Вы когда-нибудь задумывались, почему достижение точных изгибов металлических листов может быть таким сложным? В этой статье мы рассмотрим сложности, связанные с точностью гибки на листогибочном прессе. От понимания угловых погрешностей до влияния качества материала и усилия гибки - вы получите представление о факторах, влияющих на точность гибки. Вы узнаете практические методы и соображения, которые помогут вам улучшить работу листогибочного пресса и добиться более стабильных результатов в ваших проектах по металлообработке. Погрузитесь в курс, чтобы расширить свои знания и оптимизировать процессы гибки.
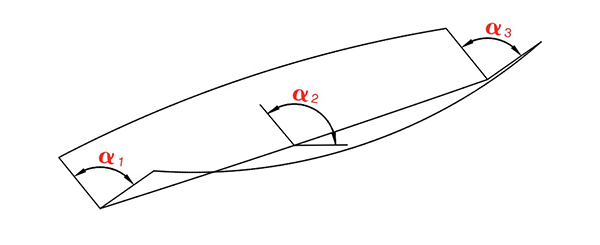
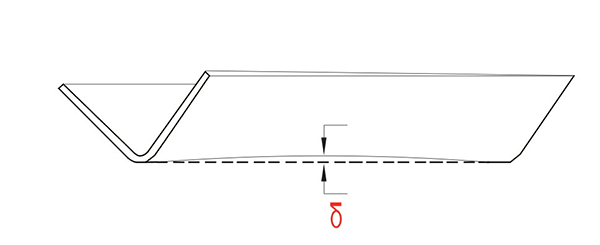
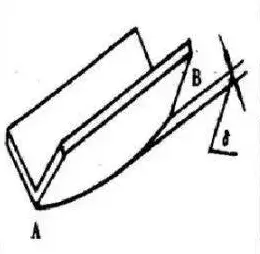
После листовой металл При изгибе край согнутой заготовки будет иметь естественный прогиб, который обычно измеряется максимальным прогибом (δ).
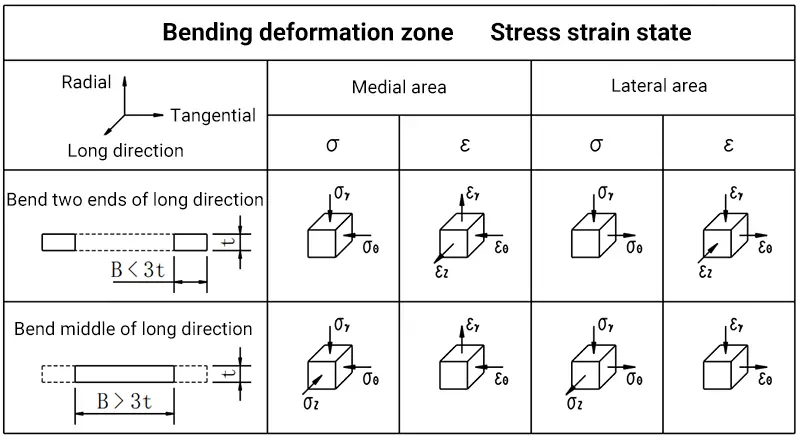
Согласно анализу напряжений, напряжение (σZ) в зоне деформации является растягивающим с внешней стороны и сжимающим с внутренней. Эти противоположные растягивающие и сжимающие напряжения создают изгибающий момент, который необходим для удержания заготовки в прямом положении во время гибки. Однако в конце процесса гибки этот момент исчезает, что приводит к отклонению заготовки вверх.
Чем дольше гнутая пластина тем больше будет прогиб (δ). Аналогично, чем шире гнутая пластина Чем меньше ширина пластины, тем больше прогиб (δ).
Однако уменьшение угла изгиба со 150° до 90° приведет к уменьшению прогиба (δ).
Кроме того, с увеличением толщины пластины прогиб (δ) будет увеличиваться пропорционально.
Надавливая на край гибочный листТакие методы, как коррекционная гибка или трехточечная гибка, позволяют улучшить прямолинейность заготовки.
Факторы, влияющие на точность гибки
Основными факторами, влияющими на точность гибки на листогибочном станке, являются жесткость листогибочного станка, режим гибки и усилие гибки.
1.Жесткость листогибочного пресса
Как определить индекс жесткости листогибочного станка при проектировании?
Деформация прогиба листогибочный пресс машина
2. Режим изгиба
1) Воздушный изгиб
2) Трехточечный изгиб
3) Койнинг
3. Изгибающее усилие
Как изменяется изгибающая сила при изгибе?
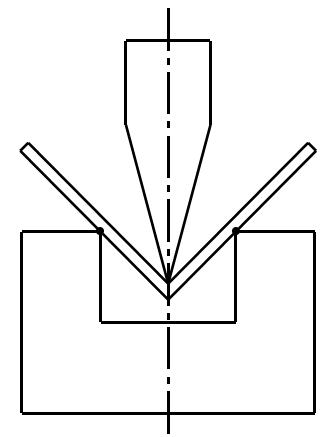
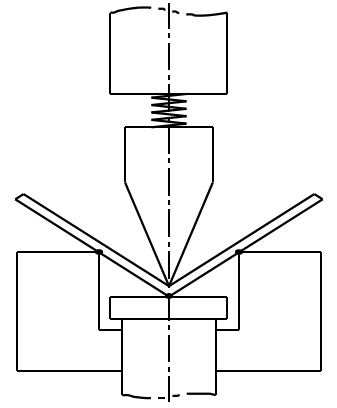
1)Свободный изгиб острого пуансона
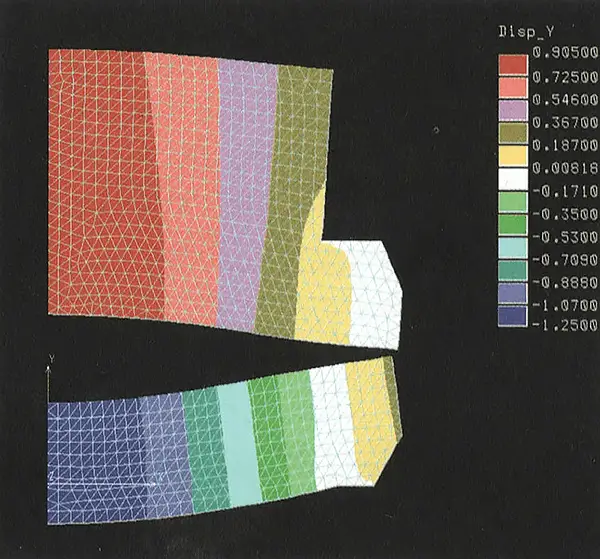
Как показано на сопроводительном рисунке, в режиме свободного изгиба листовой материал изготовлен из сталь Q235который считается идеальным упруго-пластическим материалом с линейным упрочнением. Сайт предел текучести этого материала составляет σS = 250 МПа, а его модуль упрочнения (также известный как тангенциальный модуль) - 1050 МПа.
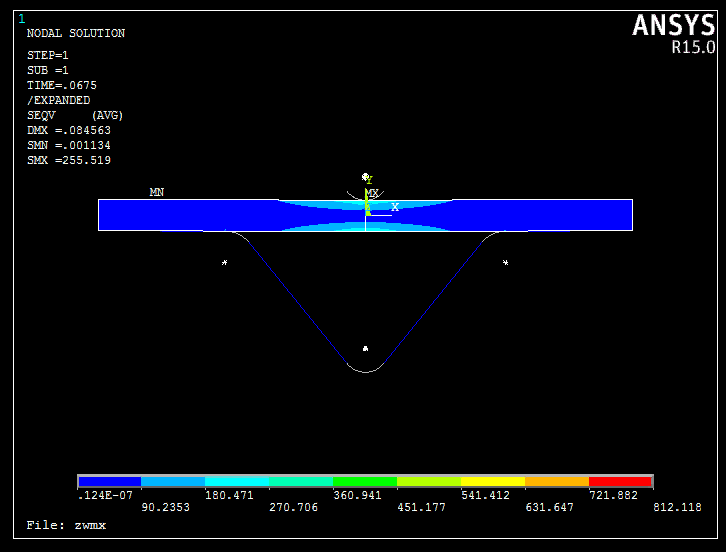
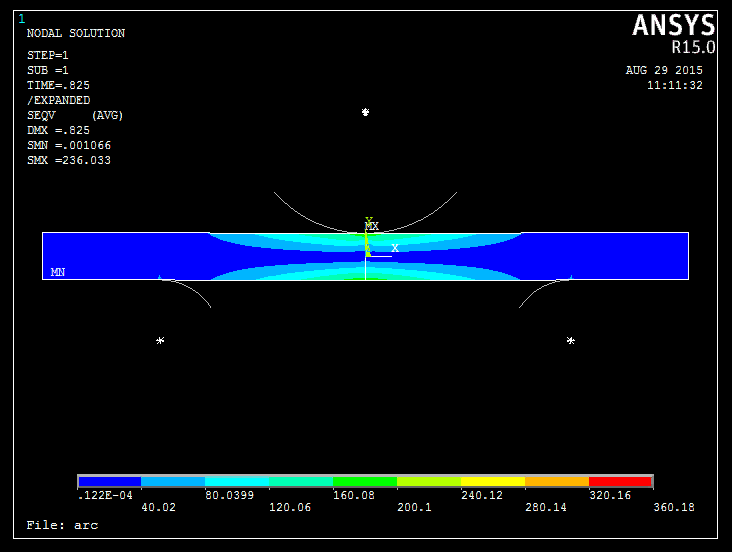
Результаты анализа ANSYS выглядят следующим образом
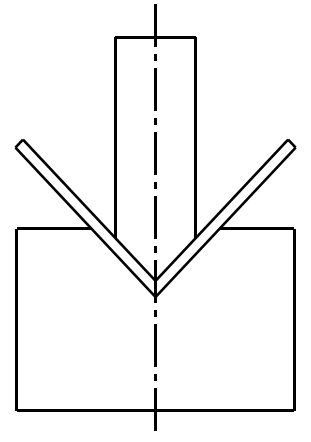
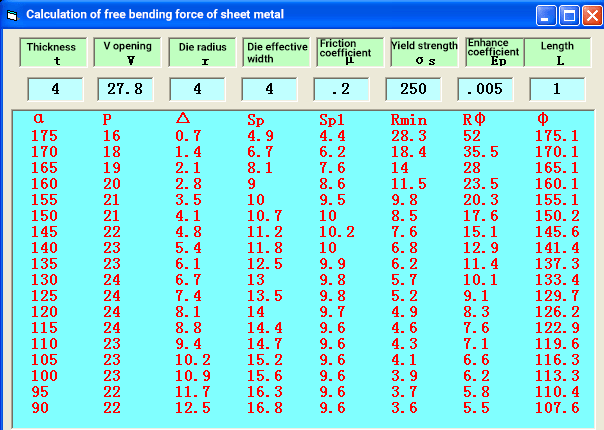
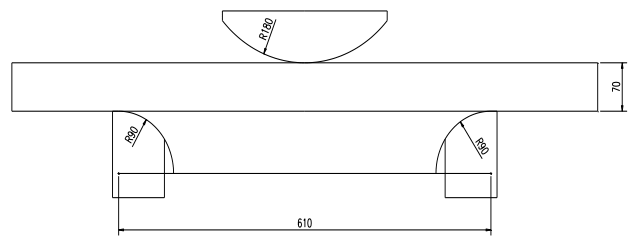
Как показано на прилагаемом рисунке, верхний штамп имеет широкую дугу R180, а материал листа задан как X80. Этот материал обладает идеальным упруго-пластическим поведением с линейным упрочнением, а его предел текучести составляет σs = 552 МПа. Модуль упрочнения (также известный как тангенциальный модуль) этого материала равен 840 МПа.
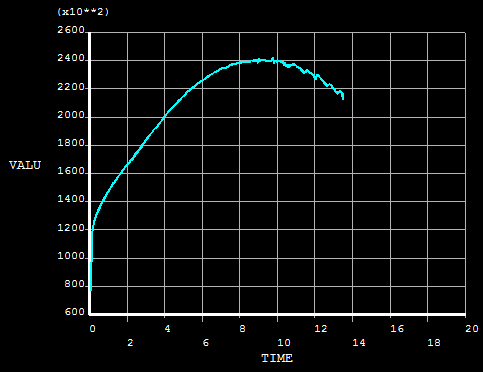
Результаты анализа ANSYS выглядят следующим образом
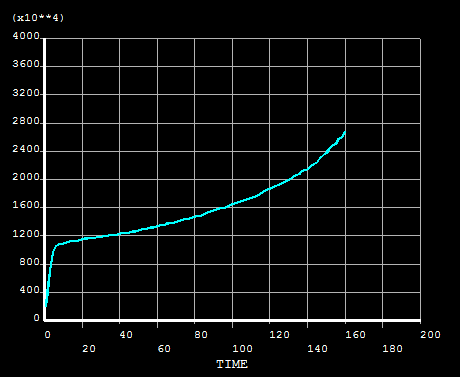
Кривая изгибающего усилия:
Существуют и другие факторы, влияющие на точность гибки, среди которых неравномерная толщина листа, твердость листа, деформация верстака и плунжера во время гибки, выбор отверстия штампа, глубина вхождения верхнего штампа в нижний, износ штампа и выпуклость верстака. Эти факторы могут привести к ошибкам в угле изгиба и прямолинейности заготовки после гибки.
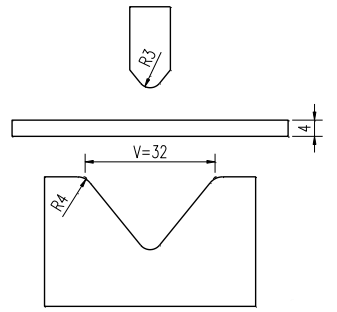
Номинальный изгиб - свободный изгиб из низкоуглеродистой стали стальная пластина с пределом прочности на растяжение σb = 450 Н/мм², который сгибает лист на угол 90° на V-образном штампе с расстоянием между отверстиями V = 8 × S.
При номинальной гибке листов с неодинаковой толщиной могут возникать угловые погрешности.
Если твердость пластины неравномерна, пружинение заготовки при изгибе будет неодинаковым.
Поэтому качество материалов оказывает значительное влияние на качество обработки.
5. Выпуклая компенсация рабочего стола
Под действием нагрузки верстак и плунжер подвергаются упругой деформации.
Глубина погружения верхнего штампа в нижний штамп неравномерно по всей длине, что может повлиять на угол изгиба и прямолинейность заготовки.
Для решения этой проблемы в станке используется NC-выпуклость рабочего стола для компенсации его деформации, поддержания глубины вхождения верхнего штампа в нижний по всей длине и повышения точности угол изгиба и прямолинейность заготовки.
6. Эксцентриковая нагрузка
Эксцентрическая нагрузка - это нагрузка, действующая на левую или правую сторону плунжера. Машина обладает высокой способностью противостоять эксцентрической нагрузке.
Под действием эксцентрической силы нагрузки между верстаком и плунжером образуется наклон.
Механизм обнаружения решетки на обоих концах плунжера фиксирует отклонение и передает сигнал на компьютер. Компьютер управляет пропорциональным сервоклапаном для регулировки количества масла, поступающего в масляный цилиндр, для синхронизации положения двух поршней и поддержания небольшой погрешности параллельности между рабочим столом и плунжером.
При обработке специальных деталей следует учитывать указанную эксцентрическую нагрузку. В целом, необходимо избегать работы в условиях эксцентрической нагрузки.
7. Коррекция погрешности угла изгиба
После гибочная часть сформирован, и угол составляет около α°, измеренное значение ошибки угла △α° может быть скорректировано путем регулировки положения Y нижней мертвой точки. Значение коррекции △Y может быть приблизительно рассчитано по следующей формуле: △Y = K × V × △α
Где:
△ Y - значение коррекции нижней мертвой точки (мм)
V - выбранное отверстие штампа (мм)
△ α - значение погрешности угла (в градусах)
K - поправочный коэффициент (градус /мм)
Когда α ≈ 90°, K ≈ 0,0055; для сложенного 8-12-гранного стального стержня, когда α ≈ 135°-157,5°, K ≈ 0,004.
Если угол контролируемой детали превышает требования чертежа, отрегулируйте положение нижней мертвой точки в сторону уменьшения в соответствии со значением поправки △Y; в противном случае отрегулируйте в сторону увеличения.
Пример 1:
Углы на обоих концах равны среднему углу.
Для складывания додекагона с α = 150° выберите отверстие V = 200 мм и измерьте угол после сгибания, α = 151,5°. Используя описанный выше метод, △α вычисляется как 1,5°, а K - 0,004.
△Y = K × V × △α = 0,004 × 200 × 1,5 = 1,2 мм.
Введите в компьютер положение нижней мертвой точки Y + △Y.
Пример 2:
Углы на обоих концах не равны среднему углу.
Для заготовки, согнутой под углом α=90° с отверстием V = 60 мм, фактические измеренные углы на обоих концах равны α=90°, а средний угол равен α=91° (величина выпуклости недостаточна).
Используя вышеуказанный метод: △α = 1°; K=0,0055
△Y = K × V × △α = 0,0055 × 60 × 1 = 0,33 мм.
Добавьте △Y к исходному выпуклому значению и введите его в компьютер.
Если средний угол меньше углов на обоих концах (величина выпуклости слишком велика), уменьшите величину выпуклости на △Y от исходной основы и введите ее в компьютер.
Пример 3:
Углы на нижних концах колонны не равны. При ширине проема V = 60 мм заготовка согнута под углом α = 90°.
Фактический измеренный угол на левом конце равен α=90°, а угол на правом конце равен α=91° (левый нижний и правый верхний).
Используя вышеуказанный метод: △α=1, K=0.0055
△Y=K × V × △α=0,0055 × 60 × 1=0,33 мм
Введите значение Y + △Y в нулевой точке правого конца вверх, чтобы изменить его базовое положение.
8. Точность углов
Точность угла - это, пожалуй, самый сложный и трудно контролируемый параметр в операциях гибки. Существуют два распространенных метода гибки: гибка на дне и воздушный изгиб. Ниже показаны различные варианты применения гибки днища.
Различные варианты применения донной гибки
Сгибание донышка контролируется путем регулировки усилия, прикладываемого вниз во время процесс гибки для придания металлу нужной формы. К его преимуществам относится высокая точность углов, достигающая ±15 минут, с постоянными углами гибки.
Однако есть и существенные недостатки: она требует в пять-восемь раз больше усилий, чем воздушная гибка, и обладает меньшей гибкостью. Для различных углов и форм требуется различная оснастка.
Чаще всего используется воздушная гибка, также известная как свободная гибка. Она управляется путем регулирования опускания оси Y, то есть глубины, на которую верхний штамп проникает в нижний, тем самым контролируя угол изгиба.
К преимуществам пневматической гибки относятся меньшее требуемое усилие и высокая гибкость, поскольку один комплект оснастки позволяет сгибать заготовки под разными углами. Недостатком является меньшая точность угла изгиба заготовки и более низкая стабильность.
Почему точность угла при воздушном изгибе заготовок ниже? Например, при гибке листовой металл При использовании нижнего штампа V10 разница в расстоянии прижима верхнего штампа на 0,05 мм может привести к отклонению угла на 1°, как показано в таблице ниже.
Таблица: Изменение глубины спуска, соответствующее изменению угла на 1°, для различных отверстий в нижней части штампа и углов изгиба
Угол изгиба/Нижнее отверстие пресс-формы
30°
45°
60°
75°
90°
105°
120°
135°
150°
165°
4
0.17
0.07
0.04
0.03
0.02
0.02
0.02
0.01
0.01
0.01
6
0.26
0.11
0.07
0.05
0.04
0.03
0.03
0.03
0.03
0.03
8
0.36
0.14
0.08
0.06
0.05
0.04
0.04
0.03
0.03
0.03
9
0.41
0.16
0.09
0.07
0.05
0.05
0.05
0.04
0.03
0.03
10
0.45
0.18
0.10
0.08
0.05
0.05
0.05
0.05
0.05
0.04
12
0.54
0.22
0.13
0.08
0.07
0.05
0.05
0.05
0.05
0.05
14
0.61
0.24
0.15
0.10
0.08
0.07
0.06
0.06
0.06
0.06
15
0.66
0.26
0.16
0.11
0.08
0.08
0.07
0.07
0.07
0.06
16
0.71
0.28
0.16
0.12
0.09
0.08
0.07
0.07
0.07
0.07
18
0.81
0.32
0.19
0.13
0.11
0.09
0.08
0.08
0.07
0.07
20
0.90
0.36
0.21
0.15
0.11
0.10
0.09
0.09
0.09
0.08
22
1.00
0.40
0.23
0.16
0.13
0.11
0.10
0.09
0.09
0.09
24
1.09
0.44
0.25
0.17
0.14
0.11
0.10
0.10
0.10
0.10
В настоящее время точность гибочных станков по оси Y обычно достигает 0,01 мм, поэтому отклонение угла не должно быть слишком сильным. Но можно ли гарантировать идеальное соответствие толщины металлического листа?
Если 1.Толщина 5 мм Толщина листа различается на 10%, что составляет 0,15 мм, что эквивалентно разнице в 0,15 мм в расстоянии между верхним и нижним штампами, что приводит к отклонению угла примерно на 3°.
Аналогично, изменение характеристик деформационного упрочнения металлического листа на 10% может привести к изменению угла изгиба примерно на 1,5°. Влияние толщины металлического листа и деформационного упрочнения на угол изгиба при воздушной гибке показано на рисунке 6.
Рисунок 6: Взаимосвязь между толщиной металлического листа, деформационным упрочнением и углом изгиба при воздушной гибке
Именно в этом заключается отличие гибочных станков от металлорежущий станок инструменты. С резка металла На станках, независимо от разницы в размерах исходных заготовок, конечная точность обработанных деталей может быть гарантирована при условии, что станок достаточно точен.
Однако это не относится к распространенной практике воздушного сгибания на листогибочные прессы; дело не в присущей машинам точности.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Внимание всем любителям металлообработки! Вы устали гадать, какой тоннаж выбрать для вашего листогибочного пресса? Не останавливайтесь на достигнутом! В этой статье мы погрузимся в мир прессов...
Операторы листогибочных прессов играют важнейшую роль в формировании окружающего нас мира, но их работа не лишена риска. В этой статье мы рассмотрим основные советы по технике безопасности от промышленных...
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы инструментов и обеспечить оптимальную производительность листогибочного...
Вы когда-нибудь задумывались о происхождении термина "листогибочный станок"? В этой увлекательной статье блога мы отправимся в увлекательное путешествие по истории, чтобы раскрыть причины возникновения...
Вы когда-нибудь задумывались, как листовой металл мастерски сгибается в замысловатые формы? В этой статье рассматриваются шесть типов процессов гибки на листогибочных прессах: гибка на фальце, обтирка, воздушная гибка, доводка, чеканка и трехточечная гибка. Вы...
В огромном мире производства одно оборудование стоит особняком: листогибочный пресс. Благодаря своей способности сгибать и придавать форму металлу с точностью и силой, он стал незаменимым...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Правильный ремонт гидравлического цилиндра листогибочного пресса имеет решающее значение для поддержания производительности и безопасности машины. Гидравлический цилиндр обычно состоит из поршня, гильзы, штока и винта.....
Вы когда-нибудь задумывались, как листогибочный станок добивается таких точных изгибов? В этой статье мы исследуем увлекательный мир осей листогибочного пресса, раскрывая секреты их роли и функций. Узнайте, как...