1. Поры
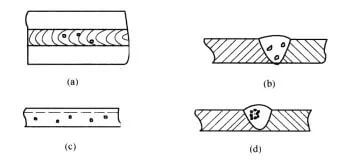
(a) внешние поры; (b) внутренние поры; (c) непрерывные поры; (d) плотные поры
| Режим сварки | Причина возникновения | Профилактические меры |
| Ручная дуговая сварка | (1) The сварочный пруток плохой или влажный. (2) На сварном шве имеется влага, масляное пятно или ржавчина. (3) Скорость сварки слишком быстро. (4) Слишком сильное течение. (5) Длина дуги не подходит. (6) Толщина сварного шва велика, а охлаждение металла происходит слишком быстро. | (1) Выберите подходящий сварочный пруток и обратите внимание на сушку. (2) Очистите свариваемую деталь перед сваркой. (3) Уменьшите скорость сварки, чтобы внутренний газ мог легко выходить. (4) Используйте соответствующий ток, рекомендованный производителем. (5) Установите соответствующую длину дуги. (6) Выполните надлежащий предварительный нагрев. |
| CO2 сварка в газовой среде | (1) Основной металл загрязнен. (2) Сварочная проволока заржавела или сварочный флюс мокрый. (3) Бедный точечная сварка и неправильный выбор сварочной проволоки. (4) Длина сухого удлинителя слишком велика, и защита от газа CO2 не является тщательной. (5) Скорость ветра высока, а ветрозащитное устройство отсутствует. (6) Слишком высокая скорость сварки и слишком высокая скорость охлаждения. (7) Искры брызнули на сопло, вызвав турбулентность газа. (8) Газ имеет низкую чистоту и содержит много примесей (особенно влаги). | (1) Уделите внимание очистке свариваемых деталей перед сваркой. (2) Выберите подходящую сварочную проволоку и храните ее в сухом месте. (3) Место сварная шайба не должны иметь дефектов, должны быть очищены одновременно, а размер используемой сварочной проволоки должен быть соответствующим. (4) Уменьшите длину сухого удлинителя и отрегулируйте соответствующий поток газа. (5) Установите ветрозащитное оборудование. (6) Уменьшите скорость, чтобы дать возможность внутреннему газу выйти. (7) Уделите внимание удалению сварочного шлака на сопле и нанесите ингибитор адгезии брызг, чтобы продлить срок службы сопла. (8) Чистота CO2 составляет более 99,98%, а влажность - менее 0,005%. |
| Дуговая сварка под флюсом | (1) В сварном шве присутствуют ржавчина, оксидная пленка, жир и другие органические загрязнения. (2) Флюс влажный. (3) Поток загрязнен. (4) Слишком высокая скорость сварки. (5) Недостаточная высота потока. (6) Высота потока слишком велика, поэтому газу нелегко выходить (особенно в случае мелких частиц потока). (7) Сварочная проволока заржавела или испачкана маслом. (8) Неправильная полярность (особенно загрязнение во время стыковки приводит к образованию пор). | (1) Сварной шов должен быть зашлифован или прожжен пламенем, а затем удален проволочной щеткой. (2) Сушите при температуре около 300 ℃ (3) Обращайте внимание на хранение флюса и очистку зоны возле сварочной детали, чтобы избежать смешивания сухих веществ. (4) Уменьшите скорость сварки. (5) Резиновая насадка на выходе потока должна быть отрегулирована выше. (6) Резиновая трубка на выходе флюса должна быть отрегулирована ниже, и соответствующая высота должна составлять 30 ~ 40 мм в случае автоматической сварки. (7) Замените сварочную проволоку на чистую. (8) Измените прямое подключение постоянного тока (DC -) на обратное подключение постоянного тока (DC +). |
| Плохое оборудование | (1) Редукционный манометр охлаждается, и газ не может вытекать. (2) Сопло блокируется искрами и брызгами. (3) На сварочной проволоке есть масло и ржавчина. | (1) Если электрический нагреватель не подключен к газовый регуляторУстановите электрический нагреватель и одновременно проверьте расход воды в счетчике. (2) Всегда удаляйте брызги из сопла. И покрыты ингибитором адгезии брызг. (3) Не прикасайтесь к маслу при хранении или установке сварочных проводов. |
| Самоэкранированная порошковая проволока | (1) Напряжение слишком высокое. (2) Длина выступа сварочной проволоки слишком мала. (3) На поверхности ржавчины, краски и влаги стальная пластина. (4) Слишком большой угол наклона тяги сварочного пистолета. (5) Слишком высокая скорость перемещения, особенно при поперечной сварке. | (1) Уменьшите напряжение. (2) Используйте в соответствии с инструкциями различные сварочные проволоки. (3) Очистите перед сваркой. (4) Уменьшите угол тяги до 0° ~ 20°. (5) Отрегулируйте должным образом. |
Похожие статьи: Как правильно выбрать сварочный стержень?
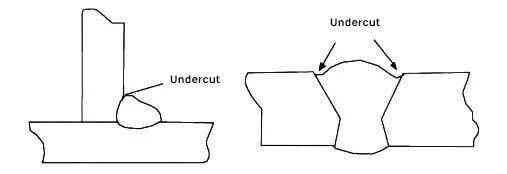
2. Подрез
| Режим сварки | Причина возникновения | Профилактические меры |
| Ручная дуговая сварка | (1) Течение слишком сильное. (2) Электроды не подходят. (3) Дуга слишком длинная. (4) Неправильный метод эксплуатации. (5) Основной металл загрязнен. (6) Перегрев основного металла. | (1) Используйте меньший ток. (2) Выбор сварочных прутков соответствующих типов и размеров. (3) Поддерживайте правильную длину дуги. (4) Используйте правильный угол, более медленную скорость, более короткую дугу и более узкий метод работы. (5) Удалите масляные пятна или ржавчину с основного металла. (6) Используйте электроды меньшего диаметра. |
| CO2 сварка в газовой среде | (1) Слишком длинная дуга и слишком высокая скорость сварки. (2) Во время филейная сваркаСварочный стержень выровнен неправильно. (3) Вертикальное колебание сварки или плохая работа, приводящая к недостаточному заполнению обеих сторон сварная шайба и подрезать. | (1) Уменьшите длину и скорость дуги. (2) При горизонтальной филейной сварке положение сварочной проволоки должно находиться на расстоянии 1 ~ 2 мм от места пересечения. (3) Откорректируйте метод работы. |
3. Включение шлака

| Режим сварки | Причина возникновения | Профилактические меры |
| Ручное электричествоДуговая сварка | (1) Сварочный шлак предыдущего слоя удален не полностью. (2) Слишком низкий сварочный ток. (3) Слишком низкая скорость сварки. (4) Электрод качается слишком широко. (5) Плохое сочетание сварных швов и конструкция.зазор. | (1) Полностью удалите сварочный шлак с предыдущего слоя. (2) Принять более высокий ток. (3) Повышение скорости сварки. (4) Уменьшите ширину размаха сварочного прутка. (5) Правильный угол паза и |
| CO2 газодуговая сварка | (1) Наклон (спуск) основного металла заставляет сварочный шлак продвигаться вперед. (2) После предыдущей сварки сварочный шлак не очищается. (3) Ток слишком мал, скорость медленная, много сварки. (4) При сварке методом "вперед" сварочный шлак в щель попадает намного раньше. | (1) Установите сварную деталь в горизонтальное положение, насколько это возможно. (2) Обращайте внимание на чистоту каждой сварочной бусины. (3) Увеличьте силу тока и скорость сварки, чтобы сварочный шлак легко всплывал. (4) Повышение скорости сварки. |
| Дуговая сварка под флюсом | (1) Направление сварки наклонено к основному металлу, поэтому сварочный шлак течет вперед. (2) Во время многослойной сварки фрезерование Поверхность растворяется сварочной проволокой, а сварочная проволока находится слишком близко к боковой поверхности канавки. (3) Шлаковые включения легко возникают в месте с направляющей пластиной в начальной точке сварки. (4) При наличии небольшого количества сварочного шлака во втором слое легко образуются трещины. (5) Скорость сварки слишком мала, чтобы сварочный шлак продвигался вперед. (6) Наконец, напряжение дуги в готовом слое слишком велико, что приводит к перемешиванию свободного сварочного шлака в конце сварочной бусины. | (1) Измените направление сварки на противоположное или переведите основной металл в горизонтальное направление, насколько это возможно. (2) Расстояние между щелевой стороной и сварочной проволокой должно быть как минимум больше диаметра сварочной проволоки. (3) Толщина и форма пазов направляющей пластины должны быть такими же, как и у основного металла. (4) Увеличьте сварочный ток, чтобы остаточный сварочный шлак легко расплавился. (5) Увеличьте сварочный ток и скорость сварки. (6) Уменьшите напряжение или увеличьте скорость сварки. При необходимости покровный слой меняется с однопроходной на многопроходную сварку. |
| Самоэкранированная порошковая проволока | (1) Напряжение дуги слишком низкое. (2) Неправильный поворот дуги сварочной проволоки. (3) Сварочная проволока слишком длинная. (4) Слишком низкий ток и слишком низкая скорость сварки. (5) Первый сварочный шлак был удален не полностью. (6) Первый курс плохо сочетается. (7) Слишком узкий паз. (8) Сварной шов наклонен вниз. | (1) Отрегулируйте должным образом. (2) Больше тренируйтесь. (3) Следуйте инструкциям для различных сварочных проводов. (4) Настройте параметры сварки. (5) Совершенно чистый (6) Используйте надлежащее напряжение и следите за колебаниями дуги. (7) Откорректируйте угол наклона паза и зазор. (8) Сплющиваться или двигаться быстрее. |
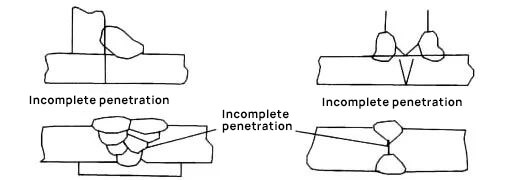
4. Неполное проникновение
| Режим сварки | Причина возникновения | Профилактические меры |
| Ручная дуговая сварка | (1) Неправильный выбор сварочного прутка. (2) Слишком низкий ток. (3) Слишком высокая скорость сварки, недостаточный подъем температуры и слишком низкая скорость сварки. Импульс дуги блокируется сварочным шлаком и не может быть передан основному металлу. (4) Неправильная конструкция и сочетание сварных швов. | (1) Выберите сварочный стержень с относительно высокой пробивной силой. (2) Используйте соответствующий ток. (3) Вместо этого используйте соответствующую скорость сварки. (4) Увеличьте степень щелевания, увеличьте зазор и уменьшите глубину залегания корней. |
| CO2 сварка в газовой среде | (1) Дуга слишком мала, а скорость сварки слишком низкая. (2) Дуга слишком длинная. (3) Плохая конструкция пазов. | (1) Увеличьте сварочный ток и скорость. (2) Уменьшите длину дуги. (3) Увеличьте степень заделки щелей. Увеличьте зазор и уменьшите глубину залегания корней. |
| Самоэкранированная порошковая проволока | (1) Слишком низкий ток. (2) Слишком низкая скорость сварки. (3) Напряжение слишком высокое. (4) Неправильный поворот дуги. (5) Неправильный угол наклона паза. | (1) Увеличьте силу тока. (2) Повышение скорости сварки. (3) Уменьшите напряжение. (4) Больше тренируйтесь. (5) Используйте больший угол паза. |
5. Трещина

| Режим сварки | Причина возникновения | Профилактические меры |
| Ручная дуговая сварка | (1) Сварные детали содержат слишком много углерода, марганца и других компонентов элементы сплава. (2) Сварочный пруток низкого качества или влажный. (3) Сдерживающее напряжение сварного шва слишком велико. (4) Материал шины содержит слишком много серы и не подходит для сварки. (5) Недостаточная строительная подготовка. (6) Толщина основного металла велика, а скорость охлаждения слишком высока. (7) Течение слишком сильное. (8) Первый проход недостаточен для сопротивления усадочным напряжениям. | (1) Используйте сварочный пруток с низким содержанием водорода. (2) Сварочный пруток должен быть сухим и пригодным для использования. (3) Улучшите конструкцию, обратите внимание на последовательность сварки и проведите термообработку после сварки. (4) Избегайте использования плохой стали. (5) При сварке следует учитывать предварительный или последующий подогрев. (6) Разогрейте основной металл и медленно остудите после сварки. (7) Используйте соответствующий ток. (8) Сварочный металл первой сварки должен полностью противостоять усадочному напряжению. |
| Сварка в защитном газе CO2 | (1) Если угол щели слишком мал, то при сварке на высоком токе будут возникать грушевидные трещины и трещины в виде сварного зуба. (2) The содержание углерода основного металла и других сплавов слишком высоки (зона сварного шва и горячая тень). (3) При многослойной сварке первый проход слишком мал. (4) Неправильная последовательность сварки, приводящая к слишком сильному усилию скрепления. (5) Сварочная проволока влажная, и водород проникает в сварочный шов. (6) Плохое соединение втулочной пластины, что приводит к неравномерной высоте и концентрации напряжений. (7) Из-за чрезмерного количества сварки первого слоя охлаждение происходит медленно (нержавеющая сталь, алюминиевый сплав и т.д.). | (1) Обратите внимание на соответствие угла паза и силы тока, при необходимости увеличьте угол паза. (2) Должны использоваться электроды с низким содержанием углерода. (3) Металл первого шва должен быть достаточно устойчив к усадочным напряжениям. (4) Улучшите конструкцию, обратите внимание на последовательность сварки и проведите термообработку после сварки. (5) Обратите внимание на хранение сварочной проволоки. (6) Обращайте внимание на точность сборки сварного шва. (7) Обращайте внимание на правильную силу тока и скорость сварки. |
| Дуговая сварка под флюсом | (1) Сочетание сварочной проволоки и флюса, используемого для сварки основного металла, является неподходящим (содержание углерода в основном металле слишком велико, а содержание марганца в металле сварочной проволоки слишком мало). (2) Сварная шайба быстро остывает и затвердевает зона термического влияния. (3) Сварочная проволока содержит слишком много углерода и серы. (4) Усилие, создаваемое в первом слое многослойной сварки, недостаточно для противостояния усадочным напряжениям. (5) Чрезмерное проплавление или расслоение во время филейной сварки. (6) Неправильная последовательность выполнения сварки и большая сила сцепления основного металла. (7) Неправильная форма сварного шва, слишком большое или слишком маленькое соотношение ширины и глубины сварного шва. | (1) При использовании сварочной проволоки с высоким содержанием марганца, при высоком содержании углерода в основном металле необходимо принять меры по предварительному нагреву. (2) The сварочный ток и напряжение следует увеличить, скорость сварки уменьшить, а основной металл подогреть. (3) Замените сварочную проволоку. (4) Сварочный металл первого прохода должен полностью противостоять усадочному напряжению. (5) Уменьшите сварочный ток и скорость сварки и измените полярность. (6) Обратите внимание на указанные методы строительства и обеспечьте руководство по строительству для сварочных работ. (7) Соотношение ширины и глубины сварного шва составляет примерно 1:1:25, ток уменьшается, а напряжение увеличивается. |
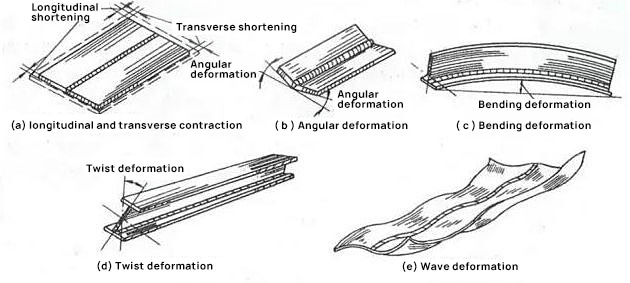
6. Деформация
| Режим сварки | Причина возникновения | Профилактические меры |
| Ручная сваркаСварка в газовой средеCO2Сварка порошковой проволокой в самозащитной средеАвтоматическая сварка под флюсом | (1) Слишком много сварочных слоев. (2) Неправильная последовательность сварки. (3) Недостаточная строительная подготовка. (4) Слишком быстрое охлаждение основного металла. (5) Перегрев основного металла. (лист) (6) Неправильная конструкция сварного шва. (7) Сваривается слишком много металла. (8) Способ сдерживания не является точным. | (1) Используйте электроды большего диаметра и с большей силой тока. (2) Правильная последовательность сварки (3) Перед сваркой закрепите сварную деталь с помощью приспособления, чтобы избежать деформации. (4) Избегайте слишком быстрого охлаждения или предварительного нагрева основного металла.(5) Выберите сварочные материалы с низким уровнем проникновения. (6) Уменьшите сварочный зазор и степень прорези. (7) Обратите внимание на размер сварки и не делайте сварочный шов слишком большим. (8) Обратите внимание на крепежные меры для предотвращения деформации. |
7. Другие дефекты сварки
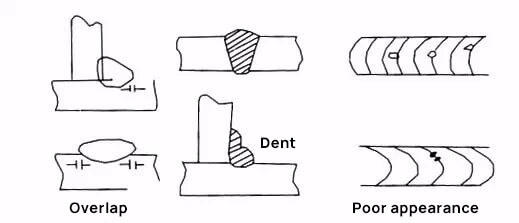
| Режим сварки | Причина возникновения | Профилактические меры |
| Перекрытие | (1) Слишком низкий ток. (2) Слишком низкая скорость сварки. | (1) Используйте соответствующий ток. (2) Используйте соответствующую скорость. |
| Плохой внешний вид и форма сварного шва | (1) Некачественный сварочный пруток. (2) Неправильный метод эксплуатации. (3) Слишком высокий сварочный ток и слишком толстый диаметр электрода. (4) Перегрев сварного шва. (5) В сварном шве плохой метод заполнения плавлением. (6) Изношена токопроводящая насадка. (7) Длина удлинения сварочной проволоки остается неизменной. | (1) Должны быть отобраны сухие электроды соответствующего размера и хорошего качества. (2) Применяйте равномерную и соответствующую скорость и последовательность сварки. (3) Выберите сварку с соответствующим током и диаметром. (4) Уменьшите силу тока. (5) Больше тренируйтесь. (6) Замените токопроводящую насадку. (7) Поддерживать фиксированную длину и мастерство. |
| Дент | (1) Неправильное использование сварочных прутьев. (2) Сварочный стержень влажный. (3) Слишком быстрое охлаждение основного металла. (4) Нечистый электрод и расслоение сварного шва. (5) Слишком высокое содержание углерода и марганца в сварном шве. | (1) Используйте соответствующий сварочный пруток. Если ее невозможно устранить, используйте сварочный пруток с низким содержанием водорода. (2) Используйте высушенные электроды. (3) Уменьшите скорость сварки и избегайте закалки. Лучше всего использовать предварительный или последующий подогрев. (4) Используйте хороший электрод с низким содержанием водорода. (5) Следует использовать электроды с высокой основностью. |
| Отклонение дуги | (1) При сварке на постоянном токе магнитное поле, создаваемое сварным швом, неравномерно, что отклоняет дугу. (2) Плохое расположение провода заземления. (3) Угол наклона сварочного пистолета слишком велик. (4) Длина удлинителя сварочной проволоки слишком мала. (5) Слишком высокое напряжение и слишком длинная дуга. (6) Слишком большой ток. (7) Слишком высокая скорость сварки. | (1) Установите заземляющий провод с одной стороны дуги, или сваривайте с другой стороны, или используйте короткую дугу, или скорректируйте магнитное поле, чтобы оно стало однородным, или используйте сварку переменным током (2) Отрегулируйте положение провода заземления. (3) Уменьшите угол сопротивления сварочного пистолета. (4) Увеличьте длину удлинителя сварочной проволоки. (5) Снизить напряжение и уменьшить дугу. (6) Настройте и используйте соответствующий ток. (7) Низкая скорость сварки. |
| Сгореть дотла | (1) При щелевой сварке ток слишком велик. (2) Слишком большой зазор в сварном шве из-за плохой прорезки. | (1) Уменьшите силу тока. (2) Уменьшите сварочный зазор. |
| Неравномерная сварочная борозда | (1) Токопроводящее сопло изношено, и выход сварочной проволоки колеблется. (2) Неквалифицированная работа со сварочным пистолетом. | (1) Замените сварочную насадку на новую. (2) Больше тренируйтесь. |
| Разрывы при сварке | (1) Слишком большой ток и слишком низкая скорость сварки. (2) Дуга слишком короткая, а сварочный шов слишком высокий. (3) Неправильное выравнивание сварочной проволоки. (во время филейной сварки) | (1) Выберите правильный ток и скорость сварки. (2) Увеличьте длину дуги. (3) Сварочная проволока не должна находиться слишком далеко от перекрестка. |
| Чрезмерное разбрызгивание искр | (1) Некачественный сварочный пруток. (2) Дуга слишком длинная. (3) Слишком высокий или слишком низкий ток. (4) Слишком высокое или слишком низкое напряжение дуги. (5) Сварочная проволока выступает слишком далеко. (6) Сварочный пистолет наклоняется слишком сильно, а угол тяги слишком велик. (7) Чрезмерное поглощение влаги сварочной проволокой. (8) The сварочный аппарат находится в плохом состоянии. | (1) Используйте подходящий сухой сварочный пруток. (2) Используйте более короткую дугу. (3) Используйте соответствующий ток. (4) Отрегулируйте должным образом. (5) Следуйте инструкциям для различных сварочных проводов. (6) Держите его как можно более вертикально и избегайте чрезмерного наклона. (7) Обратите внимание на условия хранения на складе. (8) Ремонтируйте и уделяйте внимание техническому обслуживанию в будние дни. |
| Сварная бусина имеет змеевидную форму. | (1) Сварочная проволока слишком длинная. (2) Сварочная проволока скручена. (3) Плохое линейное управление. | (1) Должна быть принята соответствующая длина, например, сплошная сварочная проволока, которая удлиняется на 20 ~ 25 мм в случае высокого тока. При самозащитной сварке длина удлинения составляет около 40 ~ 50 мм. (2) Замените сварочную проволоку на новую или исправьте искажение. (3) При работе по прямой линии сварочный пистолет должен находиться в вертикальном положении. |
| Нестабильность дуги | (1) Токопроводящее сопло на переднем конце сварочного пистолета намного больше диаметра сердечника сварочной проволоки. (2) Изношена токопроводящая насадка. (3) Сварочная проволока скручивается. (4) Транспортер сварочной проволоки вращается не плавно. (5) Изношена канавка колеса подачи сварочной проволоки. (6) Прижимное колесо плохо прижато. (7) Слишком высокое сопротивление соединения кабелей. | (1) Диаметр сердечника сварочной проволоки должен соответствовать диаметру токопроводящего сопла. (2) Замените токопроводящую насадку. (3) Скрутите и распрямите сварочную проволоку. (4) Добавьте масло на вал конвейера для смазки вращения. (5) Замените колесо транспортера. (6) Давление должно быть соответствующим, слишком слабое давление приводит к плохой подаче проволоки, слишком сильное давление приводит к повреждению сварочной проволоки. (7) Если кабелепровод согнут слишком сильно, отрегулируйте его, чтобы уменьшить величину изгиба. |
| Дуга между соплом и основным металлом | (1) Короткое замыкание между форсункой, кабелепроводом или токопроводящей форсункой. | (1) Необходимо удалить излишние искры и брызги, налипшие на сопло, или использовать керамическую трубку с изолирующей защитой сварочного пистолета. |
| Перегрев сопла сварочного пистолета | (1) Охлаждающая вода не вытекает полностью. (2) Чрезмерный ток. | (1) Труба охлаждающей воды заблокирована. Если труба охлаждающей воды заблокирована, ее необходимо удалить, чтобы давление воды возросло и поток стал нормальным. (2) Сварочный пистолет должен использоваться в пределах допустимого диапазона тока и коэффициента использования. |
| Сварочная проволока прилипает к проводящему соплу | (1) Расстояние между проводящим соплом и основным металлом слишком мало. (2) Чрезмерное сопротивление кабелепровода и плохая подача провода. (3) Ток слишком мал, а напряжение слишком велико. | (1) Используйте соответствующее расстояние или немного большее, чтобы начать дугу, а затем отрегулируйте соответствующее расстояние. (2) Очистите внутреннюю поверхность канала, чтобы обеспечить беспрепятственную доставку. (3) Установите соответствующие значения тока и напряжения. |


