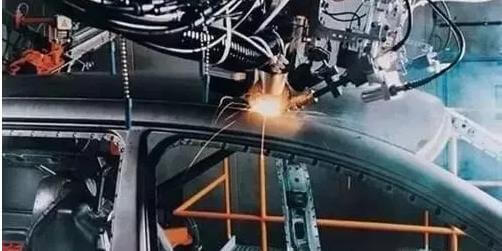
Лазерная сварка - это процесс использования высокоэнергетических лазерных импульсов для локального нагрева небольшого участка материала. Энергия лазерного излучения передается внутрь материала посредством теплопередачи, заставляя материал плавиться и образовывать определенную расплавленную ванну, тем самым достигая цели сварки.
Лазерный сварочный аппарат - это устройство, используемое для лазерной обработки материалов. По принципу работы его можно разделить на четыре типа: лазерный сварочный аппарат для пресс-форм, автоматический лазерная сварочная машинаЛазерная точечная сварка, и оптическое волокно передачи лазерной сварки машины.
Свариваемый материал
Стальной штамп
Сайт лазерная сварка Машина может быть использована для сварки штамповой стали S136, SKD-11, NAK80, 8407, 718, 738, H13, P20, W302, 2344 и других моделей, и сварочный эффект является хорошим.
Cуглеродистая сталь
Углеродистая сталь может быть эффективно сварена с помощью лазерного сварочного аппарата, при этом качество сварки зависит от наличия примесей. Для достижения хорошего качества сварки необходим предварительный подогрев, когда содержание углерода превышает 0,25%.
При сварке сталей с разным содержанием углерода сварочная горелка должна быть слегка наклонена в сторону низкоуглеродистого материала, чтобы обеспечить качество соединения.
Из-за высокой скорости нагрева и охлаждения лазерных сварочных аппаратов, по мере увеличения содержания углерода, восприимчивость к сварочные трещины и насечек также увеличивается.
Как средне- и высокоуглеродистые стали, так и обычные легированные стали можно хорошо сваривать с помощью лазера, но для снятия напряжения и предотвращения трещин необходимы предварительный нагрев и послесварочная обработка.
Sнержавеющая сталь
В общем, сварка нержавеющей стали легче получить высококачественные соединения, чем при традиционных методах сварки.
Высокая скорость сварки и малая зона термического влияния при лазерной сварке снижают риск перегрева и негативное влияние большого коэффициента линейного расширения при сварке. сварка нержавеющей сталиВ результате получаются сварные швы, не содержащие дефектов, таких как поры и включения.
По сравнению с углеродистой сталью, нержавеющая сталь легче поддается глубокому и узкому проплавлению благодаря низкой теплопроводности, высокому поглощению энергии и эффективному плавлению.
Сварка тонких пластин с помощью маломощных лазеров может привести к визуально привлекательным соединениям с ровными, красивыми швами.
Медь и медные сплавы
Сварка меди и медных сплавов может привести к проблемам неполного расплавления и проникновения, что требует использования энергоконцентрированных и мощных источников тепла и мер по предварительному нагреву.
Если заготовка тонкая или имеет низкую структурную жесткость и не приняты меры по предотвращению деформации, после сварки могут возникнуть большие деформации. Кроме того, когда сварное соединение подвергается значительным жестким ограничениям, может возникнуть сварочное напряжение.
Термическое растрескивание также является распространенной проблемой при сварке меди и медных сплавов.
Пористость - частый дефект меди и медных изделий сварка сплавом.
Пластик
Лазер технология сварки может применяться практически ко всем термопластам и термопластичным эластомерам, включая такие распространенные материалы, как ПП, ПС, ПК, АБС, полиамид, ПММА, полиоксиметилен, ПЭТ и ПБТ.
Однако другие инженерные пластмассы, такие как полифениленсульфид (PPS) и жидкокристаллические полимеры, не могут быть непосредственно сварены с помощью лазерной технологии из-за их низкого лазерного пропускания.
Обычно в материал дна добавляют технический углерод, чтобы увеличить его способность поглощать энергию, что позволяет ему соответствовать требованиям, предъявляемым к лазерной сварке.
Лазерная сварка алюминиевого сплава
Основная задача в лазерная сварка алюминия и его сплавов является их высокая отражательная способность до 10,8 мкм CO2 лазерные лучи.
Алюминий является отличным проводником тепла и электричества, а высокая плотность свободных электронов делает его эффективным отражателем света.
С начальной отражающей способностью поверхности, превышающей 90%, сварка с глубоким проплавлением должен начинаться с менее чем 10% входной энергии, требуя высокой входной мощности для обеспечения необходимой плотности мощности в начале сварки. Это приводит к образованию небольших отверстий.
Лазерная сварка магниевых сплавов
Сплавы Mg имеют плотность на 36% меньше, чем Al, что делает их весьма привлекательными в качестве материалов с высокой удельной прочностью.
Чтобы изучить их сварочный потенциал, были проведены испытания с использованием импульсных YAG-лазеров и непрерывного CO2 проводились лазеры.
Для сплава AZ31B-H244 (3,27% Al, 0,79% Zn) с толщиной листа 1,8 мм наилучшие условия сварки с минимальным количеством дефектов были определены при средней мощности 0,8 кВт, длительности импульса 5 мс, частоте 120 Гц, скорости 300 мм/с и размере фокуса 0,42 мм.
Непрерывный выброс CO2 Лазерная сварка позволила получить сварные швы с хорошим проплавлением.
Низколегированная высокопрочная сталь
Для лазерной сварки низколегированных высокопрочных сталей необходимо правильно выбрать параметры сварки может привести к образованию соединений с механическими свойствами, эквивалентными основному металлу.
Сталь HY-130 является представителем низколегированной высокопрочной стали, которая после закалка и отпускОбладает высокой прочностью и устойчивостью к растрескиванию.
Использование обычных методы сваркиВ структуре сварного шва и зоны термического влияния (ЗТВ) наблюдается смесь крупных зерен, некоторых мелких зерен и исходной структуры.
Однако вязкость и сопротивление растрескиванию в соединении уступают основному металлу, а сварной шов и структуры HAZ особенно подвержены образованию холодных трещин в сваренном состоянии.
Sрезюме
Лазерная сварка может использоваться для соединения широкого спектра материалов и даже может применяться для сваривать разнородные металлы.
Исследования показали, что при определенных условиях лазерная сварка может быть выполнена между различными комбинациями разнородных металлов, таких как медь-никель, никель-титан, медь-титан, титан-молибден, латунь-медь и низкоуглеродистая сталь-медь.