La tensión residual de la junta a tope del acero para tuberías X80 se simuló mediante análisis de elementos finitos, y se obtuvo la distribución de la tensión residual.
Los resultados de la predicción se verificaron mediante difracción de rayos X y el método del agujero ciego.
Los resultados muestran que la tendencia general de cambio de la circunferencia tensión residual aumenta primero, y luego la tensión alcanza la posición de pico de forma estable después de la estabilización del arco, y el valor de la tensión residual disminuye cerca de la posición de parada del arco;
La tendencia general de variación de la tensión residual axial aumenta primero y luego disminuye de forma constante tras alcanzar la posición máxima.
Los resultados de la simulación y predicción de la tensión residual son coherentes con los de los dos métodos de medición.
Los resultados del método de difracción de rayos X son superiores a los del método de agujeros ciegos.
La posición de gran tensión se predice mediante la tecnología de simulación de elementos finitos, que tiene cierta importancia de aplicación en ingeniería para prevenir eficazmente el agrietamiento por corrosión bajo tensión.
Prefacio
Durante la construcción de tuberías, el diseño anticorrosión del acero de las tuberías es un factor importante para el diseño de la fiabilidad.
El agrietamiento por corrosión bajo tensión (SCC) es un fenómeno de agrietamiento frágil de baja tensión bajo tensión de tracción y ambiente corrosivo.
Por lo general, la superficie de las tuberías se recubre para garantizar su resistencia a la corrosión.
Bajo la influencia del contacto de la superficie con el suelo, la temperatura, la corriente de protección catódica y otros factores, la composición química, los cambios en la microestructura, los factores mecánicos y la tensión de los materiales tendrán un impacto directo en el agrietamiento por corrosión bajo tensión.
La tensión en los factores mecánicos conducirá a la deformación y agrietamiento del material, y su tamaño, fluctuación de tensión, velocidad de deformación, etc. afectarán a la velocidad de agrietamiento por corrosión del material, afectando así a la vida de fatiga de los miembros estructurales.
Se ha prestado cada vez más atención a la investigación de la tensión en el diseño de la fiabilidad y la maximización de la vida útil.
Los medios de análisis incluyen la prueba destructiva y la prueba no destructiva, pero la prueba no destructiva no es adecuada para la producción industrial debido a su inexactitud y alto coste.
Todos los tipos de software de simulación para la predicción de esfuerzos sólo pueden realizar análisis cualitativos, pero no cuantitativos cuando se realizan análisis no lineales.
Para garantizar el análisis cuantitativo, además de la mejora continua del software de simulación, los usuarios necesitan tener una rica experiencia de producción, que no puede separarse completamente de la acumulación de experiencia de producción.
Con el fin de predecir con precisión la tendencia de distribución y el tamaño de la tensión residual después de la soldadura y garantizar la alta precisión y la corta periodicidad de los requisitos de producción, los investigadores han llevado a cabo un gran número de estudios de tensión de simulación de soldadura.
Bai Fang estableció un modelo de elementos finitos de soldadura multicapa y multipaso de acero X80, obtuvo la curva de ciclo térmico dentro del rango de error relativo a través de pruebas, se utiliza para simular la carga de fuente de calor equivalente, obtuvo la relación entre la temperatura pico y el tiempo de enfriamiento y la soldadura distancia entre centrosy se ha obtenido la ley de variación de las tensiones residuales longitudinales y transversales.
Gu Guolin estableció el modelo de elementos finitos de la junta a tope del acero para tuberías X80, y utilizó el método de difracción de rayos X para verificar que la precisión de la predicción de la tensión residual causada por el desacoplamiento del nodo raíz es mayor, y el resultado de la predicción de la tensión puede controlarse a 10,35%.
Duan Weijun estableció el modelo de elementos finitos del acero S355 basándose en la teoría elastoplástica térmica.
Introduciendo el modelo de transformación, la plasticidad de transformación y el modelo de volumen de transformación, llegó a la conclusión de que la tensión equivalente y el valor de la tensión se reducirían en gran medida, y la tensión residual concordaba bien con los resultados medidos.
Xiong Qingren et al. analizaron la tensión residual de la tubería de acero SSAW mediante la prueba de corte de anillo y la prueba de agujero ciego, compararon la tensión residual de la tubería de acero producida por diferentes fabricantes y propusieron el índice de control de la tensión residual, que promovió eficazmente la producción.
Zhang Dingquan y He Jiawen, etc. han hecho una exposición completa y detallada del principio, método y aplicación del método no destructivo de difracción de rayos X de tensión residual, que es de importancia orientadora para la investigación de este método.
Sin embargo, la investigación anterior se centra más en la tendencia de distribución y la precisión de la tensión residual, y hay poca investigación sobre la relación entre la tensión residual y la resistencia a la corrosión.
Xiong Qingren et al. analizaron la tensión residual de la tubería de acero SSAW mediante la prueba de corte de anillo y la prueba de agujero ciego, compararon la tensión residual de la tubería de acero producida por diferentes fabricantes y propusieron el índice de control de la tensión residual, que promovió eficazmente la producción.
Zhang Dingquan y He Jiawen, etc. han hecho una exposición completa y detallada del principio, método y aplicación del método no destructivo de difracción de rayos X de tensión residual, que es de importancia orientadora para la investigación de este método.
Sin embargo, la investigación anterior se centra más en la tendencia de distribución y la precisión de la tensión residual, y hay poca investigación sobre la relación entre la tensión residual y la resistencia a la corrosión.
En este artículo, mediante el análisis de elementos finitos, se establece el modelo de elementos finitos de la junta a tope de acero para tuberías X80 para predecir y analizar la distribución de la tensión residual y, a continuación, se verifican los resultados de la simulación mediante dos métodos de ensayo, a saber, el método de difracción de rayos X y el método de agujero ciego, y se analiza su impacto en la resistencia a la corrosión en combinación con la macroingeniería.
1. Establecer el modelo de elementos finitos
1.1 Parámetros de soldadura
El grosor de la pared del acero para tuberías a tope es de 22 mm, y el material es acero para tuberías X80.
La composición química del acero para tuberías X80 se muestra en la Tabla 1.
El electrodo básico de sodio bajo en hidrógeno E7016 con un diámetro de 3,2 mm se utiliza como el material de soldadura.
La composición química se muestra en la Tabla 2. Precalentar 100 ℃ antes de soldar.
Se utiliza el material de cubierta de relleno E8010-P1.
La composición química figura en el cuadro 3.
Los parámetros de soldadura son: tensión de arco 27~28V, corriente de soldadura 120~130A, velocidad de soldadura 42 cm/min, la forma de la ranura es de una sola cara tipo U, y se adoptan 5 capas y 10 pasadas de soldadura.
Tabla 1 Composición química del acero para tuberías X80 (peso %)
1.2 Establecimiento de los parámetros del material
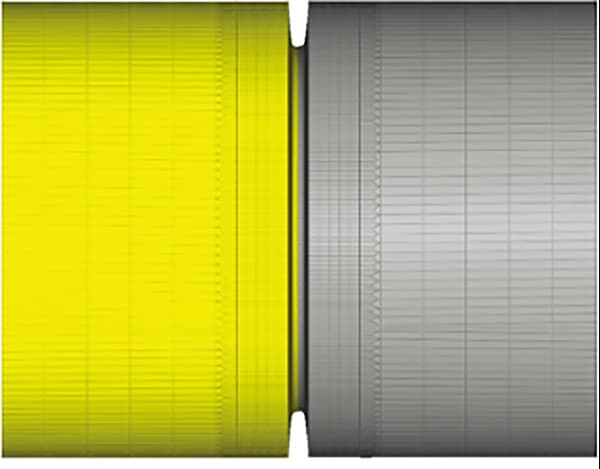
Los parámetros del material X80 para la simulación se obtienen mediante el análisis del software JMATPRO.
En la Fig. 1 se muestran algunos parámetros físicos y mecánicos que varían con la temperatura.
1.3 Establecimiento del modelo de red
Con el fin de garantizar la precisión de la solución del campo de tensión, un modelo de fuente de calor elipsoidal doble relativamente maduro que puede reflejar la fuente de calor del metal blindado soldadura por arco se establece.
Debido a los valores relativamente grandes de tensión residual cerca de la soldadura y cerca de la punta de la soldadura, y teniendo en cuenta el gradiente de temperatura, la malla en la soldadura se densifica, la malla de transición se utiliza para la zona afectada por el calor y la posición alejada de la soldadura, y la cuadrícula alejada de la soldadura es dispersa.
El tamaño unitario de la posición de soldadura es de 2 mm, el número total de unidades es de 108 648 y el número de nodos es de 121 598, como se muestra en la Fig. 2.
Fig. 2 Modelo de elementos finitos
1.4 Condiciones mecánicas límite
En la posición de la punta de la soldadura en la superficie exterior del tubo de acero de la junta a tope, a lo largo de la dirección de la sección transversal de la soldaduraSeleccione el nodo del elemento en la posición circunferencial para la restricción de desplazamiento en la dirección X, para garantizar que la contracción lateral del modelo de elementos finitos de la tubería de alambre de acero X80 no se vea afectada;
Seleccionar el nodo de elemento de superficie exterior de la tubería de acero con el límite libre de la junta a tope a lo largo de la dirección longitudinal de la soldadura y la dirección del plano normal del centro de la circunferencia para restringir el desplazamiento Y y Z, con el fin de garantizar que la contracción longitudinal del modelo no se vea afectada.
2. Métodos de ensayo y medición
2.1 Método no destructivo de difracción de rayos X
Su principio básico se basa en la ley de Bragg, y el fundamento básico es que la deformación reticular del material causada por un determinado estado de tensión coincide con la macrodeformación.
Materiales metálicos son generalmente policristalinos, contienen un gran número de granos con diferentes orientaciones en la unidad de volumen, y cualquier plano cristalino seleccionado puede observarse desde cualquier dirección en el espacio.
De acuerdo con la ecuación de la mecánica elástica, calcule el valor de la deformación del plano cristalino correspondiente mediante el cambio del espaciado del plano cristalino, es decir
Dónde
ε es el valor de deformación del plano del cristal;
d0 es la separación entre planos cristalinos en el estado libre de tensiones.
2.2 Método del agujero ciego
El ensayo de tensiones residuales por el método del agujero ciego es un método de ensayo no destructivo.
Consiste en pegar una roseta extensible en la superficie de la pieza que se va a comprobar.
Por perforación la pieza en el centro de la roseta de deformación, se destruye el equilibrio de tensiones y se genera una cierta deformación.
Tras medir el incremento de la deformación elástica cerca del orificio, se puede calcular la tensión residual en el orificio pequeño utilizando el principio de la mecánica elástica.
La tensión principal y la dirección en el orificio pequeño pueden calcularse de acuerdo con la siguiente fórmula.
Donde εA es la deformación de la galga extensométrica a; A. B es el coeficiente de liberación de la deformación.
2.3 Diseño del método de ensayo
Para minimizar el error, se utilizan dos métodos para medir la misma probeta, primero el método de medición por rayos X y después el método del agujero ciego.
Para verificar la exactitud de los resultados de los cálculos, se utilizarán equipos de calibración de tensión cero y de alta tensión para la medición por difracción de rayos X;
Cuando se mide con el método del agujero ciego, la separación entre los puntos de medición debe ser de 30 mm para liberar eficazmente la tensión de perforación.
Una vez soldada la junta a tope del acero para tuberías X80, se seleccionará la posición de la punta de la soldadura y la posición central de la soldadura a lo largo de la dirección circunferencial para medir la tensión.
3. Análisis y verificación de los resultados de la simulación
3.1 Análisis de los resultados de la medición de la tensión residual circunferencial
Mediante el cálculo de simulación, se obtienen los resultados de simulación del campo de tensión circunferencial de la junta a tope del tubo de alambre de acero X80.
Se extrae la tensión residual desde la posición de la punta de la soldadura en un lado de la junta a tope hasta la superficie exterior relativamente lisa, y se realizan las pruebas de tensión con rayos X y con el método del agujero ciego.
Los resultados se muestran en la Fig. 3.
Fig.3 Localización y disposición de las mediciones de tensión
Se puede observar en la Fig. 3 que desde la posición de inicio del arco hasta la posición de parada del arco, la tendencia general de cambio de la tensión residual aumenta primero, y después de que el arco se estabiliza, la tensión alcanza de forma estable la posición de pico y luego se mantiene.
Al acercarse a la posición de parada del arco, el valor de la tensión residual disminuye, lo que concuerda con la regla clásica de la unión a tope.
Al soldar las posiciones de arranque y parada, el efecto de unión de la soldadura es relativamente pequeño.
Al mismo tiempo, hay una cierta intersección en las posiciones de arranque y parada, lo que provoca pocos cambios en el valor de la tensión.
Las posiciones de arranque y parada tienen un cierto efecto de precalentamiento en las posiciones de parada.
Por lo tanto, la tensión de soldadura es relativamente pequeña, manifestándose principalmente como tensión de compresión;
En la parte central, debido a la gran fuerza de unión en la posición de soldadura después de soldar, la tensión también es grande, que aumenta primero y luego disminuye, mostrando principalmente la tensión de tracción.
Las tendencias de los dos métodos de medición coinciden con los resultados de la simulación.
El error máximo entre los resultados de la simulación y los resultados de la medición por difracción de rayos X se sitúa a 490 mm de la posición inicial de la soldadura, con un error de 15,9%;
El error máximo entre los resultados de la simulación y los resultados medidos por el método del agujero ciego es de 490 mm, con un error de 12,4%.
Los resultados de la tensión residual medida por el método de rayos X fluctúan relativamente grandes.
Debido al método de medición y a las características de la muestra de medición, el método de difracción de rayos X requiere una elevada planitud de la superficie de medición durante la medición.
Sin embargo, el plano de la junta a tope del tubo de alambre de acero X80 tiene un cierto radio, y el tamaño de la red en el punto de medición cambia de forma anormal, lo que da lugar a un valor de tensión grande.
Las tendencias de cambio de los dos métodos de medición son más o menos coherentes, y la mayoría de los valores medidos son mayores que los de simulación.
Durante el proceso de cálculo de la simulación, no se tienen en cuenta factores como la fluidez de la unidad de relleno, el endurecimiento del material y la transformación de fases, lo que da lugar a que los resultados de tensión residual previstos por la simulación sean menores.
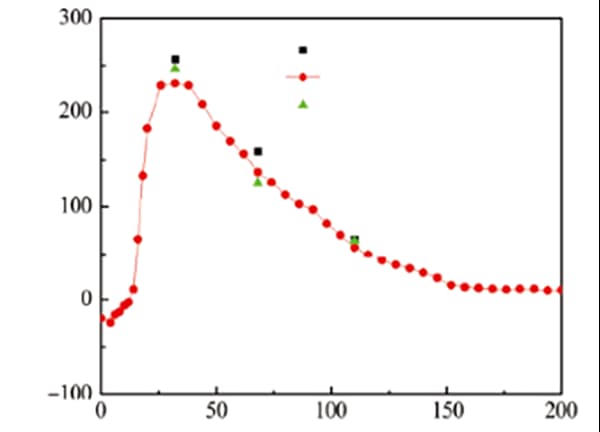
3.2 Análisis de los resultados de la medición de la tensión residual axial
En la figura 4 se muestran los resultados de las pruebas y la simulación de la tensión residual axial.
Fig.4 Localización y disposición de las mediciones de tensión
Se puede observar en la Fig. 4 que la tendencia general de cambio de la tensión residual desde la posición de inicio del arco hasta la posición de parada del arco es aumentar primero, y la tensión residual disminuye constantemente después de alcanzar la posición máxima, lo que coincide con la regla clásica de la unión a tope.
Cerca del centro de la soldadura, la soldadura está relativamente restringida, lo que provoca grandes cambios en los valores de tensión y tensiones de soldadura relativamente grandes, que son principalmente tensiones de tracción y compresión;
Cerca del extremo libre, el valor de la tensión residual es relativamente pequeño porque no está constreñido por el calor de soldadura deformación por contracción en frío y en caliente.
Las tendencias de los dos métodos de medición coinciden con los resultados de la simulación.
El error máximo entre los resultados de la simulación y los resultados de la medición por difracción de rayos X es de 68 mm, y el error es de 13,9%;
El error máximo entre el resultado de la simulación y el resultado de la medición con el método del agujero ciego es de 110 mm, con un error de 11,4%.
El resultado de la medición de la tensión con el método de rayos X fluctúa relativamente.
3.3 Efecto de la tensión residual sobre la corrosividad en aplicaciones de ingeniería
Los resultados de la tensión residual obtenidos por diferentes métodos de medición verifican la precisión de los resultados de la simulación de la predicción de la tensión residual para el acero de tuberías X80.
En el caso de aplicación postventa retroalimentado por la aplicación real de ingeniería, el personal de apoyo postventa de Pakistán descubrió una vez que la pintura en la punta de soldadura del acero para tuberías X80 es muy fácil de desprenderse bajo la corrosión del suelo y la iluminación a largo plazo, liberando una tensión dañina bajo los efectos de los factores ambientales y la tensión residual, causando corrosión local y daños en el acero para tuberías X80, lo que finalmente conduce a la formación de grietas por corrosión bajo tensión.
En ausencia de accidentes graves, los problemas de aplicación in situ se resolvieron mediante análisis de averías.
4. Conclusión
(1) Se utilizó el modelo de elementos finitos para simular la tensión residual de la junta a tope de acero para tuberías X80, y se verificó la exactitud de los resultados de la simulación mediante difracción de rayos X y el método del agujero ciego.
Los resultados de la simulación concuerdan bien con los dos métodos de medición, y los resultados de la difracción de rayos X son superiores a los del método del agujero ciego.
(2) Desde la posición de inicio del arco hasta la posición de parada del arco, la tendencia general de cambio de la tensión residual circunferencial aumenta primero, y después de que el arco se estabiliza, la tensión alcanza de forma estable la posición de pico y luego se mantiene, y cuando está cerca de la posición de parada del arco, el valor de la tensión residual disminuye.
Desde la posición de inicio del arco hasta la posición de parada del arco, la tendencia general de cambio de la tensión residual axial aumenta primero, y la tensión residual disminuye constantemente después de alcanzar la posición máxima.
(3) El acero para tuberías X80 presenta agrietamiento local por corrosión bajo tensión.
A través de la tecnología de simulación de elementos finitos, predecir la ubicación de alta tensión, que tiene cierto significado de aplicación de ingeniería para prevenir eficazmente el agrietamiento por corrosión bajo tensión.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]