Entdecken Sie die Geheimsprache, die Maschinen zum Leben erweckt! In diesem fesselnden Blogbeitrag tauchen wir in die faszinierende Welt von G-Code und M-Code ein, den grundlegenden Programmierbefehlen, die die CNC-Bearbeitung antreiben. Egal, ob Sie ein erfahrener Ingenieur oder ein neugieriger Lernender sind, begleiten Sie uns, wenn wir die Geheimnisse hinter diesen Codes lüften und erforschen, wie sie es Maschinen ermöglichen, komplexe Aufgaben mit beispielloser Präzision auszuführen. Lassen Sie sich vom unglaublichen Potenzial der CNC-Programmierung überraschen!
In der CNC-Bearbeitung sind G-Codes und M-Codes zwei grundlegende Programmierbefehle, die zur Steuerung der Bewegungen und Funktionen von Werkzeugmaschinen verwendet werden.
Der G-Code, der auch als "geometrischer Code" oder "Vorbereitungscode" bezeichnet wird, dient in erster Linie dazu, die Bewegung und Positionierung des Schneidwerkzeugs zu definieren. Diese Codes weisen die Maschine an, wie sie sich bewegen soll, z. B. im Eilgang (G00), durch lineare Interpolation (G01) und durch zirkuläre Interpolation (G02 und G03), um nur einige zu nennen.
Andererseits steuert der M-Code, der auch als "Miscellaneous Code" bezeichnet wird, verschiedene Funktionen der Werkzeugmaschine, z. B. die Spindeldrehung, die Einstellung des Kühlmittelflusses und den Werkzeugwechsel. Jedem G- und M-Code folgt in der Regel eine Nummer, die für eine bestimmte Funktion oder einen bestimmten Befehl steht.
Die Existenz von G- und M-Codes ermöglicht es CNC-Werkzeugmaschinen, komplexe Bearbeitungsaufgaben auszuführen. Durch präzise Programmieranweisungen steuern sie die Aktionen der Werkzeugmaschine, was zu hoher Präzision und hochwertigen Bearbeitungseffekten führt.
Mit verschiedenen Kombinationen von G- und M-Codes können verschiedene Bearbeitungsvorgänge durchgeführt werden, einschließlich, aber nicht beschränkt auf Bohren, Fräsen und Drehen. Es ist jedoch wichtig zu beachten, dass die CNC-Systeme verschiedener Hersteller Unterschiede in der spezifischen Bedeutung und Anwendung dieser Codes aufweisen können. Um die korrekte Anwendung zu gewährleisten, ist daher ein Blick in die Betriebsanleitung der jeweiligen Werkzeugmaschine oder eine Rücksprache mit dem Hersteller erforderlich.
Zusammenfassend kann man sagen, dass G-Codes und M-Codes unverzichtbare Bestandteile der CNC-Bearbeitung sind. Zusammen bilden sie die Programmiersprache von CNC-Werkzeugmaschinen und machen den mechanischen Bearbeitungsprozess flexibler und effizienter. Die Beherrschung der Bedeutungen und Anwendungen dieser Codes ist für CNC-Programmierer von entscheidender Bedeutung.
Was ist G-Code?
G-Code (auch bekannt als RS-274) ist die am häufigsten verwendete NC-Programmiersprache.
Es gibt viele Versionen und wird hauptsächlich zur Steuerung automatischer Werkzeugmaschinen in der computergestützten Fertigung verwendet.
G-Code wird manchmal auch als G-Programmiersprache bezeichnet.
G-Code ist die Anweisung im numerischen Steuerungsprogramm. Wird allgemein als G-Befehl bezeichnet.
Der G-Code kann zur schnellen Positionierung, inversen Kreisinterpolation, Kreisinterpolation entlang des Kreises, Mittelpunktbogeninterpolation, Radiusprogrammierung und Sprungverarbeitung verwendet werden.
Was ist M-Code?
Der M-Code ist als Hilfsfunktionscode im FANUC-Programm definiert.
Der M-Code dient als Hilfssteuerung für die Werkzeugmaschine und wird für nicht achsgebundene Bewegungsbefehle verwendet.
Kreisförmige Interpolation CCW (gegen den Uhrzeigersinn)
G04
0
Pause, quasi Stopp
G28
Rückkehr zum Referenzpunkt
G32
1
Gewindeschneiden
G50
0
Einstellung des Koordinatensystems
G65
Makroprogramm-Befehl
G70
0
Abschluss des Zyklus
G71
Äußerer Kreis grober Wendezyklus
G72
Ende des Grobdrehzyklus
G73
Geschlossener Schneidezyklus
G74
Zyklus der stirnseitigen Tieflochbearbeitung
G75
Äußerer Kreis, innerer Kreis, Rillenzyklus
1
Äußerer Kreis, innerer Kreis, Wendekreis
G92
Zyklus Gewindeschneiden
Schneidezyklus beenden
G96
2
Konstante lineare Geschwindigkeit bei
G97
Konstante lineare Geschwindigkeit aus
*G98
3
Vorschub pro Minute
G99
Vorschub pro Umdrehung
18. GSK980T M Anleitung
M-Code
Anleitung
M03
Vorwärtsdrehung der Spindel
M04
Umkehrung der Spindel
M05
Spindelanschlag
M08
Kühlmittel ein
M09
Kühlmittel aus (kein Ausgangssignal)
M32
Schmierung am
M33
Schmierung aus (kein Ausgangssignal)
M10
Ersatz
M11
Ersatzspitze (kein Signalausgang)
M00
Das Programm wird unterbrochen. Drücken Sie das Programm "Zyklusstart", um fortzufahren
M30
Das Programm endet und kehrt an den Anfang zurück
19. GSK928 TC / TE G-Code
G-Code
Funktion
G00
Positionierung (schnelle Bewegung)
*G01
Lineare Interpolation (Schnittvorschub)
G02
Bogeninterpolation CW (im Uhrzeigersinn)
G03
Kreisförmige Interpolation CCW (gegen den Uhrzeigersinn)
G32
Zirkulation anzapfen
G33
Gewindeschneiden
G71
Äußerer Kreis grober Wendezyklus
G72
Ende des Grobdrehzyklus
G74
Zyklus der stirnseitigen Tieflochbearbeitung
G75
Äußerer Kreis, innerer Kreis, Rillenzyklus
G90
Äußerer Kreis, innerer Kreis, Wendekreis
G92
Zyklus Gewindeschneiden
G94
Äußerer Kreis innere konische Oberfläche Zirkulation
G22
Lokaler Zyklusstart
G80
Ende des lokalen Zyklus
*G98
Vorschub pro Minute
G99
Vorschub pro Umdrehung
G50
Absolutes Koordinatensystem des Werkstücks einstellen
G26
10. Z-Achse Rückbezug
G27
X-Achse zurück zum Referenzpunkt
G29
Z-Achse zurück zum Referenzpunkt
20. GSK928 TC / TEM-Code
M-Code
Anleitung
M03
Vorwärtsdrehung der Spindel
M04
Umkehrung der Spindel
M05
Spindelanschlag
M08
Kühlmittel ein
M09
Kühlmittel aus (kein Ausgangssignal)
M32
Schmierung am
M33
Schmierung aus (kein Ausgangssignal)
M10
Ersatz
M11
Ersatzspitze (kein Signalausgang)
MOO
Programm pausieren, zum Fortsetzen des Programms 'Zyklusstart' drücken
M30
Das Programm endet und kehrt an den Anfang zurück
21. GSK990M G Code
G-Code
Gruppe
Erklären Sie
G00
1
Positionierung (schnelle Bewegung)
G01
Lineares Schneiden
G02
Kreisbogen im Uhrzeigersinn
G03
Tangentenbogen gegen den Uhrzeigersinn
G04
0
aussetzen
G17
2
XY-Gesichtszuordnung
G18
XZ-Gesichtszuweisung
G19
YZ-Gesichtszuweisung
G28
0
Maschine zurück zum Ursprung
G29
Rückkehr vom Referenzpunkt
*G40
7
Werkzeugdurchmesser-Korrektur abbrechen
G41
Werkzeugdurchmesser links versetzt
G42
Werkzeugdurchmesser rechts versetzt
*G43
8
Werkzeuglänge + Richtungsoffset
*G44
Werkzeuglänge minus Richtungsoffset
G49
Werkzeuglängenkorrektur abbrechen
*G53
14
Auswahl des Koordinatensystems für Werkzeugmaschinen
G54
Werkstückkoordinatensystem 1 Auswahl
G55
Auswahl des Werkstückkoordinatensystems 2
G56
Werkstückkoordinatensystem 3 Auswahl
G57
Werkstück-Koordinatensystem 4 Auswahl
G58
Werkstückkoordinatensystem 5 Auswahl
G59
Werkstückkoordinatensystem 6 Auswahl
G73
9
Hochgeschwindigkeits-Tieflochbohrzyklus
G74
links spiralförmiger Schnittzyklus
G76
Feinbohrzyklus
*G80
Festzyklus abbrechen
G81
Bohrzyklus (Anbohrung)
G82
Bohrzyklus (Bohren gestufter Löcher)
G83
Tieflochbohrzyklus
G84
Abstichzyklus
G85
langweiliger Zyklus
G86
Bohrlochzirkulation
G87
Rückwärtsbohrzyklus
G88
langweiliger Zyklus
G89
langweiliger Zyklus
*G90
3
Befehl "Absolutwert verwenden
G91
den Befehl Inkrementalwert verwenden
G92
0
Werkstück-Koordinatensystem einstellen
*G98
10
fester Zyklus Rückkehr zum Ausgangspunkt
*G99
Rückkehr zum Festzyklus r-Punkt
22. GSK990M M-Code
M-Code
Anleitung
M00
Programm anhalten
M01
Stopp wählen
M02
Programmende (Reset)
M03
Vorwärtsdrehung der Spindel (CW)
M04
Spindelumkehr (CCW)
M05
Spindelanschlag
M06
Messer wechseln
M08
Schneidflüssigkeit auf
M09
Flüssigkeit abschneiden
M10
Klemmen
M11
Freigabe
M32
Schmierung am
M33
Schmierung aus
M98
Aufruf eines Unterprogramms
M99
Ende der Unterroutine
23. GSK928MA G-Code
G-Code
Erklären Sie
G00
Positionierung (schnelle Bewegung)
G1
Lineares Schneiden
G02
Kreisbogen im Uhrzeigersinn
G03
Tangentenbogen gegen den Uhrzeigersinn
G04
Warten verzögern
G17
XY-Gesichtszuordnung
G18
XZ-Gesichtszuweisung
G19
YZ-Gesichtszuweisung
G28
Maschine zurück zum Ursprung
G29
Rückkehr vom Referenzpunkt
*G40
Werkzeugdurchmesser-Korrektur abbrechen
G41
Werkzeugdurchmesser links versetzt
G42
Werkzeugdurchmesser rechts versetzt
*G43
Werkzeuglänge + Richtungsoffset
*G44
Werkzeuglängenversatz in eine Richtung
G49
Werkzeuglängenkorrektur abbrechen
*G53
Auswahl des Maschinenkoordinatensystems
G54
Werkstückkoordinatensystem 1 Auswahl
G55
Auswahl des Werkstückkoordinatensystems 2
G56
Auswahl des Werkstückkoordinatensystems 3
G57
Auswahl des Werkstückkoordinatensystems 4
G58
Werkstückkoordinatensystem 5 Auswahl
G59
Werkstückkoordinatensystem 6 Auswahl
G73
Hochgeschwindigkeits-Tieflochbohrzyklus
G74
Schneidezyklus der linken Spirale
G80
Festen Zyklus abbrechen
G81
Bohrzyklus (Anbohren)
G82
Bohrzyklus (Bohren gestufter Löcher)
G83
Zyklus der Tiefbohrung
G84
Zirkulation richtig anzapfen
G85
Langweiliger Zyklus
G86
Zyklus der Bohrung
G89
Langweiliger Zyklus
*G90
Befehl "Absolutwert" verwenden
G91
Befehl Inkrementalwert verwenden
G92
Gleitendes Koordinatensystem einstellen
*G98
Fester Zyklus Rückkehr zum Startpunkt
*G99
Rückkehr zum Festzyklus r-Punkt
G10 G11
Schruppfräsen in Rundnut
G12 G13
Vollkreis-Innenfräsen
G14 G15
Zylindrisches Schlichtfräsen
G22
Systemparameter Betrieb (Modus)
G23
Parameterwert-Sprung
G27
Mechanische Nullpunkterkennung
G28
Schnelles Auffinden des Programms durch den mittleren Punkt
G31
Schnelle Rückkehr zum R-Bezugspunkt
G34 G35
Schlichtfräsen in Rechtecknuten
G38 G39
Rechtwinkliges Schlichtfräsen außen
24. GSK928MAMcode
M2
Das Programm endet und hält an. Halten Sie die Spindel an, schalten Sie das Kühlmittel ab, beseitigen Sie den G93-Koordinatenversatz und den Werkzeugversatz und kehren Sie zum Startprogrammabschnitt zurück (nicht in Betrieb). Nach der Ausführung von M2 schaltet das System auf das Referenz-Werkstückkoordinatensystem um.
M3
Vorwärtsdrehung der Spindel
M4
Umkehrung der Spindel
M5
Spindel anhalten
M8
Schalten Sie die Kühlpumpe ein
M9
Schalten Sie die Kühlpumpe aus.
M12
Pause: Warten Sie auf die Taste "run", um weiterzulaufen (drücken Sie die Not-Aus-Taste, um anzuhalten)
M30
Am Ende des Programms beseitigen Sie den Werkzeugversatz und kehren zum Startsegment des Programms zurück (es läuft nicht). Nach der Ausführung von M30 schaltet das System auf das Referenz-Werkstückkoordinatensystem um.
M32
Schmierung an;
M33
Schmierung aus;
M98
Unterroutine aufrufen
M99
Unterprogramm end return
25. Mitsubishi E60 Fräsmaschine G-Code
G-Code
Gruppe
Erklären Sie
※G00
1
Positionierung (Eilgang)
*G01
Geradlinige Reparatur
G02
Bogenschneiden im Uhrzeigersinn (CW)
G03
Bogenschneiden gegen den Uhrzeigersinn (CCW)
G04
0
aussetzen
G05
Hochgeschwindigkeits-Bearbeitungsmodus
G09
Stoppen Sie die Prüfung korrekt
G10
Programm-Parameter-Eingabe / Korrektur-Eingabe
G11
Programm-Parameter-Eingabe abbrechen
G12
Kreisförmiges Schneiden CW
G13
Kreisförmiges Schneiden CCW
*G17
2
Auswahl der Ebene X-Y
※G18
Auswahl der Ebene z-x
G19
Auswahl der Ebene Y-Z
※G20
6
kaiserliche Richtlinie
G21
Metrischer Unterricht
G27
0
Prüfung der Referenzherkunft
G28
Referenzursprung zurücksetzen
G29
Startpunkt zurücksetzen
G30
Der 2. ~ 4. Referenzursprung wird zurückgesetzt
G31
Funktion "Springen
G33
1
Gewindeschneiden
G37
0
Automatische Werkzeuglängenmessung
G38
Zuordnung des Korrekturvektors für den Werkzeugdurchmesser
G39
Werkzeug zur Korrektur von Winkelbögen
*G40
7
Löschung der Korrektur des Werkzeugdurchmessers
G41
Korrektur des Werkzeugdurchmessers links
G42
Werkzeugdurchmesserkorrektur rechts
G43
8
Werkzeuglängenkorrektur (+)
G44
Korrektur der Werkzeuglänge (I)
*G49
Stornierung der Werkzeuglängenkorrekturmenge
G52
0
Einstellung des lokalen Koordinatensystems
G53
Auswahl des mechanischen Koordinatensystems
*G54
12
Werkstückkoordinatensystem 1 Auswahl
G55
12
Auswahl des Werkstückkoordinatensystems 2
G56
Auswahl des Werkstückkoordinatensystems 3
G57
Auswahl des Werkstückkoordinatensystems 4
G58
Werkstückkoordinatensystem 5 Auswahl
G59
Werkstückkoordinatensystem 6 Auswahl
G60
0
Unidirektionale Positionsbestimmung
G61
13
Achten Sie darauf, den Inspektionsmodus zu beenden
G62
Automatische Einstellung der Winkelvorschubgeschwindigkeit
G63
Modus "Klopfen
*G64
Schneidemodus
G73
9
Fester Zyklus (Schrittzyklus)
G74
Fester Umlauf (Rückwärtszapfen)
G76
Fester Zyklus (Feinbohren)
*G80
Fester Zyklusabbruch
G81
Feste Umwälzung (Bohren/Bleiloch)
G82
Fester Zyklus (Bohren/Senken)
G83
Feste Umwälzung (Tiefbohren)
G84
Feste Zirkulation (Anzapfen)
G85
Feststehender Zyklus (Bohren)
G86
Feststehender Zyklus (Bohren)
G87
Fester Zyklus (Rückwärtsbohren)
G88
Feststehender Zyklus (Bohren)
G89
Feststehender Zyklus (Bohren)
*G90
3
Anweisung zum absoluten Wert
*G91
Inkrementalwertanweisung
G92
0
Einstellung des mechanischen Koordinatensystems
G93
5
Vorschub gegen den Uhrzeigersinn
*G94
Asynchrones Schneiden (Vorschub pro Minute)
*G95
Gleichzeitiges Schneiden (Vorschub für jede Bohrung)
*G96
17
Die Zyklusgeschwindigkeit muss wirksam kontrolliert werden
*G97
Die Zyklusgeschwindigkeitskontrolle muss ungültig sein
*G98
10
Fester Startpunkt des Zyklus zurückgesetzt
G99
Festzyklus r-Punkt-Reset
26. DASEN 3I Fräsmaschine G-Code
G-Code
Gruppe
Erklären Sie
※G00
1
Positionierung (Eilgang)
*G01
Geradlinige Reparatur
G02
Bogenschneiden im Uhrzeigersinn (CW)
G03
Bogenschneiden gegen den Uhrzeigersinn (CCW)
G04
0
aussetzen
G05
Hochgeschwindigkeits-Bearbeitungsmodus
G09
Stoppen Sie die Prüfung korrekt
G10
Programm-Parameter-Eingabe / Korrektur-Eingabe
G11
Programm-Parameter-Eingabe abbrechen
G12
Kreisförmiges Schneiden CW
G13
Kreisförmiges Schneiden CCW
*G17
2
Auswahl der Ebene X-Y
※G18
Auswahl der Ebene z-x
G19
Auswahl der Ebene Y-Z
※G20
6
kaiserliche Richtlinie
G21
Metrischer Unterricht
G27
0
Prüfung der Referenzherkunft
G28
Referenzursprung zurücksetzen
G29
Startpunkt zurücksetzen
G30
Der 2. ~ 4. Referenzursprung wird zurückgesetzt
G31
Funktion "Springen
G33
1
Gewindeschneiden
G37
0
Automatische Werkzeuglängenmessung
G38
Zuordnung des Korrekturvektors für den Werkzeugdurchmesser
G39
Werkzeug zur Korrektur von Winkelbögen
*G40
7
Löschung der Korrektur des Werkzeugdurchmessers
G41
Korrektur des Werkzeugdurchmessers links
G42
Werkzeugdurchmesserkorrektur rechts
G43
8
Werkzeuglängenkorrektur (+)
G44
Korrektur der Werkzeuglänge (I)
*G49
Stornierung der Werkzeuglängenkorrekturmenge
G52
0
Einstellung des lokalen Koordinatensystems
G53
Auswahl des mechanischen Koordinatensystems
*G54
12
Werkstückkoordinatensystem 1 Auswahl
G55
12
Auswahl des Werkstückkoordinatensystems 2
G56
Auswahl des Werkstückkoordinatensystems 3
G57
Auswahl des Werkstückkoordinatensystems 4
G58
Werkstückkoordinatensystem 5 Auswahl
G59
Werkstückkoordinatensystem 6 Auswahl
G60
0
Unidirektionale Positionsbestimmung
G61
13
Achten Sie darauf, den Inspektionsmodus zu beenden
G62
Automatische Einstellung der Winkelvorschubgeschwindigkeit
G63
Modus "Klopfen
*G64
Schneidemodus
G73
9
Fester Zyklus (Schrittzyklus)
G74
Fester Umlauf (Rückwärtszapfen)
G76
Fester Zyklus (Feinbohren)
*G80
Fester Zyklusabbruch
G81
Feste Umwälzung (Bohren/Bleiloch)
G82
Fester Zyklus (Bohren/Senken)
G83
Feste Umwälzung (Tiefbohren)
G84
Feste Zirkulation (Anzapfen)
G85
Feststehender Zyklus (Bohren)
G86
Feststehender Zyklus (Bohren)
G87
Fester Zyklus (Rückwärtsbohren)
G88
Feststehender Zyklus (Bohren)
G89
Feststehender Zyklus (Bohren)
*G90
3
Anweisung zum absoluten Wert
*G91
Inkrementalwertanweisung
G92
0
Einstellung des mechanischen Koordinatensystems
G93
5
Vorschub gegen den Uhrzeigersinn
*G94
Asynchrones Schneiden (Vorschub pro Minute)
*G95
Gleichzeitiges Schneiden (Vorschub für jede Bohrung)
*G96
17
Die Zyklusgeschwindigkeit muss wirksam kontrolliert werden
*G97
Die Zyklusgeschwindigkeitskontrolle muss ungültig sein
*G98
10
Fester Startpunkt des Zyklus zurückgesetzt
G99
Festzyklus r-Punkt-Reset
27. DASEN 3I Drehmaschine G-Code
G-Code
Gruppe
Erklären Sie
※G00
1
Schnelle mobile Ortung
※G01
Geradlinige Reparatur
G02
Bogenlücke (CW, Uhrzeigersinn)
G03
Lichtbogenlückenreparatur (CCW, gegen den Uhrzeigersinn)
Aufruf des Unterprogramms und Rückkehr des Unterprogramms
Wie wählt man die geeigneten G-Codes und M-Codes für die Programmierung auf unterschiedlichen CNC-Systemen aus?
Um die geeigneten G- und M-Codes für die Programmierung auf der Grundlage verschiedener CNC-Systeme auszuwählen, müssen Sie zunächst die grundlegenden Funktionen und Verwendungszwecke von G- und M-Codes verstehen. G-Codes steuern in erster Linie Werkzeugmaschinenbewegungen, wie lineare Bewegungen und Kreisinterpolation, während M-Codes Hilfsoperationen der Werkzeugmaschine, wie Spindeldrehung und Kühlmittelwechsel, ausführen.
die Merkmale verschiedener CNC-Systeme zu verstehen: Verschiedene CNC-Systeme (z. B. Fanuc, Siemens) können G- und M-Codes unterschiedlich unterstützen. Daher müssen Sie sich mit den spezifischen Funktionen und Einschränkungen des von Ihnen verwendeten CNC-Systems vertraut machen.
Beachten Sie die einschlägigen Materialien: Die spezifischen Bedeutungen und Verwendungen von G- und M-Codes können Sie in den entsprechenden CNC-Programmierhandbüchern oder Code-Enzyklopädien nachlesen. Zum Beispiel können Sie sich auf Materialien wie "Fanuc, Siemens Common CNC System Code Encyclopedia (G, M codes), Command Explanation" beziehen.
die Funktionen von G- und M-Codes zu verstehen: G-Codes betreffen hauptsächlich die Bewegungssteuerung der Werkzeugmaschine. Zum Beispiel steht G00 für Eilgangpositionierung, G01 für linearen Interpolationsvorschub, G02 und G03 für Kreisinterpolation im bzw. gegen den Uhrzeigersinn. M-Codes umfassen Hilfsoperationen wie M01 für optionalen Stopp, M02 für das Programmende (Reset), M03 für die Vorwärtsdrehung der Spindel und so weiter.
Wählen Sie den passenden Code je nach Verarbeitungsbedarf: Sobald die Funktionen der G- und M-Codes klar sind, können Sie den entsprechenden Code je nach den spezifischen Verarbeitungsanforderungen auswählen. Wenn beispielsweise eine Eilpositionierung erforderlich ist, verwenden Sie G00; wenn eine Spindeldrehung gesteuert werden muss, verwenden Sie M03 oder M04.
Achten Sie auf die Auswahl der Koordinatensysteme und -ebenen: Bei der Programmierung sollten Sie auch auf die Auswahl von Koordinatensystemen und -ebenen achten, wie z. B. G17, G18 und G19, die zur Auswahl der XY-Ebene, der ZX-Ebene bzw. der YZ-Ebene verwendet werden.
Üben und testen: Schließlich sollten Sie die Korrektheit und Anwendbarkeit der ausgewählten G- und M-Codes durch tatsächliche Programmierung und Tests validieren. In der Praxis kann es vorkommen, dass Sie spezielle Szenarien oder Anforderungen vorfinden, bei denen Sie andere Codes anpassen oder auswählen müssen, um bestimmte Anforderungen zu erfüllen.
Wie können in der praktischen CNC-Bearbeitung G-Codes und M-Codes effektiv kombiniert werden, um die Effizienz und Präzision der Bearbeitung zu erhöhen?
Um in der Praxis der CNC-Bearbeitung G-Codes und M-Codes effektiv zu kombinieren und die Effizienz und Präzision der Bearbeitung zu steigern, ist es wichtig, zunächst die grundlegenden Funktionen und Aufgaben von G-Codes und M-Codes zu verstehen.
G-Codes steuern in erster Linie die Bewegung der Werkzeugmaschine, z. B. Eilgangpositionierung (G00), Linearinterpolation (G01) und Kreisinterpolation (G02 und G03). M-Codes hingegen werden für die Ausführung von Hilfsfunktionen der Werkzeugmaschine verwendet, wie z. B. Kühlmittelschalter und Werkzeugwechselbefehle.
Um die Effizienz und Präzision der Bearbeitung zu erhöhen, können folgende Strategien angewandt werden:
Optimieren Sie G-Code-Programme: Wählen Sie je nach den Eigenschaften des CNC-Systems und der tatsächlichen Leistung der Werkzeugmaschine geeignete G-Code-Anweisungen aus, um die Optimierung des Bearbeitungspfads sicherzustellen. Durch die Verringerung der Leerlaufwege und die Verwendung effizienterer Interpolationsmethoden kann die Produktionseffizienz beispielsweise erheblich verbessert werden.
Rationale Anwendung von M-Codes: Bei der Programmierung sollten die M-Codes logisch nach den Bearbeitungserfordernissen angeordnet werden, z. B. die Aktivierung des Kühlmittels, wenn eine hochpräzise Bearbeitung erforderlich ist, oder der Werkzeugwechsel nach Abschluss bestimmter Bearbeitungsschritte. Dies kann nicht nur die Qualität der Bearbeitung verbessern, sondern auch unnötige Ausfallzeiten vermeiden.
Makro-Programmierung: Durch die Nutzung der Makroprogrammierfunktion des CNC-Bearbeitungszentrums kann die entsprechende Kombination von G-Codes und M-Codes automatisch auf der Grundlage spezifischer Bearbeitungsanforderungen erstellt werden. Diese Methode kann die Bearbeitungspräzision sicherstellen und gleichzeitig die Programmiereffizienz und die Bearbeitungseffizienz weiter verbessern.
Achten Sie auf die Details der Programmierung: Bei der Erstellung von Programmen ist es wichtig, das Werkstückdiagramm zu analysieren, um die Präzision und die technischen Anforderungen der CNC-Bearbeitung sowie die Eigenschaften des Steuerungssystems der Werkzeugmaschine zu bestimmen. Auf diese Weise kann eine Kombination aus G- und M-Codes erstellt werden, die nicht nur die Bearbeitungsanforderungen erfüllt, sondern auch die Leistung der Werkzeugmaschine voll ausschöpft.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, was die Präzision und Effizienz der modernen Fertigung ausmacht? In diesem Artikel stellen wir die wichtigsten Hersteller von CNC-Fräsmaschinen vor und beleuchten ihre Innovationen und Beiträge. Sie erfahren mehr über...
Haben Sie sich jemals gefragt, welche Unternehmen in der Fräsmaschinenindustrie führend sind? Dieser Artikel stellt die Top 10 Fräsmaschinenhersteller des Jahres 2024 vor und hebt ihre Innovationen, ihren globalen Einfluss und ihren Beitrag zur...
Haben Sie schon einmal darüber nachgedacht, wie komplizierte Teile mit Präzision hergestellt werden? Dieser Artikel beschäftigt sich mit vier faszinierenden Methoden: Funkenerosion (EDM), elektrochemische Bearbeitung (ECM), Ultraschallbearbeitung (USM) und Laser...
Haben Sie sich jemals gefragt, warum Ihre CNC-Fräsmaschine vibriert und Ihre Präzision beeinträchtigt? In diesem Artikel finden Sie zwölf Expertentipps zur Minimierung von Vibrationen bei der Zerspanung, von der Verwendung scharfer Wendeschneidplatten bis zur Optimierung der Schnittparameter....
Haben Sie sich jemals gefragt, wie die Maschinen funktionieren, die andere Maschinen bauen? Tauchen Sie ein in die faszinierende Welt der Werkzeugmaschinen, die für die Herstellung hochpräziser Teile unerlässlich sind. In diesem Artikel werden die verschiedenen Arten...
Die Wahl des richtigen Fräswerkzeugs kann Ihre Bearbeitungsprojekte entscheidend voranbringen, aber welche Faktoren sollten Sie berücksichtigen? Dieser Artikel befasst sich mit drei entscheidenden Prinzipien: die Auswahl des richtigen Werkzeugs...
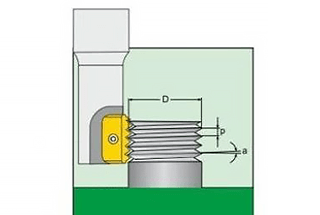
Wie können Sie hochwertige Gewinde effizient herstellen? Beim Gewindefräsen gibt es drei verschiedene Methoden: das Bogenschneiden für glatte, präzise Ergebnisse, das Radialschneiden für Einfachheit und das Tangentialschneiden für Außengewinde. Diese...
Haben Sie sich schon einmal gefragt, welche Unternehmen in der chinesischen Schmiedemaschinenindustrie führend sind? In diesem Artikel werden die 10 führenden Hersteller vorgestellt, wobei ihre Geschichte, ihre technologischen Fortschritte und ihr Einfluss auf den Markt hervorgehoben werden. Von Shenyang Machine Tool's...
Haben Sie sich jemals gefragt, wer in Chinas Fräsmaschinenindustrie führend ist? In diesem Artikel werden die 10 größten Hersteller von Fräsmaschinen in China vorgestellt, darunter Branchenriesen wie WZ Wuhan...