Have you ever wondered how the tiny shift of a laser’s focal point can transform a weld? In laser welding, defocus—the distance between the workpiece and the laser’s focal point—plays a crucial role in determining weld quality. This article delves into how positive and negative defocus affect weld penetration, shape, and overall effectiveness. By understanding these impacts, you’ll learn how to optimize welding settings for different materials and achieve precise results.
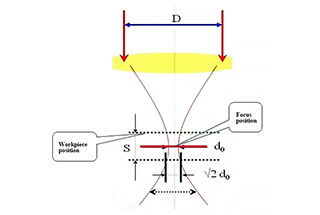
Defocus is the term used to describe the distance between the surface of a workpiece and the focal point.
When the focal point is above the workpiece, it is referred to as positive defocus. On the other hand, when the focal point is located below the workpiece, it is called negative defocus.
2. Selection of defocus amount
The power density at the center of the laser focus is too high, making it susceptible to evaporating into holes. The power density distribution is relatively uniform on each plane away from the laser focus.
In theory, when the distance between the positive and negative defocus planes and the welding plane is equal, the power density on the corresponding plane should be approximately the same.
However, in practice, this results in different weld penetrations and shapes. During negative defocus, the internal power density of the material is higher than that of the surface, which leads to stronger melting and vaporization. This allows light energy to penetrate deeper into the material, resulting in greater penetration.
3. Influence of defocus on welding
The defocus amount should be negative 1-2mm.
Effect of defocus on weld shape
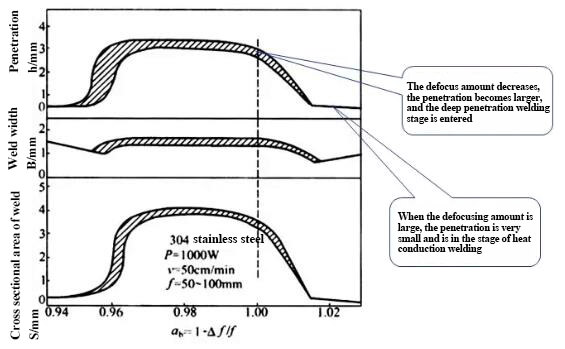
The material to be welded is 6mm thick stainless steel, with a power of 5kW and a welding speed of 96cm/min. As the defocus amount decreases, the penetration increases and enters the deep penetration welding stage.
On the other hand, when the defocus amount is large, the penetration is minimal and the welding is in the heat conduction stage.
Effect of defocus on weld penetration, weld width and cross section
4. Summary
The defocus amount refers to the distance between the focus and the surface of the workpiece. If the focus is positioned above the workpiece, it is considered positive defocus. If the focus is positioned below the workpiece, it is considered negative defocus. Negative defocus is advantageous in increasing weld penetration.
Laser welding typically requires a specific defocus amount as the power density at the center of the laser focus is too high, making it susceptible to evaporating into holes. The power density distribution is more uniform on each plane away from the laser focus.
According to geometrical optics theory, when the distance between the positive and negative defocus planes and the welding plane is equal, the power density on the corresponding plane should be approximately the same.
However, in reality, the shape of the molten pool is different. When using negative defocus, deeper penetration can be achieved due to the formation process of the molten pool. Experimentally, negative defocus is used when a deep penetration depth is desired, while positive defocus is used when welding thin materials.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
How does the focus of a laser impact the quality and effectiveness of welding? This intriguing question delves into the critical relationship between laser defocus and welding performance. By exploring…
Imagine a welding process that minimizes distortion, enhances precision, and improves efficiency. Laser welding technology for sheet metal does exactly that, revolutionizing industries from automotive to high-tech electronics. This article…
Welding copper with laser technology has revolutionized manufacturing, addressing challenges like copper’s low laser absorption and high thermal conductivity. This article explores how high-power fiber lasers produce stable, defect-free joints,…
Have you ever wondered how modern technology achieves such precise and clean welds? In this article, we'll explore the fascinating world of laser welding machines. You’ll learn how they work,…
Imagine welding metal with a beam of light—precise, fast, and almost magical. This is laser welding, a technology revolutionizing manufacturing. In this article, we'll explore the fundamental principles of laser…
Imagine transforming metal sheets into robust, aesthetically pleasing box structures with laser precision. This article explores how innovative sheet metal designs, specifically using 45° beveled joints, enhance the efficiency and…
Imagine welding with precision, speed, and minimal heat distortion—welcome to the world of laser wire filling welding. This advanced technique surpasses traditional methods, offering solutions to challenges like weld cracking…
Have you ever wondered what makes a perfect weld? In laser welding, the secret lies in the use of shielding gas. This article explores how different gases, like nitrogen, argon,…
How will laser welding revolutionize future manufacturing? Laser welding technology is transforming industries with its precision, efficiency, and ability to handle diverse materials. This article delves into the advancements, applications,…