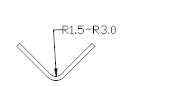
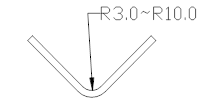
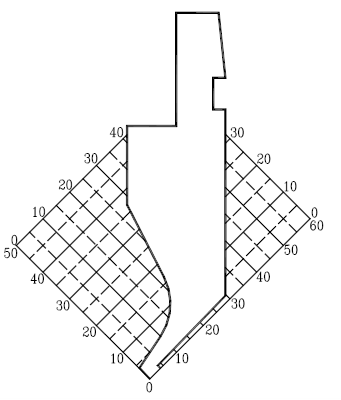
1. Этот пуансон большого радиуса в основном используется для сгибания внутреннего угла дуги R, а радиус угла дуги составляет R3~R10.
2. Радиусный пуансон подбирается к соответствующему V паз
Комбинация график:
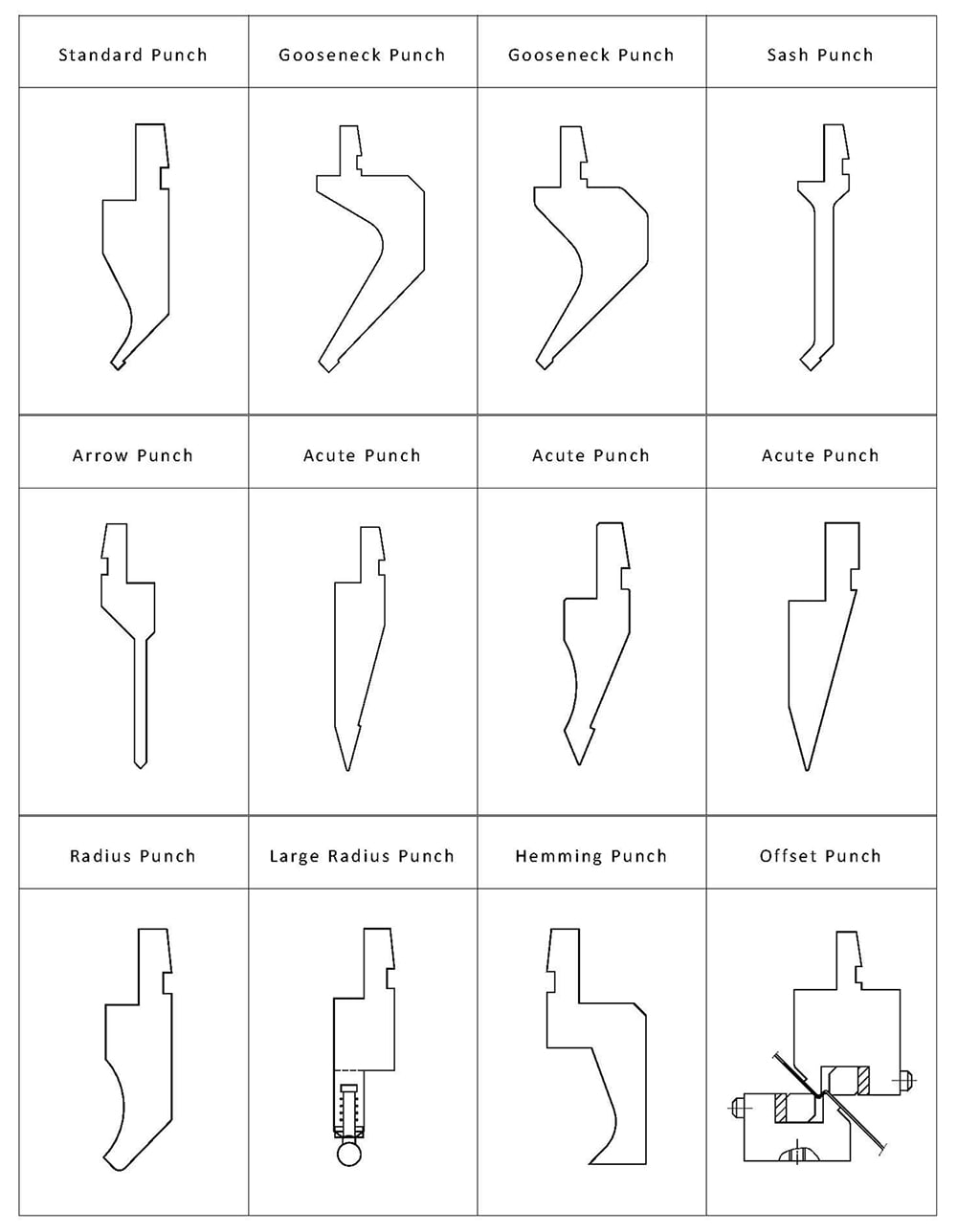
3.4. Специальный пунш
01) Дырокол для подшивки
Устойчивость к давлению Значение (полная длина)
100TON/M
Материал
42CrMo
Термообработка
HRC47±2
Устойчивость к давлению Значение(разделено)
Радиус наконечника
График (1:1)
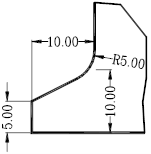
Характеристики обработки:
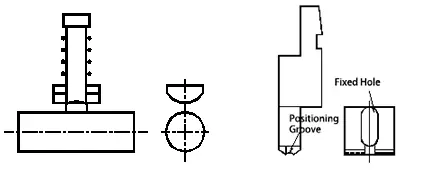
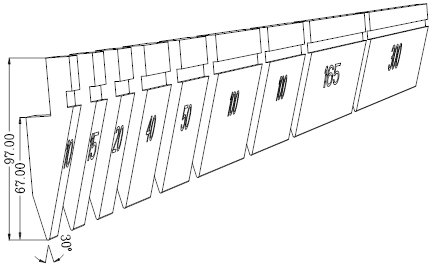
1. На рисунке показана форма изделия после сгибания и сплющивания. Все подобные формы могут быть согнуты. Следует использовать верхнюю и нижнюю формы под углом 30°.
2. Может также использоваться для прессования, клепки, придания формы и т.д.
Разделенный график:
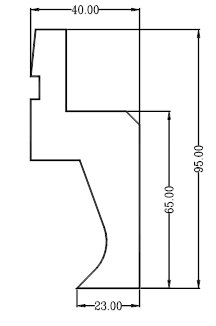
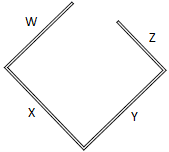
02) Пуансон со смещением
Устойчивость к давлению Значение (полная длина)
/
Материал
42CrMo
Термообработка
HRC47±2
Устойчивость к давлению Значение(разделено)
/
Радиус наконечника
/
График (1:1)
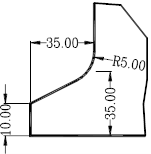
Характеристики обработки:
1. Используется для Z-образной гибки, которую невозможно сложить обычным способом листогибочный пресс умирает.
H=1~10 мм
2. Форма изделия с изгибом, как показано на верхнем правом рисунке, обычно называется Z-образный изгиб или смещение.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Основные концепции автоматизированного проектирования и автоматизированного производства Автоматизированное проектирование и автоматизированное производство (CAD/CAM) - это комплексная и технически сложная дисциплина системного инжиниринга, которая включает в себя такие различные области, как компьютерная [...]...
Концепция виртуального производства Виртуальное производство (ВП) - это фундаментальная реализация реального производственного процесса на компьютере. В нем используются технологии компьютерного моделирования и виртуальной реальности, поддерживаемые высокопроизводительными [...]...
Гибкая производственная система (FMS) обычно использует принципы системной инженерии и групповой технологии. Она объединяет станки с числовым программным управлением (ЧПУ) (обрабатывающие центры), координатно-измерительные машины, системы транспортировки материалов, [...]...
Подобно тому, как производственные технологии играют важнейшую роль в различных областях, технология нанофабрикации занимает ключевое место в сфере нанотехнологий. Технология нанофабрикации включает в себя множество методов, в том числе механические [...].
Сверхточная обработка относится к прецизионным производственным процессам, в которых достигаются чрезвычайно высокие уровни точности и качества поверхности. Ее определение относительно и меняется по мере развития технологий. В настоящее время эта технология позволяет достичь [...].
В настоящее время механическую обработку можно разделить на две группы в зависимости от серийности производства: Среди этих двух категорий, первая составляет около 70-80% от общей стоимости продукции механической обработки [...]...
В этой статье в основном представлены несколько зрелых методов специальной обработки. I. Обработка электрическим разрядом (EDM) EDM - это метод обработки токопроводящих материалов, использующий явление электрической коррозии во время [...]...
Что такое обработка с ЧПУ? Числовое программное управление (ЧПУ) - это метод управления движением и операциями обработки на станках с помощью оцифрованной информации. Станки с числовым программным управлением, часто сокращенно называемые [...]...
Обработка резанием остается наиболее распространенным методом механической обработки, играющим важную роль в механическом производстве. С развитием производственных технологий технология обработки резанием претерпела значительный прогресс в [...].
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].



 Рог
Рог


 Рог
Рог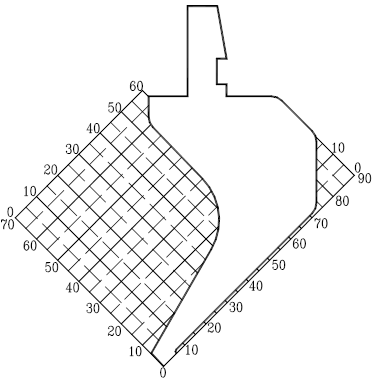


 Рог
Рог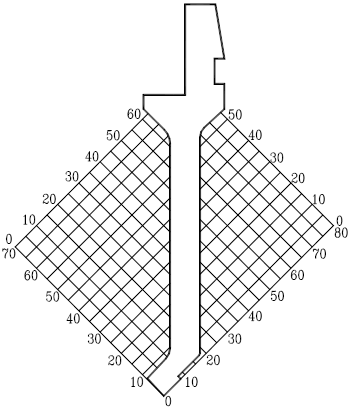

 Рог
Рог



 Рог
Рог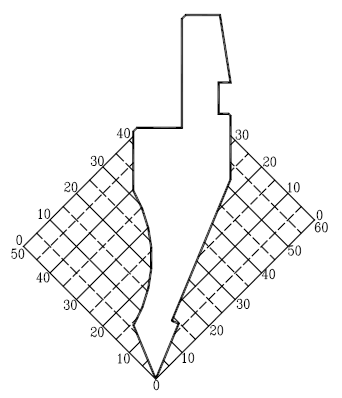



 Рог
Рог


 Рог
Рог