Технология гибки: Изучение искусства и его практического применения
Вы когда-нибудь задумывались о том, как технология гибки формирует окружающий нас мир? В этой статье мы рассмотрим различные методы гибки, используемые в современном производстве, от гибки в штампах до листогибочных станков с ЧПУ, и изучим их применение в создании всего - от дверей лифта до электрических шкафов управления. Узнайте, как эти методы повышают эффективность и точность производства, и откройте для себя инновации, определяющие будущее интеллектуального производства.
Немецкая "Индустрия 4.0", американский промышленный интернет и реализация программы "Сделано в Китае 2025" подтверждают, что основой четвертой промышленной революции в мировой обрабатывающей промышленности является интеллектуальное производство. Это особенно очевидно в китайской отрасли производства листового металла, которая включает в себя различные процессы, такие как лазерная резка, сварка листового металла, резка и гибка.
В этом посте речь пойдет в первую очередь о технологии сгибания.
Распространенные методы гибки
Гибка штампов
Гибка штампов обычно выполняется на листогибочном станке (см. рис. 1), где для завершения процесса гибки требуется помощь рабочих или роботов.
Точность гибки во многом зависит от мастерства техников или качества робота. Этот метод гибки обычно используется при производстве небольших деталей с одним типом изделия и простым технологическим процессом.
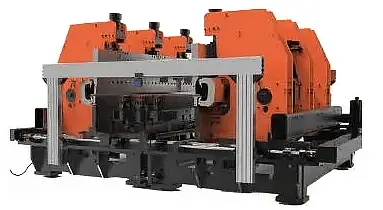
A фальцовочная машина (см. рис. 2) можно использовать для гибки крупных деталей со сложной структурой и различной формой.
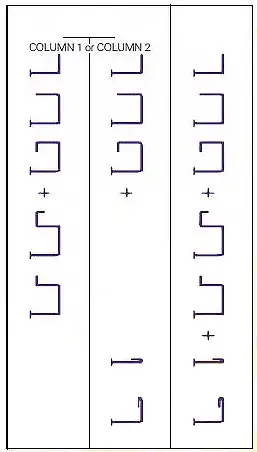
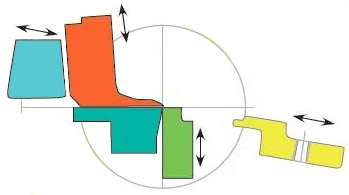
На рисунке 3 показаны формы изгиба, которые можно получить с помощью автоматического ножа с одним ножом. фальцовочная машина или автоматическая фальцевальная машина с двумя ножами.
Рис. 2 Принцип работы фальцевальной машины
Рис. 3 Форма складывания
Гибка с двойным ножом и гибка с ЧПУ
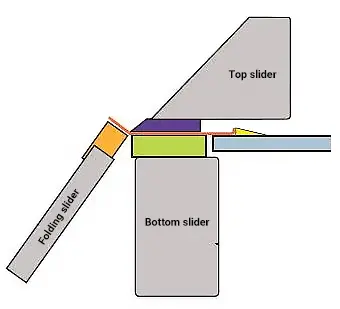
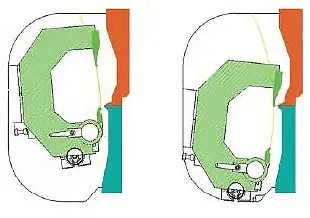
Гибочный станок с двумя ножами - это разновидность фальцевальной машины (см. рис. 4), работающая по тому же принципу. Он, как и фальцевальная машина, способен сгибать изделия самых разных форм и типов.
Рис. 4 Принцип работы двухножевого гибочного станка
Гибкость двухножевого гибочного станка и гибочного станка с ЧПУ очень высока, что делает их пригодными для "универсальной фальцовки" и широко используемыми в автоматическом производстве. До 2018 года оба станка работали на гидравлике. Однако с тех пор, Гибка с ЧПУ В станках стали использовать сервопривод и только гидравлический привод для зажима оснастки.
Между этими машинами есть несколько основных различий:
(1) Скорость изгиба.
При одинаковых условиях скорость гибки на гибочном станке с ЧПУ будет немного выше.
Для гибки заготовки под углом 90° гибочному станку с ЧПУ требуется от 1,8 до 2 секунд, в то время как гибочному станку с двойным ножом - от 2 до 3 секунд (в зависимости от размера профиля).
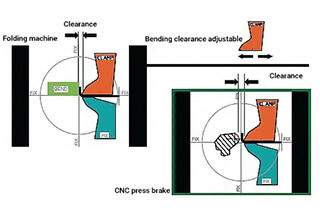
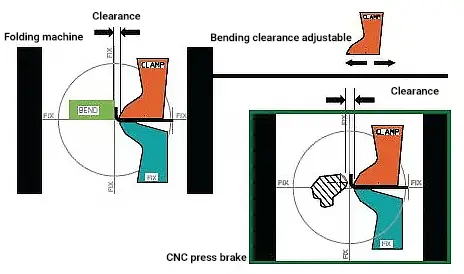
(2) Зазор при изгибе.
Форма реза двухножевого гибочного станка отличается от формы реза гибочного станка с ЧПУ (см. рис. 6).
В случаях, когда зажим устройство регулируется, площадь приложения силы на гибочном станке с ЧПУ относительно мала, что может привести к повреждению или царапинам на поверхности заготовки (см. рис. 7).
Рис. 6 Зазор при изгибе
Рис. 7 Царапина на поверхности
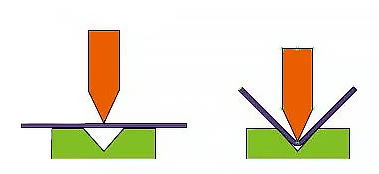
(3) Форма изгиба.
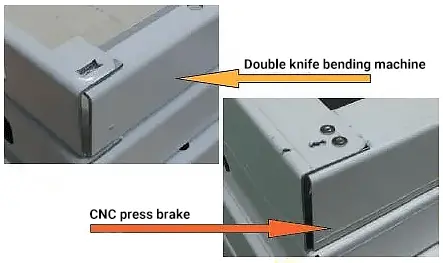
На рис. 8 показана форма гибки на станке с двойным ножом и на гибочном станке с ЧПУ.
Рис. 8 Форма изгиба
Анализ случаев изгиба
В настоящее время технология перфорации стала более зрелой, особенно благодаря популярности таких перфораторов, как Trumpf и Amada. В результате лазерная бурение и технологии резки также становятся все более популярными.
Несмотря на достижения в различных листовой металл производственные процессы, гибка остается основным узким местом, которое существенно влияет на общий баланс рабочего процесса и ограничивает увеличение производительности цеха.
Случай изгиба дверной панели лифтового холла
Панель двери лифтового холла имеет относительно простую конструкцию с небольшим количеством перфорационных отверстий.
Большинство производителей обычно используют вырубные и гибочные центры для завершения производства. Однако узким местом в производственном процессе является гибка.
Во время гибки заготовка должна повернуться три раза, а соответствующий инструмент должен быть отрегулирован для завершения процесс гибки. На каждую деталь уходит от 35 до 45 секунд.
Чтобы увеличить скорость и эффективность производства, производители могут добавить в производственную линию гибочный центр. Хотя это может сократить время производства до 20 секунд на деталь, это также увеличивает стоимость производства.
В качестве альтернативы производители могут использовать гибочный станок с двойным ножом (как показано на рис. 9), который позволяет сгибать обе стороны заготовки одновременно. Это сокращает поворот заготовки только до одного раза, а ритм производства составляет 12-15 секунд на изделие.
В качестве примера рассмотрим заготовку с формой сечения, показанной на рис. 10, и длиной 2 м. Рассчитанные производственные биты представлены в таблице 1.
Автоматическая линия для гибки дверей в прихожую, оснащенная гибочным станком с двойным ножом, обеспечивает высокую гибкое производство возможности, обеспечивая при этом точность и повторяемость. Эта производственная линия может непрерывно и стабильно выполнять процесс гибки дверей в холле с максимальной производительностью.
Электрический шкаф управления/шкаф для гибки
Производство электрических шкафов управления - очень сложный процесс, его структура и материалы сильно различаются. Многие производители выбирают комбинацию склада материалов, вырубных и обрезных станков, а также роботов-гибочников для завершения производства.
Основное преимущество этого метода заключается в том, что по мере увеличения производственных мощностей производители могут добавлять все больше роботов-гибочников для повышения эффективности производства. Кроме того, если группа гибочных устройств будет повреждена, это не повлияет на производство других устройств, обеспечивая бесперебойное производство.
Однако есть и такие производители, которые используют револьверные пуансоны и листогиб для производства электрических шкафов управления. Такой подход обеспечивает более высокую эффективность производства по сравнению с роботизированной гибкой, но сопряжен с относительно высокими затратами на оборудование.
При изготовлении шкафов необходимо учитывать детали коробки, показанные на рисунке 11.
Рис. 11 Форма коробки
Коробчатая форма предназначена для повышения прочности конструкций из листового металла. Однако при использовании a CNC Гибочный станок, высота короба не может быть отрегулирована автоматически, и необходима ручная регулировка.
Для автоматической регулировки высоты ящика можно использовать двухножевой гибочный станок, но для этого требуется установка дополнительного модуля.
Во многих шкафах часто используется хемминг, то есть двухслойные материалы.
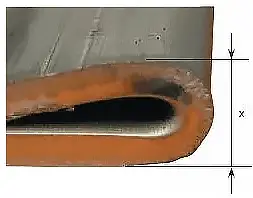
При гибке материала толщиной 1,8-2,5 мм с помощью гибочного центра с ЧПУ может возникнуть ситуация, показанная на ФИГ. 12. Однако если робот и пресс тормозная машина можно избежать подобной ситуации.
Рис. 12 Форма капли воды
Кроме того, размер рабочего стола листогибочных станков, представленных на рынке, ограничен 4 м. Поэтому, если длина заготовки превышает 4 м, требования к точности плоскостности гиба становятся чрезвычайно высокими.
Заключение
Гибка - это искусство, и выбор подходящего гибочного станка - самостоятельное решение заказчика.
Поспешное подписание контракта может привести к печальным последствиям и нанести предприятию неизмеримые убытки.
Наконец, мы стремимся помочь каждому клиенту в создании удовлетворительной производственной линии, предлагая мощные компоненты в модульном исполнении.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались о том, как точно рассчитать припуск на изгиб для своих проектов по изготовлению металлоконструкций? В этой статье мы исследуем увлекательный мир формул припусков на изгиб и...
Внимание всем механикам и энтузиастам машиностроения! Вы когда-нибудь задумывались о тонкостях эксплуатации листогибочного станка? В этой статье мы окунемся в мир...
Вы когда-нибудь сталкивались с проблемой расчета правильного припуска на изгиб для своих проектов из листового металла? В этой статье блога мы погрузимся в мир припусков на изгиб и рассмотрим, как...
Задумывались ли вы когда-нибудь о силах, действующих при изгибе трубы? В этой статье мы исследуем увлекательный мир механики гибки труб. Наш эксперт, инженер-механик, расскажет...
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Приходилось ли вам сталкиваться с проблемами гибки листового металла, которые заставляли вас ломать голову? В этой содержательной статье блога опытный инженер-механик делится своим опытом решения распространенных...
Выбор между электрическим и гидравлическим листогибочным прессом может существенно повлиять на эффективность вашего бизнеса и затраты. Электрические листогибочные прессы обеспечивают превосходную экономию энергии, экологические преимущества и более высокую скорость работы, в то время как...
Вы испытываете трудности с проектированием точных деталей из листового металла? Раскройте секреты коэффициента K, важнейшего понятия в производстве листового металла. В этой статье наш эксперт, инженер-механик, объясняет...
Вы когда-нибудь сталкивались с проблемой точного раскладывания деталей из листового металла? В этой статье рассматриваются искусство и наука, лежащие в основе расчетов раскладывания листового металла. Откройте для себя ключевые понятия, формулы и методы, используемые...