¿Alguna vez se ha preguntado cómo las mediciones precisas conforman el mundo de la ingeniería mecánica? Este artículo explora herramientas esenciales como las reglas de acero, los calibres y los calibradores vernier, revelando sus usos y su precisión. Descubra cómo estos instrumentos garantizan la precisión y fiabilidad de innumerables proyectos de ingeniería. Sumérjase y descubra los secretos de las mediciones precisas.
1. Regla de acero, calibres (interior y exterior) y micrómetro.
(1) Regla de acero
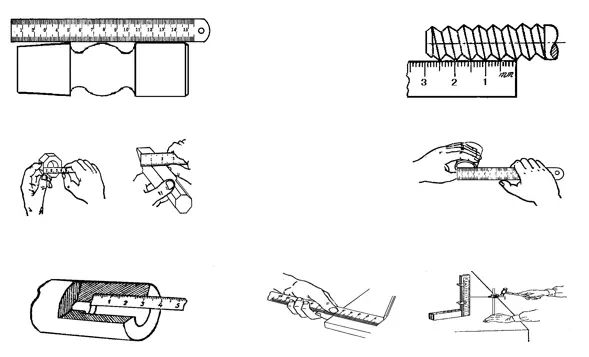
Una regla de acero es la herramienta de medición de longitud más sencilla que existe, y está disponible en cuatro tamaños: 150 mm, 300 mm, 500 mm y 1.000 mm. La siguiente imagen muestra una regla de acero de 150 mm de uso común.
Las reglas de acero se utilizan para medir las dimensiones longitudinales de las piezas, pero sus resultados de medición no son muy precisos. Esto se debe a que el espacio entre las marcas de una regla de acero es de 1 mm, y la anchura de cada marca oscila entre 0,1-0,2 mm.
Por lo tanto, al medir, puede haber errores de lectura significativos. Sólo pueden leerse valores milimétricos, y el valor de lectura más pequeño es de 1 mm. Los valores inferiores a 1 mm sólo pueden estimarse.
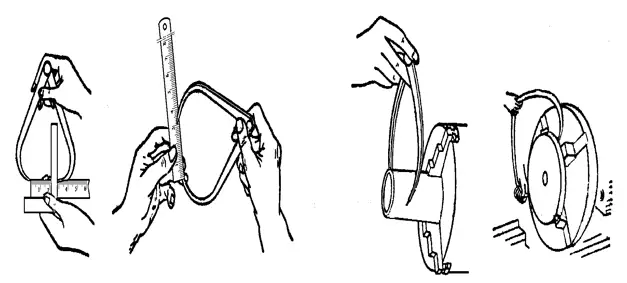
Método de utilización de una regla de acero.
a) Medir la longitud.
b) Medir el paso de rosca.
c) Medir la anchura.
d) Medir el diámetro interior.
e) Medir la profundidad.
f) Dibuja líneas.
Si se mide directamente el tamaño del diámetro (eje u orificio) de una pieza con una regla de acero, la precisión de la medición será menor. El motivo es que, además del gran error de lectura de la propia regla de acero, es difícil colocar la regla de acero en la posición correcta sobre el diámetro de la pieza.
Por lo tanto, para medir el tamaño del diámetro de las piezas, se puede utilizar en su lugar una combinación de regla de acero y calibres interior/exterior.
2. Calibre interior/exterior.
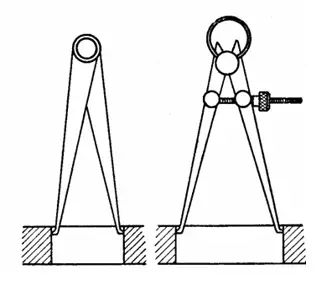
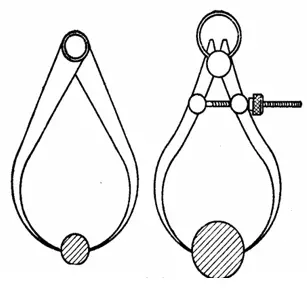
Existen dos tipos comunes de calibres, los interiores y los exteriores. Los calibres interiores suelen utilizarse para medir diámetros interiores y ranuras, mientras que los exteriores se emplean para medir diámetros exteriores.
No pueden leer directamente los resultados de la medición, sino que transfieren la medida de longitud a una regla de acero para su lectura o toman la medida requerida de la regla de acero y luego comprueban si el diámetro de la pieza es conforme.
Los calibres son herramientas de medición sencillas que se caracterizan por su simplicidad de estructura, facilidad de fabricación, bajo coste, mantenimiento y uso.
Se utilizan ampliamente para medir e inspeccionar piezas con requisitos dimensionales bajos, especialmente para medir e inspeccionar piezas de forja y fundición. Los calibres son la herramienta de medición más adecuada para estas aplicaciones.
Calibradores interiores
Calibre exterior
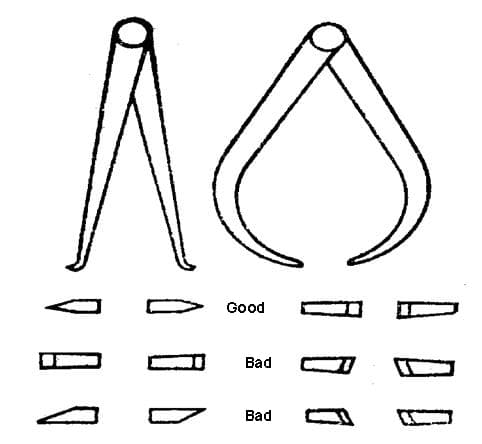
Comparación de la calidad de las formas de las mordazas de calibre.
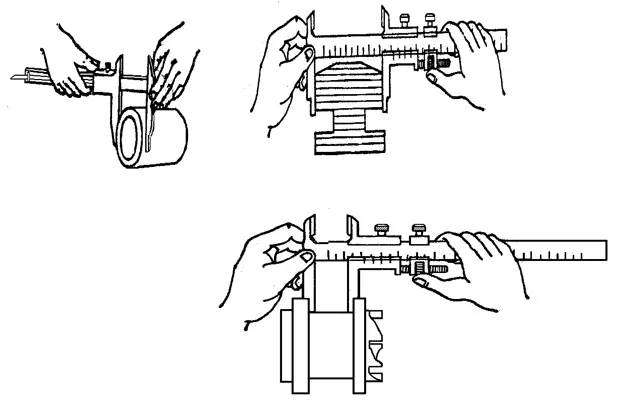
Método de toma de dimensiones y medidas con un calibre exterior sobre una regla de acero.
Método de medición con un calibre interior y toma de dimensiones en una regla de acero.
3. Palpador.
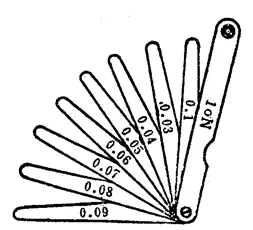
Galga de espesores, también conocida como galga de espesores o galga de separaciones.
Se utiliza principalmente para comprobar el tamaño de la separación entre dos superficies de contacto.
La galga de espesores está formada por muchas capas de chapas de acero de distintos grosores. Se agrupan en juegos y cada juego contiene varias galgas. Cada pieza de la galga de espesores tiene dos superficies de medición paralelas y marcas de espesor para uso combinado.
Durante la medición, se superponen una o varias piezas de la galga de espesores y se introducen en la ranura en función del tamaño de la ranura entre las superficies de contacto.
Por ejemplo, si una galga de 0,03 mm puede introducirse en el hueco mientras que una galga de 0,04 mm no puede, indica que el hueco está entre 0,03 mm y 0,04 mm, lo que convierte a la galga de espesores en un tipo de galga de límite.
Al utilizar una galga de espesores, deben tenerse en cuenta los siguientes puntos:
Seleccione el número adecuado de galgas en función de la separación entre las superficies de contacto, pero utilice el menor número posible de galgas.
No aplique demasiada fuerza durante la medición para evitar doblar o romper la galga de espesores.
No mida piezas con temperaturas elevadas.
2. Instrumento de medición con escala de nonio.
Los calibres Vernier son herramientas de medición fabricadas utilizando el principio de la escala Vernier. Incluyen calibre vernier, medidor de altura con escala vernier, medidor de profundidad con escala vernier, medidor de ángulos con transportador (como el transportador cónico universal) y calibre vernier de dientes de engranaje.
Estas herramientas se utilizan para medir el diámetro exterior, el diámetro interior, la longitud, la anchura, el grosor, la altura, la profundidad, el ángulo y el grosor de los dientes de los engranajes de las piezas y tienen una amplia gama de aplicaciones.
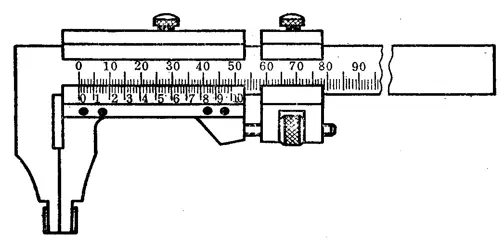
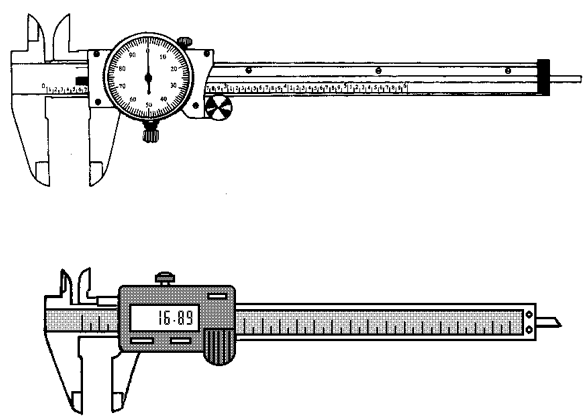
1. Calibre vernier
El calibre vernier es una herramienta de medición de uso común, que se caracteriza por su estructura sencilla, uso cómodo, precisión moderada y una amplia gama de tamaños medidos.
Puede utilizarse para medir el diámetro exterior, el diámetro interior, la longitud, la anchura, el grosor, la profundidad, la distancia entre orificios de piezas, etc., y tiene una amplia gama de aplicaciones.
Existen tres tipos de formas estructurales para el calibre vernier.
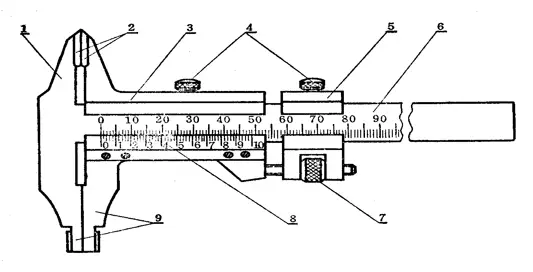
(1) Un calibre vernier con un rango de medición de 0 a 125 mm, que está hecho en forma de mandíbulas superior e inferior con forma de filo de cuchillo y equipado con un medidor de profundidad.
(2) Los calibres Vernier con rangos de medición de 0-200 mm y 0-300 mm pueden fabricarse en forma de mordazas inferiores con superficies de medición interna y externa y mordazas superiores con forma de cuchilla.
(3) Los calibres Vernier con rangos de medición de 0-200 mm y 0-300 mm también pueden fabricarse en forma de mordazas inferiores con sólo superficies de medición internas y externas.
El rango de medición y los valores de lectura correspondientes del calibre Vernier.
Rango de medición
Valor de lectura del cursor
Rango de medición
Valor de lectura del cursor
0~25
0.02 0.05 0.10
300~800
0.05 0.10
0~200
0.02 0.05 0.10
400~1000
0.05 0.10
0~300
0.02 0.05 0.10
600~1500
0.05 0.10
0~500
0.05 0.10
800~2000
0.10
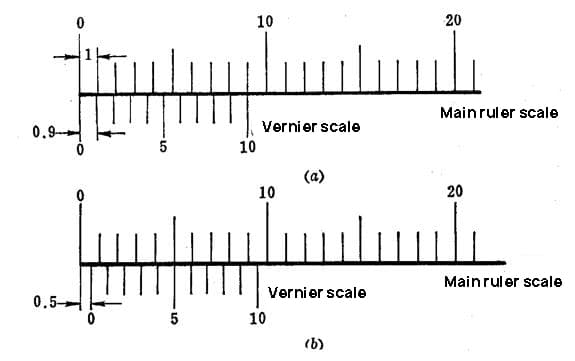
Principio y método de lectura del calibre Vernier.
Para un calibre Vernier con un valor de lectura de 0,1 mm, la distancia entre cada línea de la escala principal es de 1 mm.
Cuando la línea cero de la escala Vernier está alineada con la línea cero de la escala principal (las mordazas están cerradas), la 10ª línea de la escala Vernier apunta exactamente a 9 mm en la escala principal, mientras que ninguna de las otras líneas de la escala Vernier se alinea con ninguna línea de la escala principal.
El intervalo de medición del calibre vernier se calcula del siguiente modo:
Intervalo = 9mm ÷ 10 = 0,9mm
La diferencia entre el intervalo de la escala principal y el intervalo de la escala vernier es:
1 mm - 0,9 mm = 0,1 mm
Por lo tanto, la lectura mínima que puede obtenerse del calibre de nonio es de 0,1 mm, y no puede medirse un valor inferior.
Un calibre con una lectura de escala nonio de 0,05 mm.
Cuando las dos mordazas están cerradas y la distancia entre ellas es de 39 mm, como indica la escala principal, la escala nonio de este calibre se divide en 20 partes iguales. Por lo tanto, la distancia entre cada división en la escala vernier se calcula de la siguiente manera:
Distancia entre divisiones en la escala vernier = 39mm ÷ 20 = 1,95mm
La diferencia entre la distancia de dos divisiones de la escala principal (2 mm) y la distancia de una división de la escala vernier (1,95 mm) es:
2 mm - 1,95 mm = 0,05 mm
Por lo tanto, el valor mínimo de lectura de este calibre es de 0,05 mm.
Del mismo modo, si la escala vernier tiene 20 divisiones pero la distancia entre las mordazas es sólo de 19 mm según la escala principal, se aplica el mismo principio.
Un calibre con una lectura de escala nonio de 0,02 mm.
Cuando las dos mordazas están cerradas y la distancia entre ellas es de 49 mm, como indica la escala principal, la escala nonio de este calibre se divide en 50 partes iguales. Por lo tanto, la distancia entre cada división de la escala vernier se calcula de la siguiente manera:
Distancia entre divisiones en la escala vernier = 49mm ÷ 50 = 0,98mm
La diferencia entre la distancia de una división de la escala principal (1 mm) y la distancia de una división de la escala vernier (0,98 mm) es:
1 mm - 0,98 mm = 0,02 mm
Por lo tanto, el valor mínimo de lectura de este calibre es de 0,02 mm.
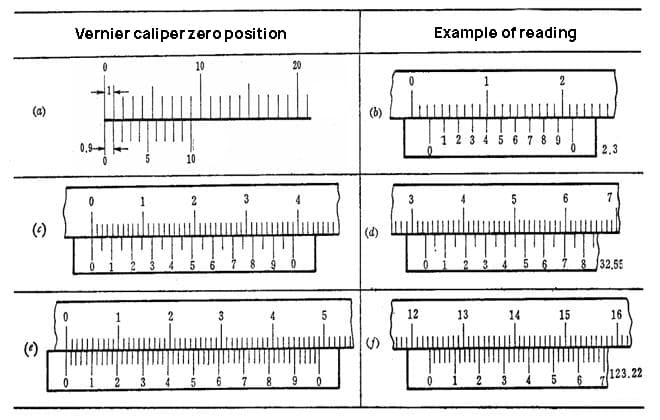
(a) Un calibre con una escala de lectura de 0,1 mm.
(b) Un calibre con una lectura de escala nonio de 0,05 mm.
(c) Un calibre con una lectura de escala nonio de 0,02 mm.
La precisión de medición del calibre Vernier.
Al medir o inspeccionar el tamaño de una pieza, es necesario seleccionar una herramienta de medición adecuada en función de los requisitos de precisión del tamaño de la pieza. El calibre Vernier es una herramienta de medición de precisión media, que sólo es adecuada para medir e inspeccionar dimensiones de precisión media.
No es razonable utilizar el calibre Vernier para medir piezas en bruto o dimensiones con elevados requisitos de precisión.
El primero puede dañar fácilmente la herramienta de medición, mientras que el segundo no puede satisfacer la precisión de medición requerida, ya que todas las herramientas de medición tienen ciertos errores de indicación, que se enumeran en la tabla siguiente.
Valor de lectura
Error total de indicación
0.02
±0.02
0.05
±0.05
0.10
±0.10
El error de indicación del calibre Vernier se debe a la precisión de fabricación del propio calibre. Por muy correctamente que se utilice, el calibre puede seguir produciendo estos errores.
Por ejemplo, cuando se utiliza un calibre Vernier con un valor de lectura de 0,02 mm y un error de indicación de ±0,02 mm para medir un eje con un diámetro de 50 mm, si la lectura del calibre es 50,00 mm, el diámetro real puede ser 50,02 mm o 49,98 mm.
Cuando se utilizan calibres Vernier para medir tamaños de piezas, deben tenerse en cuenta los siguientes puntos:
1. Antes de medir, el calibre debe limpiarse e inspeccionarse para asegurarse de que ambas superficies de medición y los bordes de medición están planos y sin daños. Cuando las dos mordazas estén bien ajustadas, no debe haber ninguna separación evidente, y las líneas de marca cero del nonio y de la escala principal deben estar alineadas entre sí. Este proceso se denomina comprobación de la posición cero del calibre vernier.
2. Al mover el bastidor de la pinza, éste debe moverse suavemente, sin estar demasiado suelto ni demasiado apretado, y no debe haber sacudidas. Al fijar el marco de la pinza con un tornillo de fijación, las lecturas de la pinza no deben cambiar. Cuando mueva el marco de la pinza, no olvide aflojar el tornillo de fijación, y no lo afloje demasiado para no perder el control.
3. Al medir las dimensiones externas de las piezas medidas, la línea de unión entre las dos caras de medición del calibre debe ser perpendicular a la superficie que se está midiendo y no debe estar torcida. Durante la medición, el calibre puede mecerse suavemente para alinearlo verticalmente. Nunca ajuste las dos mordazas del calibre para que estén cerca o incluso por debajo del tamaño medido y fuerce el calibre sobre la pieza. Si lo hace, las mordazas se deformarán o las superficies de medición se desgastarán prematuramente, con lo que el calibre perderá la precisión necesaria.
Método de medición correcto
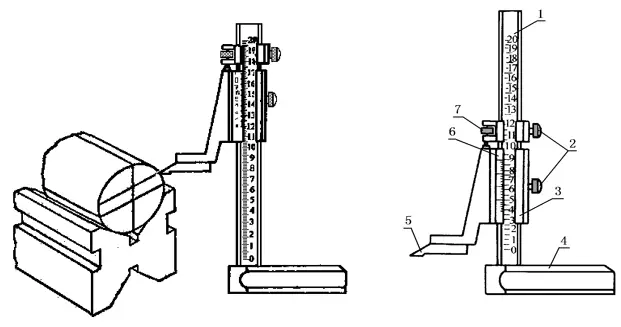
2. Calibre de altura Calibre Vernier
El calibrador de altura Vernier Caliper, como se muestra en la imagen, se utiliza para medir la altura de las piezas y el marcado de precisión.
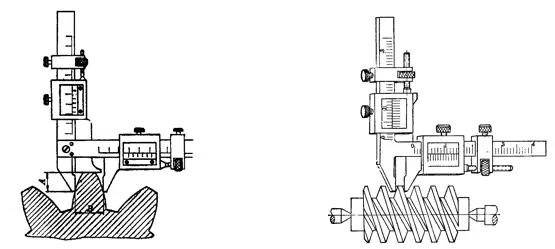
3. Medidor de profundidad Calibre Vernier
El calibrador de profundidad Vernier Caliper, como se muestra en la imagen, se utiliza para medir la dimensión de profundidad o la altura del escalón y la profundidad de la ranura de las piezas.
4. Calibre vernier con espesor de diente
El calibre Vernier de espesor de diente se utiliza para medir el espesor del diente cordal y el tope del diente cordal de engranajes (o ruedas helicoidales). Este tipo de calibre Vernier consta de dos escalas principales perpendiculares, cada una con su propia escala Vernier.
Todos los tipos de calibres Vernier mencionados anteriormente comparten un problema común, y es que las lecturas no son muy claras y pueden malinterpretarse fácilmente. A veces, es necesario utilizar una lupa para ampliar la porción de lectura.
Para eliminar el error de paralaje causado por la inclinación de la línea de visión durante la lectura, algunos calibres están equipados con micrómetros, convirtiéndose en calibres micrométricos, que facilitan la lectura precisa y mejoran la exactitud de la medición.
También existe un tipo de calibre Vernier con dispositivo de visualización digital, que muestra directamente en números las dimensiones medidas en la superficie de la pieza. Su uso es sumamente cómodo.
3. Micrómetro de rosca
Instrumentos fabricados según el principio de rosca micrómetro se denominan micrómetros de rosca. Tienen una mayor precisión de medición que los calibres Vernier y son más flexibles a la hora de medir, por lo que suelen utilizarse cuando se requiere una gran precisión de mecanizado.
Los micrómetros de rosca de uso común tienen escalas con graduaciones de centésimas de milímetro (0,01 mm) y milésimas de milímetro (0,001 mm).
Actualmente, en los talleres se utiliza un gran número de micrómetros de rosca con escala de lectura de centésimas de milímetro (0,01 mm).
Existen muchos tipos de escalas de lectura de centésimas de milímetro, que se utilizan habitualmente en los talleres de mecanizado mecánico, como micrómetros de diámetro exterior, micrómetros de diámetro interior, micrómetros de profundidad, micrómetros de rosca y micrómetros de espesor de dientes de engranaje.
Se utilizan respectivamente para medir o inspeccionar el diámetro exterior, el diámetro interior, la profundidad, el espesor, el punto medio de la rosca y la longitud normal del engranaje.
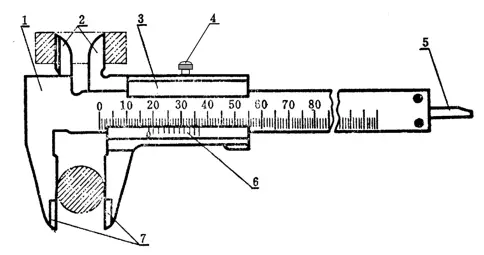
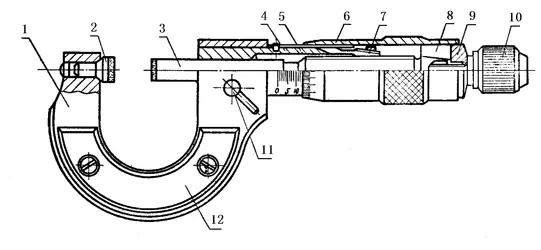
1. Estructura del Micrómetro de Diámetro Exterior
Micrómetro de diámetro exterior 0-25 mm
1. 1. Bastidor; 2. Yunque de medición fijo; 3. Tornillo de medición; 4. Manguito roscado del husillo; 5. Manguito de escala fija; 6. Manguito Vernier; 7. Tuerca de ajuste; 8. Conector; 9. Arandela; 10. Dispositivo de fuerza de medición; 11. Tornillo de bloqueo; 12. Placa aislante.
Método de lectura del calibre Vernier
La escala circular del micrómetro está marcada con 50 líneas equidistantes, y cuando el micrómetro gira una vuelta completa, el tornillo de medición avanza o retrocede 0,5 mm.
Cuando el cañón del micrómetro gira una pequeña división sobre su propia escala circular, la distancia entre las dos superficies de medición que giran es:
0,5 ÷ 50 = 0,01 (mm).
Por lo tanto, se puede saber que el mecanismo de lectura en espiral del calibre de nonio puede leer correctamente el valor de 0,01 mm, lo que significa que el valor de lectura del calibre de nonio es de 0,01 mm.
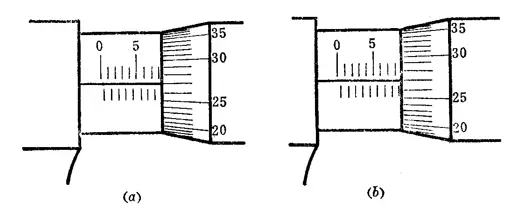
El método de lectura específico del calibre vernier puede dividirse en tres pasos:
(1) Lea el tamaño de la línea de graduación expuesta en el manguito fijo, y asegúrese de prestar atención para no perderse el valor de la línea de graduación de 0,5 mm que debe leerse.
(2) Lea el tamaño en el barril micrométrico, y vea qué división de la circunferencia del barril micrométrico se alinea con el punto de referencia de la línea central del manguito fijo. Multiplique el número de divisiones por 0,01 mm para obtener el tamaño en el barril micrométrico.
(3) Sume los dos números anteriores para obtener el tamaño medido en el calibre vernier.
Como se muestra en la figura (a), el tamaño leído en el manguito fijo es de 8 mm, y el tamaño leído en el barril micrométrico es de 27 (divisiones) x 0,01 mm = 0,27 mm. Sumando los dos números anteriores se obtiene un tamaño medido de la pieza que se está inspeccionando de 8,27 mm.
En la figura (b), el tamaño leído en el manguito fijo es de 8,5 mm, y el tamaño leído en el cañón del micrómetro es de 27 (divisiones) x 0,01 mm = 0,27 mm. Sumando los dos números anteriores se obtiene un tamaño medido de la pieza que se está inspeccionando de 8,77 mm.
Cuando utilice un calibre de nonio para medir las dimensiones de una pieza, preste atención a los siguientes puntos:
(1) Antes de utilizarlo, limpie las dos caras de medición del calibre de nonio y gire el dispositivo de fuerza de medición para que las dos caras de medición entren en contacto (si el límite superior de medición es superior a 25 mm, inserte un calibre de ajuste o el bloque de tamaño correspondiente entre las dos caras de medición), y no debe haber ningún hueco ni fenómeno de fuga de luz en la superficie de contacto. Al mismo tiempo, alinee el micrómetro y el manguito fijo brevemente a cero.
(2) Al girar el dispositivo de medición de la fuerza, el micrómetro debe poder moverse libremente a lo largo del manguito fijo sin atascos ni rigidez.
(3) Antes de la medición, limpie la superficie medida de la pieza para evitar que la presencia de suciedad afecte a la precisión de la medición. No está en absoluto permitido utilizar un calibre de nonio para medir superficies con abrasivo, para evitar dañar la precisión de la superficie de medición. Tampoco es correcto medir piezas con superficies rugosas con un calibre de vernier, ya que puede provocar un desgaste prematuro de las caras de medición.
(4) Cuando utilice un calibre vernier para medir una pieza, sujete la tapa giratoria del dispositivo de fuerza de medición para girar el tornillo del micrómetro, de modo que la cara de medición mantenga la presión de medición estándar, es decir, cuando oiga un sonido de "clic", que indica que la presión es la adecuada, y pueda empezar a leer la medición. Asegúrese de evitar errores de medición causados por una presión de medición desigual.
(5) Cuando utilice un calibre vernier para medir piezas, asegúrese de que el tornillo micrométrico está alineado con la dirección de la pieza que se está midiendo.
(6) Al medir una pieza con un calibre de nonio, es mejor leer la medición mientras aún está en la pieza y luego retirar el calibre después de liberar la presión. Esto puede reducir el desgaste de las caras de medición.
(7) Al leer el valor de medición en el calibre de nonio, preste especial atención a no equivocarse en la lectura de 0,5 mm.
(8) Para obtener resultados de medición precisos, se recomienda realizar una segunda medición en la misma posición.
(9) En el caso de piezas anormalmente calientes, no realice mediciones para evitar errores de lectura.
(10) Cuando utilice un calibre vernier exterior con una mano, sujete el manguito móvil con el pulgar y el índice o el dedo corazón, enganche el dedo meñique en el marco y presiónelo contra la palma de la mano. A continuación, gire el dispositivo de medición de la fuerza con los dedos pulgar e índice para realizar la medición.
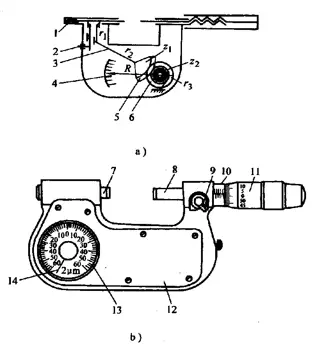
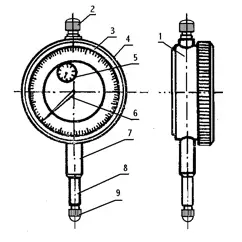
Indicador dial de palanca
El reloj comparador de palanca, también conocido como reloj comparador, es un instrumento de medición de precisión compuesto por la parte micrométrica de un micrómetro de exteriores y el mecanismo indicador de un medidor de profundidad de palanca.
Un reloj comparador, también conocido como reloj comparador, es la herramienta principal utilizada para encontrar el centro de un eje u otra pieza cilíndrica. Mide pequeñas distancias lineales y proporciona lecturas precisas para garantizar la alineación y la precisión durante los procesos de mecanizado.
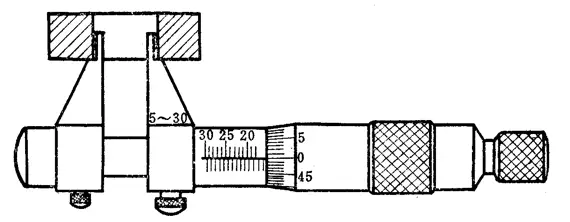
Calibre Vernier interior
El calibre interior, como se muestra en la imagen, se lee utilizando el mismo método que el calibre exterior.
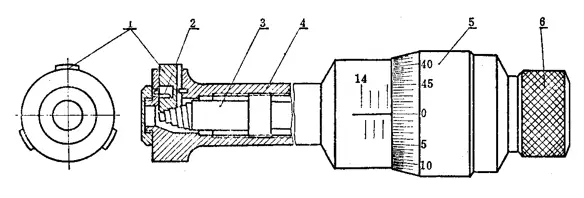
Calibre de profundidad Vernier
El calibre de profundidad, como se muestra en la imagen, se utiliza para medir pequeños diámetros interiores y anchuras de ranuras en superficies internas. Su característica es que es fácil encontrar el diámetro correcto de un orificio interno y es cómodo de usar para medir.
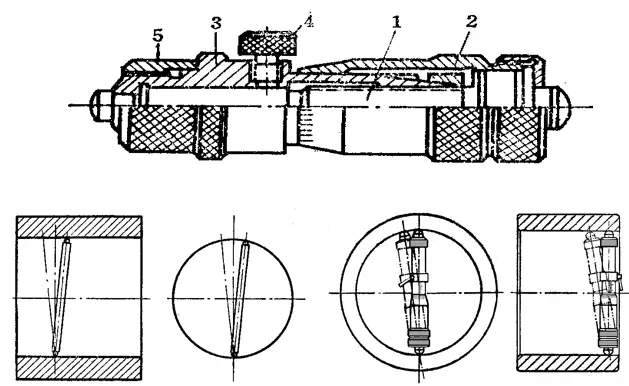
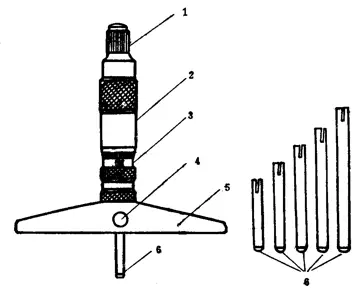
Micrómetro de interiores de tres mordazas
El micrómetro de interiores de tres mordazas es adecuado para medir con precisión el diámetro interior de orificios pequeños y medianos, especialmente para medir el diámetro de orificios profundos.
El rango de medición (mm) incluye: 6-8, 8-10, 10-12, 11-14, 14-17, 17-20, 20-25, 25-30, 30-35, 35-40, 40-50, 50-60, 60-70, 70-80, 80-90, 90-100.
La posición cero del micrómetro de interiores de tres mordazas debe calibrarse en el interior de un orificio normalizado.
Calibre Vernier de engranajes
El calibre de dientes de engranaje, como se muestra en la imagen, se utiliza principalmente para medir las longitudes de dos líneas normales diferentes en los engranajes cilíndricos de engrane exterior.
También puede utilizarse para comprobar las dimensiones de la forma original de un engranaje a lo largo de su línea normal cuando se inspecciona la precisión de una máquina de tallado de engranajes.
Su estructura es similar a la del calibre vernier exterior, salvo que tiene dos mordazas de medición (caras de medición) con planos precisos instalados en la superficie de medición en lugar de las caras de medición originales.
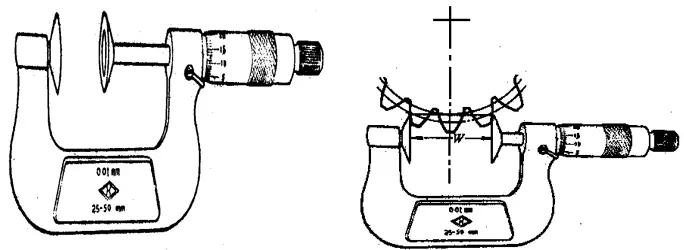
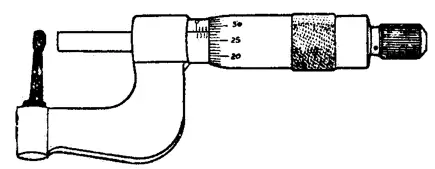
Espesor de pared Calibre Vernier
El calibre de espesor de pared, como se muestra en la imagen, se utiliza principalmente para medir el espesor de pared de piezas tubulares de precisión. Las caras de medición del calibre de espesores de pared están incrustadas con aleación dura para mejorar su vida útil.
Rango de medición (mm): 0-10, 0-15, 0-25, 25-50, 50-75, 75-100. Valor de lectura (mm) 0,01
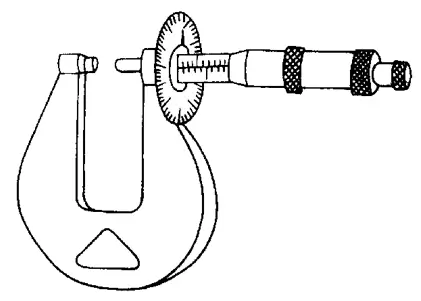
Calibre Vernier de Espesor
El calibre de espesores, como se muestra en la imagen, se utiliza principalmente para medir la dimensión del espesor de chapa metálica.
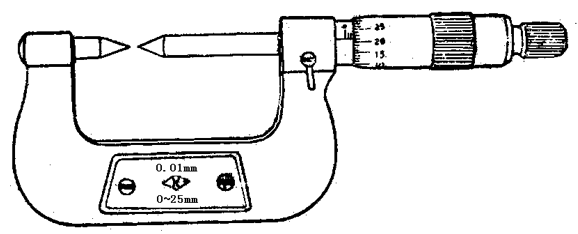
Calibre Vernier de boca puntiaguda
El calibre de vernier de mordazas puntiagudas, como se muestra en la imagen, se utiliza principalmente para medir el grosor, la longitud, el diámetro y las pequeñas ranuras de las piezas. Por ejemplo, puede utilizarse para medir el diámetro de la ranura de brocas y machos de roscar pares.
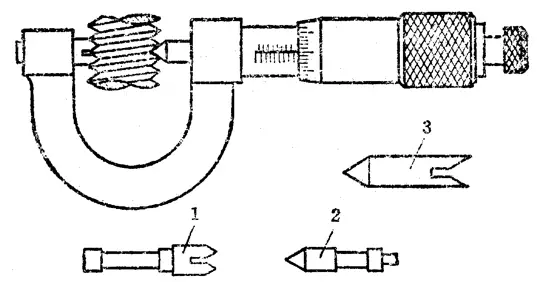
Calibre Vernier de rosca
El calibre de rosca, como se muestra en la imagen, se utiliza principalmente para medir el diámetro de paso de una rosca estándar.
1, 2 Cabezal de medición de dos puntos 3. Anillo de ajuste
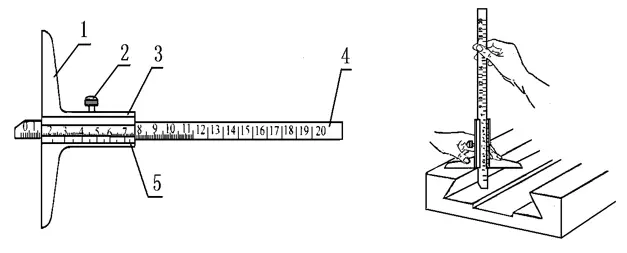
Calibre de profundidad Vernier
El calibre de profundidad, como se muestra en la imagen, se utiliza para medir la profundidad de los orificios, la profundidad de las ranuras, la altura de los escalones y otras dimensiones. Su estructura es similar a la de un calibre vernier exterior, salvo que tiene una base en lugar de un marco y una cara de medición.
Medidor de fuerza
Reloj comparador
Manguito fijo
Dispositivo de bloqueo
Placa base
Barra de medición.
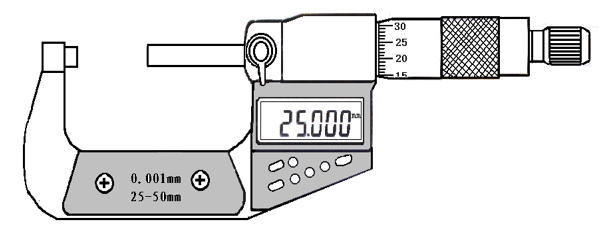
Calibre Vernier Digital Exterior
Recientemente, los calibres vernier exteriores digitales están ganando popularidad en China debido a su facilidad de uso. Estos calibres muestran las lecturas digitalmente, lo que elimina la necesidad de interpretación manual.
Algunos calibres digitales también tienen un manguito fijo con marcas que permiten lecturas tan pequeñas como 0,002 mm o incluso 0,001 mm utilizando un cursor graduado.
4. Bloque calibrador
Uso y precisión de los bloques calibradores
El bloque calibre, también conocido como "bloque calibre", es la herramienta de medición más fundamental utilizada en la industria de fabricación de maquinaria. Sirve de intermediario para transferir medidas entre una longitud estándar y las dimensiones de una pieza.
Los bloques calibradores son la referencia para la medición de longitudes en la medición técnica debido a su gran precisión.
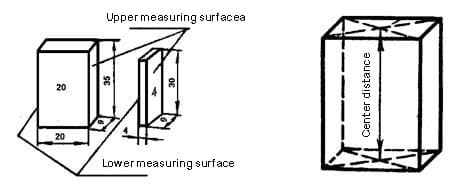
La dimensión útil de un bloque de medición no se refiere a la distancia entre dos superficies de medición cualesquiera, ya que estas superficies no son absolutamente paralelas.
Por lo tanto, el tamaño de trabajo de un bloque de calibre se refiere a su longitud central, que es la distancia vertical desde el centro de una superficie de medición a la superficie de unión (cuya calidad superficial es coherente con la del bloque de calibre) de la otra superficie de medición.
Cada bloque de calibre está marcado con su tamaño de trabajo: cuando el tamaño del bloque de calibre es igual o superior a 6 mm, la marca de trabajo está en una superficie que no es de trabajo; cuando el bloque de calibre es inferior a 6 mm, el tamaño de trabajo está marcado directamente en la superficie de medición.
Los bloques de calibre se clasifican en cinco grados de precisión en función de la exactitud de sus medidas de trabajo (es decir, longitudes centrales) y de la exactitud del paralelismo de planitud entre las dos superficies de medición.
Estos grados son 00, 0, 1, 2 y 3. La precisión del bloque de calibre de grado 0 es la más alta, con tamaños de trabajo y paralelismo de planitud muy precisos, y un error de sólo unas micras. Suelen utilizarlos los institutos de metrología provinciales y municipales para calibrar instrumentos de precisión.
La precisión del bloque de calibre de 1 grado es ligeramente inferior, seguido del bloque de calibre de 2 grados. La precisión del bloque de calibre de 3 grados es la más baja, y suele utilizarse en las estaciones de medición de fábricas o talleres para calibrar las herramientas de medición de precisión de uso común.
Los bloques de calibre son estándares dimensionales precisos difíciles de fabricar.
Para garantizar que los bloques de calibre con mayores desviaciones en los tamaños de trabajo puedan seguir utilizándose como patrones de longitud precisos, sus tamaños de trabajo pueden verificarse con mayor precisión, y el valor de corrección de la calibración del bloque de calibre se añade durante el uso.
Aunque este método puede ser más complicado de utilizar, permite que los bloques de calibre con mayores desviaciones sigan utilizándose como patrones dimensionales precisos.
Los bloques calibradores son herramientas de medición precisas, por lo que conviene tener en cuenta los siguientes puntos a la hora de utilizarlos:
Antes de utilizarlo, elimine el aceite antioxidante con gasolina y, a continuación, límpielo con una gamuza limpia o un paño suave. No utilice hilo de algodón para limpiar la superficie de trabajo del bloque calibrador para evitar dañar la superficie de medición.
No manipule directamente el bloque de manómetros limpio con las manos; en su lugar, colóquelo sobre un paño suave antes de manipularlo. Si debe manipular el bloque de manómetros con las manos, láveselas primero y sujete el bloque sobre su superficie no operativa.
Cuando coloque el bloque calibrador sobre un banco de trabajo, la superficie no operativa del bloque debe estar en contacto con la superficie de trabajo. No coloque el bloque calibrador sobre planos porque los productos químicos residuales en la superficie del plano pueden provocar la oxidación del bloque calibrador.
No empuje ni frote la superficie de trabajo del bloque calibrador contra la superficie de no trabajo para evitar rayar la superficie de medición.
Después del uso, limpie el bloque con gasolina, séquelo con un paño suave, aplique aceite antioxidante y guárdelo en una caja especial. Si se requiere un uso frecuente, el bloque de manómetros puede almacenarse en un cilindro de secado después de limpiarlo sin aplicar aceite antioxidante.
No está en absoluto permitido mantener los bloques de calibre unidos durante mucho tiempo para evitar daños innecesarios causados por la unión de metales.
5. Herramientas de medición indicadoras
Las herramientas de medición indicadoras son instrumentos de medición que indican los resultados de la medición mediante un puntero.
Las herramientas de medición indicadoras que se utilizan habitualmente en los talleres son los relojes comparadores, los relojes comparadores digitales, los relojes comparadores de palanca y los relojes comparadores de diámetro interior.
Se utilizan principalmente para calibrar la posición de instalación de las piezas, comprobar la precisión de la forma y la precisión de la posición mutua de las piezas, así como para medir el diámetro interior de las piezas, etc.
Los relojes comparadores y los indicadores digitales se utilizan para calibrar las posiciones de instalación de piezas o dispositivos, así como para comprobar la precisión de forma o la precisión de posición mutua de las piezas.
No hay mucha diferencia en el principio estructural entre ellos, salvo que la precisión de lectura de los indicadores digitales es mayor. El valor de lectura de un indicador digital es de 0,001 mm, mientras que el de un reloj comparador es de 0,01 mm.
Los relojes comparadores y los indicadores digitales se dividen en tres grados de precisión: 0, 1 y 2, siendo el grado 0 el de mayor precisión. Cuando utilice relojes comparadores o indicadores digitales, debe elegir el grado de precisión y el rango de medición adecuados en función de los requisitos de forma y precisión de la pieza.
Cuando utilice relojes comparadores o indicadores digitales, preste atención a lo siguiente:
(1) Antes del uso, compruebe la flexibilidad de la varilla de medición. Empuje suavemente la varilla de medición, y debe moverse con flexibilidad dentro del manguito sin ningún atasco. Después de cada relajación, la aguja debe volver a su posición original.
(2) Cuando se utilice un reloj comparador o un indicador digital, debe fijarse en un soporte fiable. sujeción (como un soporte de mesa universal o una base magnética). El dispositivo de sujeción debe colocarse de forma estable para evitar resultados de medición imprecisos o dañar el reloj comparador debido a la inestabilidad.
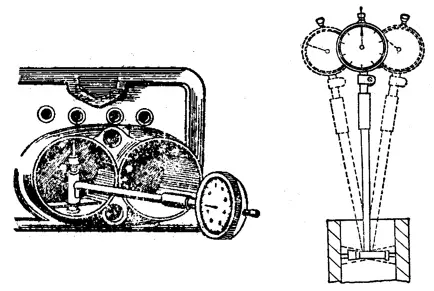
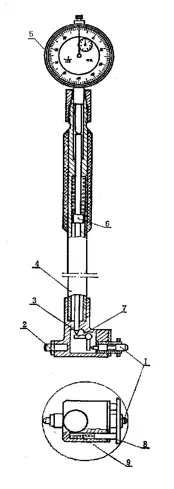
Indicador de diámetro interior:
Un indicador de diámetro interno es una combinación de un bastidor tipo palanca de medición interna y un reloj comparador, como se muestra en la figura. Se utiliza para medir o comprobar el orificio interior, el diámetro del orificio profundo y la precisión de la forma de las piezas.
6. Herramientas de medición de ángulos
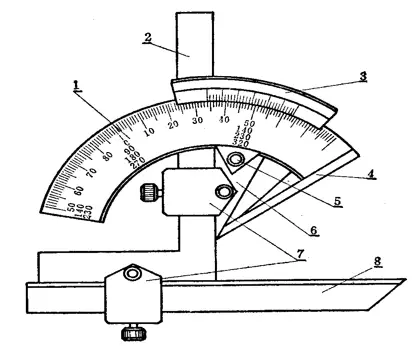
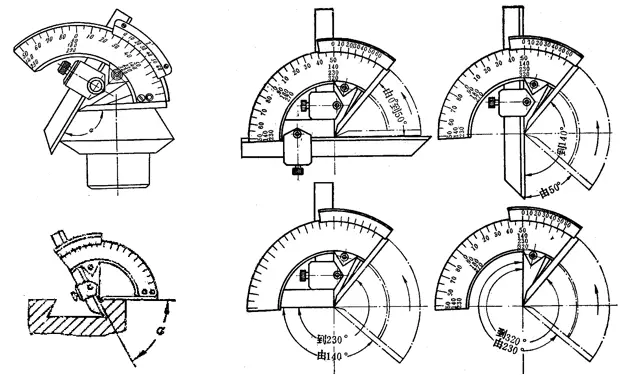
Regla angular universal:
Una regla angular universal es una herramienta de medición de ángulos que se utiliza para medir los ángulos interiores y exteriores de piezas de precisión o para trazar líneas angulares. Incluye un transportador y una regla angular universal.
Las líneas de escala de la base de la regla angular universal están marcadas cada 1º. Como hay 30 cuadrículas en el cursor, el ángulo total cubierto por ellas es de 29º.
Por lo tanto, la diferencia de grados entre cada línea de la cuadrícula es:
Sí, la precisión de la regla angular universal es de 2′.
Regla angular universal
El método de lectura de la regla angular universal es similar al de un calibre vernier. En primer lugar, lea el valor del ángulo antes de la línea cero del cursor y, a continuación, lea el valor de los "minutos" en la escala del cursor. La suma de estos dos valores es el valor angular medido de la pieza.
En la regla angular universal, la regla base 4 se fija en la base, y la regla angular 2 se fija en la placa circular con un bloque de bloqueo 7. La regla móvil 8 se fija en la regla angular mediante un bloque de bloqueo.
Si se retira la regla angular 2, la regla recta 8 puede fijarse en la placa circular. Dado que la regla angular 2 y la regla recta 8 pueden moverse e intercambiarse, la regla angular universal puede medir cualquier ángulo de 0° a 320°, como se muestra en la siguiente figura.
Como se muestra en la figura anterior, cuando la regla angular y la regla recta están completamente ensambladas, la regla angular universal puede medir ángulos exteriores de 0° a 50°.
Cuando sólo está instalada la regla recta, puede medir ángulos de 50° a 140°. Cuando sólo está instalada la regla angular, puede medir ángulos de 140° a 230°.
Cuando se eliminan tanto la regla angular como la regla recta, puede medir ángulos de 230° a 320° (es decir, ángulos interiores de 40° a 130°).
En las líneas de escala de la base de la regla angular universal, las marcas angulares básicas sólo van de 0° a 90°. Si el ángulo que se mide es superior a 90°, deberá añadirse un valor base (90°, 180°, 270°) a la lectura. Cuando el rango del ángulo medido es:
90° a 180°, el ángulo medido = 90° + lectura de la herramienta de medición de ángulos
180° a 270°, el ángulo medido = 180° + lectura de la herramienta de medición de ángulos
270° a 320°, el ángulo medido = 270° + lectura de la herramienta de medición de ángulos
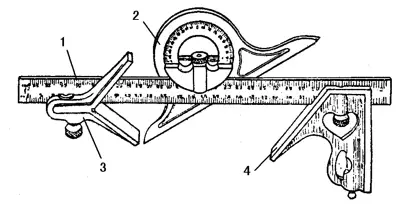
Transportador cónico universal
El transportador de ángulos universal se muestra en la figura. Se utiliza principalmente para medir ángulos generales, longitudes, profundidades, horizontalidad, así como para localizar el centro en piezas de trabajo circulares.
También se conoce como regla angular universal de acero, transportador angular universal y regla angular combinada. Consta de una regla de acero (1), un transportador móvil (2), un medidor de ángulos central (3) y un medidor de ángulos fijo (4). La longitud de la regla de acero es de 300 mm.
1- Regla de acero
2- Transportador móvil
3- Medidor de ángulo central
4- Medidor de ángulo fijo
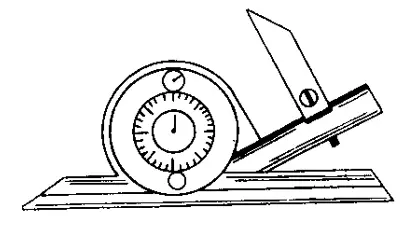
Transportador con escala Vernier
El transportador con escala de nonio se muestra en la figura. Se utiliza para medir cualquier ángulo, y tiene una mayor precisión de medición que un transportador general. El rango de medición es de 4×90º, con un valor de lectura de 2′ y 5′, y un rango de 0-360º con un valor de graduación de 5′.
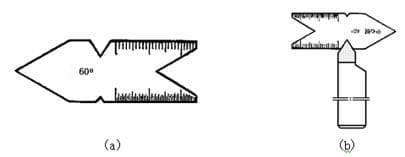
Medidor central
El calibrador central se muestra en la figura (a). Se utiliza principalmente para inspeccionar el ángulo de las roscas y las herramientas de roscado (mostrado en la figura (b)), y para corregir la posición de las herramientas de roscado durante la instalación.
Cuando se cortan roscas, se plantean requisitos más estrictos para la instalación de herramientas de roscado con el fin de garantizar la forma correcta de los dientes. En el caso de las roscas triangulares, se exige que la forma de sus dientes sea simétrica y perpendicular al eje de la pieza, es decir, que los dos semiángulos sean iguales.
Para igualar los dos medios ángulos durante la instalación, se puede utilizar la galga de centrado como se muestra en la figura 6-9. También se puede comprobar la precisión de la aguja superior del torno. Viene en dos especificaciones: 55º y 60º.
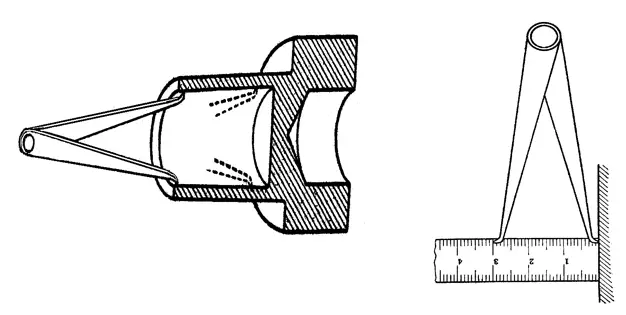
La barra senoidal es una herramienta de medición utilizada para comprobar con precisión los ángulos y conicidades de piezas y calibres. Se mide utilizando la relación trigonométrica del seno, de ahí su nombre de barra senoidal o regla senoidal.
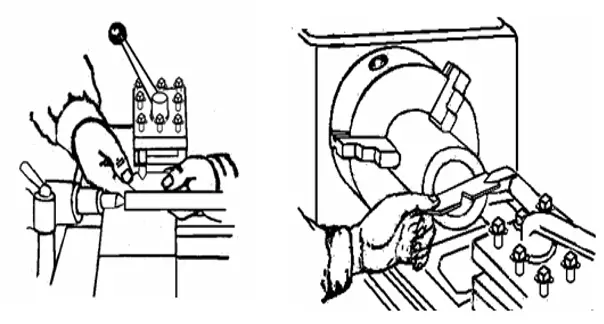
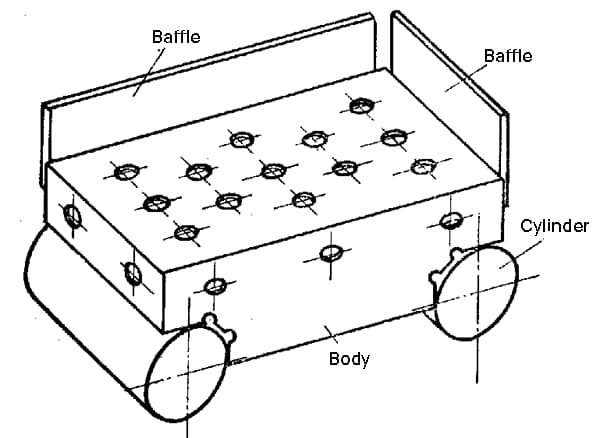
El cuerpo principal de la barra sinusoidal tiene superficies de trabajo de precisión y dos cilindros de precisión, y puede equiparse con cuatro topes (sólo dos de los cuales están instalados cuando se utiliza) perpendiculares entre sí como placas de posicionamiento para colocar piezas durante la medición.
Hay dos tipos de barras senoidales domésticas: anchas y estrechas.
La siguiente figura es un diagrama esquemático de la medición del ángulo de conicidad de un calibre de tapón cónico utilizando una barra sinusoidal.
Cuando se utiliza una barra sinusoidal para medir el ángulo de una pieza, como un calibre de tapón cónico, primero se coloca la barra sinusoidal en una plataforma de precisión y se coloca la pieza que se va a medir en la superficie de trabajo de la barra sinusoidal, con la superficie de posicionamiento de la pieza que se va a medir plana contra el tope de la barra sinusoidal (como la cara frontal del calibre de tapón cónico contra el tope frontal de la barra sinusoidal).
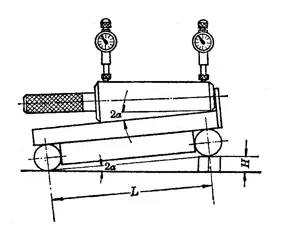
Coloque un bloque calibrador bajo uno de los cilindros de la barra sinusoidal y utilice un reloj comparador para comprobar la altura de la pieza en toda su longitud.
Ajuste el tamaño del bloque calibrador de forma que la lectura del reloj comparador sea la misma en toda la longitud de la pieza. En este punto, puede utilizar la fórmula del seno de un triángulo rectángulo para calcular el ángulo de la pieza.
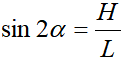
Fórmula sinusoidal:
Dónde:
sin es el símbolo de la función seno,
2α es el ángulo de conicidad (en grados) del cono,
H es la altura (mm) del bloque calibrador,
L es la distancia central (mm) entre los dos cilindros de la barra sinusoidal.
Por ejemplo, al medir el ángulo de conicidad de un calibre de macho cónico utilizando una barra sinusoidal estrecha con una distancia central L=200mm, y cuando el bloque del calibre se coloca debajo de un cilindro con una altura H=10,06mm, el reloj comparador da la misma lectura en toda la longitud del calibre de macho cónico. En este momento, el cálculo del ángulo de conicidad del calibrador de tapón cónico es el siguiente:
Consultando la tabla de la función seno, obtenemos 2α=2º53′. Por lo tanto, el ángulo de conicidad real del calibre de tapón cónico es de 2º53′.
Soporte de medición angular de herramientas
En ángulo de la herramienta El soporte de medición es un instrumento especial utilizado para medir los ángulos de las herramientas de corte. Consta de una base 1, un tablero indicador 2, una plataforma 3, un bloque de posicionamiento 4, un puntero 5, una placa sectorial 6, una columna 7 y una tuerca 8. La base 1 tiene forma de disco con escalas de 100° a ambos lados de la línea cero. La plataforma 3 puede girar a izquierda y derecha alrededor del eje Z de la base, y el ángulo de giro puede indicarse mediante el tablero indicador 2 fijado en la parte inferior de la plataforma. La placa del sector 6 tiene escalas de ±45°. El puntero 5 puede girar alrededor de su eje, y el ángulo de giro puede indicarse en la escala de la placa de sector. El extremo inferior del puntero 5 es una placa de medición, que tiene una cuchilla inferior A, una cuchilla derecha B, una cuchilla izquierda C y una superficie de medición frontal D. La columna 7 tiene roscas. Girando la tuerca 8 se puede mover la placa de sector 6 hacia arriba y hacia abajo.
7. Nivel de burbuja
El nivel de burbuja es una herramienta de medición comúnmente utilizada para medir cambios de ángulo. Se utiliza principalmente para medir la posición horizontal de las piezas de la máquina entre sí y la planitud, rectitudy la perpendicularidad de los equipos durante la instalación. También puede medir la pequeña inclinación de las piezas.
Los niveles de burbuja más utilizados son los niveles de burbuja de línea, los niveles de burbuja de marco, los niveles de burbuja de colimador óptico digital, etc.
Nivel de burbuja de línea
La siguiente figura muestra un nivel de burbuja lineal común utilizado por los mecánicos. El nivel de burbuja lineal consta de una superficie base en forma de V como superficie de trabajo y un nivel (comúnmente conocido como burbuja) paralelo a la superficie de trabajo. Tanto la planitud de la superficie de trabajo como el paralelismo del nivel con la superficie de trabajo son muy precisos.
Cuando la superficie de la base del nivel de burbuja se coloca en una posición horizontal precisa, la burbuja del nivel se encuentra en la posición media (es decir, la posición horizontal).
Cuando hay una pequeña diferencia entre la superficie de la base del nivel de burbuja y la posición horizontal (es decir, cuando los dos extremos de la superficie de la base del nivel de burbuja están a alturas diferentes), la burbuja del nivel siempre se desplaza hacia el lado más alto del nivel por efecto de la gravedad, que es el principio de utilización del nivel de burbuja.
Cuando la diferencia de altura entre los dos extremos es pequeña, la burbuja también se mueve sólo ligeramente, pero cuando la diferencia de altura entre los dos extremos es grande, el movimiento de la burbuja también es grande, y la diferencia de altura entre los dos extremos se puede leer en la escala del nivel.
Especificaciones del medidor de nivel:
Variedades
Dimensiones totales (mm)
Valor de graduación
largo
ancho
alta
grupo
(mm/m)
Tipo de caja
100
25~35
100
I
0.02
150
30~40
150
200
35~40
200
250
40~50
250
II
0.03~0.05
300
300
Forma de la barra
100
30~35
35~40
150
35~40
35~45
200
40~45
40~50
Ⅲ
0.06~0.15
250
300
Explicación del valor de graduación del indicador de nivel de barra
Por ejemplo, si el valor de graduación es de 0,03mm/m, significa que cuando la burbuja se desplaza una cuadrícula, la diferencia de altura entre los dos extremos de una longitud medida de 1m es de 0,03mm. Además, si se utiliza un nivel de burbuja de 200 mm de longitud con un valor de graduación de 0,05 mm/m para medir la planitud de un plano de 400 mm de longitud.
Primero, coloque el indicador de nivel en el lado izquierdo del plano. Si la burbuja se desplaza dos cuadrículas hacia la derecha, entonces coloca el medidor de nivel en el lado derecho del plano. Si la burbuja se desplaza tres cuadrículas hacia la izquierda, indica que el plano es una superficie convexa más alta en el centro y más baja a ambos lados.
¿Cuánto más alto es el centro? Mirando desde el lado izquierdo, el centro es dos cuadrículas más alto que el extremo izquierdo, lo que significa que a una longitud medida de 1 m, el centro es 2×0,05=0,10 mm más alto. Dado que la longitud real medida es de 200 mm, es decir, 1/5 de 1 m, la diferencia de altura real es de 0,10×1/5=0,02 mm más en el centro que en el extremo izquierdo.
Mirando desde el lado derecho, el centro es tres cuadrículas más alto que el extremo derecho, lo que significa que a una longitud medida de 1 m, el centro es 3×0,05=0,15 mm más alto. Dado que la longitud real medida también es de 200 mm, es decir, 1/5 de 1 m, la diferencia de altura real es de 0,15×1/5=0,03 mm más en el centro que en el extremo derecho. Por lo tanto, se puede concluir que la diferencia de altura entre el centro y ambos extremos es de (0,02+0,03)÷2=0,025mm.
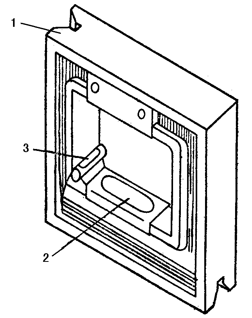
Indicador de nivel de caja
La siguiente imagen muestra un medidor de nivel de caja de uso común, que se compone principalmente de un marco 1 y el principal medidor de nivel de tubo de vidrio circular 2 y el medidor de nivel de ajuste 3. El movimiento de la burbuja en el indicador de nivel se utiliza para medir el cambio de ángulo de la pieza que se está midiendo.
1 - Marco
2 - Indicador de nivel principal
3 - Indicador de nivel de ajuste
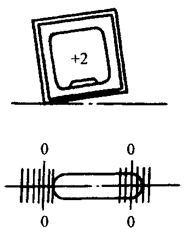
Existen dos métodos para leer el indicador de nivel: lectura directa y lectura media.
(1) Método de lectura directa
Las líneas de marca largas en ambos extremos de la burbuja del indicador de nivel se utilizan como línea cero, y el número de desplazamientos de la cuadrícula de la burbuja con respecto a la línea cero se utiliza como lectura. Este método es el más utilizado, como se muestra en la figura siguiente.
La lectura es "0"
Leer es "+2
Leer es "-3
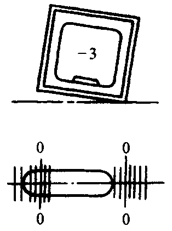
(2) Método de lectura media
Debido a grandes cambios en la temperatura ambiente, la burbuja puede alargarse o contraerse, provocando errores de lectura y afectando a la precisión de la medición. Para eliminar los errores de lectura, puede utilizarse el método de lectura media.
En el método de lectura media, se toman lecturas de ambas líneas de marca largas hacia el final de la burbuja en la dirección del movimiento. A continuación, se toma el valor medio de estas dos lecturas como lectura para esta medición.
Debido a la elevada temperatura ambiente, la burbuja se ha alargado, lo que hace que se desplace hacia la izquierda durante la medición. Al realizar la lectura, comience por la línea de marca larga de la izquierda y lea "-3" hacia la izquierda. A continuación, parta de la línea de marca larga de la derecha y lea "-2" hacia la izquierda. La media de estas dos lecturas se toma como valor de lectura para esta medición.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los ingenieros mecánicos y profesionales de la fabricación! ¿Tiene problemas con los molestos defectos de anodizado en sus productos de aluminio? ¡No busque más! En esta entrada del blog, profundizaremos en...
¿Alguna vez se ha preguntado por qué algunos materiales se doblan con facilidad y otros permanecen rígidos? Este blog se sumerge en el fascinante mundo del módulo elástico y la rigidez, desentrañando sus funciones cruciales en ingeniería. Por...
¿Alguna vez se ha preguntado qué es un círculo perfecto? En el mundo de la ingeniería mecánica, la redondez es un concepto crucial que afecta al rendimiento y la longevidad de los componentes giratorios. Este...
En el vertiginoso mundo de la fabricación actual, el desbarbado eficaz es crucial. Con los numerosos métodos disponibles, elegir el adecuado puede resultar desalentador. En esta entrada del blog, exploraremos varias técnicas de desbarbado, desde...
¿Se ha preguntado alguna vez qué es lo que hace que el mundo gire sin problemas? Los héroes anónimos entre bastidores son los rodamientos. Estos pequeños pero poderosos componentes desempeñan un papel crucial en la reducción de la fricción...
Los engranajes son los héroes olvidados del mundo de la mecánica, que trabajan silenciosamente entre bastidores para que las máquinas funcionen sin problemas. Pero, ¿alguna vez se ha preguntado de qué materiales están hechos estos...
Este artículo explora los 5 principales fabricantes de torres de refrigeración que dan forma a nuestro mundo. Descubra cómo estas empresas innovan para que las industrias funcionen sin problemas y con eficacia. Prepárese para descubrir los secretos...
¿Se ha preguntado alguna vez qué es lo que hace que nuestros sistemas de gas funcionen sin problemas y de forma segura? En este artículo, exploramos los principales fabricantes de reguladores de gas, descubriendo sus innovaciones y contribuciones a la industria....
¿Se ha preguntado alguna vez por qué es problemático conectar cables de cobre y aluminio? Este artículo explica los riesgos asociados a la conexión de estos dos metales debido a sus diferentes propiedades electroquímicas, que pueden...