Экспертное руководство по сварке Q345 (низколегированная высокопрочная сталь)
Сварка стали Q345, низколегированного высокопрочного материала, представляет собой уникальную задачу, обусловленную ее химическим составом и механическими свойствами. В этой статье рассматриваются основные характеристики стали Q345, общие проблемы сварки, такие как закалка и холодное растрескивание, а также предлагаются подробные рекомендации по эффективным процессам сварки. Читатели узнают о методах предварительного нагрева, подходящих сварочных материалах и послесварочной обработке для обеспечения высококачественных и прочных сварных швов. Следуя этим рекомендациям экспертов, профессионалы смогут добиться оптимальных результатов при сварке стали Q345.
I. Химический состав и механические свойства стали Q345
1. Химический состав Q345 представлен в следующей таблице (%)
Элемент
Содержание
C
≤0.2
Mn
1.0-1.6
Si
≤0.55
P
≤ 0.035
S
≤0.035
Эл
≥0.015
V
0.02-0.15
Nb
0.015-0.06
Ti
0.02-0.2
2. Механические свойства Q345C следующие (%)
Показатели механической производительности
Значение
Скорость удлинения (%)
≥ 22
Температура испытания 0 ℃
≥ 34
Прочность на разрыв МПа
470-650
Точка текучести МПа
324-259
При толщине стенки 16-35 мм σs≥325 МПа; при толщине стенки 35-50 мм σs≥295 МПа.
II. Сварочные характеристики стали Q345
2.1 Расчет эквивалента углерода (Ceq)
Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5
Расчетное значение Ceq составляет 0,49%, что больше, чем 0,45%. Это указывает на то, что сварочные характеристики Q345 сталь не очень хороша, и при сварке необходимо разработать строгие технологические меры.
2.2 Общие проблемы при сварке стали Q345
2.2.1 Тенденция к упрочнению зоны теплового воздействия
В процессе охлаждения стали Q345 во время сварки зона термического влияния склонна к образованию закаленной структуры. мартенсит, что повышает твердость области вблизи шва и снижает ее пластичность. В результате после сварки могут появиться трещины.
2.2.2 Чувствительность к холодному растрескиванию
Основной тип сварочная трещина в стали Q345 - холодное растрескивание.
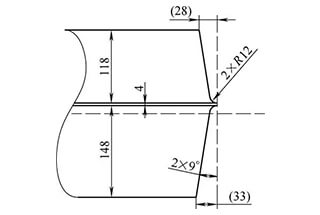
III. Процесс сварочного производства
Подготовка фаски → Точечная сварка → Предварительный подогрев → Внутренняя сварка → Обратная строжка (с воздушной строжкой углеродной дугой) → Внешняя сварка → Внутренняя сварка → Самоконтроль/Специальный контроль → Послесварочная термообработка → Неразрушающий контроль (класс качества сварного шва один проход)
IV. Выбор параметров сварочного процесса
Через свариваемость анализ стали Q345, были разработаны следующие меры:
Из-за высокой склонности стали Q345 к образованию трещин следует использовать сварочные материалы с низким содержанием водорода. Учитывая принцип, согласно которому сварное соединение должно быть таким же прочным, как и основной материал, следует использовать материалы типа E5015 (J507). сварочный пруток выбирается.
Химический состав и механические свойства приведены ниже (в %):
Элемент
Содержание
C
0.071
Mn
1.11
Si
0.53
S
0.009
P
0.016
Cr
0.02
Мо
0.01
V
0.01
Ti
0.01
Механические свойства приведены в следующей таблице:
В соответствии с чертежами и поставкой оборудования.
3. Метод сварки:
Ручной электрический Дуговая сварка (D) будет использоваться.
4. Сварочный ток:
Чтобы избежать грубых сварной шов В связи с тем, что структура может привести к снижению ударной вязкости, необходимо использовать сварку малых размеров. Конкретные меры включают в себя сварочные стержни малого диаметра, узкие сварочные дорожки, тонкие сварочные слои, а также многослойную и многодорожечную сварку. процесс сварки.
Ширина сварочной дорожки не должна превышать трехкратный диаметр сварочного прутка, а толщина сварочного слоя не должна превышать 5 мм.
Для первого-третьего слоев следует использовать сварочный пруток Ф3.2 при сварочном токе 100-130 А; для четвертого-шестого слоев следует использовать сварочный пруток Ф4.0 при сварочном токе 120-180 А.
Поскольку Ceq стали Q345 составляет >0,45%, перед сваркой необходимо провести предварительный нагрев, при этом температура предварительного нагрева T0=100-150℃, а температура межслойной обработки Ti≤400℃.
6. Параметры послесварочной термообработки:
Для уменьшения сварочных работ остаточное напряжениеДля снижения содержания водорода в сварном шве, улучшения структуры и свойств металла сварного шва необходимо провести послесварочную термообработку сварного шва.
Температура термообработки составляет 600-640℃, время выдержки - 2 часа (для листа толщиной 40 мм), скорость нагрева/охлаждения - 125℃/ч.
V. Последовательность сварочных работ на объекте
1. Предварительная сварка Предварительный нагрев
Перед сваркой фланцевой пластины предварительно подогрейте ее, а после поддержания постоянной температуры в течение 30 минут приступайте к сварке.
Предварительный нагрев, температура межслойного слоя и термообработка автоматически контролируются шкафом температурного контроля термообработки с использованием инфракрасных нагревательных пластин, микрокомпьютер автоматически устанавливает и записывает кривую, а термопара измеряет температуру.
Во время предварительного нагрева точка измерения термопары находится на расстоянии 15 мм-20 мм от края фаски.
2. Сварка
2.1 Для предотвращения сварочных деформаций каждый стык колонн сваривается симметрично двумя людьми, направление сварки - от середины к бокам.
При сварке внутреннего устья (скоса, обращенного к брюшной пластине) с первого по третий слой необходимо использовать небольшую операцию спецификации, так как его сварка является основной причиной сварочной деформации.
После сварки первого-третьего слоев выполняется обратная строжка. После завершения воздушной строжки угольной дугой сварной шов должен быть механически отполирован, проплавление углерода на поверхности сварного шва очищено, а металлический блеск обнажен, чтобы предотвратить сильную карбонизацию поверхности, вызывающую трещины.
Внешнее устье должно быть сварено за один прием, и, наконец, оставшаяся часть внутреннего устья должна быть сварена.
2.2 При сварке второго слоя направление сварки должно быть противоположным направлению сварки первого слоя, и так далее. Каждый слой сварное соединение должны располагаться в шахматном порядке на расстоянии 15-20 мм.
2.3 Оба сварщика должны поддерживать постоянство сварочного тока, скорость сварки, и количество свариваемых слоев.
2.4 Во время сварки начинайте с ударной пластины и заканчивайте на задней пластине. После завершения сварки обрежьте и отполируйте.
3. Послесварочная термическая обработка:
После завершения сварки термообработка должна быть проведена в течение 12 часов. Если термообработка не может быть проведена вовремя, следует принять меры по изоляции и медленному охлаждению. Во время термообработки температуру следует измерять двумя термопарами, установленными точечно с внутренней и внешней стороны сварного шва.
4. Контроль сварных швов
В соответствии с требованиями "Технических условий на строительство и приемку стальных конструкций" сварные швы проверяются с помощью ультразвуковой дефектоскопии, при этом коэффициент контроля составляет 100%.
VI. Техническое управление на месте
1. Подготовить подробные инструкции по проведению сварочных работ.
2. Полный контроль процесса сварки является основой для обеспечения качества.
Во время сварки каждого соединения колонн за процессом сварки должен следить специально выделенный человек. Если сварщик не соблюдает инструкцию по работе, сварку следует немедленно прекратить.
В процессе сварки персонал, занимающийся термообработкой, должен постоянно контролировать температуру прослойки. Если она превышает норму, сварщика следует немедленно предупредить о необходимости прекратить работу.
3. Повышение осведомленности строительного персонала о качестве является ключевым моментом в реализации процесса сварки.
Перед началом строительства необходимо провести полный инструктаж персонала и выдать технологическую карту строительства. В ходе инструктажа должны быть подробно разъяснены особенности сварочного процесса, а также необходимость и контрольные точки строгого контроля сварочного процесса на объекте.
VII. Заключение
После проведения этих мероприятий на объекте было выполнено 102 сварных шва с единовременным показателем 100% при неразрушающем контроле.
Через практическую проверку строительства, этот процесс сварки меры могут не только руководствоваться сварки Q345 стали на месте, но и обеспечить качество сварки.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, что означают эти цифры и буквы на сварочных прутках? В этой статье раскрывается система кодирования сварочных прутков из углеродистой и нержавеющей стали, что поможет вам понять их прочность на разрыв,...
Почему сварка углеродистой стали - это и искусство, и наука? Понимание свариваемости различных углеродистых сталей - от низкоуглеродистых до высокоуглеродистых - имеет решающее значение для обеспечения прочных и долговечных соединений. Это...
Вы когда-нибудь задумывались, что делает сварку из нержавеющей стали такой прочной? В этой статье мы исследуем увлекательный мир сварочных прутков из нержавеющей стали и узнаем, как их уникальный состав и свойства делают...
Представьте себе сварку без газа - хаотичную и слабую. Сварочный газ - это молчаливый чемпион, необходимый для защиты сварных швов от загрязнений, стабилизации дуги и обеспечения прочности соединений. В этой статье рассматривается...
1. Общие требования Сварка с передачей напряжения включает в себя сварные швы первого уровня с полным проплавлением, которые могут выдерживать все виды напряжений аналогично основному металлу, филейные швы, которые в основном противостоят сдвигу...
Вы когда-нибудь задумывались, как тонкий металлический лист безупречно соединяется в сложных механизмах? Эта статья исследует увлекательный мир сварочных технологий, от ручной дуговой сварки до MIG и...
Чтобы быть уверенным, его можно сваривать, что относится к сварке разнородных сталей; Электрод из нержавеющей стали должен быть выбран в соответствии с материалом нержавеющей стали, и...
Вы когда-нибудь задумывались, почему одни сварные швы держатся крепко, а другие не получаются? В этой статье раскрываются секреты сварочных прутков, их типы и важнейшая роль в обеспечении прочности сварных швов. Узнайте, как...
Вы когда-нибудь задумывались о том, как массивные стальные листы бесшовно свариваются между собой? В этой статье мы рассмотрим сложный процесс сварки стального листа размером 4810 мм x 4810 мм x 270 мм. Вы узнаете...