Каковы опасности при использовании различных газов? Что делать в случае чрезвычайной ситуации?
Не допускайте наличия легковоспламеняющихся и взрывоопасных материалов рядом с баллоном.
Держитесь подальше от открытого огня и не работайте с газом при температуре выше 60 градусов Цельсия. Использование газа из несанкционированных источников строго запрещено.
Во избежание обморожения резервуар Дьюара не должен быть наклонен более чем на 45 градусов. Во время работы необходимо надевать защитные очки и перчатки. Категорически запрещается выпускать воздух с высокой концентрацией газа. Если резервуар Дьюара упадет на землю, его следует поднять в вертикальное положение в течение двух минут.
Источник лазерного излучения: Генерирует лазерный луч.
Станок лазерной резки: Используется для обработки с числовым программным управлением (ЧПУ).
Охладитель: Система охлаждения лазерного луча, отражающей линзы и режущей головки.
Воздушный компрессор: Обеспечивает подачу воздуха для лазерная резка машина и вспомогательные газы для обработки.
Осушитель: Отфильтровывает воду, масло и другие загрязнения, содержащиеся в воздухе, для поддержания сухости воздуха.
Пылесборник: Удаляет пыль и отработанные газы.
Регулятор: Поддерживает стабильное рабочее напряжение устройства.
Значение следующего кода
G00:
Быстрое позиционирование
M00:
Безусловная приостановка
G01:
Линейная интерполяция
M36:
Отключить последователей
G02:
Круговая интерполяция по часовой стрелке
M31:
Выберите воздух
G03:
Круговая интерполяция против часовой стрелки
M35:
Включить последователей
G04:
Пауза
M10:
Открыть механический затвор
G10:
Пустая стопка
M30:
Программа завершается и возвращается к заголовку программы
G50:
Масштаб по
M11:
Отключение механического затвора
G09:
Программа чтения с опережением
M06:
Отключение электронного затвора
G51:
Вращение заготовки
M07:
Включите электронный затвор
G71:
Метрическое программирование
M14:
Выключите дополнительный газ
G91:
Инкрементное программирование
G90:
Абсолютные координаты
Зачем проводить повторную калибровку при смене различных режущих материалов и разных типов насадок? Что следует вы что делать, если автоматическая калибровка не удалась?
Высота контролируется с помощью емкостного датчика, на который влияют материал, площадь поверхности контакта и расстояние между датчиком и материалом.
Различные насадки имеют разную площадь контакта, поэтому при смене типа насадки требуется повторная калибровка.
Если автоматическая калибровка не удалась, выполните ручную калибровку, выполнив команду M70 в режиме ручного ввода данных (MDI), или переключитесь на ручную калибровку.
Внешний световой тракт и метод коаксиальной регулировки по оси Z
Ось X регулируется поворотом верхнего и нижнего левого и правого регулировочных винтов на кронштейне лазера. Оси Y и Z регулируются с помощью трех регулировочных гаек на держателе объектива.
Как правило, грубая регулировка выполняется с помощью красного фонаря, а точная - с помощью вилки с крестообразным светом, чтобы убедиться, что передние и задние точки отцентрированы.
Метод и меры предосторожности для поиска фокуса
Чтобы подготовить плоскую доску, положите ее на конец станка для лазерной резки под углом 30-45 градусов.
Затем снимите сопло и установите шкалу на -5. Установите задержку прокалывания (P199) на 0 и переместите режущую головку в самую высокую точку доски.
Вызовите программу для фокусировки лазера, вручную включите воздух и запустите программу. Найдите место, где следы прожога на плате самые тонкие, и установите сопло. Переместите режущую головку вручную над этим самым тонким местом.
Затем выкручивайте шкалу до тех пор, пока сопло не окажется на расстоянии 0,5 мм от поверхности пластины. Запишите значение шкалы в этой точке, которая называется "шкала нулевого фокуса".
Меры предосторожности:
Перед выполнением программы важно убедиться, что направление движения регулировки фокуса в программе совпадает с ориентацией платы, чтобы избежать обратных столкновений.
Также необходимо вручную включать воздух до и после выполнения программы, чтобы дым не попал в объектив.
После завершения работы программы крайне важно не перемещать ось Z до тех пор, пока фокус не будет восстановлен, а также не допускать ударов и толчков платы.
Напишите коаксиальную программу и укажите значение каждого предложения
Диоксид углерода высокой чистоты 99.999% 5бар Гелий высокой чистоты 99.999% 5бар
Чистый азот 99.995% 5 бар
TK
Азот высокой чистоты 99.999% 5бар
Диоксид углерода высокой чистоты 99.999% 5бар Гелий высокой чистоты 99.999% 5бар
Примечание: газ, выдуваемый лазером TK, шунтируется высокочистым азотом внутри лазера.
Какие меры предосторожности следует предпринять перед выполнением программы? И на что следует обратить внимание во время обработки?
Перед началом процесса обработки необходимо убедиться, что процедура выбора правильная, параметры процесса названы верно, внешний вспомогательный газ доступен, а положение пластины точное.
Чтобы предотвратить деформацию листа во время обработки, которая может привести к столкновению, необходимо избегать любых помех. Во время работы оператор должен быть внимательным и не отходить от станка, постоянно обеспечивая свою личную безопасность.
Навесной шлак из нержавеющей стали, почему его нельзя прорезать и как решить эту проблему?
Существует два типа шлака, который может появиться на нижней поверхности разрезанного материала:
Твердый висячий шлак: Обычно это можно устранить, уменьшив фокус или увеличив давление воздуха.
Мягкий свисающий шлак: Обычно эту проблему можно решить путем увеличения скорости резки, снижения мощности и повышения положения фокуса.
Если материал не режущий Через, решение обычно заключается в снижении скорости, увеличении мощности и регулировке положения фокуса.
Какова зависимость между диаметром режущего отверстия и толщиной листа? Если оно выходит за пределы диапазона, что следует быть сделанным?
Для углеродистой стали: Диаметр отверстия не должен быть меньше толщины листа, если он меньше 8 мм. Если диаметр отверстия превышает 10 мм, он должен быть не менее чем в 1,2 раза больше толщины листа.
Для нержавеющей стали: Диаметр отверстия не должен быть меньше толщины листа, если он меньше 4 мм. Если диаметр отверстия больше 5 мм, он не должен быть меньше 1,5-кратной толщины листа.
Если отверстия превышают эти требования, их можно просверлить с помощью позиционирования по разметке или импульса медленная резка техники.
Внезапное отключение питания во время обработки, как нам продолжить лазер обработка?
Если во время процесса обработки машина выключилась, после перезапуска необходимо выполнить следующие действия:
Верните станок в опорную точку, чтобы восстановить систему координат станка.
Откройте программу ЧПУ, которая выполнялась до отключения питания, и проверьте, была ли вызвана подпрограмма Q999997 (которая вызывает память системы координат заготовки). Если она не вызвана, нулевую точку заготовки можно найти только вручную.
Если была вызвана подпрограмма Q999997, выберите систему координат заготовки с помощью G54.
Перейдите к X0Y0, чтобы найти нулевую точку заготовки с помощью G00X0Y0.
Проверьте значения параметров P8 (номер строки программы, выполняемой перед выключением питания) и P12 (номер последней строки быстрого позиционирования G00 перед выключением питания) в параметре цикла. Используйте FASTPLOT для проверки программы и убедитесь, что номер программы верен.
Измените программу ЧПУ, добавив безусловную паузу (M00) после команды G09 (чтение с опережением, функция предварительного этапа) и увеличив команду пропуска (GO**** со значением для памяти P12). После командной строки G00 памяти на P12 добавьте подпрограмму процесса режущего слоя, например Q990051 (первый слой параметр резания вызов).
Выполните программу, включите вспомогательную функцию и питание лазера и возобновите резку с автоматическим позиционированием.
Воздух или вспомогательные газы, такие как кислород и азот, не являются чистыми и содержат загрязняющие вещества, такие как влага, частицы, сажа и масло.
Внешний световой тракт также не является чистым и может быть загрязнен шлаком в процессе резки и перфорации.
Сколько существует методов перфорации? При каких обстоятельствах используется каждый метод? Что является причиной прорвавшиеся дыры, когда с помощью обычного перфоратораионный метод? Как с этим справиться?
Существует три метода перфорации:
Обычная перфорация
Прогрессирующая перфорация
Отверстие
Как правило, обычная перфорация используется на листах из углеродистой стали толщиной 10 мм и менее, а прогрессивная перфорация - на листах из углеродистой стали толщиной 10 мм и более. Использование перфорационных отверстий не распространено.
Обратите внимание, что алюминиевые сплавы не должны быть перфорированы с помощью прогрессивной перфорации, а должны быть перфорированы в фокусной точке.
Причины, по которым можно использовать разрывное отверстие, включают:
Недостаточное время прокалывания
Чрезмерное давление при перфорации
Высокий фокус перфорации.
Каковы причины несовпадения режущих торцов?
Коаксиальное смещение
Неправильный путь света
Нет насадки
Пластина плохого качества
Загрязнение фокусирующего зеркала
Начальная режущая поверхность не очень хорошая
Задержка открытия света
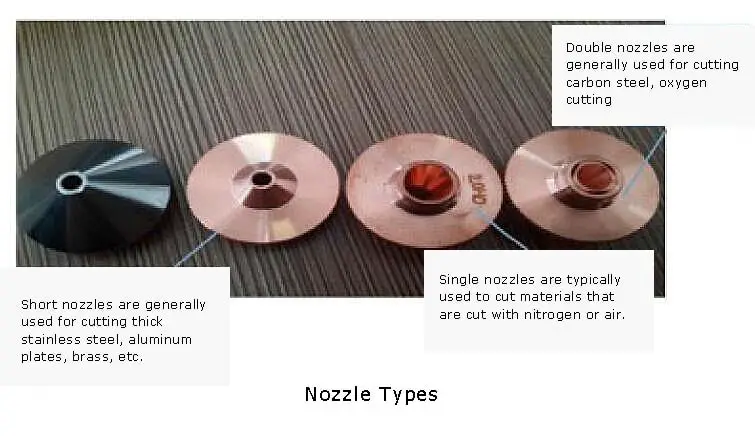
Каковы типы и размеры насадок? Как следует выбирать насадки для материалов различной толщины?
Существует два типа насадок: двухслойные высокие насадки и однослойные низкие насадки с прямым дном. Двухслойные высокие насадки имеют размеры 1,4, 2, 2,5 и 3,0, а однослойные низкие насадки с прямым дном - размеры 1,5, 2,0, 2,5 и 3,0.
Как правило, для углеродистой стали используются двухслойные насадки. При толщине 8 мм и менее используется насадка 1,4; при толщине 10-12 мм - насадка 2,0; при толщине 14-18 мм - насадка 2,5; при толщине 20-25 мм - насадка 3,0.
С другой стороны, для нержавеющей стали и алюминиевых сплавов обычно используется однослойное сопло с прямым дном.
Подробные параметры обработки кислородной резки углеродистой стали 10 мм-16 мм и азотной резки нержавеющей стали 8 мм
Тип лазерного генератора
Лист
Мощность
Скорость
Фокус
Диаметр сопла.
Высота среза
Режущий газ
Давление воздуха
Объектив
мм
W
мм/мин
мм
мм
мм
Бар
дюйм
TK2000
MS 10
1800
1000-1200
1
2
1.2
O2
0.8~1.0
7.5
PRC4000
MS 16
2450
800-1000
2
2.5
1.2
O2
0.6~0.7
7.5
ROFIN DC030
SUS 8
2950
800-1100
-8
2.5
0.65
O2
20
7.5
В чем преимущества 21,5-дюймовых и 7,5-дюймовых объективов при резке листов?
5-дюймовый объектив:
Эта линза идеально подходит для резки тонких листов, поскольку обеспечивает высокую скорость резки и качественные результаты.
7,5-дюймовый объектив:
Эта линза подходит для резки толстые пластины благодаря небольшой конусности и высококачественному резу. Он также эффективно защищает линзы от повреждений.
В чем разница между дальним и ближним концом оптического пути в фокусе, почему существует такая разница? Как решить проблему влияния ее сокращения?
Фокус на дистальном конце оптического пути ниже по сравнению с фокусом на проксимальном конце из-за угла расхождения лазерного излучения, которое не является идеально параллельным.
Чтобы нивелировать эффект разного фокуса в процессе резки, высоту панели управления можно регулировать поворотом ручки регулировки или изменением скорости резки.
Что следует вы на что обратить внимание при резке неметалла?
Необходимо избегать резки с использованием кислорода, а вместо него использовать азот или воздух.
Для предотвращения столкновений и загрязнения линз следует увеличить расстояние между соплом и материалом, а также поддерживать небольшой зазор для предотвращения скопления пыли.
Как предотвратить деформацию и поворот заготовки в процессе резания? Каковы причины отклонения размеров отрезанной заготовки?
Для предотвращения деформации и искривления во время резки можно использовать такие методы, как резка с перекосом, микросоединение и смещение точки реза.
Если размер заготовки отклоняется слишком сильно из-за смещения, вызванного деформацией, это может привести к значительному отклонению от желаемого размера.
Зачем вырезать небольшой круг при резке нержавеющей стали толщиной более 4 мм или начать с медленное сокращениеing?
В начале процесса резки важно обеспечить направление потока вспомогательного воздуха вниз, чтобы эффективно предотвратить обратное движение шлака.
Какой газ используется для резки углерода, как влияет чистота газа на резку?
В качестве газа для резки обычно используется кислород, чистота которого обычно составляет 99,5% или выше.
Качество резки улучшается с повышением чистоты кислорода.
Какой газ используется для резки нержавеющей стали и как влияет чистота газа на резку?
В качестве газа для резки обычно используется азот, чистота которого обычно составляет 99,6% или выше. Если чистота азота низкая, режущая кромка может выглядеть желтой. С другой стороны, если чистота азота высока, режущая кромка будет ярче.
Кроме того, использование азота высокой чистоты позволяет уменьшить образование окалины на нижней кромке реза.
При резке нержавеющей стали с пленкой, лицевой стороной вверх или вниз? Почему именно так? Что должно быть вы на что обратить внимание при нарезке пленки?
Если пленка направлена вниз, она препятствует выходу шлака, поэтому пленка должна быть направлена вверх.
При резке пленки необходимо помнить о том, что пленка может отслоиться и зацепить режущую головку. Обычное решение - сначала сделать отметку на пленке, а затем приступить к процессу резки.
На что следует обратить внимание при установке FASTCAM?
После завершения установки замените неправильные файлы конфигурации PA8000.com и SETUP.DAT в каталоге установки FASTCAM на правильные.
Какие требования предъявляются к входящей линиидля сайт нержавеющая сталь/углерод сталь с разной толщины?
Для нержавеющей стали толщиной 3 мм и менее можно использовать прямые провода. Когда резка нержавеющей стали толщиной 4 мм и более, обычно используется сочетание прямых линий и небольших дуг.
Для углеродистой стали обычно используется круговая дуга.
Что следует быть сделанным если во время обычной обработки внезапно возникло неприятное явление?
Если возникает нежелательное явление, важно сначала сделать паузу, а затем проанализировать причину, прежде чем предпринимать соответствующие действия для ее устранения.
Каковы преимущества и недостатки использования баллонного газа, дьюара резервуар, и резервуары для хранения?
Используйте бутилированный газ:
Хотя давление гарантировано, высокая стоимость и короткий срок использования требуют частой замены газа.
Используйте резервуар Дьюара:
Благодаря удобной вентиляции, длительному сроку службы и низкой стоимости резервуары Дьюара подходят для длительной переработки. (Рекомендуется использовать резервуары Дьюара высокого давления, объем газа для газификации обычно составляет не менее 80 кубических метров).
Используйте резервуар для хранения:
Резервуары для хранения обеспечивают значительную экономию газа и низкую стоимость при длительном сроке использования. Как правило, жидкий азот заряжается раз в полмесяца, что делает его одноразовой инвестицией. Рекомендуется использовать, когда работают два станка и требуется большое количество азота для вспомогательного технологического газа.
Каковы этапы программирования в FASTCAM и FASTNEST?
Программирование FASTCAM осуществляется следующим образом:
Импортируйте файл DXF/DWG и выполните очистку CAD и обработку сжатия.
Что означает EX CHANGE TABLE ALARM и как решить эту проблему?
Проверьте, поднята ли режущая головка в самую высокую точку в случае поломки сменного верстака.
В чем смысл и решение AXIS Z MINUS LIMIT ALARM?
Обнаружена неисправность отрицательного аппаратного ограничителя оси Z. Чтобы решить эту проблему, нажмите кнопку аварийного останова, открутите режущую головку от жесткого концевого выключателя, а затем вернитесь в нулевое положение.
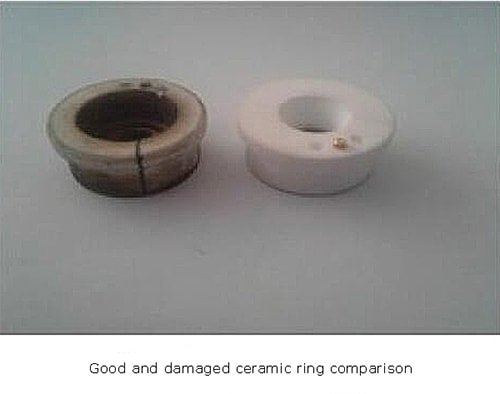
Как защитить керамическое кольцо от повреждений?
Убедитесь, что охлаждающий керамический кольцевой газ работает правильно. Оператор не должен отходить от станка во время его работы и должен быть внимателен к внезапному снятию напряжения с пластины и переворачиванию заготовки. При необходимости следует принять оперативные меры после приостановки работы станка, чтобы предотвратить повреждение керамических колец и режущих головок.
Категорически запрещается использовать двухслойные сопла при резке нержавеющей стали или алюминиевого сплава азотом высокого давления.
Каковы причины появления шлака на нижней поверхности листа из углеродистой стали?
Неправильное положение фокуса
Низкое давление воздуха
Загрязнения на поверхности листа (такие как ржавчина, масло и клей)
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Основные концепции автоматизированного проектирования и автоматизированного производства Автоматизированное проектирование и автоматизированное производство (CAD/CAM) - это комплексная и технически сложная дисциплина системного инжиниринга, которая включает в себя такие различные области, как компьютерная [...]...
Концепция виртуального производства Виртуальное производство (ВП) - это фундаментальная реализация реального производственного процесса на компьютере. В нем используются технологии компьютерного моделирования и виртуальной реальности, поддерживаемые высокопроизводительными [...]...
Гибкая производственная система (FMS) обычно использует принципы системной инженерии и групповой технологии. Она объединяет станки с числовым программным управлением (ЧПУ) (обрабатывающие центры), координатно-измерительные машины, системы транспортировки материалов, [...]...
Подобно тому, как производственные технологии играют важнейшую роль в различных областях, технология нанофабрикации занимает ключевое место в сфере нанотехнологий. Технология нанофабрикации включает в себя множество методов, в том числе механические [...].
Сверхточная обработка относится к прецизионным производственным процессам, в которых достигаются чрезвычайно высокие уровни точности и качества поверхности. Ее определение относительно и меняется по мере развития технологий. В настоящее время эта технология позволяет достичь [...].
В настоящее время механическую обработку можно разделить на две группы в зависимости от серийности производства: Среди этих двух категорий, первая составляет около 70-80% от общей стоимости продукции механической обработки [...]...
В этой статье в основном представлены несколько зрелых методов специальной обработки. I. Обработка электрическим разрядом (EDM) EDM - это метод обработки токопроводящих материалов, использующий явление электрической коррозии во время [...]...
Что такое обработка с ЧПУ? Числовое программное управление (ЧПУ) - это метод управления движением и операциями обработки на станках с помощью оцифрованной информации. Станки с числовым программным управлением, часто сокращенно называемые [...]...
Обработка резанием остается наиболее распространенным методом механической обработки, играющим важную роль в механическом производстве. С развитием производственных технологий технология обработки резанием претерпела значительный прогресс в [...].
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].