Гидравлический насос: Механическая энергия, поступающая от привода, преобразуется в энергию давления жидкости, которая служит источником энергии для системы.
Привод
Гидравлический цилиндр (или мотор): Преобразует энергию давления жидкости в механическую энергию и совершает работу над грузом.
Устройство управления
Различные гидравлические клапаны управления используются для регулирования направления, давления и потока жидкости, чтобы обеспечить выполнение приводом поставленной задачи.
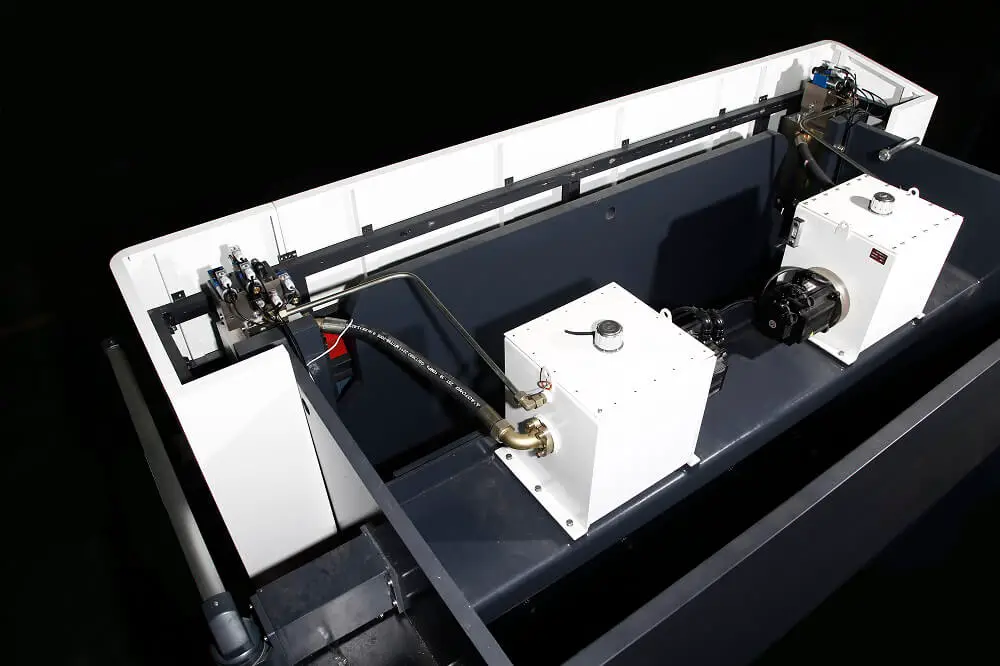
Вспомогательное оборудование
Топливный бак, масляные трубки, масляные фильтры, манометры, охладители, водоотделители, маслораспылители, глушители, фитинги, соединения труб и различные преобразователи сигналов создают необходимые условия для обеспечения нормальной работы системы.
Рабочая среда
Гидравлическое масло или сжатый воздух в качестве носителя для передачи движения и мощности.
Масляный бак
Функция топливного бака:
Придержите зарезервированное масло.
Рассеивание тепла.
Отделите воздух от масла.
Осаждение загрязняющих веществ.
Отделение конденсата
Конструкция топливного бака:
Размер топливного бака (объем) - V = 3-5q для стационарного оборудования; V≈1q для походного оборудования.
Единица измерения V - литр, а единица измерения q - литр/минута.
При проектировании топливного бака необходимо предусмотреть пространство 10-15% в верхней части топливного бака, в основном учитывая такие факторы, как изменение уровня жидкости и пенообразование.
Эффективный объем топливного бака должен в 6-12 раз превышать общий расход масляного насоса гидравлической системы.
Температура масла рекомендуется 30-50°C, при этом максимальная температура не должна превышать 65°C, а минимальная - не ниже 15°C.
Перегородка должна быть спроектирована в топливном баке, а расстояние между зоной всасывания масла и зоной возврата масла должно быть как можно больше.
Гидравлическое масло
Это очень важно для безупречного функционирования, эксплуатационной надежности, срока службы и экономичности гидравлической системы.
Передача энергии от гидравлического насоса к гидромотору или цилиндру
Смазка движущихся частей
Защищает металлические поверхности, погруженные в масло
Удалите пыль, загрязнения, воду, воздух и т.д.
Охлаждение
Важная концепция нефти
Высокая чистота = высокая надежность
Новое масло - это грязное масло
Время использования масла: 2000-4000 ч
Чистота
Стандарт вязкости: Значение вязкости всегда связано с определенной температурой. Значение вязкости уменьшается при повышении температуры и увеличивается при повышении давления гидравлического масла. Стандартом вязкости является стандарт ISO при 40 ℃, который можно разделить на гидравлическое масло #10, #22, #32, #46, #68, #100.
Стандарты степени загрязнения нефтью: Международный ISO-4406 и американский NAS-1638. При уровне загрязнения NAS9 гидравлическая система обычно не выходит из строя. Когда степень загрязнения снижается до уровня NAS10-11, гидравлическая система иногда выходит из строя. Когда степень загрязнения масла опускается ниже уровня NAS12, часто возникают неисправности. В это время гидравлическое масло должно циркулировать и фильтроваться.
Часто используемые гидравлические клапаны
Cлессификация
Согласно функция, его можно разделить на:
клапан направления
расходный клапан
клапан давления
Согласно способ установки, его можно разделить на:
тарельчатый клапан
штабельный клапан
двухходовой картриджный клапан
резьбовой картриджный клапан
Согласно метод контроля, его можно разделить на:
клапан с пневматическим управлением
гидравлический клапан
клапан двигателя
электромагнитный клапан
пропорциональный клапан
пропорциональный сервоклапан
сервоклапан
Направляющий клапан
Основная функция распределителя - облегчить связь и перекрытие между двумя различными гидравлическими контурами или управлять направлением запуска, остановки и движения исполнительного механизма (цилиндра или двигателя) в зависимости от необходимости.
Классификация регулирующих клапанов
Разделены по методу управления:
Электромагнитный клапан
Ручной распределительный клапан
Гидравлический распределительный клапан
Моторизованный распределительный клапан
Клапан с пневматическим приводом
Разделены по способу установки:
Дисковый клапан
Врезной клапан
Картриджный клапан с резьбой
Перепускной клапан
Характеристики
Важнейшей функцией перепускного клапана является ограничение давления в системе, что позволяет защитить различные компоненты и трубопроводы и предотвратить опасность перегрузки и разрывов.
Поэтому этот клапан также называют клапаном давления или предохранительным клапаном.
Когда давление в системе достигает заданного значения, перепускной клапан начинает действовать как ограничитель давления.
Первоначально закрытый клапан теперь открыт, и избыточный поток поступает обратно в резервуар через отверстие клапана.
При работе таким образом перепускной клапан устанавливается на байпасе.
Следует отметить, что потеря мощности при прохождении потока Q с давлением P через перепускной клапан равна P×Q/612.
Потерянная энергия передается в гидравлическую систему, что приводит к повышению температуры гидравлического масла.
Фундаментальный
Давление на входе P воздействует на измерительную область A, и полученное гидравлическое давление сравнивается с силой пружины.
Если гидравлическое давление превышает заданное усилие пружины, сердечник клапана сжимает пружину, и отверстие клапана открывается, соединяя путь между входом и выходом клапана.
Расходный клапан
Расходный клапан регулирует скорость гидравлического привода.
Это достигается путем изменения размера поперечного сечения дросселя для изменения объемного расхода Q привода.
Расходный клапан можно разделить на дроссельный клапан и клапан управления скоростью.
Обратный клапан
Функция обратного клапана - перекрывать поток в одном направлении и беспрепятственно пропускать поток в другом направлении.
Уплотнительные элементы односторонних клапанов имеют сферическую, конусообразную или тарельчатую форму.
Относительно слабая сила пружины должна быть преодолена при открытии уплотнительного элемента.
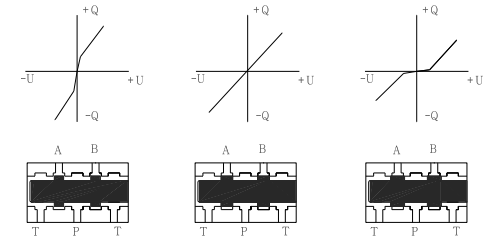
Эти основные принципы непосредственно отражены в графических символах.
Двухходовой картриджный клапан
Двухходовой картриджный клапан выполнен в виде вставной конструкции и устанавливается в компактную схему управления.
В большинстве случаев крышка также выполняет функцию соединительного блока между основным и управляющим клапанами.
Управляя основным клапаном с помощью подходящего управляющего клапана, можно обеспечить функции давления, реверса или дросселирования, или их комбинацию.
Функции включают в себя управление направлением, управление переливом, управление декомпрессией и управление последовательностью.
Пропорциональный клапан
Пропорциональный клапан с открытым контуром - электрогидравлический пропорциональный клапан
пропорциональный перепускной клапан
пропорциональный редукционный клапан
пропорциональный дроссельный клапан
пропорциональный клапан расхода
пропорциональный распределительный клапан
Пропорциональный клапан с замкнутым циклом - Пропорциональный сервоклапан
Если между выходом и входом системы нет обратной связи, то есть выход системы управления не влияет на управление системой, такая система называется системой управления с открытым контуром.
Система управления с замкнутым циклом:
Система управления с замкнутым контуром - это автоматическая система управления, основанная на принципе обратной связи.
Принцип обратной связи означает управление в соответствии с информацией об изменении выхода системы. То есть сравнение отклонения между поведением системы (выходом) и ожидаемым поведением и устранение отклонения для получения ожидаемой производительности системы.
В системе управления с обратной связью существует как прямой путь сигнала от входа к выходу, так и обратный путь сигнала от выхода к входу.
Они образуют замкнутый цикл.
Поэтому систему управления с обратной связью также называют системой управления с замкнутым контуром.
Система управления с открытым контуром имеет простую структуру и является относительно экономичной.
Недостатком является невозможность устранения ошибки, вызванной помехами.
По сравнению с системой управления с открытым контуром, система управления с закрытым контуром имеет ряд преимуществ.
В системе управления с обратной связью, независимо от причины (внешнее возмущение или внутренние изменения в системе), будет генерироваться соответствующее управляющее воздействие для устранения отклонения, пока контролируемая величина отклоняется от заданного значения.
Поэтому он способен подавлять помехи, нечувствителен к изменениям характеристик компонентов и может улучшить характеристики отклика системы.
Однако введение контура обратной связи увеличивает сложность системы, а неправильный выбор коэффициента усиления может привести к нестабильности системы.
Для повышения точности управления управление по возмущению (т.е. управление с обратной связью) часто используется в качестве дополнения к управлению с обратной связью для формирования комбинированной системы управления, когда переменная возмущения может быть измерена.
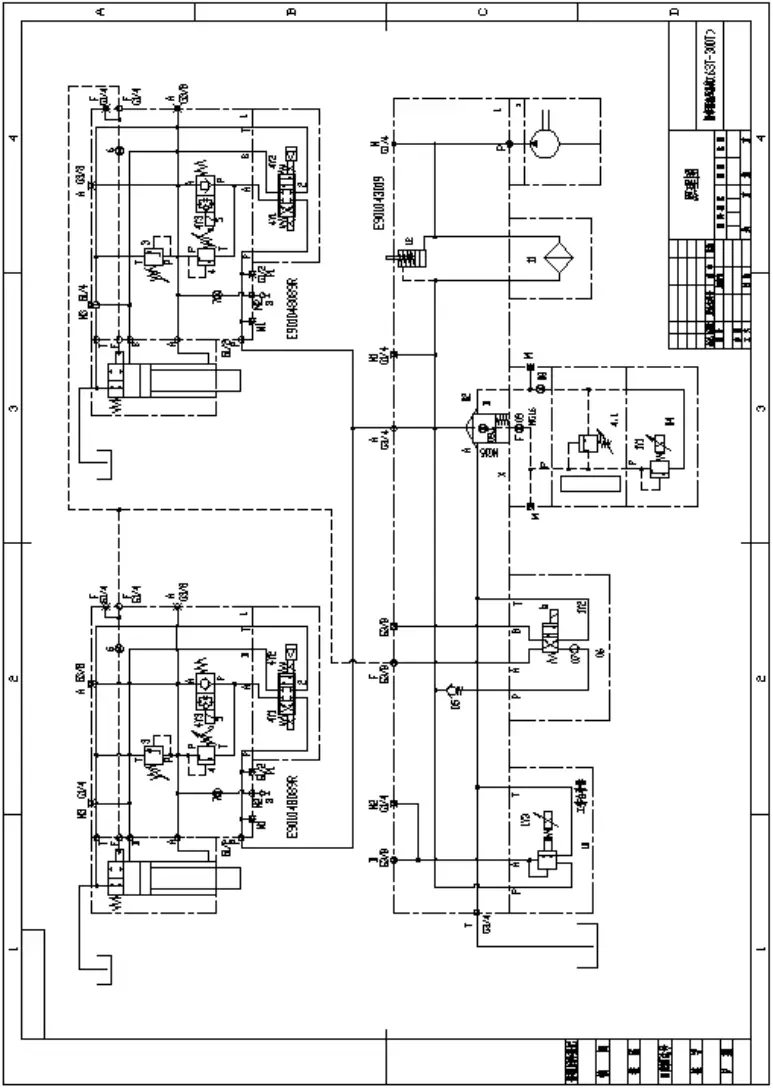
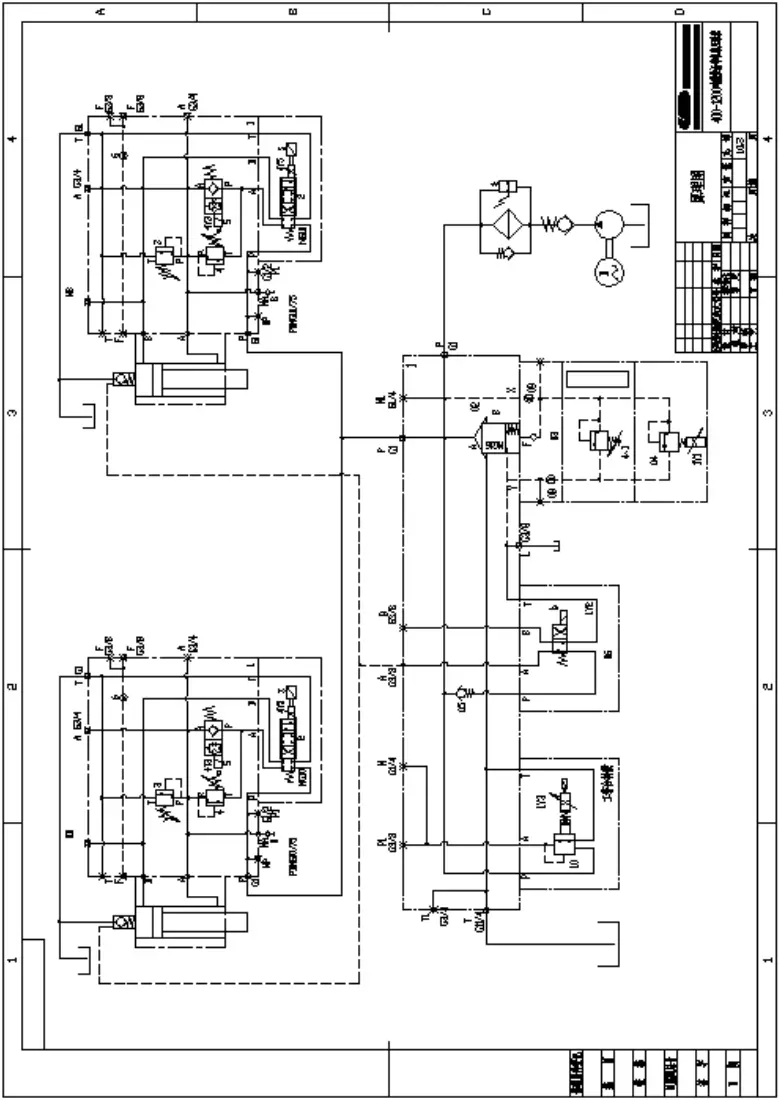
Принцип работы электрогидравлического синхронного Листогибочный пресс (В качестве примера можно взять систему весом менее 300 тонн)
Контроль давления
Запустите двигатель масляного насоса. В соответствии с требованиями изгибающее усилиеПропорциональный клапан давления (4) управляет двухходовым картриджным клапаном (2) для регулировки давления в гидравлической системе в соответствии с требованиями к усилию изгиба.
Клапан давления (4.1) - это предохранительный клапан, который регулирует максимальное давление в системе.
Рабочий цикл
Поторопитесь
Подайте напряжение 1Y1 (20% ~ 30%) на пропорциональный клапан давления (4), и электромагнитный клапан 1Y2 (6) потеряет питание. Когда электромагнитный клапан (5) 4Y3 находится под напряжением, он подает положительное напряжение на пропорциональный сервоклапан.
Когда вес ползуна быстро уменьшается, масло всасывается в верхнюю полость цилиндра через расходный клапан, а масло, нагнетаемое из масляного насоса, поступает в верхнюю полость цилиндра через пропорциональный сервоклапан (2).
Масло в нижней камере цилиндра возвращается в бак через электромагнитный клапан 5 (A-P) и пропорциональный сервоклапан (2) (B → T).
Быстрая скорость опускания ползунка может быть получена путем регулировки управляющего напряжения пропорционального сервоклапана 4Y5 для управления открытием пропорционального сервоклапана для получения различных скоростей.
Ход работы
Пропорциональный клапан давления (4) 1Y1 включается, электромагнитный реверсивный клапан (6) 1Y2 включается, клапан наполнения закрывается, электромагнитный клапан (5) 4Y3 обесточивается, и масло под давлением, нагнетаемое масляным насосом, проходит через пропорциональный сервоклапан (2) и поступает в верхнюю полость цилиндра (без штоковой полости).
Масло в нижней камере цилиндра возвращается в масляный бак через клапан обратного давления (4) и пропорциональный сервоклапан (2) при нажатом ползунке.
Регулируя управляющее напряжение 4Y5 пропорционального сервоклапана, можно добиться различных рабочих скоростей, управляя открытием пропорционального сервоклапана.
Предохранительный клапан (3) предотвращает слишком высокое давление в нижней полости масляного цилиндра, а установленное давление на 10% выше, чем давление в системе.
Давление настройки клапана обратного давления (4) обычно равно равновесному давлению плюс (30 ~ 50) бар.
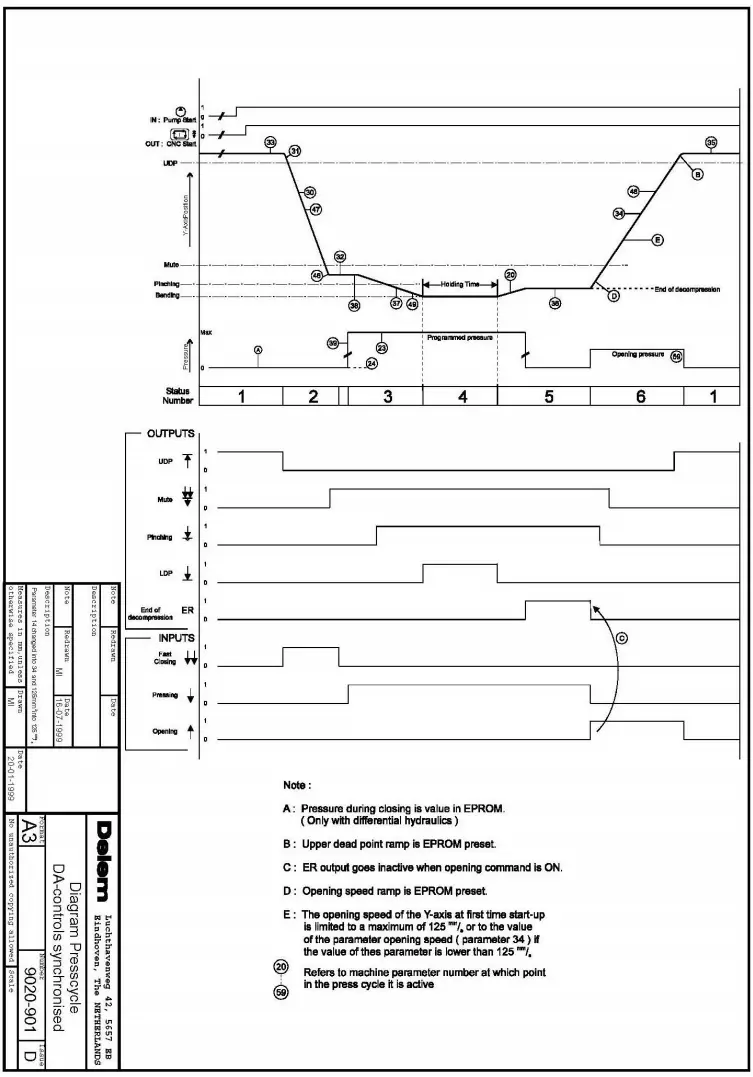
Давление удержания
Когда плунжер достигает нижней мертвой точки, пропорциональный сервоклапан 2 (4Y5) переключается на 0 В, чтобы перекрыть путь верхней и нижней камерам цилиндра, и ползун останавливается в нижней мертвой точке.
Разгрузка
После поддержания давления в листогибочный станок завершается, пропорциональный клапан давления поддерживает давление, и система подает на пропорциональный сервоклапан 2 (4Y5) определенное отрицательное напряжение, так что пропорциональный клапан слегка открывается (направление возврата).
В то же время плунжер также будет перемещаться вверх на небольшую величину, которая задается параметром расстояния разгрузки.
Время, затрачиваемое на процесс разгрузки, задается параметром скорости декомпрессии.
Давление в верхней полости цилиндра сбрасывается через пропорциональный сервоклапан (2).
Возврат
Когда электромагнитный клапан (6) 1Y2 теряет мощность, на пропорциональный клапан давления (4) подается определенное напряжение, электромагнитный клапан (5) 4Y3 теряет мощность, и на пропорциональном сервоклапане (4Y5) появляется отрицательное напряжение.
Масло под давлением проходит от блока насоса через 2 блока синхронизации.
Гидравлическое масло направляется из верхнего пропорционального сервоклапана (2) и электромагнитного реверсивного клапана (5) (P-A) в нижнюю камеру цилиндра (со штоковой камерой), а из верхней камеры цилиндра (без штоковой камеры) возвращается в бак через заправочный клапан.
Таран быстро возвращается.
Скорость возврата может быть получена путем регулировки управляющего напряжения пропорционального сервоклапана 4Y5 для управления открытием пропорционального сервоклапана (2) для получения различных скоростей.
Компенсация за верстак
Компенсация верстака достигается за счет управления пропорциональным редукционным клапаном (10) 1Y3.
Масло под давлением поступает в компенсационный цилиндр через пропорциональный редукционный клапан (10), и давление пропорционального редукционного клапана регулируется путем изменения напряжения на пропорциональном редукционном клапане (10).
Это делается для того, чтобы придать столу выпуклую форму и компенсировать деформацию стола при изгибе.
Поиск и устранение неисправностей в гидравлической системе электрогидравлического сервопривода листогибочный пресс
Система без давления
Проверьте, не ослаблен ли плунжер на пропорциональном клапане давления (04), есть ли соответствующий электрический сигнал в 1YI и не ослаблен ли предохранительный клапан (4.1).
Проверьте, не заклинило ли золотник двухходового картриджного клапана (02) и не заблокировано ли сопротивление для жидкости (09), установленное на золотнике. Также проверьте, не заклинило ли золотник клапана пропорционального давления (04).
Откройте крышку топливного бака и проверьте состояние возврата масла через отверстие возврата масла, если не удается достичь заданного давления. Если возврат масла отсутствует или скорость возврата масла не является срочной, масляный насос поврежден и нуждается в замене.
Рам вниз
Сначала проверьте, снизилось ли давление в клапане обратного давления и предохранительном клапане.
Остановите плунжер в верхней исходной точке и снимите пропорциональный сервоклапан на блоке синхронизации. Обратите внимание, нет ли перелива масла из отверстия A пропорционального сервоклапана на блоке клапанов. Если масло переливается, значит, блок синхронизации негерметичен. В противном случае имеется утечка в цилиндре. В качестве альтернативы поменяйте местами левый и правый блоки синхронизации. Если явление скольжения не следует за блоками синхронизации, значит, в цилиндре есть утечка.
Очистите золотник клапана обратного давления. Если проблема не устранена, очистите золотниковый и предохранительный клапаны.
Если плунжер скользит в одной секции и не скользит в других секциях, это связано с тем, что цилиндр в одной секции плохо уплотнен.
Сайт ram быстро не снижается, fast down - медленный, а fast down - не синхронизированный.
Проверьте, не ослаблен ли плунжер на маточном клапане на блоке синхронизации и есть ли соответствующий электрический сигнал. Проверьте, подается ли сигнал включения пропорционального сервоклапана и согласуется ли обратная связь. Если нет, это означает, что золотник пропорционального сервоклапана заклинило и его необходимо очистить.
Проверьте, не заблокировано ли жидкостное сопротивление 6 в отверстии X на блоке синхронизации, а также проверьте, не заклинило ли заправочный клапан под блоком синхронизации.
Проверьте, не затянута ли направляющая плунжера или цилиндр.
Сайт ram это в быстро вниз, но без без работы прогресс
В состоянии диагностики подайте соответствующие электрические сигналы на пропорциональный сервоклапан (2), пропорциональный клапан давления (04) и электромагнитный клапан направления (06). Закройте заправочный клапан и отрегулируйте соответствующее направление открытия пропорционального сервоклапана. Если цилиндры с обеих сторон не приводятся в движение, проверьте, не ослаблен ли штекер 1Y2 электромагнитного реверсивного клапана (06) на блоке насоса, есть ли соответствующий электрический сигнал и не заклинило ли сердечник клапана. Если определенный цилиндр не может быть приведен в действие, проверьте, не заблокировано ли жидкостное сопротивление (6) в синхронизирующем блоке на цилиндре, и не заклинило ли заправочный клапан под синхронизирующим блоком.
Сайт ram быстро сворачивает и входит в среднюю паузу
Не слишком ли низкий уровень жидкости в топливном баке, из-за чего заправочный клапан впускает воздух;
Входное отверстие для масла в заправочном клапане не герметично и пропускает воздух;
Пружина заправочного клапана сломана.
Сайт ram Невозможно вернуться или скорость возврата слишком низкая
В состоянии диагностики проверьте, есть ли давление в гидравлической системе.
В состоянии диагностики подайте соответствующие электрические сигналы на пропорциональный сервоклапан, пропорциональный клапан давления и электромагнитный клапан направления одновременно. Откройте клапан наполнения и отрегулируйте соответствующее направление открытия пропорционального сервоклапана. Например, если цилиндры с обеих сторон не могут нормально и быстро вернуться, проверьте, подается ли соответствующий электрический сигнал на электромагнитный распределитель на блоке насоса и не заклинило ли сердечник клапана. Если цилиндр не может вернуться нормально и быстро, проверьте, не заблокировано ли сопротивление жидкости в блоке синхронизации на цилиндре и не заклинило ли наполнительный клапан под блоком синхронизации.
Проверьте, соответствует ли сигнал включения пропорционального сервоклапана сигналу обратной связи. Если нет, это означает, что золотник пропорционального сервоклапана заклинило и его необходимо очистить.
Температура масла повышается слишком быстро, давление в системе слишком высокое, когда масляный насос работает вхолостую, и двигатель легко отключается
Когда масляный насос работает вхолостую, давление в системе обычно составляет около 1 МПа. Если давление слишком высокое, проверьте, не заблокировано ли жидкостное сопротивление (8) Y-образного отверстия на крышке регулятора давления.
Когда масляный насос машины работает вхолостую, в системе нет давления, а температура масла быстро повышается. Загрязняющие вещества в масле, масляном баке или трубопроводе могут заблокировать фильтрующий элемент, и его необходимо заменить.
Проверьте, не слишком ли велико рабочее расстояние и не слишком ли велико время выдержки.
Проверьте, насколько обоснована конфигурация трубопроводов гидравлической системы станка.
Отладка гидравлической системы электрогидравлического сервопривода с насосным управлением листогибочный пресс
Первая загрузка
Выхлопные газы
Полностью отпустите предохранительный клапан (014) на верхней клапанной группе цилиндра. Затем введите DELEM диагностический интерфейс системы и сместить клапан примерно на 40%. Соответствующая скорость должна составлять около 700 оборотов, а значение крутящего момента - около 80DA. Установите каждый режим работы на 5-10 минут, затем закройте предохранительный клапан.
Меры предосторожности
При закрытии предохранительного клапана следует использовать манометр, чтобы отрегулировать давление в нижней камере до 20 МПа. Если манометр недоступен, полностью затяните предохранительный клапан, а затем один раз ослабьте его. После завершения выхлопа в первые несколько действий может возникнуть шум, а обратный ход может не произойти. Проблемы с синхронизацией и медленным возвратом вызваны наличием воздуха в трубе машины и цилиндре, который не был полностью удален.
Как правило, станок нормально работает после 5-8 циклов. Если выхлоп станка завершен, а он все еще не может вернуться, необходимо отпустить предохранительный клапан нижней камеры, чтобы выхлоп произошел в соответствии с вышеуказанной операцией. Во избежание повреждения масляного насоса не используйте автоматический поиск параметров повторно и не завершайте обратный ход принудительно.
При первоначальном вводе в эксплуатацию скорость быстрого возвратного хода должна контролироваться в пределах 100 мм/с, чтобы избежать повреждения масляного насоса из-за отсутствия нагнетания воздуха и высокой скорости.
Регулировка давления
Предохранительный клапан нижней полости: Заводская настройка предохранительного клапана нижней полости составляет 20 МПа, и его не нужно регулировать, если в этом нет необходимости.
Регулировка клапана противодавления: Сначала определите статическое противодавление машины, которое обычно составляет около 4-5 МПа, а затем добавьте к этому значению 3-4 МПа в качестве динамического противодавления машины.
Клапан противодавления может быть отрегулирован в соответствии с фактическими условиями работы машины.
Передвиньте ram на дно
Введите DELEM диагностический интерфейс, сместите оба клапана на 20%, установите значение DA нажимного клапана (крутящий момент) около 80DA, а затем откройте быстросъемный клапан. Плунжер будет медленно опускаться, пока не достигнет нижней формы.
Меры предосторожности
Регулировочные давления клапанов противодавления с обеих сторон должны быть в основном одинаковыми. Чрезмерные погрешности приведут к таким проблемам, как асинхронная работа.
При задвигании плунжера до конца обязательно приложите крутящий момент, иначе плунжер быстро упадет и ударится о пресс-форму или дно цилиндра, что может привести к непредсказуемой опасности.
Значительная экономия энергии, повышение эффективности и снижение энергопотребления 70%.
Используйте управление насосом вместо обычного управления клапаном для устранения потерь на дросселирование.
Оптимизируйте точное распределение необходимого количества масла путем динамической регулировки скорости сервомотора.
Меньше бесполезного потребления энергии: отключайте двигатель, когда расход или давление не нужны.
Положительное влияние на окружающую среду и снижение затрат на использование.
Снижение энергопотребления и выбросов CO2.
Сниженная мощность установки: серводвигатель может быть значительно перегружен в течение короткого времени, а фактическая мощность установки составляет всего 50% от теоретической мощности установки.
Уменьшите объем топливного бака на 50% и используйте меньше гидравлического масла.
Низкая температура теплового равновесия, отсутствие необходимости в охлаждающем устройстве и долгий срок службы гидравлических компонентов.
Шумоподавление: значительно снижен уровень шума при работе на холостом ходу, быстром спуске, удержании давления и возврате, что улучшает условия труда.
Повышенная безопасность и экономичность.
Серводвигатель тормозит быстрее, чем обычные двигатели, а давление и поток быстро перекрываются в аварийных ситуациях.
Снижена чувствительность к частицам масла от NS7 (пропорциональный сервоклапан) до NS9 (плунжерный насос), снижена чувствительность к температуре, рабочая температура пропорционального сервоклапана составляет 20 ℃ -50 ℃, сервомотора 10 ℃ -80 ℃, плунжерного насоса 20 ℃ -90 ℃.
Отличные характеристики контроля скорости.
Высокая скорость согласования. Одна и та же группа клапанов оснащена тремя насосами 6, 8 и 10, охватывающими 30-300 тонн гибочной машины.
Самая высокая скорость быстрого спуска и возврата до 200 мм/с при определенных условиях.
Произвольная скорость может быть установлена в пределах 0-20 мм/с.
Выдающиеся характеристики контроля положения.
Точность повторного позиционирования 0,005 мм, высокоточная гибка.
Выдающиеся характеристики слежения за трассой: высокая точность синхронизации, в пределах 0,020 мм при промышленном продвижении.
Защита от перегрузок: для различных спецификаций станков система обеспечивает максимальный контроль крутящего момента, чтобы предотвратить перегрузку системы из-за человеческого фактора.
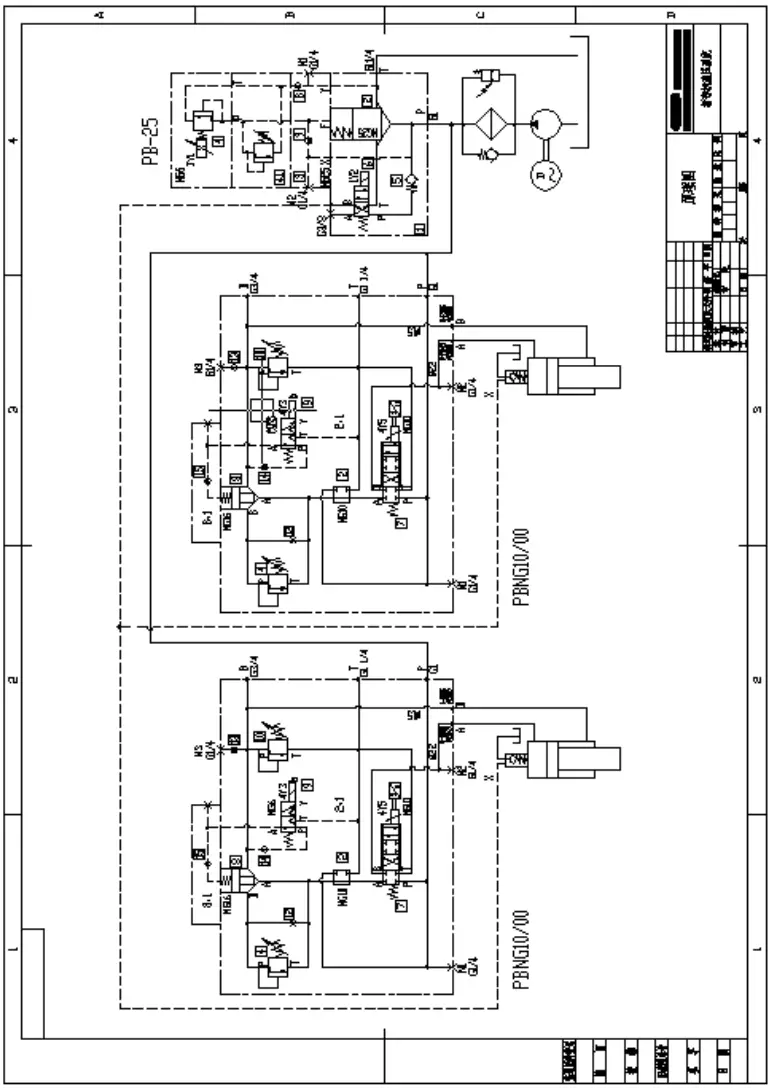
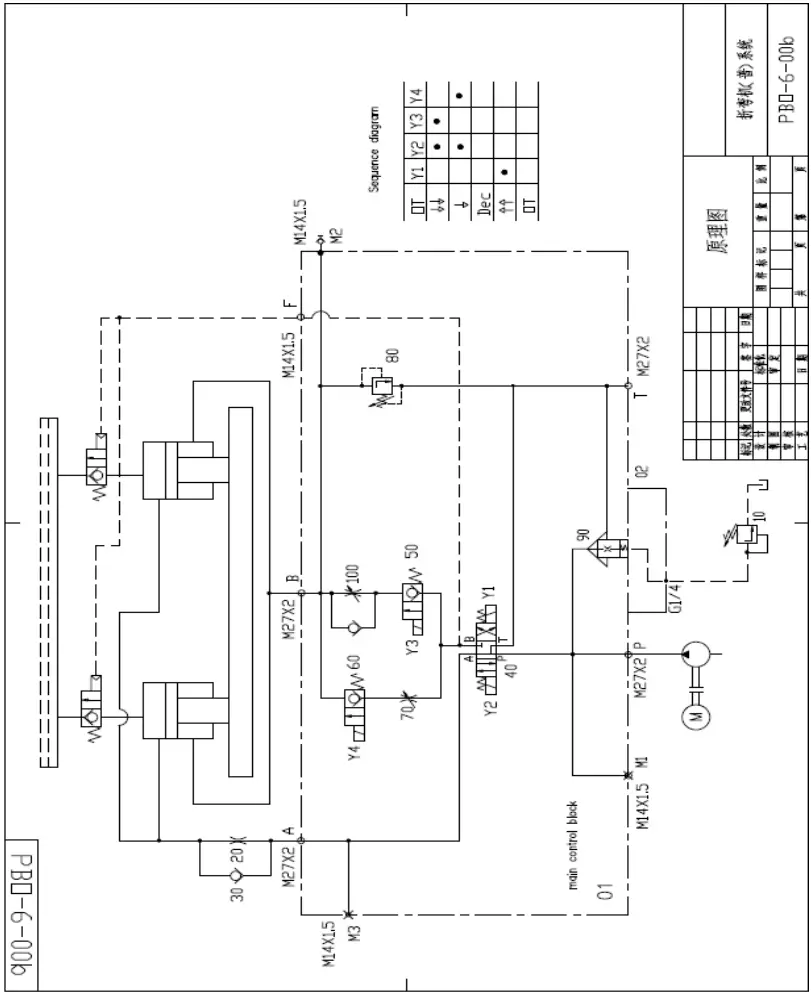
Гидравлическая система Синхронный листогибочный пресс с торсионной балкой
Принципиальный анализ
Контроль давления
Запустите двигатель масляного насоса.
В зависимости от требуемого усилия сгибания используйте клапан дистанционного управления (10) или пропорциональный клапан давления для управления двухходовым картриджным клапаном (90) и регулировки давление в гидравлической системе для удовлетворения требований к силе изгиба.
Поторопитесь
Включите Y2 и Y3 и выключите Y1.
Когда вес плунжера быстро уменьшается, заправочный клапан всасывает масло в верхнюю полость масляного цилиндра.
Кроме того, электромагнитный распределительный клапан № 40 (P-A) и обратный клапан № 30 пропускают масло в верхнюю полость масляного цилиндра.
Масло в нижней полости масляного цилиндра проходит через 100-ходовой односторонний дроссельный клапан к 50-ходовому маковому клапану, а затем возвращается в масляный бак через 40 электромагнитный распределительный клапан (B-T).
Отрегулируйте односторонний дроссельный клапан № 100, чтобы контролировать скорость быстрого опускания слайдера.
Ход работы
Включите Y2 и Y4 и выключите Y1 и Y3.
Нормально закрытый заправочный клапан (гидравлический обратный клапан) контролирует сброс давления в масляном порту, и он закрыт.
Масло, выходящее под давлением из масляного насоса, проходит через электромагнитный клапан № 40 (P → A) и обратный клапан № 30 и попадает в верхнюю полость цилиндра.
Масло в нижней полости масляного цилиндра возвращается в бак через маятниковый клапан № 60, дроссельный клапан № 70 и электромагнитный клапан № 40 (B-T).
Отрегулируйте скорость совместной подачи с помощью дроссельной заслонки № 70 и с помощью порта M2 измерьте давление в нижней полости.
Lудаление руля
После того как листогибочный пресс находится под давлением, Y1, Y2, Y3 и Y4 обесточиваются, и масло под давлением в верхней полости цилиндра проходит через 20-е отверстие к 40-му электромагнитному распределителю (A → T) для сброса давления. Время снятия нагрузки контролируется реле времени.
Возврат
На Y1 подается питание, а на Y2 и Y3 - нет. Масло под давлением, выходящее из масляного насоса, проходит через электромагнитный клапан № 40 (P-B), маятниковый клапан № 50 и односторонний дроссельный клапан № 100 в нижнюю полость цилиндра.
Одновременно масло под давлением открывает заправочный клапан (гидравлический обратный клапан).
Большое количество масла в верхней полости масляного цилиндра возвращается в масляный бак через заправочный клапан.
Общие способы устранения неисправностей
Рам вниз
Сначала проверьте, снижено ли давление в предохранительном клапане нижней полости № 80.
Прочистите конический клапан № 60, конический клапан № 50 и предохранительный клапан нижней полости № 80.
Остановите раму в верхней мертвой точке и полностью закройте 70-й дроссельный клапан и 100-й односторонний дроссельный клапан, чтобы определить, повреждены ли 50-й и 60-й восточные клапаны.
Не ускоряйтесь и не замедляйтесь
Проверьте, не ослаблена ли пробка 50-го макового клапана, в норме ли электрический сигнал 40-го распределительного клапана и нет ли заклинивания клапана, например, заклинившего клапана, который необходимо прочистить.
Проверьте, полностью ли освобожден 100-ходовой односторонний дроссельный клапан.
Ослабьте предохранительный клапан нижней полости № 80, чтобы определить, не слишком ли сильно затянуты масляный цилиндр и направляющая шина.
Проверьте, не заклинило ли заправочный клапан.
Нет ход работ на точка переключения скорости
Проверьте, отрегулирован ли переключатель хода на месте.
Проверьте, не заклинило ли маятниковые клапаны 50 и 60.
Проверьте, не заклинило ли заправочный клапан. Прикоснитесь рукой к трубе возврата наливного масла и проверьте, нет ли перелива масла на этапе совместной подачи.
Проверьте, много ли воздуха в топливном баке.
Нормальное ли давление в системе и давление в нижней камере M2?
Не может вернуться или работает медленно
Проверьте, находится ли гидравлическая система под давлением или достигла ли она требуемого давления
Проверьте, в норме ли электрический сигнал распределителя № 40 и нет ли заклинивания клапана.
Проверьте, не заблокировано ли отверстие F порта управления клапана наполнения. Не заклинило ли заправочный клапан.
Проблема медленного возврата при заклинивании клапана 50
Прилагаемая таблица и диаграмма
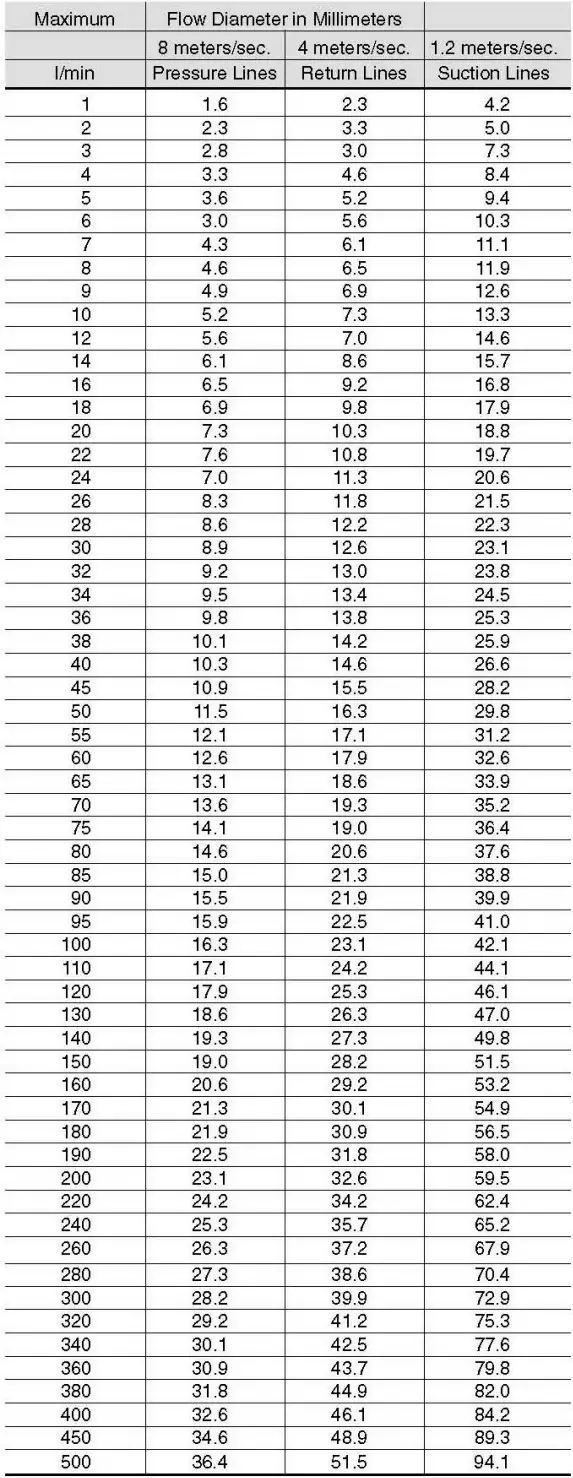
Прилагаемая таблица 1: Выбор диаметра гидравлической трубы
Выбор подходящего материала, типа и размера трубки для конкретного применения и типа фитинга имеет решающее значение для обеспечения эффективной и бесперебойной работы системы подачи жидкости.
Выбор правильного материала трубки и определение оптимального размера трубки (наружный диаметр и толщина стенки) очень важны при выборе подходящей трубки.
Правильный подбор труб для различных частей гидравлической системы позволяет добиться оптимального сочетания эффективных и экономичных характеристик.
Слишком маленькая трубка вызывает высокую скорость движения жидкости, что может иметь множество пагубных последствий. В напорных трубопроводах это приводит к большим потерям на трение и турбулентности, что влечет за собой высокие перепады давления и выделение тепла.
Сильный нагрев ускоряет износ движущихся частей и приводит к быстрому старению уплотнений и шлангов, что в конечном итоге приводит к сокращению срока службы компонентов.
Чрезмерное выделение тепла также означает напрасную трату энергии и снижение эффективности.
Выбор трубки большего размера увеличивает стоимость системы. Таким образом, оптимальный размер трубки имеет решающее значение. Ниже приводится простая процедура определения размеров трубок:
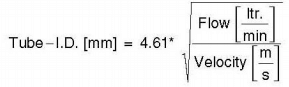
Определите необходимый диаметр потока
Используйте таблицу для определения рекомендуемого диаметра для требуемого расхода и типа трубопровода.
Таблица составлена на основе следующих рекомендуемых скоростей потока:
Если вы хотите использовать скорости, отличные от указанных выше, используйте одну из следующих формул для определения необходимого диаметра потока.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Основные концепции автоматизированного проектирования и автоматизированного производства Автоматизированное проектирование и автоматизированное производство (CAD/CAM) - это комплексная и технически сложная дисциплина системного инжиниринга, которая включает в себя такие различные области, как компьютерная [...]...
Концепция виртуального производства Виртуальное производство (ВП) - это фундаментальная реализация реального производственного процесса на компьютере. В нем используются технологии компьютерного моделирования и виртуальной реальности, поддерживаемые высокопроизводительными [...]...
Гибкая производственная система (FMS) обычно использует принципы системной инженерии и групповой технологии. Она объединяет станки с числовым программным управлением (ЧПУ) (обрабатывающие центры), координатно-измерительные машины, системы транспортировки материалов, [...]...
Подобно тому, как производственные технологии играют важнейшую роль в различных областях, технология нанофабрикации занимает ключевое место в сфере нанотехнологий. Технология нанофабрикации включает в себя множество методов, в том числе механические [...].
Сверхточная обработка относится к прецизионным производственным процессам, в которых достигаются чрезвычайно высокие уровни точности и качества поверхности. Ее определение относительно и меняется по мере развития технологий. В настоящее время эта технология позволяет достичь [...].
В настоящее время механическую обработку можно разделить на две группы в зависимости от серийности производства: Среди этих двух категорий, первая составляет около 70-80% от общей стоимости продукции механической обработки [...]...
В этой статье в основном представлены несколько зрелых методов специальной обработки. I. Обработка электрическим разрядом (EDM) EDM - это метод обработки токопроводящих материалов, использующий явление электрической коррозии во время [...]...
Что такое обработка с ЧПУ? Числовое программное управление (ЧПУ) - это метод управления движением и операциями обработки на станках с помощью оцифрованной информации. Станки с числовым программным управлением, часто сокращенно называемые [...]...
Обработка резанием остается наиболее распространенным методом механической обработки, играющим важную роль в механическом производстве. С развитием производственных технологий технология обработки резанием претерпела значительный прогресс в [...].
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].