyectos de chapa metálica no siempre encajan a la perfección? La clave está en conocer el margen de plegado. Este concepto garantiza un plegado preciso y reduce el desperdicio de material. En este...
¿Alguna vez se ha preguntado cómo una simple chapa metálica se transforma en un objeto tridimensional complejo? El plegado en plegadora, un proceso crucial en la fabricación de metales, tiene la clave...