Вы когда-нибудь задумывались, как массивные стальные конструкции превращаются в идеальные цилиндры и конусы? Эта статья посвящена увлекательному миру листопрокатных станков - важнейших инструментов в таких отраслях, как судостроение и машиностроение. Вы узнаете, как эти машины превращают плоские металлические листы в замысловатые формы, делая возможными современные инженерные чудеса.
Листопрокатный станок - это тип оборудования, использующий рабочие валки для сгибания и придания листовому металлу различных форм, включая цилиндрические и конические. Это важнейшее технологическое оборудование.
Листопрокатный станок работает за счет приложения внешних сил, таких как гидравлическое давление и механическая сила, к рабочим валкам, тем самым сжимая или формируя листовой металл. Благодаря вращению и изменению положения рабочих валков можно создавать различные формы, включая овальные, дуговые и цилиндрические детали.
Эта машина широко используется в таких отраслях, как химическая, котельная и судостроительная, и классифицируется на два типа по количеству валков: трехвалковые листогибочные машины и четырехвалковые листогибочные машины.
Что такое листопрокатный станок?
Прокатный станок, также известный как круглопрокатный станок, - это станок, используемый для непрерывного гибка металла листов в цилиндрические, дугообразные или другие формы заготовок.
Относительные изменения положения и вращательные движения заготовки используются для непрерывной деформации листа и достижения желаемой формы. Листогибочные машины можно разделить на двухвалковые, трехвалковые и четырехвалковые, причем трехвалковые машины подразделяются на универсальные, симметричные, регулируемые по горизонтали вниз и по дуге.
Эти машины можно также классифицировать по способу передачи, например, гидравлическому или механическому. Двухвалковые гибка листового металла станок используется для обработки небольших листов, а четырехвалковый станок - для больших листов, например, из морской стали.
Тарелка прокатная машина широко используется в таких отраслях, как котельное и судостроительное производство, а также при изготовлении оборудования в нефтяной, деревообрабатывающей промышленности и производстве металлоконструкций.
Принцип работы листопрокатного станка
Существует множество различных спецификаций и моделей листогибочных станков. Эти машины можно классифицировать по их механической структуре и количеству валков, в результате чего появляются трехвалковые и четырехвалковые варианты. Кроме того, листогибочные машины можно классифицировать по способу привода - механическому или гидравлическому.
Структура трехвалковой листогибочной машины относительно проста и состоит из пары боковых валков и верхнего валка, который может двигаться вверх и вниз. Четырехвалковая листогибочная машина, однако, имеет более сложную структуру, состоящую из пары боковых валков, верхнего и нижнего валков. Несмотря на более высокую стоимость, этот тип станков обладает более высокой производительностью и производит более качественный прокат.
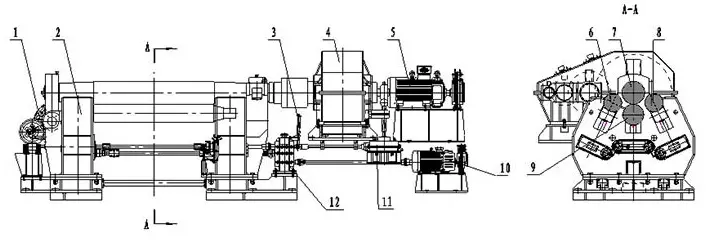
Комбинированный листогибочный станок состоит, прежде всего, из загрузочного устройства, система передачиВерхний вал, нижний вал и рама.
В его конструкции предусмотрены шестерни от нескольких систем передачи, входящие в зацепление с крупными шестернями на конце верхнего вала. Системы передач могут быть скомпонованы в две группы, расположенные горизонтально и симметрично по отношению к верхнему валу.
Альтернативно, она может быть расположена в трех группах, при этом верхний валик симметрично расположен вокруг центральной окружности с углом 120 градусов. Наконец, система передачи может состоять из четырех групп, в которых верхний вал симметрично расположен вокруг центральной окружности с углом 90 градусов.
Принцип работы прокатного станка одинаков для всех моделей. Относительное положение верхнего и бокового валков регулируется для постепенного изгиба и деформации листовой металл между валками. Положительное и отрицательное вращение главного вала заставляет металлический лист двигаться вперед и назад между валками до тех пор, пока не произойдет пластическая деформация.
Постоянно регулируя относительное положение вала, главный вал непрерывно совершает возвратно-поступательные движения, и пластическая деформация листового металла увеличивается до тех пор, пока он не превратится в круглую дугу или круглый проход, отвечающий требуемым спецификациям.
Рабочая производительность листогибочного станка - это минимальный диаметр барабана, который может быть получен при прокатке листа максимальной толщины и ширины с заданными пределами текучести в холодном состоянии. Этот метод широко используется как внутри страны, так и за рубежом, поскольку он отличается высокой точностью, простотой эксплуатации и низкой стоимостью. Однако он требует высококачественного листа без дефектов и несоответствий в его металлургической структуре.
Для более толстых листов или малых радиусов изгиба, которые превышают возможности оборудования, можно использовать метод горячей прокатки, если позволяет оборудование. В тех случаях, когда лист не может быть подвергнут холодной прокатке, а жесткость горячего валка недостаточна, применяется метод теплой прокатки.
Метод обработки гибочной формы листогибочного станка
При изготовлении стальных конструкций процесс гибки включает в себя несколько методов, таких как прокатка (округление), гибка (варка), фальцовка и штамповка. Этот процесс может быть завершен горячей или холодной обработкой.
Круговой изгиб - это деформация изгиба, достигаемая за счет удлинения внешних и укорачивания внутренних волокон стальная пластина под воздействием внешней силы, в то время как средние волокна остаются неизменными. Если радиус цилиндра большой, стальной лист можно прокатывать при комнатной температуре, но если радиус мал и лист толстый, требуется нагрев.
Существует три метода прокатки стальных листов при комнатной температуре: механическая прокатка, прессование в пресс-формах и ручное производство. Механическое округление выполняется на листопрокатном станке, также известном как круглопрокатный станок. Изгиб листов на этом станке достигается за счет давления, создаваемого при движении верхнего ролика вниз. Принцип работы округления показан на рисунке ниже.
A) Симметричная трехвалковая гибочная машина Б) Асимметричная тройка гибка валков машина C) Чертеж четырехвалковой гибочной машины
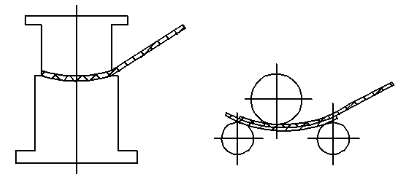
При использовании трехвалковой гибочной (мотальной) машины для гибки листа оба конца листа должны быть предварительно согнуты. Длина предварительного изгиба рассчитывается как 0,5L + (30-50) мм, где L - длина центральное расстояние нижнего вала.
Процесс предварительной гибки может осуществляться либо путем прессования с помощью пресса, либо с помощью опорной плиты в прокатной машине.
a) Нажмите и предварительно согните с помощью прессовое оборудование b) Предварительный изгиб с опорной плитой в округлительном станке
Различные типы листопрокатных станков
Как специализированное оборудование, листогибочный станок играет важную роль в основной промышленной обработке. Если формируемая сталь должна быть цилиндрической, то для гибки валков необходим прокатный станок, который используется в таких отраслях, как автомобилестроение и военная промышленность.
Прокатный станок может производить стальные колонны, отвечающие определенным требованиям, и является очень практичным инструментом. В зарубежных странах вальцегибочные станки обычно классифицируются по конфигурации рабочих валков.
В Китае классификация обычно осуществляется на основе количества и формы настройки рабочих валов и, как правило, подразделяется на:
Трехвалковая листогибочная машина: В эту категорию входят симметричные трехвалковые листогибочные машины, асимметричные трехвалковые листогибочные машины, трехвалковые листогибочные машины с горизонтальной регулировкой, трехвалковые листогибочные машины с наклонной регулировкой, трехвалковые листогибочные машины с дуговой регулировкой и трехвалковые листогибочные машины с вертикальной регулировкой.
Четырехвалковая листогибочная машина: Эта категория подразделяется на боковой валик четырехвалковые листогибочные машины с регулировкой наклона и четырехвалковые листогибочные машины с регулировкой дуги бокового вала.
Листогибочный станок специального назначения: В эту категорию входят вертикальные листогибочные машины, морские листогибочные машины, двойные валковая пластина гибочные машины, конусные листогибочные машины, многовалковые листогибочные машины, многоцелевые листогибочные машины и др.
Механическая передача используется в листогибочных станках уже несколько десятилетий. Несмотря на простую конструкцию и надежную работу, она по-прежнему широко используется в малых и средних листогибочных машинах благодаря своей низкой стоимости.
Однако для листогибочных машин с низкой скоростью и высоким крутящим моментом размеры трансмиссионной системы и высокая мощность двигателя, необходимая для работы, привели к увеличению использования гидравлической трансмиссии.
В последние годы появились листогибочные машины со смешанным механическим и гидравлическая передача, где движение рабочего валка управляется гидравлическим мотором, а основной привод остается механическим. Кроме того, существуют также полностью гидравлические листогибочные станки, в которых источником энергии для вращения рабочего вала служит гидравлический двигатель.
В листогибочном станке плоский пластиковый металлический лист проходит между тремя рабочими валками (двумя нижними и одним верхним). Под действием нижнего давления верхнего валка и вращательного движения нижнего валка металлический лист проходит несколько проходов непрерывного изгиба (деформация сжатия внутреннего слоя, деформация сжатия среднего слоя, деформация растяжения внешнего слоя), в результате чего происходит постоянная пластическая деформация, которая затем сворачивается в желаемый цилиндр, конус или другую форму.
Верхний валок трехвалковой листогибочной машины может подниматься и опускаться вертикально благодаря гидравлической передаче, получаемой от гидравлического масла в гидроцилиндре, воздействующего на шток поршня. Нижний валок приводится во вращение и входит в зацепление с выходной шестерней редуктора, чтобы обеспечить крутящий момент для прокатки листа. Нижний валок также оснащен опорным роликом, который можно регулировать. Верхний валок имеет форму барабана, что улучшает прямолинейность изделий и подходит для сверхдлинных банок с различными формами поперечного сечения.
Однако недостатком трехвалковой гибочной машины является то, что концы листа должны быть предварительно согнуты с помощью другого оборудования. Он подходит для крупных листогибочных машин с толщиной листа более 50 мм. Кроме того, в нижней части двух нижних роликов добавлен ряд неподвижных роликов для уменьшения пролета роликов, что повышает точность прокатываемой заготовки и общую производительность станка.
Преимущества и недостатки четырехвалковой листопрокатной машины
Процесс работы четырехвалкового листогибочного станка прост и состоит всего из двух этапов: прессования и вращения. Это позволяет сэкономить время ручного труда и в определенной степени повысить эффективность работы. Точность намотки круга также была в некоторой степени улучшена, но есть некоторые ограничения в других аспектах, такие как длительное время, необходимое для прокатки каждого круга, и необходимость ручной загрузки и разгрузки. Тем не менее, у него есть потенциал для дальнейшего совершенствования, и в будущем он может стать более практичным гибочным станком.
Части и функции листопрокатного станка
Листопрокатный станок в основном используется для прокатки металлических листов в цилиндрические или дуговые формы. Большая часть цилиндрической стали производится на листопрокатном оборудовании, которое отлично зарекомендовало себя во многих отраслях машиностроения. Рассмотрим его устройство более подробно.
Узел верхнего валка обычно состоит из главного масляного цилиндра, корпуса подшипника верхнего валка, верхнего валка и двухрядных самоустанавливающихся подшипников. Верхний валок является важнейшим компонентом для работы листогибочной машины, и в его шейках с обоих концов используются очень широкие двухрядные подшипники качения. Использование самоустанавливающихся роликовых подшипников облегчает работу с наклоном главного валка и конической намоткой.
Механизм горизонтального перемещения приводится в действие двигателем перемещения и заставляет верхний валок двигаться в горизонтальном направлении через редуктор, червячную передачу и механизм винт-гайка, что облегчает асимметричную прокатку листов.
Узел нижнего валка обычно включает в себя нижний валок, корпус подшипника, шестерни, подшипники скольжения и т.д. Являясь важной частью листопрокатного оборудования, нижний валок обычно используется на низких скоростях, с большой нагрузкой при нормальной температуре.
Узел натяжного ролика состоит из натяжного ролика и клинового механизма и может быть отрегулирован в соответствии с техническими характеристиками прокатных листов.
Система главного привода включает в себя главный двигатель и тормозной редуктор.
Опрокидывающий механизм состоит из плунжера и опрокидывающего цилиндра и устанавливается сбоку от опрокинутого стеллажа для его переворачивания и восстановления.
Технические характеристики листопрокатного станка
Параметры валковой гибочной машины в основном включают:
Максимальная толщина рулонного листа (мм)
Максимальная ширина рулонного листа (мм)
Предел текучести плиты (MPA)
Скорость прокатки (м/мин)
Минимальный диаметр катушки с полной нагрузкой (мм)
Диаметр верхнего вала (мм)
Диаметр нижнего вала (мм)
Межосевое расстояние между двумя нижними осями (мм)
Мощность главного двигателя (кВт)
Вес машины (T)
Габаритные размеры (длина × ширина × высота) (мм)
Применение листопрокатного станка
Листогибочный станок называют "машиной производственных машин" и считают "основой" работы. Несмотря на кажущуюся отдаленность от нашей повседневной жизни, все продукты, которыми мы пользуемся, на самом деле взаимосвязаны с листогибочным станком. Он играет важную роль в производственном процессе различных отраслей промышленности, таких как автомобилестроение, авиация, IT, медицина и энергетика.
По мере расширения области применения листогибочных машин важность наличия соответствующих стандартов для листогибочных машин становится все более значимой. С ростом спроса на листогибочные машины растет и потребность в соответствующих стандартах и системах. В конечном итоге это будет способствовать продвижению технологии листогибочных машин на более высокий уровень и повышению качества продукции листогибочных машин.
Поэтому, в полной мере используя существующие стандарты, мы должны изучать новые стандарты и системы, которые могут быть применены в будущем развитии. Это поможет продвинуть технологию листогибочных машин на более высокий уровень и постоянно повышать качество и уровень продукции листогибочных машин.
Эксперты отрасли прогнозируют, что в будущем рынок листогибочных станков будет предлагать более широкий спектр вариантов, с множеством разновидностей и спецификаций для удовлетворения потребностей комплексных производственных проектов.
Листогибочные станки низкого класса не смогут поддержать будущий рост. Для будущего успеха отрасли необходимо сосредоточиться на проектировании, исследованиях и разработках.
Производители листогибочных машин будут стремиться к созданию автоматических научно-технических инновационных центров для гибочных машин, созданию платформы для преобразования и модернизации традиционной отрасли гибочных машин и разработке передовых продуктов для гибочных машин.
Считается, что благодаря высокому спросу будущие перспективы отрасли листогибочных машин обширны и безграничны.
Что влияет на цену листопрокатного станка?
Стоимость листогибочного станка всегда была существенной проблемой для всех пользователей. Любые изменения или колебания в его цене могут сильно повлиять на интересы всех участников процесса. Сегодня мы обсудим факторы, влияющие на цену листогибочного станка, чтобы помочь пользователям принимать взвешенные решения.
Технические характеристики и размеры:
Имеются различные размеры для листопрокатные станкичто обеспечивает покупателям широкий выбор. Цены на машины варьируются в зависимости от размера: большие машины стоят дороже, а маленькие - доступнее. Клиенты могут обратиться к производителю за индивидуальным дизайном конкретного размера и спецификации. Если заказчика не устраивает цена, обе стороны могут провести переговоры, чтобы прийти к соглашению.
Использованный лист:
Цена листогибочного станка связана с выбором листов, которые могут быть обработаны станком. Чем больше ширина и толщина листа, тем больше объем обрабатываемых деталей. Этот станок используется для обработки различных листов с целью получения деталей нужного размера и формы.
Механические или гидравлические:
По принципу работы листогибочные станки можно разделить на механические и гидравлические. Механический тип можно также разделить на симметричный и асимметричный.
Механические и гидравлические типы имеют разные принципы работы, эксплуатационные характеристики и условия применения, поэтому пользователи могут выбирать в зависимости от своих потребностей. Цены на механические и гидравлические типы также сильно отличаются из-за различий в принципе и сложности конструкции, и цены, предлагаемые разными производителями, варьируются.
При покупке высококачественных автоматических листогибочных станков рекомендуется ориентироваться не только на цену, но и на технические характеристики, производительность и другие факторы каждого станка, чтобы не прогадать с выбором машины, идеально подходящей для ваших условий работы.
Как использовать листопрокатный станок?
Принцип работы листогибочного станка заключается в движении рабочих валков под действием внешних сил, таких как гидравлическое давление и механическая сила, что позволяет прессовать или прокатывать лист по форме. Благодаря вращательному движению и изменению положения рабочих валков различной формы можно изготавливать овальные, дуговые, цилиндрические и другие детали. Давайте подробнее рассмотрим этапы работы с вальцегибочным станком.
Подготовка к работе на вальцегибочном станке
Каждая деталь машины должна быть осмотрена и признана находящейся в надлежащем рабочем состоянии, без ослабленных крепежных винтов. Тормоз должен работать правильно и надежно.
Расстояние между валками должно быть точно отрегулировано в зависимости от толщины листа, а станок не должен работать сверх своей мощности. Заготовки с механическими свойствами, превышающими указанный предел, прокатывать нельзя.
Меры предосторожности при эксплуатации листогибочного станка
Заготовка должна быть надежно закреплена, а операция запуска должна быть выполнена один раз, с четкими сигналами и заданными командами.
Не кладите руку на стальной прокат пластины и избегайте использования модели проверки. Инспекционную модель следует использовать только для округления после отключения.
Когда заготовка достигнет конца стальной пластины, оставьте достаточный запас, чтобы заготовка не упала и не нанесла травму.
Запрещается стоять на заготовке или проверять округлость прокатного цилиндра во время работы прокатной машины.
При прокатке толстых и больших по диаметру цилиндров или заготовок с высокой прочностью материала уменьшите количество подвижных валков и выполняйте несколько прокаток.
При прокатке узких цилиндров их следует прокатывать по центру валков.
Когда заготовка попадает в валки, не допускайте попадания рук и одежды в валки.
Меры предосторожности при остановке листогибочного станка
Если во время работы машины обнаружен какой-либо ненормальный шум, немедленно остановите машину и проверьте ее на предмет регулировки и ремонта.
Выключите выключатель и отсоедините питание.
После выключения поместите заготовку в специально отведенное место.
Вот шаги по использованию вальцегибочного станка.
Во время использования машины необходимо соблюдать следующие правила, чтобы избежать проблем во время работы.
Советы по использованию листопрокатного станка
Ниже приведены советы, которые следует учитывать при использовании гибочного станка:
Регулярно смазывайте машину в соответствии со схемой смазки, добавляя масло в каждый масляный стакан и ручную точку смазки по мере необходимости.
Если во время работы вы слышите нехарактерные звуки или ощущаете ненормальные удары, немедленно остановите машину для проверки.
Перед включением питания проверьте положительное и отрицательное направления нижнего вала и движение подъема верхнего вала на отсутствие каких-либо аномальных засоров.
Во время работы строго соблюдайте технологические процедуры и методы работы листогибочного станка и будьте осторожны, когда верхний вал поднимается и опускается в определенное положение.
Весь персонал должен согласовывать и выполнять команды начальника прокатного цеха, а запуск машины без пароля запрещен.
Когда главный привод выключен, верхний вал может быть поднят, а сброс опрокидывающегося подшипника и верхнего вала может быть наклонен.
Следите за тем, чтобы ваши руки не оказались зажаты между стальным листом и роликом во время прокатки больших труб.
При использовании крана для подъема стального листа или барабана будьте осторожны, чтобы не столкнуться с машиной.
Вот о каких мерах предосторожности следует помнить при использовании вальцегибочного станка.
Техническое обслуживание листопрокатного станка
Заполните все смазка масляного стакана и точки ручной смазки в соответствии с положениями схемы смазки машины.
Лист прокатывается в соответствии с параметрами, заданными прокатной машиной, с толщиной 20 мм, длиной 2500 мм и пределом текучести менее 250 МПа.
После включения питания убедитесь, что нижний ролик плавно перемещается вперед и назад, а верхний ролик - вверх и вниз без каких-либо ненормальных заеданий.
Строго соблюдайте процедуры и методы обработки листов. Обращайте пристальное внимание на работу оборудования, когда верхний вал поднимается в крайнее положение.
После остановки главного привода верхний вал можно поднять, вернуть в исходное положение поворотный подшипник и наклонить верхний вал.
Если во время работы гибочного станка замечен какой-либо нехарактерный шум или удар, немедленно прекратите проверку.
Во время работы весь персонал должен согласовывать свои действия и выполнять команды контролера рулонной панели. Запрещается запускать машину без соответствующего пароля.
Следите за тем, чтобы во время работы листогибочного станка ваши руки не были придавлены стальными листами, и избегайте прокатки стальных листов руками.
При подъеме стальных листов или барабанов с помощью крана следите за тем, чтобы они не столкнулись с машиной. После прокатки очищайте готовые материалы, обслуживайте оборудование и своевременно выключайте питание.
Устранение неисправностей листопрокатного станка
Поскольку листогибочный станок испытывает значительные нагрузки во время работы, он подвержен ряду неисправностей в процессе эксплуатации. В следующем разделе мы рассмотрим две распространенные неисправности и их соответствующие решения.
1. Излом и ремонт главного вала листогибочной машины
У листогибочного станка 50×3000 на машиностроительном заводе после года эксплуатации появились трещины на главном валу. После проведения ультразвуковой дефектоскопии было обнаружено, что структура главного вала разделена на две части: кованую и литую, что не соответствует национальному стандарту дефектоскопии класса II.
Чтобы точнее определить причину повреждения, специалисты по техническому обслуживанию препарировали главный вал и обнаружили, что результаты обнаружения были точными. После проведенного анализа был сделан вывод, что основной причиной разрушения главного вала было плохая сварка. Зона сварки была небольшой, процесс был грубым, имелись включения сварочного шлака, что привело к появлению дефектов низкой прочности.
1.1 Схема ремонта.
Исходя из условий напряженного состояния главного вала, мы использовали стыковая сварка техника. Для этого в месте сварки были сделаны два U-образных паза, а в центре сломанного вала были обработаны соответственно впадина и бобышка с допуском H7/H7.
Для обеспечения коаксиальности сварки в конфигурации были предусмотрены V-образный измерительный блок и кольцо равного диаметра.
В ходе проверки материала главного вала с помощью контрольного оборудования было обнаружено, что он изготовлен из стали № 45. Однако эта сталь имеет плохие сварочные характеристики, что создает множество проблем при сварке.
Кроме того, из-за большого диаметра главного вала перед сваркой необходим предварительный подогрев. В качестве сварочного аппарата используется аппарат XC500 для сварки в среде углекислого газа в защитной оболочке. В качестве сварочной проволоки используется ER50-6 диаметром 1,2 мм.
Во время процесс сваркиНапряжение поддерживается на уровне около 35 В, сила тока варьируется в пределах 220-250 А, а скорость составляет 15-25 см/мин.
Обеспечить полное проникновение главного вала, скорость должна быть снижена на начальном этапе сварки, и следует использовать метод прямолинейной транспортировки полосы. По мере увеличения ширины канавки движение сварки должно быть изменено на пилообразное, чтобы минимизировать деформацию.
Кроме того, сварку должны выполнять два человека одновременно, чередуя вращение вверх и вниз.
1.3 Сварка.
Перед сваркой необходимо провести предварительную обработку.
Во-первых, необходимо разобрать главный вал и выполнить на нем определенные виды механической обработки, например, нарезку пазов и канавок, как указано в чертежах. Два сломанных вала также должны быть проверены на правильность сборки.
Чтобы избежать воздействия сварочного шлака на сборку, зону возле сварного шва необходимо очистить с помощью шлакоудалителя, чтобы удалить отработанный шлак, образовавшийся в процессе обработки.
Затем сломанные валы помещаются на T20. расточной станок и выравниваются с помощью V-образного блока для регулировки разницы высот по горизонтали. Затем два вала соединяются с помощью ролика и проверяются на коаксиальность с помощью режущей линейки. Тонкие регулировки выполняются с помощью тонкого медного листа, чтобы погрешность соосности не превышала 0,05 мм.
Наконец, угловые утюги используются для укрепления четырех концов.
Чтобы уменьшить деформацию главного вала во время сварки, используется метод одновременной сварки двумя людьми. Ролик, установленный на главном валу, приваривается симметрично в четырех положениях: вверх, вниз, влево и вправо, причем длина сварки постепенно увеличивается.
После каждого сеанса сварки необходимо своевременно удалять сварочный шлак и снимать сварочное напряжение путем простукивания шва.
Для обеспечения соосности сварку следует прекратить, когда она достигнет 3/5 глубины канавки, и проверить отклонение от соосности, чтобы определить направление следующего изгиба. Шпиндель можно выпрямить, правильно увеличив длину сварочной дуги и силу тока.
1.4 Эффект.
По статистике, после этого ремонта шпинделя на нем не появлялось трещин в течение последних трех лет.
Весь процесс сварочного ремонта занял четыре дня и потребовал 15 кг сварочный пруток. Общая стоимость ремонта, включая механическую обработку и материальные затраты, составила 5788 юаней.
Если приобрести новый шпиндель, то его стоимость составит 220000 юаней, а на транспортировку и установку уйдет 35 дней.
По сравнению с этим ремонт шпинделя не только экономит средства, но и сокращает время, необходимое для его проведения, и повышает эффективность.
2. Ремонт неисправности двигателя листогибочного станка
Трехвалковый листогибочный станок Em040-160 итальянского производства внезапно перестал работать во время эксплуатации.
После проверки электрический сигнал оказался в норме, и первоначально было решено, что это механическая проблема.
Сначала работник по техническому обслуживанию снял двигатель с хвостовой части верхнего вала и вручную повернул входной вал редуктора верхнего вала, чтобы убедиться, что редуктор работает правильно.
При разборке двигателя было обнаружено, что подвижная крышка на торцевой поверхности маслораспределительной пластины со стороны входа масла в двигатель была сломана, а уплотнительное кольцо под крышкой также было повреждено. Обломки, образовавшиеся в результате повреждения, попали в плунжер, в результате чего масло попало как внутрь, так и наружу маслораспределительной пластины, что препятствовало созданию рабочего давления.
Гидравлический мотор, используемый в этом гибочном станке, - это импортный радиально-поршневой мотор марки Sai S7b3000or five-star. Закупка новых деталей мотора у производителя заняла бы много времени и стоила бы дорого.
Поэтому отдел технического обслуживания оборудования решил отремонтировать двигатель собственными силами, исходя из производственного задания и хода работ на заводе.
Новая подвижная крышка была изготовлена по размеру маслораспределительной пластины, а уплотнительное кольцо было получено из агента по производству масляных уплотнений. Оригинальные уплотнения представляли собой уплотнительное кольцо и кольцо с круглой канавкой.
Однако у агента были только уплотнительные и плоские кольца, в то время как оригинальные размеры составляли 2,5 и 1,9 мм, а доступные размеры - 2,5 и 1,4 мм, что не подходило для использования.
В качестве решения вместо стопорного кольца 1,9 мм было использовано стопорное кольцо 3 мм. Поскольку канавка уплотнения маслораспределительной пластины имеет глубину 3,6 мм и ширину 3,2 мм, уплотнительное кольцо 3,0 имело небольшой зазор в канавке для сжатия, и стопорное кольцо 1,4 можно было надежно установить в канавку.
Двигатель был собран, и машина была перезагружена, что позволило верхнему валу свободно вращаться. После эксплуатации в течение месяца двигатель по-прежнему работал нормально.
3. Заключение
В заключение следует отметить, что процесс прокатки листов требует большого количества движущей силы, а листопрокатный станок имеет большой объем. Помимо гибки заготовки, значительная часть энергии, потребляемой в процессе прокатки листов, расходуется на механические и гидравлические системы.
Кроме того, из-за большой нагрузки во время эксплуатации листогибочный станок может выйти из строя во время удара.
Существуют различные типы неисправностей, которые могут возникнуть в листогибочном станке. Выше были рассмотрены две распространенные неисправности и методы их устранения.
По мере развития технологий в будущем будет появляться все больше неисправностей и решений, связанных с работой вальцегибочных станков.
Благодаря постоянной практике технология обслуживания валкового гибочного станка будет совершенствоваться.
Лучшие листопрокатный станок Поставщики/производители
Прямо скажем, нет ни одного лучшего производителя листогибочных машин, есть только наиболее подходящий для ваших нужд поставщик.
При покупке вальцегибочного станка, подходящего для обработки вашей продукции, необходимо учитывать множество факторов.
Для получения дополнительной информации вы можете продолжить чтение следующего материала.
1. Влияние материала металла на производство гибки валков
Материал листа - один из самых важных факторов при проектировании листогибочного станка.
Например, при прокатке листов одинаковой толщины, листы с высокой предел текучести предъявляют жесткие требования к давлению листогибочного станка. Если этого не учитывать, то это может привести к дефектам или угловой деформации обрабатываемого листа.
Сегодня прочность стали значительно возросла, что привело к повышению требований к давлению прокатки на гибочном станке.
Американское общество инженеров-механиков (ASME) установило соответствующие стандарты для этого, классифицируя различные виды стали такие как A36, A516grade70, Hardox400/500 серии, AR200/300 серии и т.д.
Давление прокатки для стали с различными характеристиками также варьируется.
Хрупкость, предел текучести металла и предполагаемое использование листового материала - все это важные факторы, которые должны учитывать производители листопрокатных станков.
Это особенно важно, поскольку в последние десятилетия металлургическая промышленность претерпела реформы. Например, мягкая сталь перестала быть популярной и ушла в прошлое.
2. Сотрудничайте с производителями, которые готовы обсудить с вами детали
Чтобы добиться желаемого результата, покупатель должен научиться задавать правильные вопросы.
У каждой компании свои уникальные требования. Ответив на эти вопросы, отдел продаж может создать набор планов, наиболее полно отвечающих потребностям покупателя.
Компаниям также следует подумать, нужно ли им прокатывать конические или параболические изделия, чтобы расширить свой рынок.
Прокатный станок с ЧПУ с крупным верхним валком и мелким нижним валком - идеальная модель для прокатки предметов такой формы.
Преимущество этого прокатного станка заключается в том, что он эффективно устраняет износ поверхности пластины материала, что исключает необходимость шлифовки кромок на вершине конуса.
Хотя Система ЧПУ теоретически можно достичь баланса, на самом деле точная коническая прокатка достигается за счет баланса крутящего момента. Достижение точного баланса позволяет пластине материала обрабатывать идеальную конусность за 5 секунд.
С одной стороны, при закупке поставщик должен предоставить все необходимые данные, включая диаметр, материал, погрешность, форму и т.д.
Например, в промышленности сосудов под давлением могут быть требования к погрешности округлости в направлении диаметра, которая должна быть менее 1% или не иметь дефектов.
Если мощность листогибочного станка слишком высока, это может привести к появлению цилиндра, что приведет к выпуску некачественной продукции и сильно повлияет на прибыль компании.
С другой стороны, производитель прокатного станка должен учитывать все уникальные потребности покупателя.
Покупатель также должен найти производителя, который готов сесть за стол переговоров и обсудить все детали по порядку.
Многие детали очень важны, но часто упускаются из виду покупателями. На этом этапе ответственный производитель должен подтвердить эти детали.
3. Выбирайте в соответствии с наилучшими условиями
Компаниям часто приходится определять, какие материалы и толщина дадут наилучшие результаты.
Поэтому производители листогибочных станков должны разрабатывать и производить соответствующие станки с учетом этих параметров, что позволит сэкономить значительное количество времени и значительно сократить количество переделок.
Опыт показывает, что высококлассные гибочные станки работают лучше всего при полной нагрузке 50%.
Например, листопрокатный станок, способный прокатывать листы толщиной 10 мм, дает наилучшие результаты при прокатке листов толщиной 5 мм.
Основной проблемой при прокатке листов является размер листа материала. Помимо этого, большинство проблем связано с давлением между верхним и нижним валками.
Если листопрокатный станок, предназначенный для прокатки листов толщиной 10 мм, используется для прокатки листов толщиной 6 мм, может возникнуть цилиндрическая деформация.
Это часто приводит к трудностям, причем самая большая проблема возникает, когда толщина листа достигает предела возможностей валковой гибочной машины. Без использования прокладок приходится избавляться от всего станка.
С другой стороны, когда листогибочная машина с большой толщиной листа предназначена для прокатки тонких листов материала, прочность листов материала в середине выше, чем вокруг них, что приводит к деформации в виде песочных часов, которую невозможно исправить без использования прокладок.
4. Внимательно изучите толщину и диаметр катушки
Чем меньше диаметр, тем больше требуется давление прокатки. Если внутренний диаметр толстого листа очень мал, конструкторам следует обратить внимание на положение верхнего валка и конструкцию листогибочного станка, поскольку эти два фактора существенно влияют на размер отверстия.
Расчетный максимальный диаметр окружности намотки для большинства гибочных машин в 1,5 раза больше диаметра верхнего вала.
Так, верхний вал диаметром 50 мм может прокатываться до максимального внутреннего диаметра 75 мм.
В настоящее время существует новая технология, которая позволяет почти половине листа материала находиться под давлением в процессе гибки, что увеличивает максимальную гибка конструкции диаметра в 1,1 раза по сравнению с предыдущим методом и увеличивает диапазон эффективных диаметров на 30%.
Важно отметить, что диапазон наилучшей точности прокатки, которую могут достичь все листогибочные станки, составляет половину от проектного стандарта.
5. Координация горизонтальных и вертикальных сил поддержки
При проектировании листогибочного станка конструктор должен учитывать силу опоры на плиту материала в двух направлениях: горизонтальном и вертикальном.
Учет этого фактора приводит к снижению трудозатрат, так как один человек может выполнить объем работы, для которого первоначально потребовалось бы два.
Важно отметить, что при прокатке цилиндрических изделий, если диаметр превышает толщину листа более чем в 200 раз, лист будет изгибаться под действием собственного веса, что приведет к получению неправильного диаметра. Чтобы избежать этого, следует использовать листогибочный станок с функцией поддержки листа материалом.
Однако некоторые производители, чтобы сократить расходы, предпочитают использовать вилочные погрузчики и краны в качестве опор, но такой подход часто оказывается неэффективным и ограничивает сферу применения оборудования.
Многие покупатели склонны упускать из виду ключевые факторы, в результате чего приобретенное оборудование не соответствует их требованиям и создает проблемы для производственного отдела.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как опытные операторы сгибают стальные листы в идеальные цилиндры? В этой увлекательной статье блога мы расскажем вам о том, как за кулисами происходит искусство и наука...
Вы когда-нибудь задумывались о том, как массивный стальной лист сгибается в нужную форму? В этой статье мы исследуем увлекательную механику, лежащую в основе листопрокатных станков, раскрывая силы и расчеты...
Вы когда-нибудь задумывались о том, кто является ведущими игроками на рынке листопрокатных станков? В этой статье представлены ведущие производители отрасли, подробно описаны их инновации, ассортимент продукции и глобальный охват. От известных...
Вы когда-нибудь задумывались, как массивные металлические конструкции, такие как ветряные турбины и корабли, приобретают точные формы? Эта статья открывает увлекательный мир листопрокатных станков, демонстрируя их...
Представьте, что вы пытаетесь согнуть толстый стальной лист в идеальный цилиндр - сколько сил вам потребуется? В этой статье рассматриваются критические расчеты для определения нагрузки и мощности...
Вы когда-нибудь задумывались, как эти массивные стальные конструкции формируются в идеальные кривые? Секрет этого - гибка валков. В этой статье мы погрузимся в увлекательный мир...
Представьте себе, как плоские металлические листы превращаются в точные цилиндры или замысловатые формы с помощью всего одного станка. Добро пожаловать в мир листогибочных машин! Этот мощный инструмент, незаменимый в...
Вы когда-нибудь задумывались, как массивные металлические листы плавно сгибаются в точные формы? Четырехвалковая листогибочная машина - вот что стоит за этим преобразованием. В этом руководстве мы рассмотрим его устройство, технические...
Вы когда-нибудь задумывались, как массивные стальные листы превращаются в идеально изогнутые формы? В этой увлекательной статье блога мы погрузимся в захватывающий мир 3-валковых гибочных машин. Откройте для себя...