Принцип работы аппарата холодной сварки: Объяснение и анализ
Вы когда-нибудь задумывались, как можно ремонтировать металлические поверхности без сильного нагрева? Эта статья посвящена увлекательным принципам работы аппаратов холодной сварки, которые используют электроискровое осаждение для соединения металлов с минимальным нагревом. Прочитав статью, вы узнаете, как эта инновационная технология позволяет предотвратить деформацию и повысить долговечность пресс-форм, что в конечном итоге экономит время и затраты на производство. Приготовьтесь изучить науку, лежащую в основе технологии, которая сочетает в себе высокую точность и практичность.
Electro Spark Deposition (ESD) - это международный термин для обозначения аппарата холодной сварки, который был разработан бывшими советскими специалистами на основе изучения схемных принципов электроразрядной обработки.
Его основное назначение - покрытие поверхностей пресс-форм/металлов высокотвердыми материалами, такими как карбид вольфрама, для повышения износостойкости, жаропрочности, защиты от прилипания и других свойств.
Изначально максимальная толщина покрытия машины составляла всего около 30 мкм, поэтому она не могла удовлетворить потребности в ремонте.
После обширных исследований и разработок была улучшена выходная мощность, структура сварочного пистолета и состав сварочный пруток материал был улучшен.
В ответ на предыдущий передне-задний вибрационный электрод был использован вращающийся электрод, и аргоновая защита была использована для предотвращения окисления и азотирования расплавленного металла, достижения непрерывной многослойной ремонтной сварки, улучшения ремонта толщина сваркиИ вывести его на рынок в качестве машины для ремонта пресс-форм и металла.
Для производителей литья под давлением, не имеющих отделов по производству пресс-форм, если традиционные методы сварки используются для ремонта пресс-форм, когда на формованных изделиях появляются заусенцы, формы деформируются или даже трескаются под воздействием тепла.
Если нет оборудования, такого как электроэрозионные или фрезерные станки, чтобы срезать излишки металла сварного шва, то доверить ремонт изготовителю пресс-формы можно только за счет высоких затрат на ремонт. В период ремонта простои оборудования приведут к задержке поставок.
Напротив, если ремонт плесени в нашей компании машина холодной сварки используется для ремонта, не будет деформации, откушенной кромки и других дефектов, и форму можно будет легко отремонтировать.
Избыток металла шва можно контролировать до нескольких проволок. Нет необходимости в специальных станках для прецизионной обработки, только небольшие полировальные станки, шлифовальные машины, напильники, масляные камни и другие инструменты для ручной прецизионной обработки.
Производители литья под давлением могут самостоятельно отремонтировать поверхность обрезки формы, на которой появляются заусенцы, что экономит время и средства.
Знакомство с самодельной машиной для ремонта пресс-форм холодной сваркой:
1. Принцип работы:
Принцип работы аппарата холодной сварки для ремонта пресс-форм заключается в использовании заряженного конденсатора для разряда с периодом от 10^-3 до 10^-1 секунды и ультракороткого времени от 10^-6 до 10^-5 секунд.
Сайт материал электрода а контактная часть формы нагревается до 8000-12000°C, и расплавленный металл в плазменном состоянии переходит в поверхностный слой заготовки металлургическим способом.
На рисунке 1 показана схема и различные характеристики (сварки, покрытия). Область A - это покрытие или слой шва, который приваривается к поверхности заготовки.
Благодаря эффекту легирования между ним и основным материалом, он диффундирует и проникает внутрь заготовки, образуя диффузионный слой B и обеспечивая высокопрочное соединение.
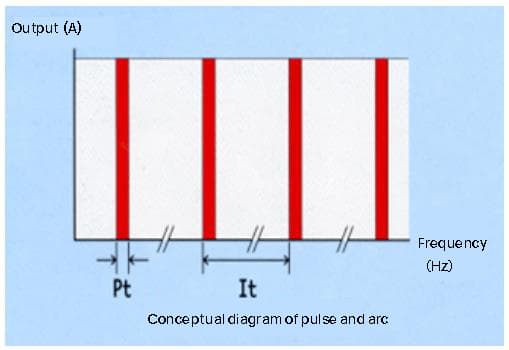
Почему может быть достигнута холодная сварка? Как показано на рис. 2, время разряда (Pt) чрезвычайно мало по сравнению с интервалом времени (It) до следующего разряда, и машина имеет достаточное относительное время остановки.
Тепло будет рассеиваться через основание формы во внешнюю среду, поэтому в обрабатываемой части формы не будет накапливаться тепло.
Несмотря на то, что температура пресс-формы практически не изменяется, из-за мгновенного плавления температура на кончике электрода может достигать около 1000°C.
3. Высокая прочность скрепления:
При использовании аппарата для холодной сварки при ремонте пресс-форм для ремонтной сварки, поскольку потребление тепла низкое, почему прочность соединения остается очень высокой?
Это связано с тем, что сварочный пруток мгновенно производит капли металла, переходящие на контактную часть металла основного материала, и в то же время, благодаря высокотемпературному воздействию плазменная дугаВ глубине поверхности образуется прочный диффузионный слой, похожий на корни (как показано буквой B на рис. 1). Он демонстрирует высокую адгезию и не отваливается.
4. Характеристики машины для холодной сварки при ремонте пресс-форм:
Достигается настоящая холодная сварка, и изделие не нужно предварительно нагревать или изолировать в процессе ремонта. Отсутствует тепловой поток во время мгновенного процесс сваркиТаким образом, заготовка не деформируется, не отжигается, не откусывает кромку и не имеет остаточного напряжения, а также не изменяет состояние структуры металла заготовки.
Высокая прочность соединения для ремонтной сварки. Поскольку сварочный стержень мгновенно ионизируется дугой и передается на соприкасающуюся с ним деталь, прочность соединения высока и не осыпается.
Высокая точность ремонта. Толщина покрытия может составлять от нескольких микрометров до нескольких миллиметров, при этом требуется только полировка. Его также можно обрабатывать точением, фрезерованием, строганием, шлифованием, нанесением гальванических покрытий и т. д.
Многофункциональное использование. Он может выполнять такие функции, как ремонтная сварка и укрепление поверхности.
Высокая экономическая практичность. Его можно ремонтировать на месте в режиме онлайн, что повышает эффективность производства, экономит время и средства. Он также прост в использовании. Любой человек может управлять им после короткого периода обучения.
Широкий диапазон применимых подложек, включая различные виды формовочной стали, нержавеющую сталь, инструментальную сталь, чугун, литой алюминийАлюминиевый сплав, медный сплав, никелевый сплав и все проводящие проводники.
Хорошие экологические характеристики, отсутствие шума, пыли, отработанной жидкости, сильного света и запаха.
Даже если отремонтированный слой сварного шва изношен, его можно восстанавливать несколько раз в одном и том же месте.
Использование инертных газов, таких как аргон, для защиты позволяет получить высококачественные сварочные слои.
Поскольку используется вращающийся сварочный стержень, не происходит залипания проволоки. Он прост в эксплуатации и позволяет получать высококачественные сварочные слои, а избыток металла при сварке можно контролировать до небольшого количества, что позволяет экономить время точной обработки.
Принцип работы аппарата для ремонта искровой сварки:
Машина для ремонта искровой сваркой нашей компании использует передовую немецкую технологию ремонта и усиления холодной сварки. Она использует принцип высокочастотного электрического искрового разряда для выполнения сварки без тепла на заготовке для устранения дефектов поверхности и износа металлических заготовок, обеспечивая целостность заготовки.
Он также может использовать функцию усиления аппарат искровой сварки для упрочняющей обработки заготовок, достижения износостойкости, жаропрочности, коррозионной стойкости и т.д.
После того, как металлическая деталь отремонтирована с помощью машины для ремонта искровой сварки, она не деформируется, не отжигается, имеет высокую прочность сваркии является износостойким. Он может быть проверен металлографией, прочностью на разрыв и твердостью.
Металлургическое сочетание сварочного материала и подложки обеспечивает прочность сварки. Это компенсирует недостатки обычных аргонодуговая сварка и электросварки.
Искровая сварочная машина может использоваться для сварки узких деталей, деталей с глубокими полостями и очень твердых материалов без трещин и песчаных отверстий, а также не вызывает деформации или вогнутости вокруг сварочной ванны заготовки.
В аппарате для искровой сварки используется аргоновый газ, поэтому сваренная область не окисляется и не синеет. При использовании микроскопа для наблюдения за работой даже мелкие детали видны с первого взгляда.
После сварки поверхность может быть зеркально отполирована, подходит для сварки и ремонта арматуры из различных материалов.
Точка сварки искрового сварочного аппарата может регулироваться от 0,2 мм до 2,0 мм, и он может сваривать металлические листы толщиной до 0,2 мм без прорыва листа, а сварной шов получается ровным и красивым.
Машина для ремонта искровой сварки - это незаменимый инструмент для ремонта и укрепления всех обрабатывающих, производственных, обслуживающих и обработка поверхности предприятия.
В то же время, аппарат для искровой сварки является хорошим помощником для тех, кто занимается специальным ремонтом, чтобы быстро разбогатеть.
Недостатки традиционного ремонта:
После традиционного ремонта заготовка может деформироваться, уменьшиться в твердости, иметь песчаные отверстия, локальные отжигтрещины, проколы, износ, царапины, обломанные края или недостаточная прочность склеивания, внутренние повреждения от напряжения и даже брак. Возникающие при этом потери в рабочей силе, материальных и финансовых ресурсах не поддаются исчислению.
Характеристики ремонтной машины для электроискровой сварки:
Нет отжиг и деформации формы/заготовки: Предварительный нагрев пресс-формы не требуется, а во время мгновенного процесса сварки штабеля не происходит ввода тепла, поэтому не возникает деформации, подрезов, остаточных напряжений, локального отжига, а также изменений в организации пресс-формы или металлического изделия.
Высокая прочность сварки: Полностью проникает в поверхность материала пресс-формы, создавая сильную силу сцепления.
Высокая точность ремонта: Толщина сварочного шва варьируется от нескольких микрон до нескольких миллиметров, и может быть отполирована и отремонтирована без изменения цвета.
Многофункциональный: Может выполнять функции сварки стеков и укрепления поверхности.
Защита окружающей среды: Не загрязняет окружающую среду в процессе работы.
Простота в эксплуатации: Любой человек может легко использовать его, а сварка штабеля может быть выполнена в труднодоступных для сварки местах. Регулируя мощность и частоту разряда с помощью регулятора, можно добиться необходимой толщины и плавности сварки и усиления штабеля.
Экономично и удобно: Немедленный ремонт на месте, повышение эффективности производства и экономия затрат.
Диапазон адаптации электрической искровой сварочной машины для ремонта:
Вырубные штампы, ковочные штампы, литьевые формы, формы для литья, формы для литья под давлением, металлические изделия, детали машин, инструменты.
Материалы, применяемые для ремонта машины для электроискровой сварки:
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Выбор правильных сварочных материалов имеет решающее значение для обеспечения прочных и долговечных сварных швов. В этом руководстве рассматриваются принципы и лучшие практики выбора сварочных материалов на основе требований к производительности...
Что, если бы вы могли сваривать металлы без нагрева, просто прикладывая давление? Холодная сварка давлением как раз и позволяет добиться прочного соединения, прижимая металлы друг к другу при комнатной...
Вы когда-нибудь задумывались, как создаются современные автомобили, прочные мосты и современные самолеты? В этой статье рассматриваются шесть передовых технологий сварки, которые совершают революцию в производстве, - от лазерной...
Вы когда-нибудь задумывались, что означает "X-сварка" или "прихватка"? В нашей последней статье мы разбираем 292 важнейших сварочных термина, давая четкие определения и приводя практические примеры. Независимо от того, опытный вы сварщик или только начинаете,...
Сварка алюминиевых сплавов представляет собой уникальную задачу из-за их низкой температуры плавления и высокой теплопроводности. В этой статье рассматриваются различные методы сварки, такие как TIG, MIG и плазменно-дуговая...
Вы когда-нибудь задумывались, почему одни металлы свариваются без проблем, а другие трескаются и ломаются? В этой статье мы исследуем увлекательный мир свариваемости, сосредоточившись на углеродистой стали и ее различных формах.....
Представьте себе мир, в котором металлы легко соединяются при помощи одной лишь искры. В этом суть точечной сварки - техники, которая соединяет металлические детали с точностью и прочностью. В этом...
Вы когда-нибудь задумывались о том, как сварка превращает отдельные металлические детали в единое целое? В этой статье мы исследуем увлекательный мир сварных соединений, рассмотрим их типы, механические характеристики и...
Вы когда-нибудь задумывались, как профессионалы создают точные разрезы в толстом металле, не прибегая к традиционным методам? Углеродная дуговая строжка может быть тем ответом, который вы ищете. Этот процесс, использующий...