Вы когда-нибудь сталкивались с проблемой расчета правильного припуска на изгиб для своих проектов из листового металла? В этой статье блога мы погрузимся в мир припусков на изгиб и узнаем, как использовать калькулятор припусков на изгиб для оптимизации рабочего процесса. Как опытный инженер-механик, я поделюсь своими соображениями и расскажу о концепции, лежащей в основе этого удобного инструмента. Приготовьтесь узнать, как добиться точных изгибов и сэкономить время на следующем проекте!
Для начинающих операторов листогибочных машин, которые могут быть не знакомы с тонкостями расчета припусков на изгиб, калькулятор припусков на изгиб может стать бесценным инструментом. Этот калькулятор упрощает процесс, обеспечивая точные результаты и делая ежедневную работу более эффективной.
I. Калькулятор припусков на изгиб
Параметры, необходимые для расчета
Чтобы эффективно использовать калькулятор припусков на изгиб, операторам необходимо ввести следующие параметры:
Толщина материала: Толщина материала влияет на радиус изгиба и общий припуск на изгиб.
Внутренний радиус: Радиус изгиба на внутренней поверхности материала.
К-фактор: Коэффициент, который помогает определить положение нейтральной оси при изгибе.
Угол изгиба: Угол, под которым сгибается материал.
Припуск на изгиб - это дополнительная длина материала, необходимая при гибке листового металла для достижения требуемых конечных размеров после формовки. Он компенсирует растяжение и сжатие материала в процессе гибки. Припуск на изгиб зависит от нескольких факторов:
Свойства материала: Различные материалы обладают различной упругостью и пластичностью, которые влияют на то, насколько сильно материал растягивается или сжимается при изгибе.
Толщина листа: Более толстые листы обычно требуют большего припуска на изгиб по сравнению с более тонкими листами из того же материала.
Метод гибки и оснастка: Тип процесса гибки (например, воздушная гибка, доводка, чеканка) и конструкция гибочного штампа могут влиять на припуск на изгиб.
Радиус внутреннего изгиба: Для более узкого внутреннего радиуса изгиба обычно требуется меньший припуск на изгиб, чем для большего радиуса.
Значения припусков на изгиб обычно определяются путем сочетания эмпирических данных, математических расчетов и практического опыта. Опытные конструкторы и инженеры по листовому металлу разработали таблицы и формулы припусков на изгиб за годы многократных испытаний и проверок.
Используя соответствующую формулу припуска на изгиб или обращаясь к надежным таблицам припусков на изгиб, конструкторы могут точно рассчитать размеры плоской детали из листового металла, которые позволят получить желаемые конечные размеры изгиба. Это очень важно для создания точных плоских деталей и обеспечения того, что согнутая деталь будет соответствовать и функционировать так, как задумано.
III. Формула надбавки за изгиб
Расчеты припусков на изгиб и вычетов на изгиб - важные методы, используемые для определения длины листового металла в плоском виде, обеспечивающие достижение желаемого размера гнутой детали. Понимание этих расчетов имеет решающее значение для точности изготовления листового металла.
Метод расчета припусков на изгиб:
Припуск на изгиб (BA) - это количество материала, которое добавляется к общей длине плоского листа, чтобы учесть материал, который будет использоваться при изгибе.
Для определения общей длины сплющивания при использовании величины припуска на изгиб используется следующее уравнение:
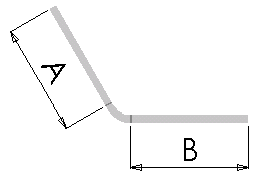
Lt = A + B + BA
Где:
𝐿𝑡 общая длина плоскости.
𝐴 и 𝐵 - длины двух прямых участков металлического листа до изгиба (как показано на рисунке).
𝐵𝐴 - величина припуска на изгиб.
Метод расчета вычета за изгиб:
Вычет на изгиб (BD) - это количество материала, которое вычитается из общей длины плоского листа, чтобы учесть материал, который будет использоваться при изгибе.
Следующее уравнение используется для определения общей длины сплющивания при использовании значения вычитания изгиба:
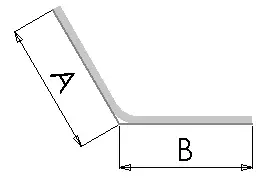
Lt = A + B - BD
Где:
𝐿𝑡 общая длина плоскости.
𝐴 и 𝐵 - длины двух прямых участков металлического листа до изгиба (как показано на рисунке).
𝐵𝐷 - величина вычета на изгиб.
Другие методы расчета
Помимо методов припуска на изгиб и вычитания изгиба, для определения плоской длины листового металла можно использовать и другие методы. К ним относятся:
Диаграмма допусков на изгиб: Предварительно рассчитанная диаграмма, которая содержит значения припусков на изгиб для различных материалов и углов изгиба.
K-Factor: Коэффициент, отражающий расположение нейтральной оси относительно толщины материала. Используется для более точных расчетов на изгиб.
Расчеты изгибов: Для получения точных результатов необходимо использовать более сложные формулы и учитывать такие параметры, как свойства материала, радиус изгиба и толщину.
IV. Диаграмма допустимых изгибов
1. Диаграмма припусков на изгиб для SPCC (низкоуглеродистая сталь)
Материал
Толщина
Угол изгиба
V открытие
Внутренний радиус
Разрешение на изгибы
SPCC
0.5
90
V4
0.5
0.95
100
0.73
135
0.3
175
0.03
SPCC
0.5
90
V5
0.5
1.03
100
0.79
135
0.33
175
0.03
SPCC
0.5
90
V6
0.5
1.1
100
0.85
135
0.35
175
0.03
SPCC
0.6
90
V4
0.5
1.08
100
0.83
135
0.35
175
0.03
SPCC
0.6
90
V5
0.5
1.15
100
0.89
135
0.37
175
0.03
SPCC
0.6
90
V6
0.5
1.23
100
0.95
135
0.39
175
0.03
SPCC
0.8
90
V6
0.5
1.49
120
0.73
135
0.47
150
0.25
SPCC
0.8
90
V8
0
1.64
120
0.81
135
0.52
150
0.27
SPCC
0.8
90
V10
0
1.79
120
0.88
135
0.57
150
0.3
SPCC
1
90
V10
0
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SPCC
1
90
V8
0
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SPCC
1
90
V6
0
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SPCC
1.2
90
V10
1.4
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SPCC
1.2
90
V8
1.4
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SPCC
1.2
90
V6
1.4
2
100
1.55
120
0.98
135
0.64
175
0.05
SPCC
1.5
90
V6
1.7
2.36
100
1.82
120
1.16
135
0.75
175
0.06
SPCC
1.5
90
V12
1.7
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SPCC
1.5
90
V10
1.7
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SPCC
1.5
90
V8
1.7
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SPCC
2
90
V10
2
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SPCC
2
90
V12
2
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SPCC
2.5
90
V18
3.03
4.6
100
3.56
120
2.26
135
1.47
175
0.12
SPCC
2.5
90
V12
3.03
4.15
100
3.21
120
2.04
135
1.32
175
0.11
SPCC
2.5
90
V10
3.03
4
100
3.09
120
1.97
135
1.28
175
0.11
SPCC
3
90
V18
3.133.13
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SPCC
3
90
V12
3.13
4.78
100
3.69
120
2.35
135
1.52
175
0.13
SPCC
3
90
V10
3.13
4.63
100
3.58
120
2.28
135
1.48
175
0.13
2. Таблица припусков на изгиб для SUS (нержавеющая сталь)
Материал
Толщина
Угол изгиба
V открытие
Внутренний радиус
Разрешение на изгибы
SUS
0.5
90
4
0.6
1.04
100
0.79
120
0.48
135
0.3
175
0.04
SUS
0.5
90
5
0.6
1.15
100
0.88
120
0.54
135
0.33
175
0.04
SUS
0.5
90
6
0.6
1.27
100
1.13
120
0.59
135
0.37
175
0.04
SUS
0.6
90
4
0.6
1.16
100
0.88
120
0.54
135
0.34
175
0.04
SUS
0.6
90
5
0.6
1.27
100
0.97
120
0.59
135
0.37
175
0.04
SUS
0.6
90
6
0.6
1.38
100
1.05
120
0.64
135
0.4
175
0.05
SUS
0.8
90
4
1.1
1.4
100
1.06
120
0.65
135
0.4
175
0.05
SUS
0.8
90
5
1.1
1.51
100
1.15
120
0.7
135
0.44
175
0.05
SUS
0.8
90
6
1.1
1.62
100
1.23
120
0.75
135
0.47
175
0.06
SUS
1
90
6
1.9
1.87
100
1.42
120
0.87
135
0.54
175
0.07
SUS
1
90
8
1.9
2.1
100
1.6
120
0.98
135
0.61
175
0.07
SUS
1.2
90
6
1.6
2.1
100
1.59
120
0.97
135
0.61
175
0.07
SUS
1.2
90
8
1.6
2.32
100
1.76
120
1.08
135
0.67
175
0.08
SUS
1.2
90
10
1.6
2.54
100
1.93
120
1.18
135
0.74
175
0.09
SUS
1.5
90
8
2.1
2.68
100
2.03
120
1.24
135
0.77
175
0.09
SUS
1.5
90
10
2.1
2.9
100
2.2
120
1.35
135
0.84
175
0.1
SUS
2
90
10
3.49
100
2.65
120
1.62
135
1.01
175
0.12
SUS
2
90
12
3.7
100
2.82
120
1.72
135
1.07
175
0.13
3. Таблица припусков на изгиб для SPHC (нержавеющая сталь)
Материал
Толщина
Угол изгиба
V открытие
Внутренний радиус
Разрешение на изгибы
SPHC
1
90
V10
1.86
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SPHC
1
90
V8
1.86
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SPHC
1
90
V6
1.86
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SPHC
1.2
90
V10
1.44
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SPHC
1.2
90
V8
1.44
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SPHC
1.2
90
V6
1.44
2
100
1.55
120
0.98
135
0.64
175
0.05
SPHC
1.5
90
V12
1.74
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SPHC
1.5
90
V10
1.74
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SPHC
1.5
90
V8
1.74
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SPHC
2
90
V12
2.01
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SPHC
2
90
V10
2.01
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SPHC
2.5
90
V18
3
4.6
100
3.25
120
2.26
135
1.47
175
0.12
SPHC
2.5
90
V12
3
4.15
100
3.21
120
2.04
135
1.32
175
0.11
SPHC
2.5
90
V10
3
4
100
3.09
120
1.97
135
1.28
175
0.11
SPHC
3
90
V18
3.1
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SPHC
3
90
V12
3.1
4.78
100
3.69
120
2.35
135
1.52
175
0.13
SPHC
3
90
V10
3.1
4.63
100
3.58
120
2.28
135
1.48
175
0.13
4. Таблица припусков на изгиб для SECC (оцинкованный стальной лист)
Материал
Толщина
Угол изгиба
V открытие
Внутренний радиус
Разрешение на изгибы
SECC
1
90
V10
1.9
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SECC
1
90
V8
1.9
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SECC
1
90
V6
1.9
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SECC
1.2
90
V10
1.4
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SECC
1.2
90
V8
1.4
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SECC
1.2
90
V6
1.4
2
100
1.55
120
0.98
135
0.64
175
0.05
SECC
1.5
90
V12
1.7
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SECC
1.5
90
V10
1.7
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SECC
1.5
90
V8
1.7
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SECC
2
90
V12
2
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SECC
2
90
V10
2
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SECC
2.5
90
V18
3.03
4.6
100
3.56
120
2.26
135
1.47
175
0.12
SECC
2.5
90
V12
3.03
4.15
100
3.21
120
2.01
135
1.32
175
0.11
SECC
2.5
90
V10
3.03
4
100
3.09
120
1.97
135
1.28
175
0.11
SECC
3
90
V18
3.13
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SECC
3
90
V12
3.13
1.78
100
3.69
120
2.35
135
1.52
175
0.13
SECC
3
90
V10
3.13
4.63
100
3.58
120
2.28
135
1.48
175
0.13
5. Таблица припусков на изгиб для алюминиевой пластины
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались о том, как точно рассчитать припуск на изгиб для своих проектов по изготовлению металлоконструкций? В этой статье мы исследуем увлекательный мир формул припусков на изгиб и...
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Вы когда-нибудь задумывались, почему ваши проекты из листового металла не всегда идеально подходят друг к другу? Ключ к разгадке кроется в понимании припусков на изгиб. Эта концепция обеспечивает точную гибку и сокращает отходы материала. В этом...
Вы когда-нибудь задумывались, как дизайнеры листового металла обеспечивают точность своих проектов? В этой статье блога мы погрузимся в увлекательный мир дизайна листового металла и изучим...
Приходилось ли вам сталкиваться с проблемами гибки листового металла, которые заставляли вас ломать голову? В этой содержательной статье блога опытный инженер-механик делится своим опытом решения распространенных...
Вы испытываете трудности с проектированием точных деталей из листового металла? Раскройте секреты коэффициента K, важнейшего понятия в производстве листового металла. В этой статье наш эксперт, инженер-механик, объясняет...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
Вы когда-нибудь задумывались, как листовой металл превращается в сложные формы? Ключ к разгадке - вычитание изгиба, важнейшая концепция в производстве листового металла. В этой статье блога мы рассмотрим...
Вы когда-нибудь задумывались, как простой лист металла превращается в сложный трехмерный объект? Гибка на листогибочном прессе, важнейший процесс в металлообработке, дает ключ к этому...