Анализ нагрузки и расчет мощности для гибки 4 валков
Вы когда-нибудь задумывались, как массивные металлические листы превращаются в точные цилиндрические формы? В этой статье мы расскажем об удивительной механике четырехвалковых листогибочных машин, изучим их устройство, принципы работы и критические расчеты для выбора мощности двигателя. Приготовьтесь погрузиться в чудеса инженерной мысли, обеспечивающие работу таких отраслей промышленности, как судостроение и нефтедобыча!
Листопрокатный станок - это универсальное оборудование для прокатки листового металла в цилиндрические, дуговые и другие общие формы.
Она широко используется в таких отраслях, как котлостроение, судостроение, нефтедобыча, химическая промышленность, производство металлоконструкций и машиностроение.
Четырехвалковая листогибочная машина известна своим удобным выравниванием по центру, малым количеством излишков прямой кромки, высокой точностью коррекции округлости и эффективностью, так как она может завершить предварительную гибку и формовку заготовки за один процесс прокатки без необходимости переключения конца листа.
Условия воздействия силы гибки валков при работе четырехвалковой листогибочной машины сложны и сопряжены со значительной нагрузкой, что требует прочных и жестких опорных частей.
Таким образом, точная и надежная конструкция валки из пластин очень важна.
Для начала необходимо определить силовые параметры вальцегибочного станка, такие как давление на ролик, изгибающий момент и мощность двигателя.
Анализ нагрузки прокатная машина может служить в качестве справочных данных для проектирования пластинчатых валков.
Расчет основной приводимой мощности пластины гибка валков Машина имеет решающее значение при выборе главного двигателя.
Мощность двигателя должна быть выбрана тщательно, так как слишком маленький двигатель будет долго перегружаться и повреждаться из-за нагрева изоляции, а слишком большой двигатель не будет полностью использовать свою выходную мощность и будет расходовать электроэнергию впустую.
Поэтому проведение анализа нагрузки и улучшение расчета мощности привода четырехвалкового листогибочного станка имеет практическое значение для выбора подходящего двигателя.
В этом посте мы не только представим основную структуру и принцип работы четырехвалкового листогибочного станка, но и проанализируем его силовые возможности, а также приведем формулу расчета основной приводимой мощности четырехвалкового гибочного станка.
Структура и принцип работы четырехвалковой гибочной машины
Вальцовочный станок работает по принципу трехточечной формовки, используя относительное изменение положения и вращательное движение рабочего валка для непрерывного изгиба эластопласта и достижения желаемой формы и точности заготовки.
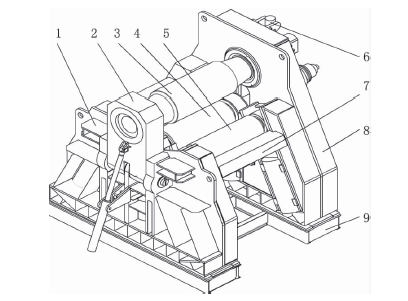
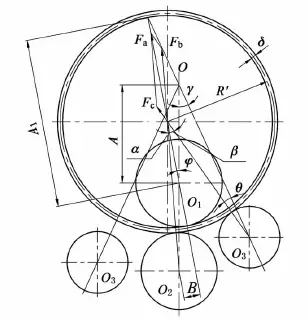
Структура четырехвалковой листогибочной машины показана на рисунке 1 и состоит из нескольких частей, включая низкую раму, переворачивающее устройство, верхний ролик, нижний ролик, два боковых ролика, высокую раму, соединительную балку, основание, балансировочное устройство, передаточное устройство, электрическую систему и гидравлическую систему.
Рабочий вал четырехвалковой листогибочной машины состоит из четырех валов: верхнего, нижнего и двух боковых.
Верхний вал является основным приводным валом и крепится к высокой и низкой раме через корпус подшипника. Его положение фиксировано и допускает только вращательное движение.
Нижний вал закреплен в подшипниковой опоре, которая может перемещаться по прямой линии, компенсируя толщину гнутая пластина.
Два боковых ролика также установлены в подшипниковых тумбах, которые могут перемещаться вверх и вниз под определенным углом к вертикали для достижения желаемого радиуса кривизны цилиндра.
Рис.1 Структура четырехвалковой листогибочной машины
1. левая рама
2. переворачивать устройство
3. верхний ролик
4. нижний ролик
5. боковой ролик
6. балансировочное устройство
7. соединительная балка
8. правая рама
9. база
В целом, прокатка металлический лист в цилиндрическую заготовку на четырехвалковом гибочном станке состоит из четырех процессов, а именно:
Во время работы прокатного станка передний конец листа помещается между верхним и нижним роликами и выравнивается с одним из боковых роликов. Затем нижний ролик поднимается, чтобы плотно прижать плиту, а другой боковой ролик поднимается, чтобы приложить усилие и согнуть конец металлической плиты.
Для предварительной гибки другого конца листа его не нужно снимать с прокатного станка. Просто переместите пластину на другой конец машины и повторите процесс.
Непрерывная прокатка осуществляется путем однократной или многократной подачи до достижения желаемого радиуса кривизны цилиндра.
Наконец, выполняется коррекция округлости для достижения требуемой округлости и цилиндричности.
Видно, что использование четырехвалковой листогибочной машины позволяет поместить лист в машину только один раз и получить все необходимые изгибы.
Анализ нагрузки
2.1 Расчет максимального изгибающего момента плиты
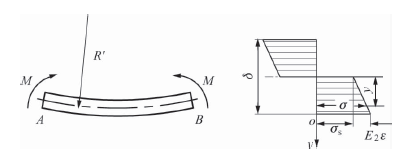
Как показано на ФИГ. 2, распределение напряжений в сечении пластины вдоль направления стальная пластина высота во время линейного чисто пластического изгиба показана на ФИГ. 2.
Рис.2 Распределение напряжений в пластине
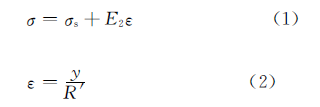
Функциональная зависимость истинного напряжения может быть выражена следующим образом:
В приведенной выше формуле:
σ - напряжение в заготовке;
σs- предел текучести материала;
ε - деформация заготовки;
ε - линейный модуль армирования материала, указан в соответствующем руководстве.
y- расстояние от нейтральной оси до любой точки;
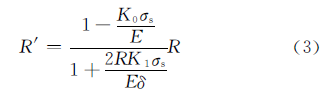
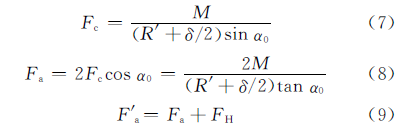
R′ - Радиус кривизны до отскока нейтрального слоя можно рассчитать следующим образом:
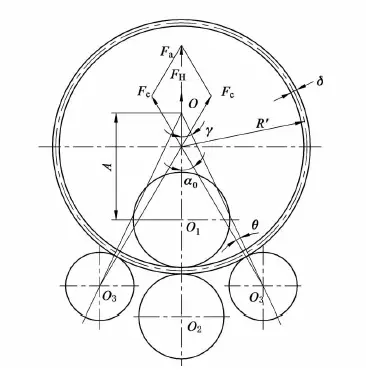
α0 - Угол между линией действия силы бокового валика и линией действия силы верхнего валика.
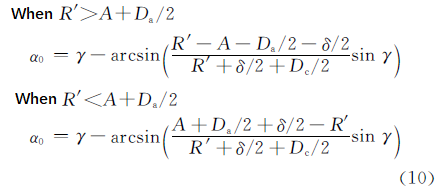
Значение α0 может быть определена по следующей формуле в соответствии с геометрической зависимостью:
В приведенной выше формуле:
Da - Диаметр верхнего вала;
Dc - Диаметр бокового валика;
γ - Угол наклона бокового вала, который представляет собой угол между направлением регулировки бокового вала и вертикальным направлением;
A - расстояние от точки пересечения угла наклона валика до центра верхнего валика.
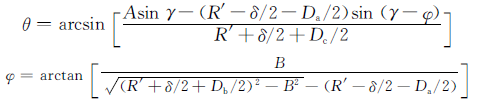
2.2.2 Ролики расположены асимметрично.
На ФИГ. 4 показано усилие, действующее на стальную пластину при асимметричном расположении ролика.
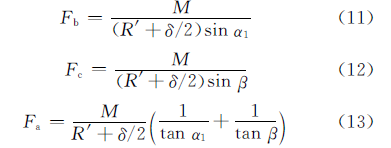
Согласно балансу сил, можно определить силу воздействия каждого рабочего валка на стальной лист:
В приведенной выше формуле:
Fb- Уменьшение усилия на валу;
α - угол между линией действия силы верхнего ролика и линией действия силы нижнего ролика;
β - угол между линией действия силы верхнего ролика и линией действия силы бокового ролика.
Значение α, β может быть определено по следующей формуле в соответствии с геометрической зависимостью:
В приведенной выше формуле:
Db - Нижний диаметр вала;
B - расстояние между линией действия верхнего валика и центром нижнего валика,
B= [1+Db /(2R'+δ]B';
B' - длина оставшейся прямой кромки, B'=2δ
В формуле: A1 = Asinγ/sin(γ - φ)
Расчет приводимой мощности
3.1 Крутящий момент привода верхнего ролика
Верхний ролик четырехвалковой гибочной машины - это приводной ролик, и общий крутящий момент, действующий на него, складывается из крутящего момента, обусловленного деформацией и трением.
Момент трения включает в себя сопротивление трения, возникающее при качении ролика вала по изгибающей пластине, и момент, возникающий при трении в подшипниках.
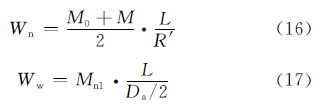
Крутящий момент, затрачиваемый на деформацию, можно определить по работе, совершаемой внутренними изгибающее усилие и внешняя сила, действующая на верхний ролик.
В формуле:
Wn - Работа, совершаемая внутренними силами при изгибе;
Ww - Работа верхнего валика под действием внешних сил;
da, db, dc диаметр горловины верхнего, нижнего и бокового роликов по отдельности.
Общий крутящий момент на верхнем ролике составляет:
3.2 Мощность привода верхнего ролика
Формула расчета мощности привода такова:
В формуле:
ν - скорость качения;
r - радиус ведущего ролика, r=Da /2
η - эффективность передачи, η=0.9
В соответствии с реальными условиями применения четырехвалковой листогибочной машины, мощность привода ведущего ролика рассчитывается в процессе предварительной гибки и прокатки, а мощность привода главной приводной системы является большим значением в результате расчета:
В приведенной выше формуле:
Pq - Мощность привода главной приводной системы;
PY - Сила привода ведущего ролика при предварительной гибке;
PJ - Мощность привода ведущего ролика при прокатке круга.
Рассчитанное значение Pq мощности привода может быть использована в качестве основы для выбора мощности главного двигателя.
Заключение
(1) На основе структурных характеристик и принципа работы четырехвалковой листогибочной машины анализируется усилие рабочего валка и выводится формула для расчета рабочего валка при различных вариантах расположения.
(2) Анализируя максимальный деформирующий изгибающий момент и силу опоры рабочего ролика, а также используя принципы преобразования функций, устанавливается взаимосвязь между силой, изгибающим моментом и мощностью привода устройства. Предложен метод расчета мощности привода главной приводной системы.
В соответствии с реальными условиями применения мощность привода для предварительной гибки и прокатки рассчитывается отдельно, а мощность главного двигателя выбирается на основе большего расчетного значения.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Представьте, что вы пытаетесь согнуть толстый стальной лист в идеальный цилиндр - сколько сил вам потребуется? В этой статье рассматриваются критические расчеты для определения нагрузки и мощности...
Вы когда-нибудь задумывались, как эти массивные стальные конструкции формируются в идеальные кривые? Секрет этого - гибка валков. В этой статье мы погрузимся в увлекательный мир...
Вы когда-нибудь задумывались о том, как из плоских металлических листов создаются сложные формы, такие как конусы и цилиндры? В этой статье мы рассмотрим увлекательный процесс гибки валков, разбив его на этапы...
Вы когда-нибудь задумывались, как массивные стальные конструкции превращаются в идеальные цилиндры и конусы? Эта статья посвящена увлекательному миру листопрокатных станков - важнейших инструментов в таких отраслях, как...
Вы когда-нибудь задумывались, как четырехвалковая листогибочная машина добивается таких точных изгибов? В этой статье рассматривается расчет смещения положения боковых валков под руководством опытного инженера-механика.....