Калькулятор коэффициента K для гибки листового металла (онлайн и бесплатно)
Вы испытываете трудности с проектированием точных деталей из листового металла? Раскройте секреты коэффициента K - важнейшего понятия в производстве листового металла. В этой статье наш эксперт, инженер-механик, рассказывает о коэффициенте K, объясняя его связь с нейтральным слоем и предлагая практические методы расчета. Узнайте, как овладение коэффициентом K может революционизировать ваши конструкции из листового металла и обеспечить успешное производство.
В этой статье подробно рассматривается коэффициент K - важнейшее понятие в проектировании и изготовлении листового металла. В ней рассматривается определение коэффициента K, его связь с нейтральным слоем, а также методы расчета и калибровки коэффициента K.
В статье также рассматриваются факторы, влияющие на коэффициент K, такие как свойства материала и параметры изгиба, и даются практические рекомендации по определению оптимального значения коэффициента K для различных областей применения.
Что такое K-фактор?
Коэффициент K - это важнейшее понятие, которое необходимо усвоить всем, кто хочет освоить проектирование листового металла в SolidWorks и производство листового металла в целом. Проще говоря, коэффициент K - это отношение расстояния между нейтральным слоем и внутренней поверхностью изгиба (t) к толщине листового металла (T). Математически это выражается как:
K = t / T
Как видно из определения, коэффициент K всегда является постоянной величиной в диапазоне от 0 до 1. Понимание коэффициента K и его значения является основой для создания точных конструкций деталей из листового металла, которые могут быть успешно изготовлены.
Понимание нейтрального слоя
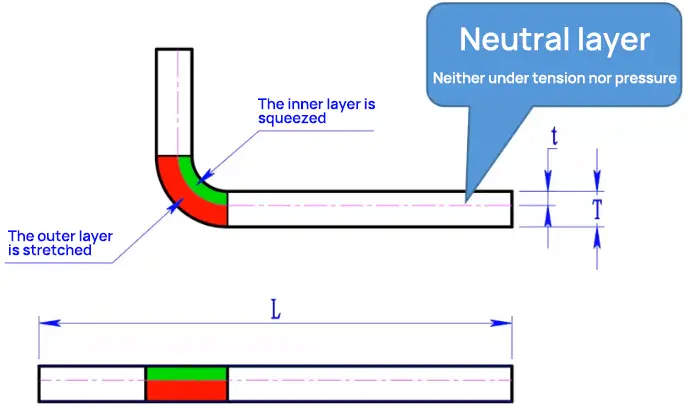
Для полного понимания коэффициента K необходимо понять концепцию нейтрального слоя. Когда деталь из листового металла сгибается, материал у внутренней поверхности изгиба подвергается сжатию, причем интенсивность увеличивается ближе к поверхности. И наоборот, материал у внешней поверхности испытывает растяжение, причем его интенсивность возрастает ближе к поверхности.
Если предположить, что металлический лист состоит из тонких слоев (как и большинство металлов), то в середине должен существовать слой, который не испытывает ни сжатия, ни растяжения при изгибе. Этот слой известен как нейтральный слой. Нейтральный слой имеет решающее значение при определении коэффициента K и, следовательно, припусков на изгиб и размеров плоской детали из листового металла.
Взаимосвязь между нейтральным слоем, K-фактором и свойствами материала
Хотя нейтральный слой не виден и не ощутим, поскольку находится внутри металлического листа, его положение определяется свойствами, присущими материалу. Следовательно, коэффициент K также зависит от свойств материала.
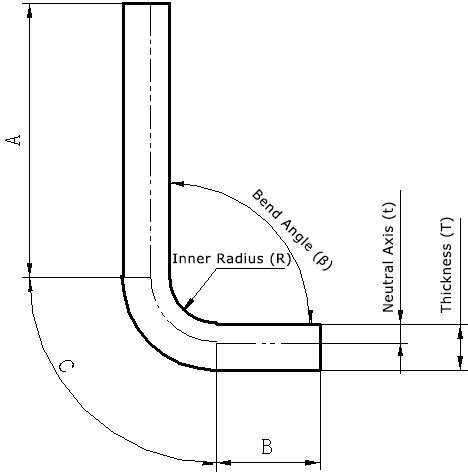
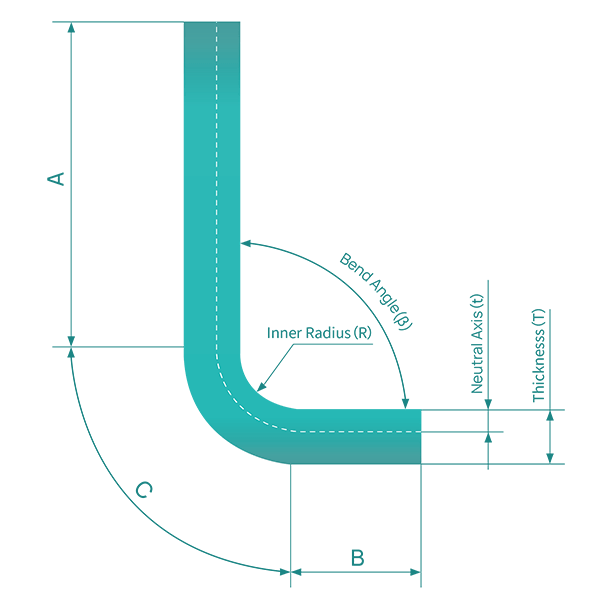
Ключевой момент концепции нейтрального слоя заключается в том, что длина согнутой детали из листового металла в развернутом виде (плоский шаблон) равна длине нейтрального слоя. Ссылаясь на диаграмму выше, это можно выразить следующим образом:
Длина в развернутом виде = прямая длина A + прямая длина B + длина дуги C (длина нейтрального слоя в области изгиба)
Понимание этой взаимосвязи очень важно для точного расчета размеров плоской детали на основе коэффициента K и припуска на изгиб, которые зависят от свойств материала.
Вычисление коэффициента K
Коэффициент K - это отдельная величина, характеризующая поведение листового металла при изгибе и разгибании в широком диапазоне геометрических параметров. Он также используется независимо для расчета припуска на изгиб (BA) при различных условиях, таких как:
Толщина материала
Радиус изгиба
Угол изгиба
Понимание того, как рассчитать коэффициент K, необходимо для точного проектирования и изготовления листового металла.
Понимание К-фактора с помощью иллюстраций
Приведенные ниже иллюстрации дают подробное визуальное объяснение концепции коэффициента K:
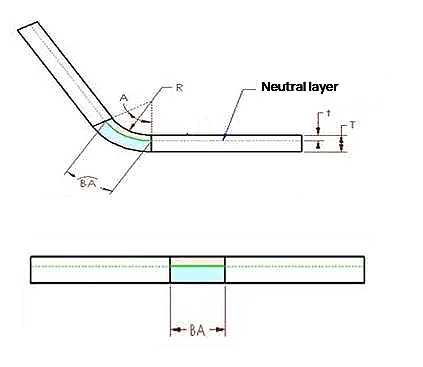
В поперечном сечении детали из листового металла существует нейтральный слой или ось. Материал на нейтральном слое в области изгиба не испытывает ни сжатия, ни растяжения, поэтому это единственная область, которая остается недеформированной при изгибе. На рисунке нейтральный слой представлен пересечением розовой (сжатие) и синей (растяжение) областей.
Ключевым моментом является то, что если нейтральный слой остается недеформированным, то длина дуги нейтрального слоя в области изгиба должна быть одинаковой как в согнутом, так и в расплющенном состоянии детали из листового металла. Этот принцип лежит в основе расчета припусков на изгиб и размеров плоской детали с использованием коэффициента K.
Расчет допуска на изгиб с помощью коэффициента K
Поэтому припуск на изгиб (BA) должен быть равен длине дуги нейтрального слоя в зоне изгиба детали из листового металла. Эта дуга представлена на рисунке зеленым цветом.
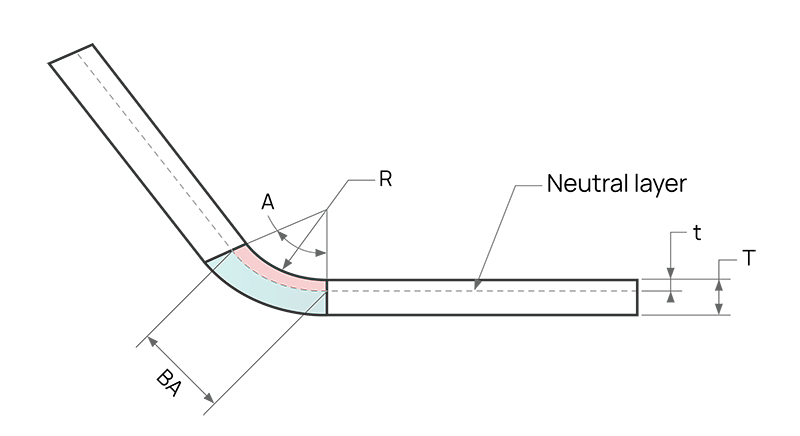
Положение нейтрального слоя в листовом металле зависит от конкретных свойства материалаНапример, пластичность.
Предполагается, что расстояние между нейтральным слоем листового металла и поверхностью равно "t", то есть глубина от поверхности металлической детали до листа металлический материал в направлении толщины составляет t.
Поэтому радиус дуги нейтрального слоя листового металла можно выразить как (R+t).
Используя это выражение и угол изгиба, длина дуги нейтрального слоя (BA) может быть выражена как:
Для упрощения определения нейтрального слоя в листовом металле и с учетом применимости ко всем толщинам материала вводится понятие k-фактора. В частности, коэффициент k представляет собой отношение толщины нейтрального слоя к общей толщине детали из листового металла, т. е:
Поэтому значение K всегда находится в диапазоне от 0 до 1. Если коэффициент k равен 0,25, это означает, что нейтральный слой расположен на 25% толщины листового материала, а если он равен 0,5, это означает, что нейтральный слой расположен на половине всей толщины, и так далее.
Объединив два вышеприведенных уравнения, мы получим следующее уравнение:
При этом некоторые значения, такие как A, R и T, определяются реальной геометрической формой.
Калькулятор коэффициента K
Чтобы помочь определить значение коэффициента K, мы предлагаем два калькулятора, рассчитанных на различные сценарии ввода данных. Хотя конечные результаты могут немного отличаться, оба калькулятора удовлетворят ваши потребности.
Калькулятор 1: Известный припуск на изгиб и внутренний радиус изгиба
Если вы знаете припуск на изгиб и внутренний радиус изгиба, используйте этот калькулятор для определения коэффициента K и расстояния от внутренней поверхности до нейтральной оси (t).
Входы:
Толщина материала (T)
Внутренний радиус (R)
Угол изгиба (A)
Надбавка за изгиб (BA)
Выходы:
Коэффициент K
Смещение нейтральной оси (t)
Калькулятор 2: Известный радиус внутреннего изгиба и толщина материала
Если вы знаете только внутренний радиус изгиба и толщину материала, используйте этот калькулятор для определения коэффициента K.
Входы:
Толщина материала (T)
Внутренний радиус (R)
Выходы:
Коэффициент K
Смещение нейтральной оси (t)
Эти калькуляторы обеспечивают удобный способ быстрого определения коэффициента K и положения нейтральной оси для ваших проектов по проектированию листового металла.
Формула и пример расчета коэффициента K
Исходя из предыдущих расчетов, можно вывести формулу для расчета коэффициента K:
Где:
BA - припуск на изгиб
R - внутренний радиус изгиба
K - коэффициент K (t / T)
T - толщина материала
t - расстояние от внутренней поверхности до нейтральной оси
A - угол изгиба (в градусах)
Образец расчета:
Давайте рассмотрим пример расчета, используя следующую информацию:
Толщина листового металла (T) = 1 мм
Угол изгиба (A) = 90°
Внутренний радиус изгиба (R) = 1 мм
Припуск на изгиб (BA) = 2,1 мм
Формула для расчета коэффициента K такова:
Шаг 1: Подставьте заданные значения в формулу коэффициента K:
K = (2.1 × 180/(3.14 × 90) - 1)/1
Шаг 2: Упростите уравнение:
K ≈ 0.337
Таким образом, при заданных параметрах коэффициент K составляет примерно 0,337.
В этом примере показано, как применить формулу расчета коэффициента K для определения коэффициента K для конкретного сценария гибки листового металла.
Диаграмма коэффициента K
Ниже приведены коэффициенты K для распространенных металлических материалов.
Мягкая медь или мягкая латунь: K=0.35
Полутвердая медь или латунь, мягкая сталь, алюминий и т.д.: K=0.41
В следующей таблице приведены значения припусков на изгиб, полученные конкретным производителем для различных материалов и толщин. Обратите внимание, что эти значения приведены только для справки и не могут быть универсальными.
Толщина материала (T)
SPCC
Эл
SUS
Медь
0.8
1.4
1.4
1.5
–
1.0
1.7
1.65
1.8
–
1.2
1.9
1.8
2.0
–
1.5
2.5
2.4
2.6
–
2.0
3.5
3.2
3.6
37 (R3)
2.5
4.3
3.9
4.4
–
3.0
5.1
4.7
5.4
5.0 (R3)
3.5
6.0
5.4
6.0
4.0
7.0
6.2
7.2
6.9 (R3)
Примечание: Для меди значения припусков на изгиб являются коэффициентами, когда внутренний радиус изгиба равен R3. При использовании острого пуансона для гибки обратитесь к припуску на изгиб для алюминиевого сплава или определите значение путем пробной гибки.
Почему коэффициент K не может превышать 0,5
Чтобы понять, почему коэффициент К не может превышать 0,5, необходимо разобраться в понятиях коэффициента К и нейтрального слоя.
Понимание гибки листового металла
Сгибание деталей из листового металла предполагает создание небольшой дуги, аналогичной гибке вальцами, но с меньшим радиусом. Независимо от используемого метода, добиться идеально прямого угла невозможно, и всегда будет присутствовать небольшая дуга. Радиус заготовки напрямую связан с радиусом нижнего штампа - меньший радиус штампа приводит к меньшему радиусу заготовки, и наоборот.
Нейтральный слой
Детали из листового металла имеют определенную толщину, и при сгибании в дугу размеры внутренней поверхности уменьшаются, а внешней - увеличиваются. Например, при сгибании угловой детали с внешним диаметром 20 x 20 она всегда будет разворачиваться менее чем на 40, независимо от толщины листа. Это связано с тем, что размеры наружной поверхности после изгиба увеличиваются. Если размер в развернутом виде рассчитан на 40, то размер в согнутом виде будет 20 с одной стороны и более 20 с другой. Традиционно считалось, что независимо от толщины листа и величины изменения размеров внутренней и внешней поверхности, размер среднего слоя остается постоянным. Этот средний слой известен как нейтральный слой.
Сдвиг нейтрального слоя
С ростом требований к точности размеров изделий было замечено, что уменьшение внутренней части не всегда соответствует увеличению внешней. Особенно для небольших результирующих дуг (например, изгибов) внутренняя часть имеет тенденцию уменьшаться на 0,3, а внешняя - увеличиваться на 1,7. Это показывает, что нейтральный слой, размер которого остается неизменным, не обязательно расположен в середине толщины листа, а ближе к внутренней части. Коэффициент K определяется как расстояние от внутренней стороны до нейтрального слоя, деленное на всю толщину листа.
Максимальное значение коэффициента K
Нейтральный слой может находиться, максимум, в середине толщины листа. Поэтому расстояние от внутренней стороны до середины, деленное на всю толщину листа, равно 0,5, что дает максимальное значение коэффициента K, равное 0,5. Эти факторы объясняют, почему коэффициент K в листовом металле не должен превышать 0,5.
Закон изменения коэффициента K и нейтрального слоя
1. Влияние технологии обработки
Даже для одного и того же материала коэффициент K в реальной обработке не является постоянным и зависит от технологии обработки. На стадии упругой деформации при гибке листового металла нейтральная ось расположена на середине толщины листа. Однако по мере увеличения деформации изгиба заготовки материал подвергается в основном пластической деформации, которая не поддается восстановлению.
В этот момент нейтральный слой смещается к внутренней стороне изгиба по мере изменения состояния деформации. Чем сильнее пластическая деформация, тем больше смещение нейтрального слоя внутрь.
Для отражения интенсивности пластической деформации при изгибе листа можно использовать параметр R/T, где R - внутренний радиус изгиба, а T - толщина листа. Меньшее отношение R/T указывает на более высокий уровень деформации пластины и большее смещение нейтрального слоя внутрь.
В таблице ниже приведены данные для пластин прямоугольного сечения при определенных условиях обработки. С увеличением R/T коэффициент положения нейтрального слоя K также увеличивается.
R/T
K
0.1
0.21
0.2
0.22
0.3
0.23
0.4
0.24
0.5
0.25
0.6
0.26
0.7
0.27
0.8
0.3
1
0.31
1.2
0.33
1.5
0.36
2
0.37
2.5
0.4
3
0.42
5
0.46
75
0.5
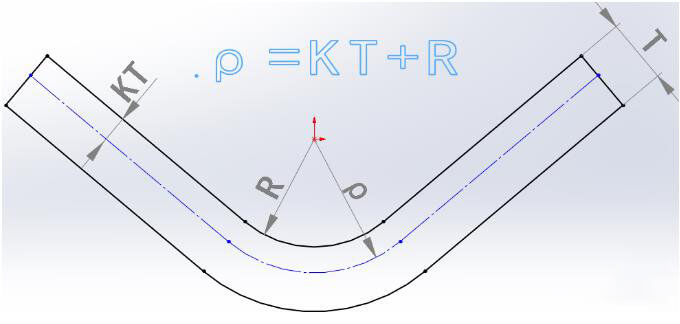
Радиус нейтрального слоя (ρ) можно рассчитать по следующей формуле:
ρ = R + KT
Где:
ρ - радиус нейтрального слоя
R - внутренний радиус изгиба
K - коэффициент положения нейтрального слоя
T - толщина материала
После определения радиуса нейтрального слоя можно рассчитать его развитую длину на основе геометрии, а затем вычислить развитую длину листа.
2. Влияние свойств материала
Как правило, при одинаковых условиях изгиба более мягкие листовые материалы имеют меньшее значение K и большее смещение нейтрального слоя внутрь. В справочнике Machinery's Handbook приведены три стандартные таблицы изгиба, применимые к изгибу на 90 градусов, как показано ниже:
Эти таблицы демонстрируют, как свойства материала влияют на коэффициент K и положение нейтрального слоя.
3. Влияние угла изгиба на K-фактор
Для изгибов с меньшим внутренним радиусом угол изгиба также может влиять на изменение коэффициента K. При увеличении угла изгиба нейтральный слой сильнее смещается к внутренней стороне изгиба. Эта зависимость между углом изгиба и смещением нейтрального слоя особенно важна для изгибов с малым радиусом и должна учитываться при определении подходящего коэффициента K для конкретной детали из листового металла.
Почему необходима калибровка коэффициента K?
При расчетах гибки листового металла часто требуется калибровка коэффициента K. Но зачем нужна эта калибровка?
В SolidWorks величина вычета на изгиб для изгибов не 90 градусов рассчитывается только вручную, что может быть обременительно. Чтобы избежать ручного расчета, вместо этого используется коэффициент K. Однако точное определение коэффициента K для различных толщин листового металла требует калибровки.
Процесс калибровки коэффициента K
Вот пошаговый анализ процесса калибровки коэффициента K:
Определите требуемые значения отчислений на изгиб для различных толщин листового металла путем практических экспериментов.
Калибровка коэффициента K в SolidWorks:
При рисовании листового металла для калибровки установите внутренний радиус на 0,1, так как разные внутренние радиусы приводят к разным значениям коэффициента разворота K.
Обратите внимание, что для калибровки внутренний радиус должен быть установлен на 0,1. Если после калибровки внутренний радиус не равен 0,1, просто измените его на 0,1 для разворачивания.
Выполните калибровку:
В SolidWorks согните деталь из листового металла размером 10х10 мм и толщиной 1,5 мм под углом 90 градусов, используя внутренний радиус 0,1 и значение вычитания при изгибе 2,5 мм. В результате длина в развернутом виде должна составить 17,5 мм.
Преобразуйте значение вычитания изгиба в коэффициент K:
Начните с установки приблизительного значения коэффициента К, например 0,3. Длина в развернутом виде не будет соответствовать 17,5 мм.
Регулируйте коэффициент K до тех пор, пока длина в развернутом виде не достигнет 17,5 мм. В данном примере коэффициент K, равный 0,23, приведет к желаемой длине в развернутом виде.
Повторите этот процесс калибровки для различных толщин листового металла и запишите откалиброванные значения коэффициента K в таблицу для дальнейшего использования.
Определение оптимальных значений коэффициента K на основе свойств материала
Чтобы определить оптимальное значение коэффициента K для гибки листового металла с учетом различных свойств материала, необходимо понять роль и значение коэффициента K. Коэффициент K - это отдельная величина, которая описывает, как листовой металл гнется и разгибается при различных геометрических параметрах. Он также используется для расчета компенсации изгиба для различных толщин материала, радиусов изгиба и углов изгиба. Выбор подходящего коэффициента K имеет решающее значение для обеспечения точного разворачивания и гибки деталей из листового металла.
Процесс определения оптимального значения коэффициента K на основе свойств материала можно свести к следующим этапам:
Понять характеристики материала:
Знать свойства используемого материала, такие как толщина, прочность и модуль упругости.
Эти характеристики напрямую влияют на поведение листового металла при изгибе и требуемую компенсацию.
Обратитесь к стандартным значениям или значениям по умолчанию:
Обратитесь к спецификации листового металла, чтобы узнать значение коэффициента K по умолчанию в зависимости от материала.
Это служит отправной точкой, но не забывайте, что каждый проект может иметь специфические требования, отличающиеся от значений по умолчанию.
Выполнение экспериментальных настроек:
Установите начальное значение коэффициента K (например, 0,25) и проведите реальные испытания на разворачивание и изгиб листового металла.
Проследите, соответствуют ли результаты ожидаемым.
Если развернутые размеры отличаются от ожидаемых, вернитесь к шагу установки коэффициента K и постепенно корректируйте значение до достижения удовлетворительной точности.
Используйте таблицы вычетов на изгиб:
В таких программах, как SolidWorks, задайте значения вычетов на изгиб или припусков на изгиб для деталей из листового металла с помощью таблицы вычетов на изгиб.
Укажите значение коэффициента K в специальном разделе "Коэффициент K или припуск на изгиб".
Такой подход позволяет более точно контролировать процесс гибки листового металла.
Учет дополнительных параметров изгиба:
Помимо коэффициента K, учитывайте и другие факторы, такие как радиус изгиба, угол изгиба и толщина детали.
Эти параметры в совокупности определяют наилучшие методы гибки листового металла.
Следуя этим шагам и учитывая свойства материала, значения по умолчанию, экспериментальные настройки, таблицы вычетов при изгибе и дополнительные параметры гибки, вы сможете определить оптимальное значение коэффициента K для конкретной задачи гибки листового металла.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Вопрос: Каков типичный диапазон значений коэффициента K для обычных материалов?
О: Коэффициент K обычно составляет от 0,3 до 0,5, в зависимости от материала. Например, мягкая латунь и медь имеют коэффициент K около 0,35, а твердая латунь, бронза и холоднокатаная сталь имеют коэффициент K около 0,45.
Вопрос: Как выбрать подходящий коэффициент K для моей конструкции из листового металла?
О: Чтобы выбрать подходящий коэффициент K, учитывайте свойства материала, толщину, радиус изгиба и угол изгиба. Обратитесь к стандартным таблицам коэффициентов K или воспользуйтесь прилагаемыми калькуляторами, чтобы определить оптимальное значение для конкретного применения.
Завершите
В заключение следует отметить, что коэффициент K является критически важным понятием при проектировании и изготовлении листового металла. Понимая его взаимосвязь с нейтральным слоем, свойствами материала и параметрами изгиба, конструкторы и инженеры могут создавать точные плоские детали и добиваться точных припусков на изгиб. Овладение коэффициентом K необходимо для производства высококачественных деталей и узлов из листового металла.
Дополнительное чтение и ресурсы
Чтобы углубить свое понимание гибки листового металла и связанных с ней понятий, изучите следующие ресурсы:
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь пытались добиться идеальных изгибов листового металла? Эта статья посвящена основным советам и рекомендациям по освоению гибки листового металла, охватывая все, начиная от последовательности процесса и заканчивая анализом изгибаемости.....
Представьте себе, как всего за один шаг можно превратить сырье в точные промышленные компоненты. Это и есть чудо производства штампов на листогибочных прессах. От механической экструзии до литья под давлением, методы...
Как точно согнуть деталь из листового металла без проб и ошибок? Ключ к этому дает коэффициент Y. В этой статье рассказывается о коэффициенте Y - важнейшей константе, используемой для расчета...
Вы когда-нибудь задумывались, как дизайнеры листового металла обеспечивают точность своих проектов? В этой статье блога мы погрузимся в увлекательный мир дизайна листового металла и изучим...
Вы когда-нибудь задумывались, почему сталь иногда трескается при гибке? В этой статье мы исследуем увлекательный мир технологии гибки стали, раскрывая причины таких распространенных дефектов, как угловые и центральные...
Представьте себе, что вы покупаете листогибочный станок и понимаете, что он не соответствует вашим потребностям - это дорогая ошибка! В этом руководстве объясняются важнейшие принципы и факторы, которые необходимо учитывать при покупке листогибочного пресса. От...
Вы когда-нибудь задумывались, почему одни металлы гнутся идеально, а другие трескаются или деформируются? Эта статья погружает в увлекательный мир гибки листового металла, исследуя важнейшие факторы, которые...
Вы когда-нибудь задавались вопросом, как точно развернуть листовой металл для гибки? Понимание коэффициента K является ключевым моментом. В этой статье рассматривается процесс расчета, предоставляя инженерам и техникам практическое руководство...
Вы когда-нибудь сталкивались с проблемой расчета правильного припуска на изгиб для своих проектов из листового металла? В этой статье блога мы погрузимся в мир припусков на изгиб и рассмотрим, как...