Как рассчитать нагрузку и мощность для симметричной трехвалковой листогибочной машины
Представьте себе, что вы пытаетесь согнуть толстый стальной лист в идеальный цилиндр - сколько сил вам потребуется? В этой статье мы рассмотрим критические расчеты для определения нагрузки и требуемой мощности для симметричных 3-валковых листогибочных машин. Вы узнаете об анализе усилий, необходимых для проектирования каждой детали, о требованиях к крутящему моменту и мощности, необходимой для системы главного привода. Поняв эти расчеты, вы получите представление о создании эффективных и экономичных листогибочных машин.
Нагрузка на листогибочные машины значительна, что требует высокой прочности их компонентов. Это необходимо для обеспечения долговечности и производительности машины в тяжелых условиях эксплуатации.
В условиях современной конкуренции снижение стоимости листопрокатных станков имеет решающее значение. Для этого необходимо спроектировать машину с высокой точностью и надежностью, чтобы поддерживать качество и при этом минимизировать расходы.
Для эффективного проектирования валковой гибочной машины необходимо сначала провести всесторонний силовой анализ. Этот анализ позволяет получить фундаментальные параметры, необходимые для проектирования каждой части машины, гарантируя, что все компоненты смогут выдержать эксплуатационные нагрузки, с которыми они столкнутся.
Кроме того, очень важно рассчитать мощность главного привода. Этот расчет имеет решающее значение для проектирования системы главного привода и выбора подходящего двигателя, обеспечивающего эффективную работу машины.
Поэтому проведение детального анализа усилий и точный расчет движущей силы являются важнейшими этапами в процессе проектирования валковой гибочной машины.
В этой статье описывается метод расчета силовых возможностей симметричного трехвалкового гибочного станка. Этот метод также может служить справочным материалом для других типов листогибов прокатные станки, обеспечивая фундаментальный подход к их разработке и оптимизации.
Анализ силы
2.1 Максимальный крутящий момент, необходимый для прокатки цилиндра
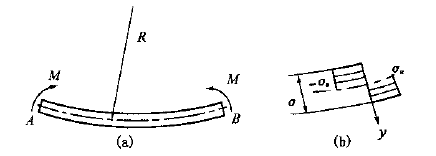
Когда листопрокатный станок работает, стальной лист должен быть закатан в стальную трубу.
В это время напряжение материала достигло предела текучести.
Таким образом, распределение изгибающих напряжений на участке трубы показано на рисунке (b), а изгибающий момент M на участке составляет:
В приведенной выше формуле,
B, δ - Максимальная ширина и толщина стальной прокат лист (м)
σs - Предел текучести материала (кН - m-2)
Рис.1 Распределение напряжений при изгибе вала
При рассмотрении деформации материала происходит упрочнение, и для модификации уравнения (1) вводится коэффициент упрочнения K, а именно:
В приведенной выше формуле,
K - коэффициент армирования, значение может быть K = 1.10~1.25, если результат для δ/R большой, то возьмите самое большое значение.
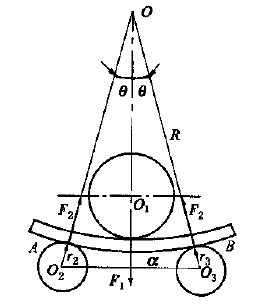
При прокатке стальная пластинаСиловое состояние показано на рисунке ниже. Согласно балансу сил, опорная сила F2 на валковой пластине можно получить по формуле:
Учитывая, что толщина пластины δ намного меньше минимального диаметра прокатной трубы, радиус R нейтрального слоя составляет около 0,5dминДля упрощения расчетов вышеприведенное уравнение можно изменить на:
Согласно балансу сил, сила давления F1который генерируется верхним роликом и действует на прокатный лист:
Расчет мощности привода
3.1 Момент привода нижнего ролика
Нижний ролик листопрокатный станок является ведущим роликом, а крутящий момент на нижнем ролике используется для преодоления деформирующего момента Tn1 и момент трения Tn2.
В процессе прокатка стального листаа деформационные возможности, запасенные в сечении AB стального листа (см. рис. 1а и рис. 2), равны 2Mθ, затраченное время составляет 2θR/V (V скорость качения).
Коэффициент равен мощности деформирующего момента Tn1, а именно:
Поэтому,
Момент трения включает в себя момент трения качения между верхним и нижним роликом и стальной пластиной, а также момент трения скольжения между шейкой ролика и втулкой вала, который можно рассчитать следующим образом:
В приведенной выше формуле:
f - Коэффициент трения качения, принять f = 0.008m
μ - Коэффициент трения скольжения, принять μ = 0.05-0.1d1,
d2 - Диаметр верхнего и нижнего роликов (м)
D1, D2 - Диаметр горловины верхнего и нижнего валика (м)
На этапе проектирования размер еще не точен, значение может принимать значение Di = 0.5di (i=1, 2). Крутящий момент привода нижнего ролика T равен сумме деформирующего момента Tn1 и момент трения Tn2.
3.2 Мощность привода нижнего вала
Мощность привода нижнего ролика:
В приведенной выше формуле:
P - Приводимая мощность (м - кВт)
T - Момент движущей силы (КН - м)
n2 - Скорость вращения нижнего валика (об - мин.-1), n2=2V/d2 (V - скорость качения)
η - эффективность передачи, η=0,65-0,8
Мощность главного двигателя можно определить по значению P.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как массивные металлические листы превращаются в точные цилиндрические формы? В этой статье мы расскажем об удивительной механике четырехвалковых листогибочных машин, изучим их устройство, принципы работы и критические...
Вы когда-нибудь задумывались о том, как массивный стальной лист сгибается в нужную форму? В этой статье мы исследуем увлекательную механику, лежащую в основе листопрокатных станков, раскрывая силы и расчеты...
Вы когда-нибудь пытались рассчитать межосевое расстояние между роликами в станке? В этой статье блога мы рассмотрим простой метод определения этого важного измерения. Наш эксперт...
Вы когда-нибудь задумывались, как четырехвалковая листогибочная машина добивается таких точных изгибов? В этой статье рассматривается расчет смещения положения боковых валков под руководством опытного инженера-механика.....
Вы когда-нибудь задумывались, как массивные стальные конструкции превращаются в идеальные цилиндры и конусы? Эта статья посвящена увлекательному миру листопрокатных станков - важнейших инструментов в таких отраслях, как...
Вы когда-нибудь задумывались, как массивные стальные листы превращаются в идеально изогнутые формы? В этой увлекательной статье блога мы погрузимся в захватывающий мир 3-валковых гибочных машин. Откройте для себя...
Представьте себе, как плоский лист металла превращается в сложную кривую с точностью и эффективностью. Гибочные станки, играющие важнейшую роль в таких отраслях, как судостроение и аэрокосмическая промышленность, достигают этого с помощью передовых технологий,...
Вы когда-нибудь задумывались, как эти массивные стальные конструкции формируются в идеальные кривые? Секрет этого - гибка валков. В этой статье мы погрузимся в увлекательный мир...