Вы когда-нибудь задумывались о том, как точно рассчитать припуск на изгиб для ваших проектов по изготовлению металлоконструкций? В этой статье блога мы исследуем увлекательный мир формул и расчетов припусков на изгиб. Как опытный инженер-механик, я расскажу вам о ключевых понятиях и дам практические советы, которые помогут вам освоить этот важнейший аспект проектирования листового металла. Приготовьтесь погрузиться в работу и раскрыть секреты создания точных и эффективных изгибов в ваших проектах!
Припуск на изгиб - важнейшее понятие в области производства листового металла, особенно при работе с гибочными операциями. Он обозначает дополнительную длину материала, необходимую для размещения изгиба в металлическом листе. Понимание и точный расчет припуска на изгиб очень важны для обеспечения соответствия конечных размеров гнутой детали проектным спецификациям.
Ключевые понятия
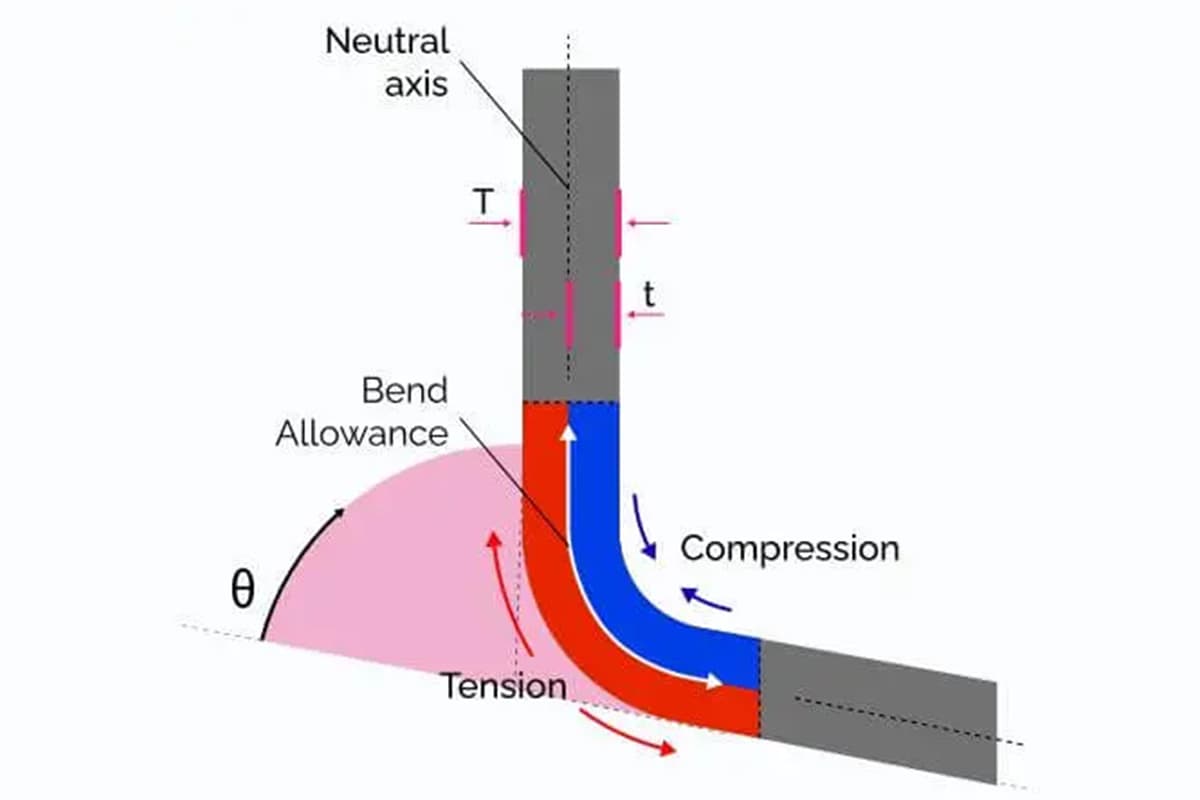
Надбавка за изгиб (BA): Это количество материала, которое необходимо добавить к общей длине металлического листа для учета изгиба. Он компенсирует растяжение и сжатие материала в процессе гибки.
Нейтральная ось: Когда металлический лист сгибается, материал на внешней стороне сгиба растягивается, а материал на внутренней стороне сжимается. Нейтральная ось - это воображаемая линия внутри материала, которая остается постоянной длины во время сгибания. Припуск на изгиб рассчитывается на основе положения этой нейтральной оси.
K-Factor: Коэффициент K - это коэффициент, отражающий расположение нейтральной оси относительно толщины материала. Он используется при расчете припусков на изгиб и зависит от материала и процесса гибки.
Концепция припуск на изгиб Это выглядит следующим образом: когда лист металла сгибается, он имеет три размера - два внешних (L1 и L2) и один размер толщины (T).
Важно отметить, что сумма L1 и L2 больше, чем длина в развернутом виде (L), а разница между ними называется припуском на изгиб (K).
Таким образом, длина изгиба в развернутом виде может быть рассчитана как L = L1 + L2 - K.
Припуск на изгиб зависит от внутреннего радиуса формы. Нижнее V-образное отверстие штампа определяет внутренний радиус (I.R.) формируемой детали. Внутренний радиус для низкоуглеродистой стали равен 5/32 x нижнее V отверстие штампа (W), если радиус пуансона меньше 5/32 x W.
Если I.R.< Толщина материала (t)
Если I.R.> 2 x Толщина материала (t)
Где A= (180 - угол изгиба)
Если внутренний радиус равен t или 2t, или находится между t и 2t, припуск на изгиб рассчитывается путем интерполяции значений припуска на изгиб из двух вышеупомянутых формул.
Кроме того, для расчета припуска на изгиб можно воспользоваться следующей формулой:
Эта формула учитывает различные геометрические параметры и свойства формируемых деталей.
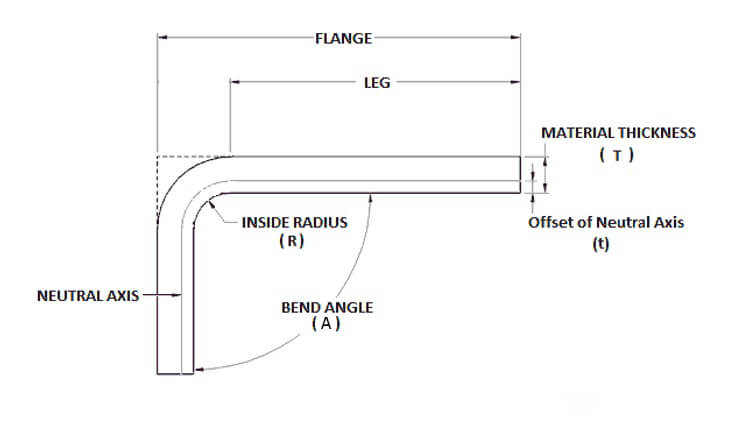
Толщина материала (T), угол изгиба (A), внутренний радиус изгиба (R) и коэффициент K материала, который необходимо согнуть, являются наиболее важными факторами в этом расчете.
Как видно из приведенной выше формулы, расчет припуска на изгиб является простым процессом.
Вы можете определить припуск на изгиб, подставив вышеупомянутые значения в формулу.
Если угол изгиба составляет 90°, формула припуска на изгиб может быть упрощена следующим образом:
Примечание: Коэффициент K для большинства стандартных материалов и толщин обычно находится в диапазоне от 0 до 0,5.
Припуск на изгиб - важнейший фактор в процессе гибки листового металла, особенно для таких материалов, как алюминий. Он учитывает растяжение материала, которое происходит во время гибки, обеспечивая точные конечные размеры. Здесь мы обсудим конкретную формулу, используемую для алюминиевых листов, и ее применение.
Объяснение формулы
Припуск на изгиб для алюминиевой пластины можно рассчитать по следующей формуле:𝐿=𝐿1+𝐿2-1.6𝑇
Где:
𝐿 - общая длина плоской детали (развернутый размер).
𝐿1 и 𝐿2 - две длины изгиба.
𝑇 - толщина алюминиевой пластины.
1,6𝑇 - эмпирическое значение припуска на изгиб.
Эмпирическая ценность
Значение 1,6𝑇 получено эмпирическим путем, то есть установлено в результате практических экспериментов и производственного опыта. Этот коэффициент учитывает поведение материала при изгибе, обеспечивая точность конечных размеров.
Условия применения
Важно отметить, что эта формула применима только при определенных условиях:
Отверстие для изгиба (расстояние между линиями изгиба) должно быть в 6 раз больше толщины алюминиевой пластины. Это гарантирует, что поведение материала будет соответствовать эмпирическому значению, используемому в формуле.
Практическое использование
Чтобы определить расширенный размер алюминиевой пластины, выполните следующие действия:
Измерьте две длины изгиба 𝐿1 и 𝐿2.
Измерьте толщину 𝑇 алюминиевой пластины.
Примените формулу 𝐿=𝐿1+𝐿2-1,6𝑇.
Этот расчет даст вам длину плоской детали, необходимую перед гибкой, и обеспечит правильные размеры конечной гнутой детали.
Калькулятор расчета пособия на изгиб
Калькулятор припуска на изгиб, представленный ниже, упрощает процесс расчета величины припуска на изгиб, который крайне важен для точного изготовления листового металла. Припуск на изгиб - это длина нейтральной оси между линиями изгиба, которая помогает определить правильный размер заготовки для гнутой детали.
Диаграмма допустимых изгибов
Таблица припусков на изгиб - важный ресурс для специалистов, работающих с листовым металлом. Она содержит полный перечень ключевых параметров, таких как толщина материала, радиус изгиба, угол изгиба, припуск на изгиб и значения вычета на изгиб для распространенных материалов. Эта информация очень важна для точного расчета длины развития детали из листового металла после гибки.
Коэффициент V12 для 2-миллиметрового профиля C составляет 3,65, а для других 2-миллиметровых листов - 3,5). Припуск на сгиб края для 2-миллиметрового листа составляет 1,4;
Припуск на изгиб для 6-миллиметровой медной пластины составляет 10,3;
Припуск на изгиб для 8-миллиметровой медной пластины составляет12,5;
Припуск на изгиб для 10-миллиметровой медной пластины составляет 15;
Припуск на изгиб для 12-миллиметровой медной пластины составляет 17;
Припуск на изгиб для нержавеющей стали 3,0 с матрицей V25 составляет 6;
Припуск на изгиб для нержавеющей стали 3,0 при использовании штампа V20 составляет 5,5;
(Для медных шин диаметром более 6 мм используется припуск на изгиб V40 нижний штамп)
Правильно составленная таблица припусков на гибку - важнейший инструмент в производстве листового металла. Она обеспечивает точность и эффективность процесса гибки, что в конечном итоге приводит к повышению качества и точности готовых изделий. Понимая и используя значения, указанные в таблице, инженеры и изготовители могут добиться оптимальных результатов в своих проектах.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь сталкивались с проблемой расчета правильного припуска на изгиб для своих проектов из листового металла? В этой статье блога мы погрузимся в мир припусков на изгиб и рассмотрим, как...
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Вы когда-нибудь задумывались, почему ваши проекты из листового металла не всегда идеально подходят друг к другу? Ключ к разгадке кроется в понимании припусков на изгиб. Эта концепция обеспечивает точную гибку и сокращает отходы материала. В этом...
Вы когда-нибудь задумывались, как дизайнеры листового металла обеспечивают точность своих проектов? В этой статье блога мы погрузимся в увлекательный мир дизайна листового металла и изучим...
Приходилось ли вам сталкиваться с проблемами гибки листового металла, которые заставляли вас ломать голову? В этой содержательной статье блога опытный инженер-механик делится своим опытом решения распространенных...
Вы испытываете трудности с проектированием точных деталей из листового металла? Раскройте секреты коэффициента K, важнейшего понятия в производстве листового металла. В этой статье наш эксперт, инженер-механик, объясняет...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
Вы когда-нибудь задумывались, как листовой металл превращается в сложные формы? Ключ к разгадке - вычитание изгиба, важнейшая концепция в производстве листового металла. В этой статье блога мы рассмотрим...
Вы когда-нибудь задумывались, как простой лист металла превращается в сложный трехмерный объект? Гибка на листогибочном прессе, важнейший процесс в металлообработке, дает ключ к этому...