Unser Unternehmen hat im Rahmen unseres Transformationsprojekts wissenschaftlicher und technologischer Errungenschaften eine neue hochfeste feuerfeste Sicherheitsbox aus Nano-Zement entwickelt, die den Anforderungen unserer Kunden entspricht.
Die Sicherheitsbox besteht aus einem Innenbehälter und einem Außenmantel, die beide aus kaltgewalzten Stahlplatten gebogen werden. Aufgrund von Interferenzen zwischen der Abkantpresse und den Teilen kann die herkömmliche Biegematrize jedoch nicht verwendet werden.
Die Herausforderung besteht darin, eine Lösung zu finden, die es der Abkantpresse ermöglicht, die U-förmigen Teile reibungslos zu biegen, ohne dass es zu Störungen kommt. Dies ist der Schlüssel zur Lösung des Prozessproblems.
1. Prozessanalyse von Teilen
Die Abbildungen 1 und 2 zeigen den Innenbehälter bzw. die Außenhülle der Sicherheitsbox.
Abb. 1 Innerer Behälter Abb. 2 Äußere Schale
Das Teil ist aus 3 mm dickem, kaltgewalztem Stahlblech gefertigt und muss auf einer Biegemaschine Abkantpresse Maschine. Bei der Biegesimulation des Werkstückmodells wurde festgestellt, dass eine Seite des Werkstücks mit der Platte der Maschine kollidierte.
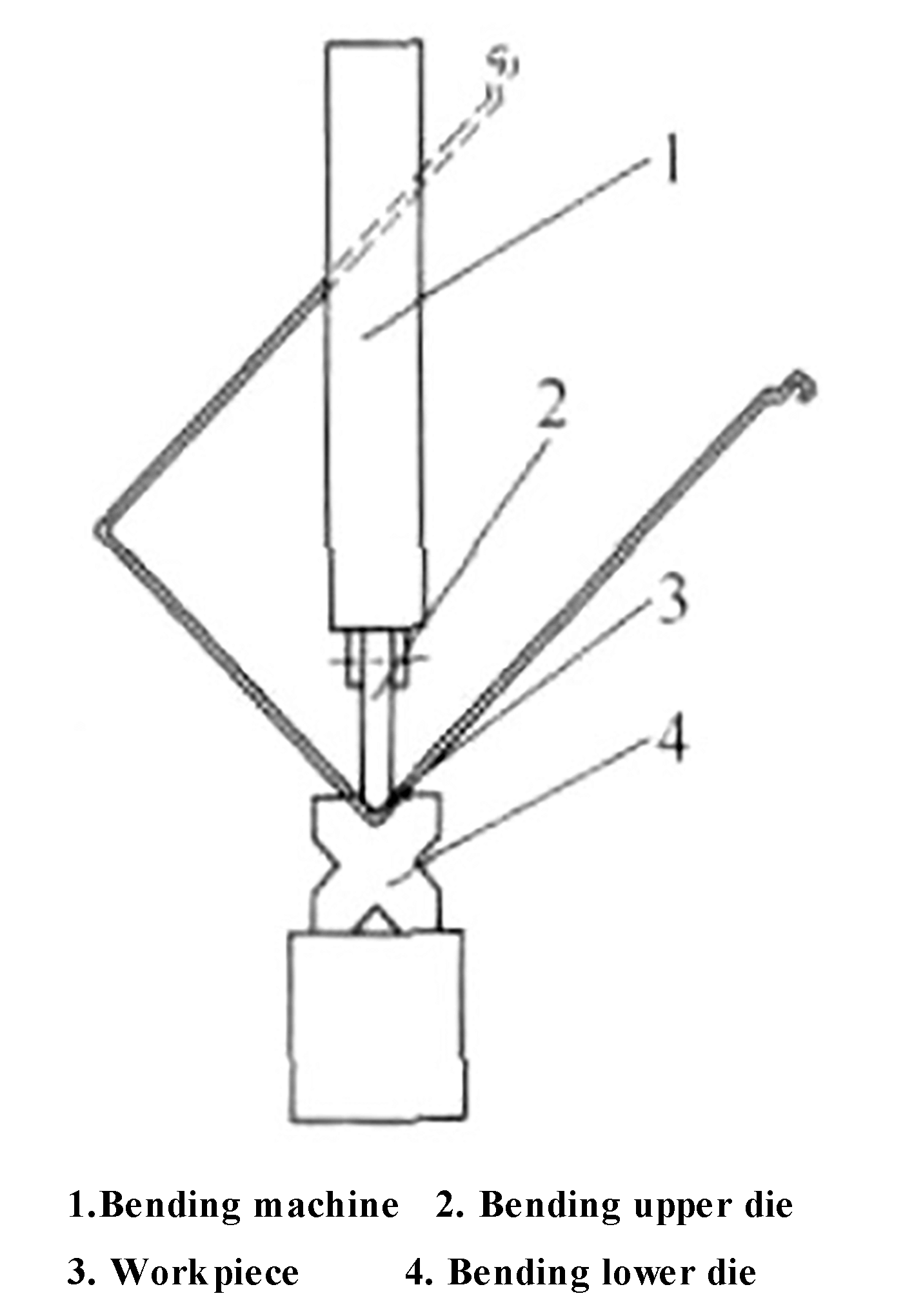
Bei der weiteren Analyse wurde festgestellt, dass das Seitenverhältnis des Teils zu groß war und 1,54 bzw. 1,52 betrug, was deutlich über dem Verhältnis 1:1 lag. Normalerweise werden beim Biegen von U-förmigen Teilen mit einer BiegestempelDas maximale Verhältnis von Länge zu Breite sollte 1:1 nicht überschreiten. Wenn das Verhältnis größer ist, stört die lange Seite des Teils die Presse Bremsmaschinewie in Abbildung 3 dargestellt.
Abb. 3 Interferenzphänomen der langen Seite des Teils
Verwandt: Rechner für V- und U-förmige Biegekräfte
2. Aufbau der vorhandenen Abkantpresse
Wir haben sowohl die Abkantmaschine als auch die Biegematrize analysiert und Folgendes festgestellt:
Die Frontplatte der Abkantpresse hat eine komplexe und sperrige Struktur mit einer Dicke von etwa 80 mm und ist fest montiert. Während der BiegeverfahrenDer Arbeitstisch der Abkantpresse und die Biegematrize bewegen sich gemeinsam auf und ab.
Es wurde festgestellt, dass es unpraktisch und unmöglich wäre, die Abkantpresse für die Bearbeitung dieser Teile umzubauen.
Durch entsprechende konstruktive Verbesserungen an der Biegematrize kann das Problem jedoch wirksam gelöst werden, ohne die Struktur der Abkantpresse zu verändern. Mit diesem Ansatz ließe sich das Ergebnis mit halbem Aufwand verdoppeln und das erfolgreiche Biegen von U-förmigen Teilen ermöglichen.
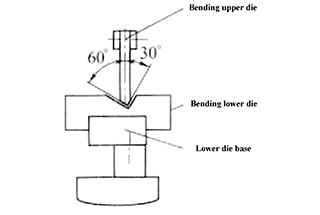
Wie in Abbildung 4 dargestellt, hat die herkömmliche Biegematrize eine symmetrische Struktur mit einem 45°-Winkel und einer Links-Rechts-Ausrichtung.
Abb. 4 Die gewöhnliche Biegematrize
Der Weg der Matrize entspricht der Diagonale eines Quadrats. Das maximale Verhältnis von Länge zu Breite des U-förmigen Teils, das durch die Matrize gebogen werden kann, beträgt 1:1. Wird dieses Verhältnis überschritten, gerät eine Seite des Teils in Konflikt mit der Abkantpresse, was die erfolgreiche Bearbeitung des Teils verhindert.
3. Lösungs von Interferenzen zwischen Teilen und Abkantmaschine
Die Analyse des Teileprozesses und der Stanzwerkzeugstruktur der Abkantpresse hat ergeben, dass die Ursache für die Störung das große Längen-Breiten-Verhältnis der U-förmigen Teile ist, das die Biegekapazität des Stanzwerkzeugs der Abkantpresse übersteigt.
Um dieses Problem zu lösen, haben wir eine kühne Abkehr von der traditionellen symmetrischen Struktur einer gewöhnlichen Biegematrize vorgenommen.
Wir haben eine links-rechts-asymmetrische Struktur als Lösung gewählt.
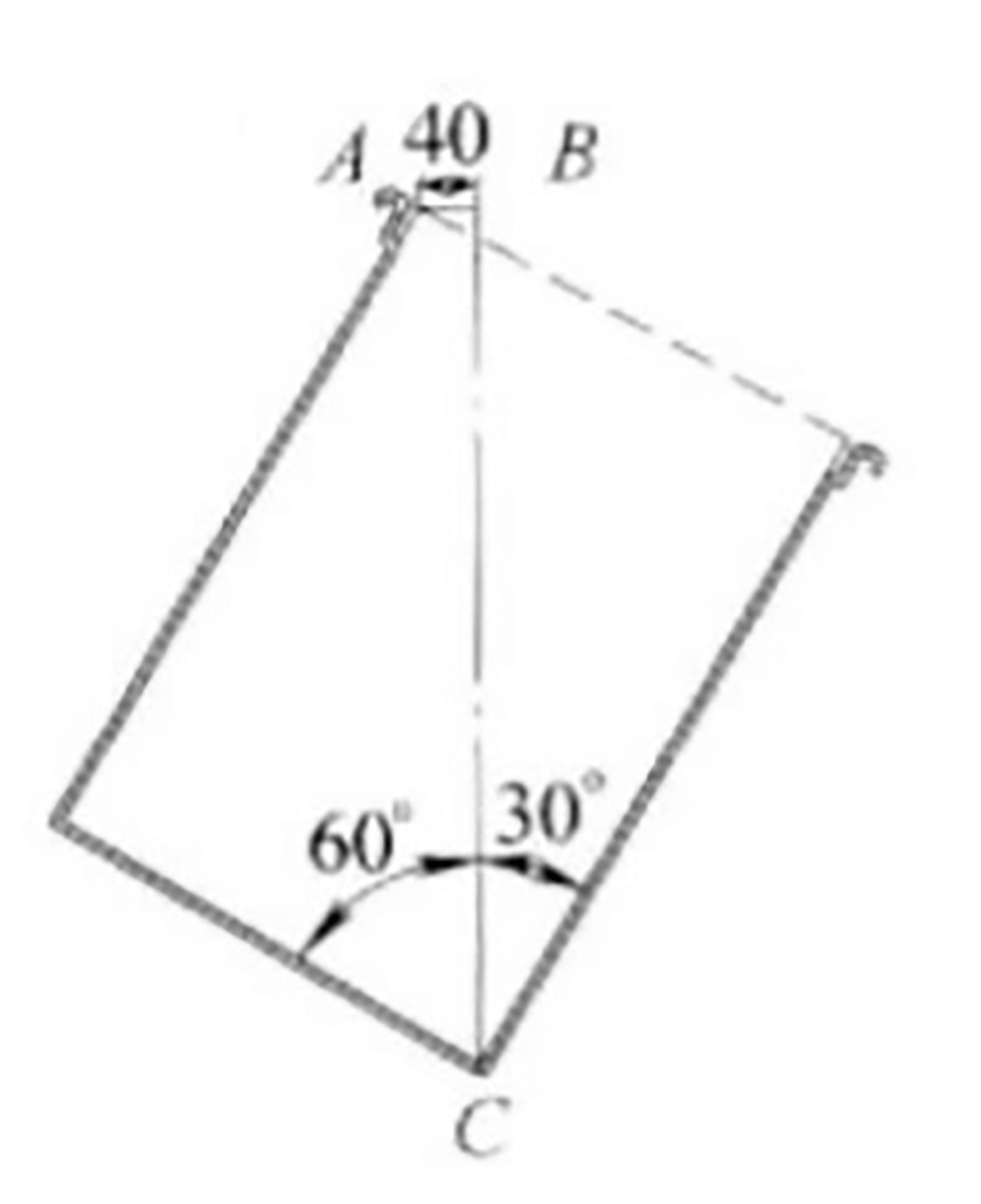
In der Draufsicht wird das U-förmige Teil als Rechteck betrachtet (siehe Abbildung 5). Der Punkt A wurde um 40 mm (das entspricht der halben Dicke der Abkantpressenplatte, die 80 mm beträgt) zum Punkt B verschoben. Die Diagonale zwischen den Punkten B und C teilt den rechten Winkel in zwei Teile, 30° bzw. 60°.
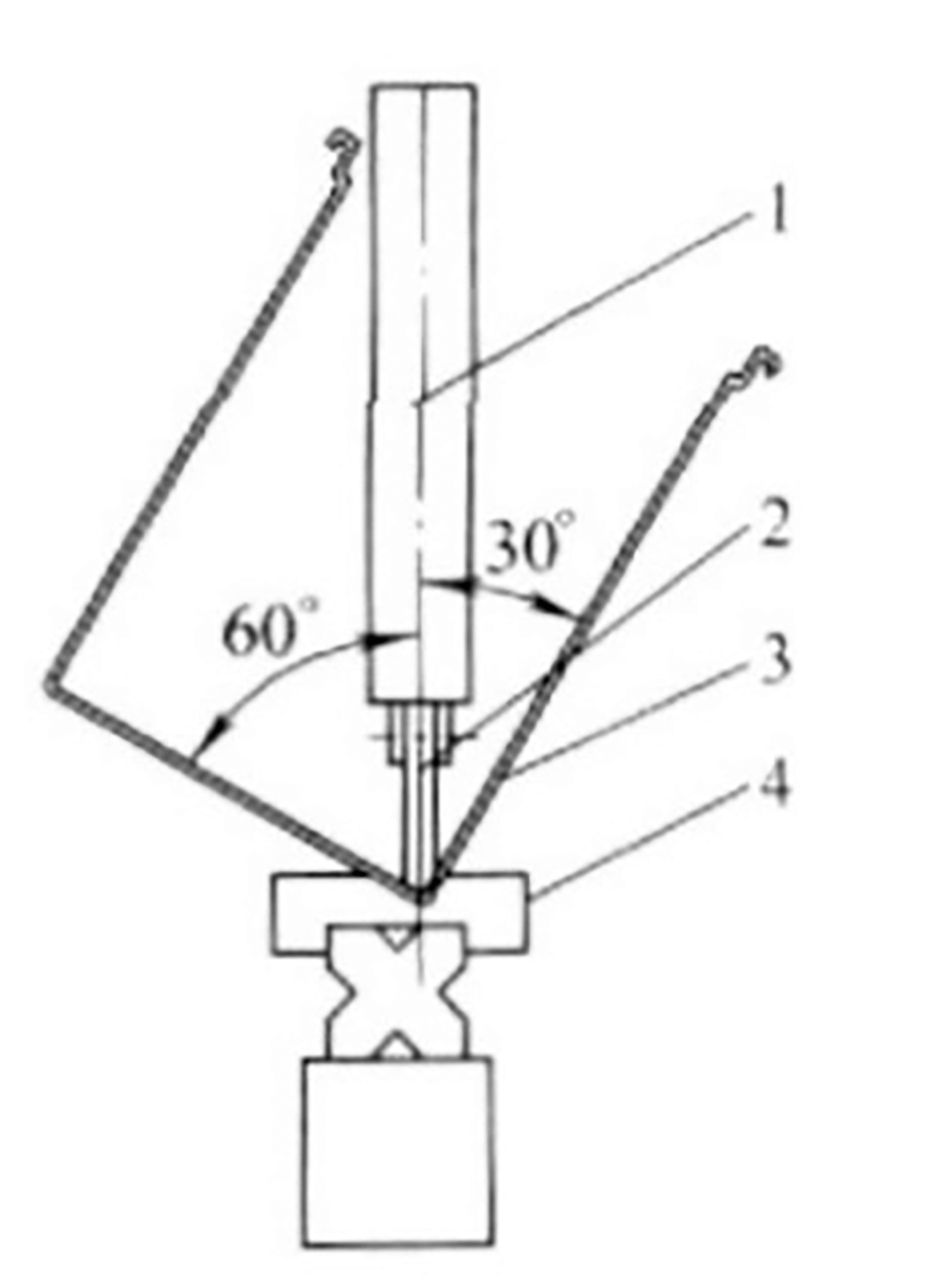
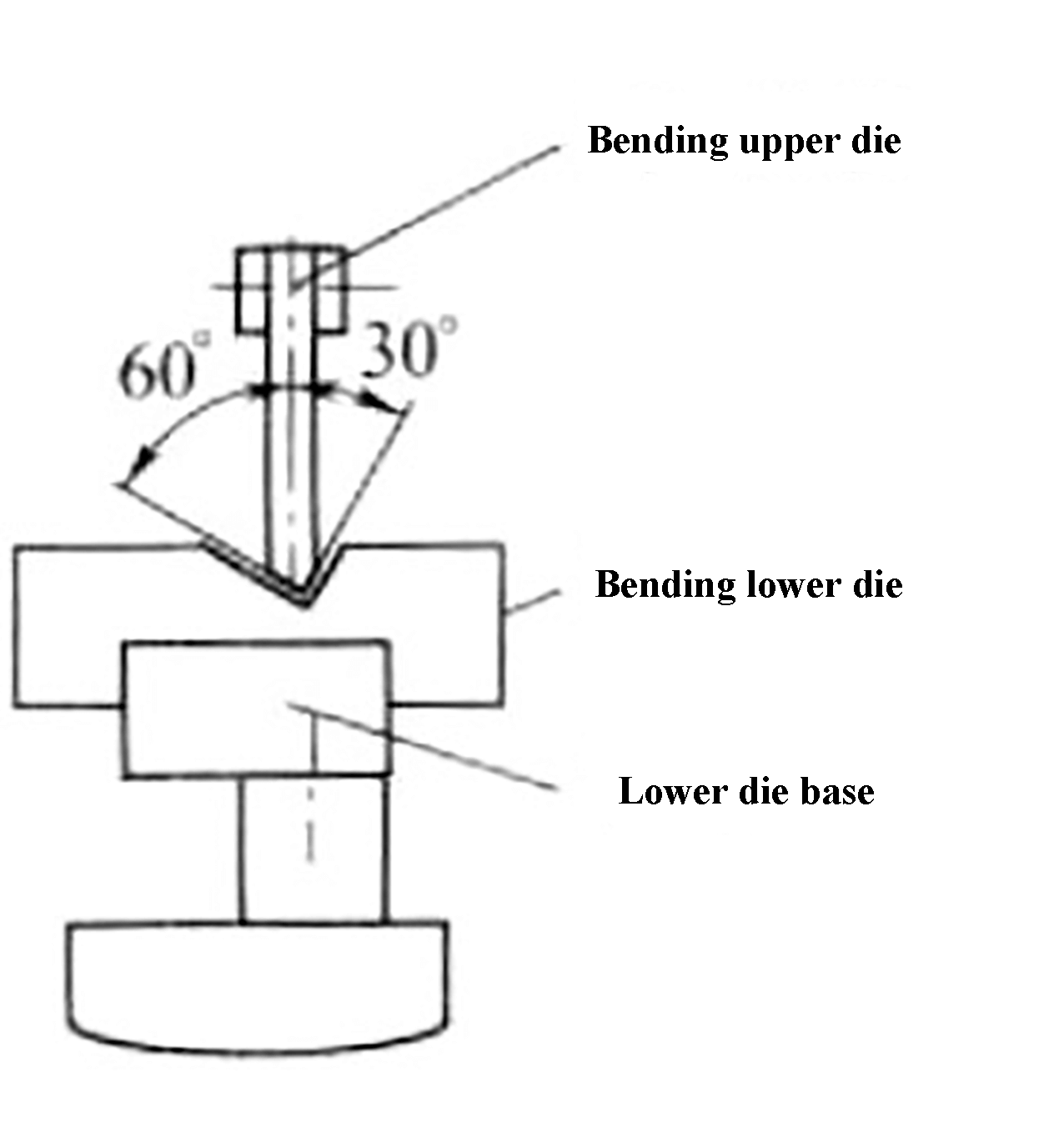
Auf der Grundlage dieser Erkenntnisse haben wir den oberen und unteren Biegebereich Untergesenk wie in Abbildung 6 dargestellt. Die lange Seite des U-förmigen Teils umgeht nun die Platte der Abkantpresse, wodurch der Bearbeitungsbereich der Abkantpresse erweitert wird.
Abb. 5 Die ebene Figur
Abb. 6 Ober- und Untergesenk zum Biegen
4. Verbesserung der Biegestempel
Um die Interferenzprobleme zwischen den Teilen und der Abkantpresse zu lösen, haben wir Verbesserungen für zwei verschiedene Abkantpressen vorgenommen.
Die erste Verbesserung wurde an einer gewöhnlichen Abkantpresse vorgenommen. Das Verfahren bestand darin, die ursprüngliche Biegematrize als Referenz zu verwenden, die untere Matrize als Basis zu fixieren und dann die neu entworfene asymmetrische untere Matrize darauf zu befestigen. Schließlich wurde die obere Matrize direkt ersetzt, wie in Abbildung 7 dargestellt.
Abb. 7 Verbesserung der normalen Abkantpresse
Die zweite Verbesserung wurde an der CNC-Abkantpresse Maschine. Dazu wurde ein verstellbarer unterer Matrizenhalter hinzugefügt, der mit dem Sockel der Abkantmaschine verbunden ist. Die obere Matrize wurde dann direkt ersetzt, wie in Abbildung 8 dargestellt.
Abb. 8 Verbesserung der CNC-Presse Bremsmaschine
Der Einstellprozess für diese asymmetrische Matrize unterscheidet sich von dem symmetrischen Einstellprozess für die normale Matrize.
Bei der normalen Matrize muss nur die Dicke der gebogenen Teile eingestellt werden, wobei die Spitzen der oberen und unteren Matrize als Referenz dienen.
Bei der asymmetrischen Matrize sollte jedoch der Abstand zwischen der oberen und der unteren Matrize als Einstellstandard verwendet werden, anstatt die Spitzen der oberen und unteren Matrize auszurichten.
Der Einstellvorgang erfordert zunächst die Angleichung des Abstands zwischen Ober- und Unterstempel auf beiden Seiten und dann die Anpassung an die Dicke der gebogenen Teile.
Diese Modifikation der ursprünglichen Biegematrize bietet niedrigere Herstellungskosten, einen kürzeren Produktionszyklus und eine einfachere Bedienung, was zu einem doppelt so hohen Ergebnis bei halbem Aufwand führt.
5. Schlussfolgerung
Mit der Verbesserung des Biegewerkzeugs konnte das Problem der Überschneidung von U-förmigen Teilen während des Biegeverfahren wurde behoben und die Verarbeitungskapazität der Abkantpresse wurde erhöht.
Die Bedienung ist einfach und benutzerfreundlich.
Für verschiedene U-förmige Teile können die linken und rechten Winkel des Biegewerkzeugs auch neu angeordnet werden, um das Interferenzproblem zu lösen, was es für eine breitere Verwendung und Werbung sehr wertvoll macht.