Fehlerbehebung bei Abkantpressen (74 Fehlercodes): Biegeprobleme & Lösungen
Sind Sie jemals auf Probleme beim Biegen mit Ihrer Abkantpresse gestoßen? Als erfahrener Maschinenbauingenieur kenne ich viele Probleme, die während des Biegeprozesses auftreten können. In diesem Blogbeitrag gehen wir auf die häufigsten Biegeprobleme bei Abkantpressen ein und zeigen praktische Lösungen auf, die Ihnen bei der Fehlersuche und Optimierung Ihrer Biegevorgänge helfen. Unabhängig davon, ob Sie ein erfahrener Bediener oder ein Neuling auf diesem Gebiet sind, wird dieser Artikel wertvolle Einblicke zur Verbesserung Ihrer Abkantpressenleistung liefern.
Alle Mitarbeiter, die Teile der Abkantpresse warten, müssen sichere Arbeitsverfahren anwenden:
Stellen Sie sicher, dass sich alle anderen Personen nicht im Werkzeugbereich aufhalten, während die Abkantpresse gewartet wird.
Befolgen Sie die werksinternen Maschinenverriegelungsverfahren, um den Betrieb der Abkantpresse während der Wartung oder Fehlersuche zu verhindern.
Stellen Sie Warnschilder zur Wartung der Ausrüstung auf.
Verwenden Sie eine angemessene persönliche Schutzausrüstung gemäß den gesetzlichen Bestimmungen.
Das Servicepersonal benötigt unter Umständen grundlegende Diagnosewerkzeuge, wie z. B. ein elektrisches Multimeter zur Beurteilung von Problemen mit der elektrischen Steuerung und ein Manometer zur Beurteilung von Hydraulikproblemen.
Wartungspersonal, das manuelle Übersteuerungen an den hydraulischen Wegeventilen verwendet, sollte mit äußerster Vorsicht vorgehen, um Verletzungen oder Schäden an den Werkzeugen, Endschaltern oder Hydraulikzylindern aufgrund eines Überhubs zu vermeiden.
1. Antriebsmotor der Hydraulikpumpe springt nicht an
Ursache
Lösung
Der Trennschalter für die Stromversorgung der Werkstatt ist ausgeschaltet.
Schalten Sie den Trennschalter ein.
Trennschalter für die Stromversorgung in der Werkstatt ausschalten.
Schalten Sie den Trennschalter ein.
Lose Drahtverbindungen in der Verkabelung des Steuerkreises.
Mit einem Multimeter und dem Schaltplan der Steuerung prüfen, ob die elektrische Verdrahtung der Steuerung durchgängig ist. Bei Bedarf reparieren.
Die Sicherung des Steuerkreises FU1 ist durchgebrannt.
Auf mögliche Ursache prüfen. Ursache beheben und Sicherung ersetzen.
Prüfen Sie mit einem Multimeter und dem Schaltplan der Steuerung, ob die elektrische Verdrahtung der Steuerung durchgängig ist. Bei Bedarf reparieren.
Der Haupttrennschalter der Bremse ist ausgeschaltet.
2. Der Antriebsmotor der Hydraulikpumpe läuft, aber der Pressenstößel bewegt sich nichtZyklus
Ursache
Lösung
Die Ram-Steuerung ist deaktiviert.(RAM ACTIVELicht blinkt.)
Die Steuerungseinstellung ist nicht der verwendete Modus. (Das Hand- oder Fußlicht blinkt.)
Ändern Sie den Steuerungsmodus auf die gewünschte Einstellung.
Die betriebliche CNC-Systemschnittstelle ist mit der vorhandenen elektrischen Steuerung nicht kompatibel.
Wählen Sie den Kalibrierungs-, Betriebs- oder Drittanbieter-Steuerungsmodus.
Ram(Y-Achse)ist nicht kalibriert.
Weder der Kalibrierungs- noch der Betriebs- noch der Drittanbieter-Steuermodus sind ausgewählt.
Hinteranschlag (X-Achse) ist nicht kalibriert.
Kalibrieren Sie den Hinteranschlag.
Die Konfiguration der ETS-Systemparameter ist falsch.
Wenden Sie sich an den Händler/Hersteller des CNC-Systems.
Wenden Sie sich an den Werkskundendienst, um zu erfahren, wie Sie die Systemkonfiguration neu einstellen können.
Das hydraulische Entlastungsventil klemmt in der offenen Position.
Die Motordrehung ist falsch.
Lose Verbindung/gebrochene Leitung im Kabel der Bediensäule oder defekte elektrische Kontaktblöcke.
Prüfen Sie den elektrischen Durchgang vom Fußschalter bis zu den AB-Magneten. Gegebenenfalls reparieren.
Prüfen Sie die Phasenfolge am Anschluss der Hauptversorgungsspannung am Trennschalter. Sicherstellen, dass die Reihenfolge:1-2-3(rot-schwarz-weiß)。 ist.
Defekter Auflaufendschalter oder lose/unterbrochene elektrische Verbindung.
Versuchen Sie, die Pressenstößel mit Hilfe der manuellen Übersteuerung des Hydraulikventils absenken. Wenn sich der Stempel nicht bewegt, die Entlastungsventilpatrone ausbauen und die O-Ringe und Gleitschieber auf Defekte oder Verstopfungen untersuchen.
Das hydraulische Entlastungsventil klemmt in der Position OPEN.
Lose Verbindung/gebrochene Leitung im Kabel der Bediensäule oder defekte elektrische Kontaktblöcke.
3. Der Pressenstößel wird nur in langsamer Geschwindigkeit heruntergefahren
Ursache
Lösung
Die Position für den Geschwindigkeitswechsel ist nicht korrekt eingestellt.
Die optimale Einstellung für die Geschwindigkeitsänderung ist bei Stempelkontakt des zu formenden Teils.
Das Magnetventil für das Hochvolumenventil DOWN ist defekt.
Prüfen Sie den elektrischen Durchgang zum und am Magneten. Gegebenenfalls reparieren.
4. Stößel zögert / stoppt am Geschwindigkeitswechselpunkt oder bei TeilkontaktPunkt
Ursache
Lösung
Das Hochdruckentlastungsventil hält den voreingestellten Entlastungsdruck nicht ein.
Der Pressenstößel fällt schneller frei, als das System Öl in die Presse fördern kann. Hydraulikzylinder.
Das Hochdruckentlastungsventil hält den voreingestellten Entlastungsdruck nicht aufrecht.
Die Hochdruckentlastungspatrone aus dem Verteilerblock ausbauen und die O-Ringe auf Beschädigungen untersuchen. Prüfen Sie den mittleren Gleitschieber, um die Funktionsfähigkeit des Ventils zu bestätigen. Mit Lösungsmittel und Druckluft reinigen, um alle Fremdkörper zu entfernen. Ventil wieder einbauen und prüfen.
5. Die Taste ram kehrt nicht zum Programm up-limit zurück.
Ursache
Lösung
Der Steuerungsmodus ist auf JOG eingestellt.
Prüfen Sie den elektrischen Durchgang von der Bedienkonsole bis zu den Aufwärtsmagneten. Gegebenenfalls reparieren.
Lose Verbindung/gebrochene Leitung im Kabel der Bediensäule oder defekter elektrischer Kontaktblock.
Prüfen Sie den elektrischen Durchgang von der Bedienkonsole bis zu den Aufwärtsmagneten. Gegebenenfalls reparieren.
Der Endschalter für die Rampe nach oben ist in der aktivierten Position verklemmt oder beschädigt.
Mechanische Funktion des Endschalters und elektrische Durchgängigkeit prüfen. Gegebenenfalls reparieren.
6. Pressenstößel stoppt nicht am Biegepunkt
Ursache
Lösung
Störung des hydraulischen Wegeventils.
Die Übersteuerungen manuell betätigen, um die mechanische Funktion des Vorsteuerventils zu überprüfen. Sicherstellen, dass der Steuerkolben oder die Zentrierfedern des Ventilkolbens nicht blockiert sind.
7. Der Stößel stoppt und/oder kehrt um, bevor die volle Tonnage erreicht ist, oderVollendung der Kurve
Ursache
Lösung
Die Einstellung des Biegepunkts im Programm ist falsch.
Prüfen Sie die Tonnageanzeige und stellen Sie eine höhere Tonnage ein.
Eine übermäßige außermittige Belastung führt zur Aktivierung des Torsionssicherheitsendschalters.
Bewegen Sie das zu formende Teil näher zur Mitte des Pressentischs.
Überprüfen Sie den Programmknickpunkt, um zu sehen, ob der Pressenstößel die aufgezeichnete Position erreicht.
Bringen Sie das zu formende Teil auf dem Pressentisch näher zur Mitte.
Die Tonnagekontrolle ist zu niedrig eingestellt, um die Biegung zu vollenden.
Die Einstellung für die langsame Geschwindigkeitsänderung ist falsch.
8. Die Tonnageanzeige der Presse zeigt volle Tonnage an, aber die Presse versagtum die Biegung zu vollenden
Ursache
Lösung
Part's Materialeigenschaften sind mit der Abkantpresse und der Werkzeugkonfiguration nicht kompatibel.
Die Materialeigenschaften des Teils sind mit der Konfiguration der Abkantpresse und des Werkzeugs nicht kompatibel.
9. Der Hinteranschlag geht nicht zum nächsten Flanschlängenschritt über
Ursache
Lösung
Bestätigen Sie, dass die Schritte des Hinteranschlagsprogramms den Arbeitsanforderungen entsprechen.
Überprüfen oder ändern Sie das Programmmaß des Hinteranschlagsschritts.
Das Maß der Rückanschlagposition pro Schritt ist nicht programmiert.
Das Maß der Hinteranschlagposition pro Schritt ist nicht programmiert.
Der STOP-Taster ist auf OFF gerastet.
Den STOP-Drücker des Hinteranschlags auf ON stellen (1/4-Drehung im Uhrzeigersinn)。
10. Das Hydrauliksystem ist überhitzt
Ursache
Lösung
Testen Sie die Förderleistung und den Druck der Pumpe in einer Hydraulikwerkstatt. Wenn eine solche Einrichtung nicht zur Verfügung steht, kann die Hochdruckpatrone "P2" ausgebaut und auf mechanische Beschädigung und Verschleiß untersucht werden. Ersetzen Sie die Patrone oder die komplette Pumpe, je nach Bedarf.
Testen Sie die Förderleistung und den Druck der Pumpe in einem Hydraulik-Servicezentrum. Wenn eine solche Einrichtung nicht zur Verfügung steht, kann die Hochdruckpatrone "P2" ausgebaut und auf mechanische Beschädigung und Verschleiß untersucht werden. Ersetzen Sie je nach Bedarf die Patrone oder die gesamte Pumpe.
Vergewissern Sie sich, dass der Geschwindigkeitswechselpunkt der Abkantpresse über dem zu formenden Material liegt und dass die Tonnageanzeige innerhalb der Nenntonnage registriert wird.
Der Bediener versucht ständig, Teile zu formen, die die Kapazität der Abkantpresse überschreiten.
Das Hochdruckentlastungsventil des Hydrauliksystems löst sich vorzeitig.
Das Kupplungselement zwischen Elektromotor und Hydraulikpumpe ist verschlissen oder zerbrochen.
Die Hochdruckentlastungspatrone aus dem Verteilerblock entfernen und die O-Ringe auf Beschädigungen untersuchen. Den mittleren Schieber drücken, um die Funktion des Ventils zu überprüfen. Mit Lösungsmittel und Druckluft reinigen, um Fremdkörper zu entfernen. Ventil wieder einbauen und testen.
Die Hochdruckpumpenpatrone ist defekt oder verschlissen, was zu Durchfluss- und Druckverlusten führt.
Die Hochdruckentlastungspatrone aus dem Verteilerblock entfernen und die O-Ringe auf Beschädigungen untersuchen. Den mittleren Schieber drücken, um die Funktion des Ventils zu überprüfen. Mit Lösungsmittel und Druckluft reinigen, um Fremdkörper zu entfernen. Ventil wieder einbauen und testen.
Prüfen und ersetzen Sie sie nach Bedarf.
11. Die Hydraulikpumpe ist laut
Ursache
Lösung
Der Stand der Hydraulikflüssigkeit ist niedrig.
Prüfen Sie den Flüssigkeitsstand, wenn sich der Pressenstößel in der oberen Position befindet, und füllen Sie bei Bedarf so viel Flüssigkeit nach, bis sie im Schauglas sichtbar ist.
Das Ansaugsieb am Pumpeneinlass ist verstopft oder verstopft.
Zustand der Flüssigkeit prüfen. Hydrauliksieb, Flüssigkeit und Hydraulikfilter nach Bedarf austauschen.
Die Hydraulikeinlassleitungen oder -anschlüsse sind locker, wodurch die Pumpe Luft ansaugt.
Wellendichtung auf Verschleiß oder Beschädigung prüfen. Bei Bedarf auswechseln.
Überprüfen Sie die Rohrleitungsanschlüsse, den O-Ring an der Pumpe zum Einlassflansch und ziehen Sie die Schrauben des Einlassflansches fest.
Wellendichtung auf Verschleiß oder Beschädigung prüfen. Bei Bedarf auswechseln.
12. Die Betriebsarten wechseln nicht zur nächsten Einstellung
Ursache
Lösung
Der EDIT-Wahlschalter steht auf LOCK.
Überprüfen Sie die schriftlichen Arbeitsanweisungen und ändern Sie die Arbeitsweise, um sie zu erfüllen.
13. CNC-Messgeräte funktionieren nicht / nicht richtig
Ursache
Lösung
Falsche CNC-Messtechnik-Schnittstelle
Wenden Sie sich an den Werkskundendienst, um die Anforderungen an die Abkantpressenschnittstelle zu überprüfen.
14. Der Hauptmotor der Abkantpresse kann nicht gestartet werden
Die Ursachen:
Der Startstromkreis des Hauptmotors kann durch verschiedene Faktoren gestört werden, z. B. wenn der Not-Aus-Schalter nicht betätigt wird, wenn sich Kabelverbindungen lösen oder wenn die 24-V-Steuerstromversorgung fehlt.
Darüber hinaus können Komponenten, die mit dem Startsystem des Hauptmotors zusammenhängen, wie z. B. Thermorelais, Leistungsschalter und Wechselstromschütze, Fehlfunktionen aufweisen oder beschädigt werden, was zu einem Ausfall des Startkreises führt.
Probleme mit der Stromversorgung;
Lösungen:
Prüfen Sie, ob der Not-Aus-Schalter des Hauptmotors den Stromkreis nicht freigibt, ob die Verdrahtung locker ist und ob die 24-V-Steuerstromversorgung funktioniert;
Um die Ursache für den Ausfall des Startkreises des Hauptmotors zu ermitteln, müssen die Komponenten des Startkreises auf Überlastschutz untersucht werden. Falls vorhanden, ist es wichtig, die Gründe für die Überlast zu analysieren und zu prüfen, ob die Komponenten beschädigt wurden.
Prüfen Sie, ob die dreiphasige Stromversorgung normal ist;
15. Der Abkantpressenstempel kann nicht schnell heruntergefahren werden
Die Ursachen:
Die Einstellung der Ramschiene ist zu eng;
Die Hinteranschlagachse ist nicht vorhanden;
Der Stößel befindet sich nicht in der oberen Totpunktposition;
Die Fußschalter-Signale sind nicht in das Modul gelangt;
Die Fehlfunktion des Proportional-Servoventils;
Lösungen:
Prüfen Sie, ob die Rammschiene geeignet ist;
Um das Problem zu beheben, muss überprüft werden, ob ein Cursor für die tatsächliche Position der X-Achse auf der Steuerung vorhanden ist, oder ob der Programmierwert des Hinteranschlags und der tatsächliche Wert in der manuellen Schnittstelle übereinstimmen.
Auf dem Controller sollte der Zustand der Y-Achse auf "1" eingestellt sein. Wenn er auf "6" eingestellt ist, müssen die tatsächlichen Koordinaten der Y-Achse überprüft werden. Der Wert sollte kleiner sein als die Differenz zwischen der Y-Achse und ihrer Rückkehrposition.
Prüfen Sie anhand der elektrischen Schaltpläne, ob die Eingangssignale des Fußschalters normal sind;
Prüfen Sie, ob die Rückmeldung des proportionalen Servoventils normal ist;
16. Der Abkantpressenstempel kann sich nicht biegen oder die Biegegeschwindigkeit ist sehr langsam
Die Ursachen:
Der Rammbock befindet sich nicht am Punkt der Geschwindigkeitsumwandlung;
Der Parametersatz für die Y-Achsen-Biegung ist nicht gut;
Der Druck ist nicht genug, wie die Programmierung, Werkzeugmaschine Parametereinstellungen, Hydraulik;
Lösungen:
Prüfen Sie, ob die Y-Achse Zustand von "2" bis "3", Y-Achse tatsächlichen Wert sollte größer sein als die Geschwindigkeit Konvertierung Punktwert, wenn nicht brauchen, um die Parameter der schnellen Vorlauf Teil anzupassen;
Passen Sie einen Teil der Parameter der Y-Achsen-Biegung neu an;
Um das Problem weiter zu diagnostizieren, ist es wichtig zu prüfen, ob die Programmierung fehlerhaft ist, ob die Parametereinstellungen falsch sind oder ob es hydraulische Probleme gibt. Dazu können Sie ein Manometer und ein Multimeter verwenden, um den Hauptdruck und das Signal des Proportionaldruckventils zu ermitteln. Prüfen Sie dann, ob das Proportionaldruckventil und das Hauptventil festsitzen, kontrollieren Sie den Filter und das Öl und schließlich die Pumpe und ihre Kupplung.
Kann nicht ohne Last zurückkehren, vielleicht ein Problem mit den Parametern oder ein Hydraulikfehler;
Kann während des Biegens nicht zurückkehren, der Werkstückwinkel entspricht nicht dem eingestellten Wert;
Kann während des Biegens nicht zurückkehren, der Werkstückwinkel hat den eingestellten Wert überschritten;
Lösungen:
Um die Probleme mit der Y-Achse zu lösen, ist es wichtig, die Parameter der Y-Achse und die Biegeparameter auf der Grundlage der tatsächlichen Bedingungen zu überprüfen. Wenn die Verstärkung zu klein ist, biegt sich der Stößel möglicherweise nicht richtig oder gar nicht, und wenn sie zu groß ist, kann der Stößel wackeln. Die Parameter sollten so eingestellt werden, dass der Stempel nicht wackelt oder eine etwas höhere Verstärkung aufweist.
Außerdem müssen während des Diagnoseverfahrens möglicherweise auch die Vorspannungseinstellungen für das linke und rechte Ventil angepasst werden. Wenn die Y-Achse zu klein ist, kann sie möglicherweise ihre Position nicht erreichen, und wenn sie zu groß ist, kann sie möglicherweise nicht entladen werden. Im Falle eines Hydraulikfehlers muss der Hauptdruck geprüft und sichergestellt werden, dass sich das PV-Ventil S5 in der Leistungsstellung befindet.
Es ist möglich, dass die Verstärkungseinstellung des Y-Achsen-Parameters zu klein ist; diese kann entsprechend erhöht werden. Es kann auch sein, dass der Druck nicht ausreichend ist, und es ist notwendig, den Grund für den fehlenden Druck zu analysieren. Dies könnte auf die Programmierung oder auf hydraulische Faktoren zurückzuführen sein.
Zu den Programmierfaktoren gehören die Wahl der Form, die Blechdicke, das Material, die Länge des Werkstücks, die Biegemethode usw. Zu den hydraulischen Faktoren hingegen gehören Leckagen der Hydraulikpumpe, Verschmutzung oder Beschädigung des Proportionaldruckventils, ein verstopfter Filter oder verunreinigtes Öl.
Hauptsächlich aus Gründen der Programmierung und der Bedienung, der Kontrolle des Programms und des Werkstücks;
18. Die Bewegung des Stößels ist nicht gut
Die Ursachen:
Die Dichtheit der Rammschiene ist nicht angemessen;
Kontermutter der Ram ist lose;
Die Maschinenparameter müssen angepasst werden;
Die Verstärkung und die Nullpunkte am Verstärker des Proportional-Servoventils müssen angepasst werden;
Der Druck des Gegendruckventils kann falsch oder unausgewogen zwischen den beiden Seiten sein. Wenn der Gegendruck zu gering eingestellt ist, kann der Stempel langsam absinken und während des Betriebs wackeln. Ein Ungleichgewicht des Gegendrucks zwischen den beiden Seiten kann dazu führen, dass sich der Stempel während des Betriebs verdreht.
Lösungen:
Stellen Sie das Führungsspiel neu ein;
Wiederverriegelung, wenn die Kontermutter und die Schraube zu locker sind, müssen ersetzt werden;
Wenn es eine Referenzkurve gibt, sollte sie entsprechend der Referenzkurve eingestellt werden;
Nur BOSCH, REXROTH Ventil kann einstellbar sein, aber müssen vorsichtig sein;
Stellen Sie den Druck des Gegendruckventils mit Hilfe von Manometern ein und sorgen Sie dafür, dass der Druck auf beiden Seiten gleich ist;
19. Der Hauptmotor schaltet automatisch ab, Wärmerelais, Schutz durch Leistungsschalter
Die Ursachen:
Das Proportionaldruckventil, das Hauptventil war verklemmt, die Maschine befand sich im Zustand des Druckaufbaus;
Der Filterstopfen ist verstopft, die Ölbewegung ist nicht gleichmäßig, der Pumpendruck war hoch;
Die zu lange Verwendung von Öl hat zu einer Verunreinigung geführt;
Schlechte Ölqualität;
Leistungsschalter, thermische Nachfolgeprobleme, erreichen nicht den Nennstrom;
Der Ausfall der Druckausgabe durch das System gesteuert, und senden Sie das falsche Signal, so dass die proportionale Druckventil arbeitete die ganze Zeit;
Lösungen:
Reinigung des Proportionaldruckventils, des Hauptventils;
Tauschen Sie den Filter aus und prüfen Sie den Verschmutzungsgrad des Öls;
I3, wechseln Sie sofort den Ölfilter aus;
Wird durch das empfohlene Öl ersetzt;
Ersetzen Sie den Schutzschalter und den Überhitzungsschalter;
Prüfen Sie die Systemausgabe;
20. Das Hydraulikventil ist verklemmt
Die Ursachen:
Die zu lange Verwendung von Öl hat zu einer Verunreinigung geführt;
Schlechte Qualität des Öls;
Die Gummihaut an der Öffnung des Öltanks altert;
Lösungen:
Wechseln Sie das Öl rechtzeitig aus;
Ersetzen Sie das empfohlene Öl;
Ersetzen Sie die ölbeständige Gummiplatte;
21. Senkung des Abkantpressenzylinders
Die Ursachen:
Rückschlagventil, das Hubventil ist verschmutzt oder beschädigt;
Der Gegendruck ist gering;
Glyd lap strain, wear;
Innenwand des Zylinders beschädigt;
Wenn die Ramme an einer beliebigen Position gestoppt und langsam sinken, wenn 5 Minuten unten weniger als 0,50 mm, dann ist es normal, dieses Phänomen ist vor allem durch Hydrauliköl Eigenschaften verursacht;
Lösungen:
Rückschlagventil reinigen, Ventil anheben, bei Beschädigung ersetzen;
Stellen Sie den Druck am Gegendruckventil entsprechend der Norm neu ein;
Tauschen Sie den Glyd-Ring aus, und überprüfen Sie die Ursachen für die Beanspruchung und den Verschleiß des Glyd-Rings;
Bei Ölverschmutzungen müssen in der Regel der Zylinder und der Dichtungsring ausgetauscht werden;
Der Gegendruck auf beiden Seiten ist uneinheitlich, der Gegendruck ist möglicherweise zu hoch eingestellt;
Lösungen:
Stellen Sie den Gegendruck auf den angegebenen Wert ein, um die Konsistenz zu erhalten;
23. Der Ram wartet zu lange am Geschwindigkeitsübergangspunkt
Die Ursachen:
Der Sauganschluss des Tanks ist undicht;
Füllventilfehler, wie z.B. die schlechte Installation führt zum Festklemmen des Ventileinsatzes, oder die Federspannung ist nicht ausreichend;
Der Parametersatz für die Y-Achse ist nicht gut;
Lösungen:
Prüfen Sie die Dichtheit der Gummiplatte, setzen Sie die Abdeckung hier wieder ein;
Prüfen Sie den Einbau des Füllventils, prüfen Sie den Lauf des Ventileinsatzes, prüfen Sie die Federspannung;
Passen Sie die Parameter der Y-Achse an;
24. Die Länge und die Biegewinkel des Werkstücks ändern sich zu stark
Die Ursachen:
Die Einstellung der Maschinenträgheitsparameter ist nicht angemessen;
Plattenmaterial;
Lösungen:
Passen Sie die Parameter für die Maschinenträgheit neu an;
Überprüfen Sie das Plattenmaterial;
25. Wenn das Werkstück eine mehrfache Biegung hat, hat die Größe des kumulativen Fehlers zu große Fehler
Die Ursachen:
Das Werkstück hat zu viele Biegestufen, was zu einem großen Kumulierungsfehler führt;
Unangemessener Biegeauftrag;
Lösungen:
Feineinstellung der Genauigkeit jeder Biegung, so dass der Winkel so weit wie möglich in der negativen Differenz, die Größe so genau wie möglich;
Passen Sie die Biegefolge nach Möglichkeit an;
26. Der automatisch berechnete Druck aus dem Abkantpressensteuerung größer ist als die Würfelimpedanz
Die Ursachen:
Die Auswahl der Untergesenk während des Programmiermodus ist unangemessen;
Der Satz der Formimpedanz ist nicht korrekt;
Die Programmier-Biege-Methode ist falsch gewählt;
Die konstanten Parameter der Maschine werden geändert, wie z. B. die Materialparameter und die Auswahl der Einheiten;
Lösungen:
Wählen Sie die Werkzeuge für Abkantpressen entsprechend dem Verhältnis zwischen der Blechdicke und der Schlitzbreite V der unteren Matrize;
Der richtige Satz von Schimmel-Impedanz;
Prüfen Sie das Programm;
Überprüfen Sie die konstanten Parameter der Werkzeugmaschine;
27. Bei der Programmierung von großen Kreisbogenbiegungen wird das System als langsam oder tot berechnet
Die Ursachen:
Der programmierte Wert des X-Wertes überschreitet den maximalen Wert der X-Achse im Parameter;
Lösungen:
Prüfen Sie das Programm;
28. Die Temperatur des Hydrauliköls der Abkantpresse ist zu hoch
Die Ursachen:
Hydraulikfehler, wie z. B. ein verstopfter Filter, Ölverschmutzung, Verschleiß usw;
Lange Arbeitszeiten unter hohem Druck;
Lösungen:
Prüfen Sie den Filter, das Öl und tauschen Sie es ggf. aus;
Überprüfen Sie die Gründe für lange Arbeitszeiten unter hohem Druck, den tatsächlichen Bedarf oder andere Gründe;
29. Die Winkel des gefertigten Werkstücks sind nicht genau
Die Ursachen:
Wenn der Fehler sehr groß ist, kann es sich um einen Programmierfehler, eine Lockerung der Stößelverbindung oder ein Versagen des Rasterlineals handeln;
wenn kleine Fehler, können Sie die Parameter in der Steuerung zu korrigieren, nachdem die Änderung kann stabil arbeiten, dann ist es normal;
Instabiler Winkel, oft ändern, kann durch den Widder lose, Gitter Lineal Fehler, Metall-Materialien verursacht werden;
Lösungen:
Um das Problem zu beheben, ist es wichtig, die Arbeitsabläufe zu überprüfen und sich darauf zu konzentrieren, ob die Form, das Material, die Dicke, die Werkstücklänge und der Biegemodus in den Arbeitsabläufen mit dem tatsächlichen Vorgang übereinstimmen. Darüber hinaus ist es wichtig zu prüfen, ob die Stößelverbindung sicher ist und ob die Gitterrostverbindung fest ist.
Kleine Fehler während des Vorgangs können durch eine Vielzahl von Faktoren verursacht werden, z. B. Unterschiede zwischen der programmierten und der tatsächlich verwendeten Materialdicke, Materialgleichmäßigkeit, Werkzeugverschleiß und bedienerbedingte Gründe.
Um die Ursache des Problems zu ermitteln, muss die Genauigkeit der Neupositionierung der Y-Achse überprüft werden. Prüfen Sie außerdem, ob die Verbindung zwischen Stößel und Gitterrost normal ist. Wenn sie normal sind, kann das Problem durch das Plattenmaterial verursacht werden.
30. Die Größe des gefertigten Werkstücks ist nicht genau
Die Ursachen:
Häufige Änderungen in der Größe der Instabilität können durch Faktoren wie die Stromversorgung der Abkantpresse, den Servoantrieb, den Servomotor-Encoder und die zugehörigen Kabel, Systeme, die mechanische Verbindung der Schnecke und den Zahnriemen (Rad) verursacht werden.
Stabile Größenabweichungen werden meist durch die Parallelität und Geradheit des Hinteranschlagträgers sowie die Parallelität und der Vertikalgrad des Hinteranschlags.
Bei der Positionierung mit der Biegekante kann es bei einem Biegewinkel von mehr als 90 Grad zu einem geringen Positionierungsabstand kommen.
Lösungen:
Es ist wichtig, die Wiederholgenauigkeit der Positionierung der Hinteranschlagachse zu überprüfen, die im Allgemeinen weniger als 0,02 mm betragen sollte. Wenn es eine signifikante Abweichung gibt, müssen die möglichen Faktoren ermittelt und behoben werden. Wenn das Problem durch den Servoantrieb, den Encoder des Servomotors oder die Steuerung verursacht wird, ist es am besten, die Unterstützung des Abkantpressenhersteller.
Um das Problem zu lösen, ist es wichtig, zunächst die Parallelität und Geradheit des Trägers und dann die Parallelität und den vertikalen Grad des hinteren Anschlags zu überprüfen.
Bei der Positionierung mit Hilfe der Biegekante ist darauf zu achten, dass der Biegewinkel 90 Grad nicht überschreitet.
31. Das Werkstück verformt sich an der Biegeposition nach dem Biegen
Die Ursachen:
Die Ursache für die Verformung liegt vor allem in der hohen Biegegeschwindigkeit, die dazu führt, dass die Hand nicht mit der Biegeverformung des Werkstücks Schritt hält.
Lösungen:
Um dieses Problem zu lösen, muss die Biegegeschwindigkeit reduziert und sichergestellt werden, dass sich die Hände im Gleichschritt mit dem Werkstück bewegen.
32. Der Biegewinkel des langen Werkstücks ist nicht konstant
Die Ursachen:
Das Problem kann durch Unstimmigkeiten in der Materialstärke verursacht werden, wobei ein Ende dick und das andere Ende dünn ist.
Das Problem kann durch eine ungleichmäßige Höhe des Stempels verursacht werden, wobei ein Ende höher als das andere ist.
Das Problem kann durch einen ungleichmäßigen Mittelblock verursacht werden.
Lösungen:
Bitte geben Sie Feedback an die Laserschneiden und stellen Sie sicher, dass der Auswahl der Materialien die nötige Aufmerksamkeit geschenkt wird. Außerdem ersetzen Sie den Stempel der Abkantpresse und justieren den Mittelblock nach Bedarf.
33. Manchmal verformt sich das Werkstück während Z-Biegen
Die Ursachen:
Während des Biegevorgangs hebt sich das hintere Ende des Werkstücks entlang der Kurve und kommt mit dem hinteren Finger in Berührung, wodurch es stecken bleibt. Infolgedessen wird das Werkstück nach dem Biegevorgang verformt.
Lösungen:
Übernahme der Funktion des hinteren Anschlags zum Zurückziehen.
34. Der Rand des quadratischen Lochs in der Mitte des Feinblech liegt sehr nahe an der Biegelinie, so dass das Werkstück nicht vollständig gebogen werden kann.
Die Ursachen:
Der Abstand von der Kante des Werkstücks zum Biegelinie ist weniger als halb so groß wie die V-Öffnung in der Matrize, so dass sie nicht gebogen werden kann.
Lösungen:
Schleifen Sie das Material bis zur Biegelinie.
Drücken Sie zuerst die Biegelinie und biegen Sie sie dann.
35. Auf dem Werkstück befindet sich ein Loch, das sehr nahe an der Biegelinie liegt. Das Loch wird verformt, wenn es direkt gebogen wird.
Lösungen:
Drücken Sie zuerst die Schnur und biegen Sie sie dann.
Schneiden Sie eine Zeile an der Biegeposition mit einem Laserschneider, um ein Ziehen des Materials zu vermeiden.
Wenn es sich um Kleinserien handelt und eine gute Endbearbeitung erforderlich ist, empfiehlt es sich, eine Laserschneidmaschine für die Herstellung der Löcher und das Biegen zu verwenden. Schließen Sie schließlich den gesamten Expansionsprozess ab.
36. Die kleine Biegung Größe macht es schwer für die Positionierung und der Stempel ist leicht drücken Sie die Rückseite Finger
Die Ursachen:
Die Größe der Biegung liegt im Bereich des Abstands zwischen der Mittellinie der V-förmigen Öffnung in der Matrize und der Kante des Werkstücks, was die Positionierung erschwert, wenn die Matrize in ihrer normalen Ausrichtung installiert ist. Wird die Matrize verkehrt herum eingebaut, drückt der Stempel gegen den hinteren Finger.
Lösungen:
Um den Stempel zu vermeiden, bauen Sie die Matrize umgekehrt ein und legen Sie eine Dichtung vor den hinteren Stopper, so dass dieser sich zurückzieht.
Wenn die Größe des anderen Endes genau ist, ist es möglich, die Positionierung an dieser Stelle vorzunehmen. Es ist wichtig, daran zu denken, die Matrize in umgekehrter Position zu installieren.
37. Der Biegeflansch ist nicht gerade und die Größe ist instabil
Die Ursachen:
Pressenlinien und Vorbiegungen wurden bei der Konstruktion nicht berücksichtigt.
Die Presskraft ist unzureichend.
Der Winkelverschleiß an den konvexen und konkaven Matrizen ist asymmetrisch oder die Biegekraft ist ungleichmäßig.
Die Höhe ist zu niedrig.
Lösungen:
Gestalten Sie die Pressenlinie oder Vorbiegeverfahren.
Presskraft erhöhen
Achten Sie auf einen gleichmäßigen Abstand zwischen den konvexen und konkaven Matrizen und führen Sie eine Rundwinkelpolitur durch.
Die Höhe darf die Mindestgröße nicht unterschreiten.
38. Äußerer Oberflächenabrieb des Werkstücks nach dem Biegen
Beim Biegen mit elastischem Druck und Positionieren mit Löchern kann die Außenseite des Bogens aufgrund der Reibung zwischen der konkaven Matrizenoberfläche und der Außenfläche der Teile gezogen werden, was zu einer Verformung der Positionierlöcher führt.
Lösungen:
Biegen Sie die Form
Erhöhen Sie den Druck der Auswerferplatte
Um ein Verrutschen der Teile während des Biegens zu verhindern, fügen Sie der Auswerferplatte einige harte Punkte oder Körner hinzu, um die Reibungskraft zu erhöhen.
41. Die gekrümmte Oberfläche ist dünner gepresst worden
Die Ursachen:
Der Rundungswinkel der konkaven Matrize ist zu klein
Der Spalt zwischen den konvexen und konkaven Matrizen ist zu klein
Lösungen:
Vergrößerung des Radius der konkaven Matrize
Korrigieren Sie den Spalt zwischen konvexen und konkaven Matrizen
42. Die Stirnseite des Werkstücks ist gewölbt oder uneben
Die Ursachen:
Während des Biegens wird die äußere Oberfläche des Materials in eine kreisförmige Richtung gezogen, was zu einer Kontraktionsverformung führt, während die innere Oberfläche in eine kreisförmige Richtung gedrückt wird, was zu einer Dehnungsverformung führt. Dies führt dazu, dass sich die Biegeendfläche entlang der Biegerichtung wölbt.
Lösungen:
Der Stempel muss in der letzten Phase der Prägung unter ausreichendem Druck stehen
Stellen Sie den Radius der konkaven Matrize entsprechend der Außenecke der Teile her.
Zusätzliche Prozessverbesserung
43. Die Unterseite des konkaven Teils ist uneben
Die Ursachen:
Das Material selbst ist ungleichmäßig
Die Kontaktfläche zwischen der oberen Platte und dem Material ist klein oder die Ausstoßkraft des Materials ist nicht ausreichend
Die Auswurfvorrichtung in der konkaven Matrize ist nicht erforderlich
Lösungen:
Nivelliermaterialien
Einstellung der Auswurfvorrichtung zur Erhöhung der Auswurfkraft
Auswerfvorrichtung oder Kalibrierung hinzufügen
Verfahren zur Umformung hinzufügen
44. Achsenverschiebung von zwei einander gegenüberliegenden Löchern nach dem Biegen
Die Ursachen:
Das Material prallt zurück und verändert die Biegewinkel so dass die Mittellinie falsch ausgerichtet ist.
Lösungen:
Kalibrierungsverfahren hinzufügen
Verbessern Sie Biegestempel Struktur zur Verringerung der materiellen Widerstandsfähigkeit
45. Die Genauigkeit der Lochposition kann nach dem Biegen nicht garantiert werden.
Kalibrierungsverfahren hinzufügen oder Biegen verbessern Gesenkformung Struktur
Technikmethoden ändern oder Technikpositionierungsprozess hinzufügen
46. Die gekrümmte Linie verläuft nicht parallel zur Mitte der beiden Löcher
Die Ursachen:
Wenn die Biegehöhe kleiner als die minimale Biegegrenzhöhe ist, dehnt sich das Biegeteil aus.
Lösungen:
Vergrößerung der Höhe der Biegeteile
Verbessern Sie die Biegetechnik
47. Das gebogene Teil hat eine Durchbiegung in der Breitenrichtung
Die Ursachen:
Torsion und Durchbiegung entstehen durch die Ungleichmäßigkeit der Ziehtiefe und die Schrumpfung in der Breitenrichtung des Bauteils.
Lösungen:
Biegedruck erhöhen
Kalibrierungsverfahren hinzufügen
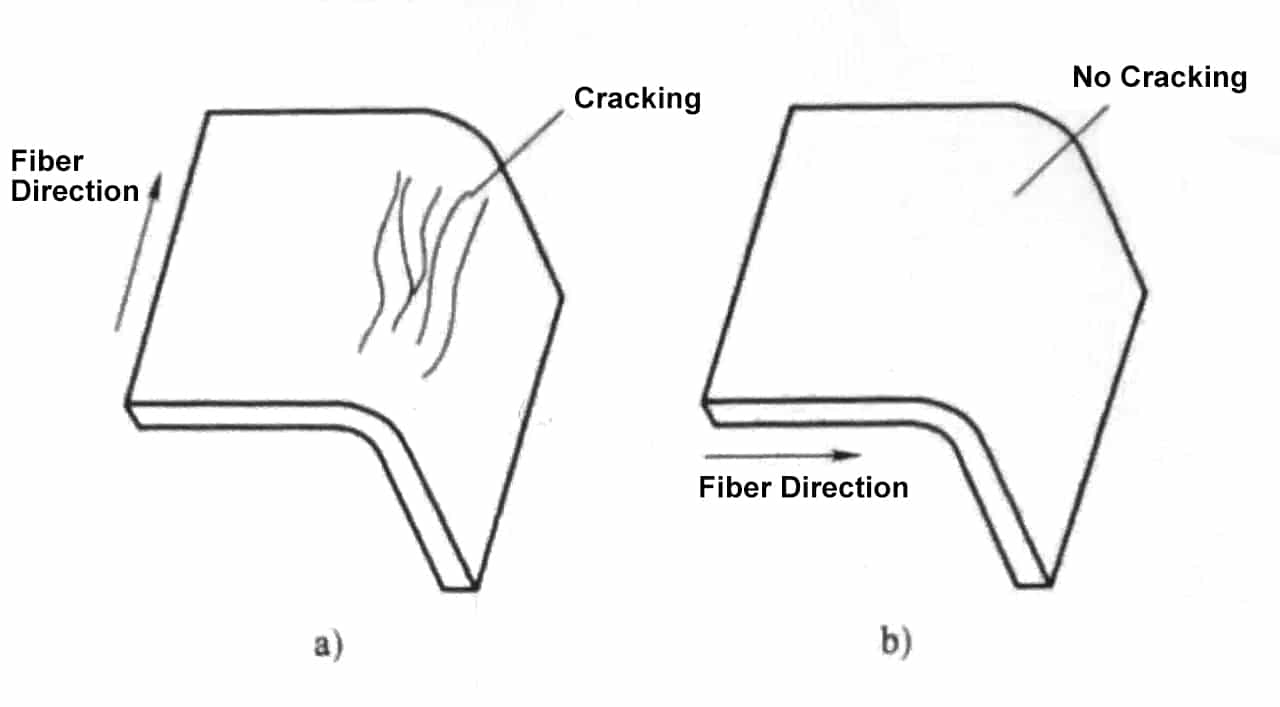
Sicherstellen, dass die Faserrichtung des Materials und die Biegerichtung einen bestimmten Winkel haben
48. Die Teile mit geschnittener Kerbe biegen sich nach unten
Die Ursachen:
Durch die Einkerbung werden die beiden geraden Kanten nach links und rechts geöffnet, was zu einer Durchbiegung an der Unterseite des Werkstücks führt.
Lösungen:
Verbesserung der Komponentenstruktur
Der Umfang der technologischen Biegezugabe wird an der Inzision vergrößert, um die Inzision zusammenhängend zu machen, und dann nach dem Biegen abgeschnitten
49. Das nach dem Biegen verformte Werkstück
Die Ursachen:
Die Verformung ist hauptsächlich auf die Geschwindigkeit der Biegemaschine zurückzuführen, und die Hand konnte mit der Geschwindigkeit der Maschine nicht mithalten.
Lösungen:
Reduzieren Sie die Geschwindigkeit der Biegemaschine, das handgehaltene Werkstück hat die gleiche Geschwindigkeit wie der Betrieb der Maschine.
50. Bei einem längeren Werkstück gibt es an zwei Enden einen großen und einen kleinen Winkel
Die Ursachen:
Die Materialstärke ist uneinheitlich, ein Ende dick, ein Ende dünn.
Formabnutzung ungleichmäßig, unterschiedliche Höhe an beiden Enden.
Der mittlere Block ist nicht ausgeglichen, nicht auf dem gleichen Niveau.
Lösungen:
Rückmeldung an den Laser oder NCT, damit dieser auf die Materialauswahl.
Wechseln Sie die Stempelmatrize
Stellen Sie den mittleren Block ein.
51. Beim Biegen der Z-Form mit einer CNC-Biegemaschine werden einige Teile verformt
Die Ursachen:
Dies ist hauptsächlich darauf zurückzuführen, dass sich das Werkstück nach oben biegt, gegen den hinteren Anschlag stößt und gequetscht wird, was zu einer Verformung führt.
Lösungen:
Ziehen Sie den Hinteranschlag zurück.
52. Biegen Größe ist klein, schlechte Positionierung, die Form ist einfach zu drücken, die Rückansicht
Die Ursachen:
Die untere Matrize kann nicht während des Abstands zwischen der V-Mittellinie und dem Rand der Matrize positioniert werden.
Lösungen:
Installieren Sie die Form auf eine andere Weise herum. Fügen Sie eine Dichtung (nicht mehr als 3t) vor dem Hinteranschlag hinzu, so dass der Hinteranschlag die obere Form vermeiden kann.
Wenn das andere Ende Größe ≧ 3 kann auch das andere Ende bleiben und installieren Sie die untere Form in einem anderen Weg um.
53. Ein zu großer Spalt zwischen dem Stößel und der Führungsschiene verursacht ein ungewöhnliches Geräusch.
Die Ursachen:
Diese Art von Fehlfunktion ist auf den langen Gebrauch der Schienen und den durch Abnutzung verursachten größeren Spalt zurückzuführen.
Lösungen:
Es ist notwendig, den Abnutzungsgrad der Führungsplatte zu überprüfen, um festzustellen, ob die Schienenplatte je nach Abnutzungsgrad ausgetauscht werden muss, und den Spalt neu einzustellen, damit er den Anforderungen entspricht.
54. Übertragungsfehler des Hinteranschlags.
Die Ursachen:
Das Rückwärtsganggetriebe fällt aus, weil sich die Antriebswelle vom Zahnriemen der Steuerscheibe löst oder der Riemen durchrutscht.
Lösungen:
Bei dieser Störung müssen die Kette und der Zahnriemen wieder montiert werden, anschließend ist die elektrische Anlage zu überprüfen.
55. Zu großer Parallelversatz zwischen der Querträgerführungsschiene des Hinteranschlags und der Werkzeugmittellinie.
Lösungen:
Ein solches Versagen muss die "X"-Achse auslösen SynchronriemenDie Parallelitätstoleranz neu einstellen und den Zahnriemen wieder einbauen.
56. Die Verbindung zwischen Zylinder und Stößel hat sich gelockert, so dass der Biegewinkel nicht genau ist oder die Maschine den Bezugspunkt nicht findet.
Lösungen:
Bei dieser Art von Störung müssen der angezogene Stößel und die Anschlussmutter des Zylinders erneut überprüft werden.
Prüfen Sie, ob die Magnetspule des Proportionalventils unter Spannung steht. Ob die Spannung der elektromagnetischen Spule den Anforderungen entspricht. Überprüfen Sie aus den oben genannten Gründen die relevanten elektrischen Teile.
Prüfen Sie, ob das Patronenventil klemmt oder der Hauptschieber klemmt und ob das Feuchtigkeitsloch verstopft ist. Wenn dies der Grund ist, entfernen Sie bitte das Überdruckventil und reinigen Sie es.
dreiphasige Leistungsphasenmodulation, die zu einer Motorumkehr führt.
58. Die Geschwindigkeit des Stößels wird von schnell zu langsam, die Pause ist zu lang.
Lösungen:
Prüfen Sie, ob der Ölstand im Tank zu niedrig ist und die Einfüllöffnung nicht geflutet wurde. Beim schnellen Vorlauf füllt sich der Zylinderraum mit Flüssigkeit und Luft, was zu einer unzureichenden Füllung führt. Aus den oben genannten Gründen kann das Tanköl in den Fülltank 5 mm über der Einfüllöffnung eingefüllt werden, bis dieser vollständig geflutet ist.
Überprüfen Sie, ob die Geschwindigkeit des schnellen Vorlaufs zu hoch ist, was zu einer unzureichenden Befüllung führt. Aus den oben beschriebenen Gründen können Sie die Schnellvorlaufgeschwindigkeit durch Änderung der Systemparameter verringern.
Prüfen Sie, ob das Einfüllventil vollständig geöffnet ist, wenn es aufgrund von Ölverschmutzung so ist, dass der Ventilkolben nicht flexibel ist und festsitzt, was zu einer unzureichenden Öleinfüllung führt. Reinigen Sie das Einfüllventil und bauen Sie es wieder ein, um den Schieber flexibel zu machen.
Prüfen Sie, ob das Umschaltventil, das den Ölkreislauf steuert, richtig funktioniert. Wenn dies der Fall ist, ist das Einfüllventil nicht geschlossen, so dass die obere Kammer und der Tankeinfüllstutzen nicht miteinander verbunden sind und keinen Druck aufbauen können. Der Grund, warum das Ventil nicht richtig funktioniert, ist, dass es nicht unter Spannung steht oder klemmt.
Prüfen Sie, ob das Füllventil klemmt, wenn ja, reinigen Sie bitte das Füllventil und bauen Sie es wieder ein, damit die Spule flexibel ist.
60. Die Rücklaufgeschwindigkeit des Stößels ist zu langsam.
Die Ursachen:
Die Fehlfunktion wie hoher Rücklaufdruck ist hauptsächlich darauf zurückzuführen, dass das Füllventil nicht geöffnet ist. Dieses Phänomen steht im Gegensatz zur Logik der oben genannten Fehlfunktion 3.
Lösungen:
Dies kann unter Bezugnahme auf die Lösung der Störung 3 gehandhabt werden.
61. Nach dem Starten der Pumpe der CNC-Biegemaschine wird die Niederspannung abgeschaltet.
Lösungen:
Bei solchen Fehlern sind die folgenden Prüfungen erforderlich:
Überprüfen Sie das Phänomen der fehlenden Stromzufuhr.
Prüfen Sie, ob der Hochdruckfilter verstopft ist und der Strom des Pumpenmotors dadurch zu hoch ist.
Prüfen Sie, ob der Niederspannungsschalter zu klein eingestellt ist.
62. Nach dem Start der CNC Abkantpressenkann der Referenzpunkt bei der Rückkehr nicht gefunden werden.
Lösungen:
Die Verbindungsteile des Lesekopfes mit dem Gitternetzlineal können sich lockern, so dass der Lesekopf beim Rückhub nicht mit dem Referenzpunkt auf dem Gitternetzlineal übereinstimmt. In diesem Fall hat der Zylinder seinen Hub überschritten und die Pumpe arbeitet unter Überlast. Um dieses Problem zu beheben, drücken Sie die rote Stopptaste auf dem CNC-System um den Referenzpunkt anzuhalten. Schließen Sie den Stecker wieder an, um das Gitternetzlineal zu befestigen, schalten Sie in den manuellen Modus und senken Sie den Stößel manuell ab, bis er mit der unteren Matrize fluchtet. Kehren Sie dann zum Referenzpunkt zurück und beheben Sie das Problem.
Wenn der Bediener die Abkantpresse nach dem letzten Arbeitsgang nicht ordnungsgemäß heruntergefahren hat und den Stößel vor dem Ausschalten der Maschine nicht im oberen Totpunkt angehalten hat CNC-AbkantpresseBeim nächsten Start kann sich der Stempel in der Überlappungsposition von Ober- und Unterform befinden. Dies führt dazu, dass das System den Referenzpunkt während des Referenzpunktbetriebs nicht mehr finden kann.
Um dieses Problem zu beheben, schalten Sie das System in den manuellen Modus und stellen den Stempel manuell auf die Überlappungsposition der oberen und unteren Form ein. Wechseln Sie dann in den halbautomatischen oder automatischen Modus und positionieren Sie den Referenzpunkt neu.
63. Bei der CNC-Biegemaschine DNC60 oder DNC600 wurde das CNC-System nicht angezeigt, die grau-weiße Programmieranzeige blinkte.
Die Ursachen:
Diese Fehlfunktion wird in der Regel dadurch verursacht, dass der Bediener des Steuergeräts nicht rechtzeitig und gründlich die nicht verwendeten Produktprogramme während des Produktprogrammierungsprozesses löscht und stattdessen direkt das Programm des vorherigen Produkts ändert.
Wiederholtes Auftreten dieses Verhaltens kann dazu führen, dass der Pufferspeicher des Systems mit Programmen gefüllt wird und das Systemprogramm nicht mehr richtig funktioniert.
Lösungen:
Um das Problem zu beheben, unterbrechen Sie zunächst die Stromversorgung des Hauptmotors. Drücken Sie dann gleichzeitig die Tasten "+ +" und "- -" auf der Tastatur. Schalten Sie schließlich die Stromversorgung wieder ein, um das System in den Ausgangszustand zu versetzen.
Löschen Sie dann das Projekt, indem Sie eine "1" eingeben, um das zu löschende Element anzugeben. Nachdem Sie das Passwort "817" eingegeben haben, drücken Sie zur Bestätigung die Eingabetaste. Auf dem Bildschirm erscheint eine Meldung, dass der Vorgang ausgeführt wurde. Zu diesem Zeitpunkt sind die notwendigen Schritte zum Löschen des Projekts abgeschlossen.
64. "Zählung ist nicht genau" von CNC-Biegemaschinen-Gitterlineal verursacht Biegewinkelfehler.
Die Ursachen:
Diese Fehlfunktion resultiert in erster Linie aus der kumulativen Zunahme der Fehler bei der Repositionierungsgenauigkeit in den Achsen "Y1" und "Y2", was zu einer Zunahme des Winkelfehlers des Werkstücks nach dem Biegen führt. Dieser Anstieg des Winkelfehlers baut auf früheren Fehlern auf und wird hauptsächlich dadurch verursacht, dass das Rückführsignal des Gitternetzlineals Impulse verliert.
Lösungen:
Um dieses Problem zu lösen, entfernen Sie das Gitterlineal und reinigen Sie es gründlich. Ergreifen Sie Maßnahmen zur Reduzierung von Staub und Vibrationen. Entwerfen Sie das Gitterlineal neu und bauen Sie es wieder ein, um einen angemessenen Einbau zu gewährleisten. Wenn das Gitternetzlineal beschädigt ist, sollte es zur Reparatur oder zum Austausch an den Hersteller zurückgeschickt werden.
65. Nachdem das Produkt programmiert wurde, wird der Sicherheitsabstand für die Hinteranschlagachse "X" und "R" alarmiert.
Die Ursachen:
Diese Art von Störung tritt vor allem deshalb auf, weil die Einstellungen für den Sicherheitsabstand zwischen Ober- und Unterform sowie die Endpositionen für die X- und R-Achse nicht mit den programmierten Positionen übereinstimmen. Um die Sicherheit zu gewährleisten, löst das System einen Alarm aus und verhindert den Betrieb, wenn diese Einstellungen falsch sind.
Lösungen:
Um das Problem zu beheben, programmieren Sie das Produkt neu oder ändern Sie die Produktparameter oder Werkzeugeinstellungen so, dass sie den Anforderungen entsprechen. Dadurch wird der Alarm aufgehoben und der Betrieb ermöglicht.
66. Hinteranschlag X-Achse und R-Achse, ein Fehler tritt im Antriebsmotor auf
Lösungen:
Um diese Art von Fehler zu beheben, öffnen Sie zunächst den Schaltkasten des CNC-Biegen Maschine. Überprüfen Sie das Fahrerdisplay auf den Alarmcode und ermitteln Sie die Ursache des Alarms anhand des Benutzerhandbuchs und des eingegebenen Alarmcodes.
Zwei häufige Alarme sind:
Alarm 16, der auf eine Überlastung des Antriebsmotors hinweist. Überprüfen Sie die Flexibilität, den Widerstand und die mechanische Begrenzung der Antriebe der X- und Y-Achse. Beheben Sie ggf. alle mechanischen Probleme.
Alarm 22, der einen Alarm des Encoder-Rückmeldesignals anzeigt. Die Ursache dafür kann ein schlechter Kontakt an der "Verbindung", eine nicht gelötete oder nicht angeschlossene Verbindung oder eine Signalstörung sein. Prüfen Sie jedes Problem einzeln.
67. Die Position der Computeranzeige Y1, Y2 stimmt nicht mit der tatsächlichen Position überein.
Die Ursachen:
Diese Art des Scheiterns ist vor allem auf Änderungen in der ursprünglichen Referenzpunkt der NC-Biegemaschine sind nicht genau.
Lösungen:
Um den Referenzpunkt neu zu initialisieren.
68. Die Positionierung des X- und R-Achsenreglers stimmt nicht mit der tatsächlichen Positionierung überein.
Die Ursachen:
Diese Art von Fehlfunktion wird durch eine Änderung der Position der X-Achse und der R-Achse verursacht, während die Maschine ausgeschaltet ist. Der Computer speichert die Position vor dem Ausschalten, was zu einer Diskrepanz zwischen der tatsächlichen und der aufgezeichneten Position der X-Achse und der R-Achse führt.
Lösungen:
Die Position der X-Achse und der R-Achse muss neu initialisiert werden.
69. Die Positionsabweichung der Y1-Achse und der Y2-Achse übersteigt den zulässigen Abstand für die Synchronisationsabweichung, der Stößel kann sich nicht auf und ab bewegen.
Die Ursachen:
Diese Art von Fehler tritt auf, wenn der Stempel zum Zeitpunkt des Abschaltens nicht zwischen Ober- und Unterform positioniert ist, wodurch der Stempel herunterfällt. Infolgedessen überschreiten die tatsächlichen Positionen der Achsen Y1 und Y2 ihre Grenzen.
Um das Problem zu beheben, stellen Sie die Ist-Positionen der Achsen Y1 und Y2 ein. Der Controller sollte den aktuellen Positionswert anzeigen. Sobald die Einstellung vorgenommen wurde, kann die Abkantpresse normal betrieben werden.
Lösungen:
Um das Problem zu lösen, erhöhen Sie die Daten im Controller des CNC-Presse Bremsmaschine um 5 mm von ihrem ursprünglichen Wert ab. Wechseln Sie dann in den manuellen Modus und senken Sie die Ramme manuell ab. Das System korrigiert die Position automatisch und kehrt zum Normalbetrieb zurück.
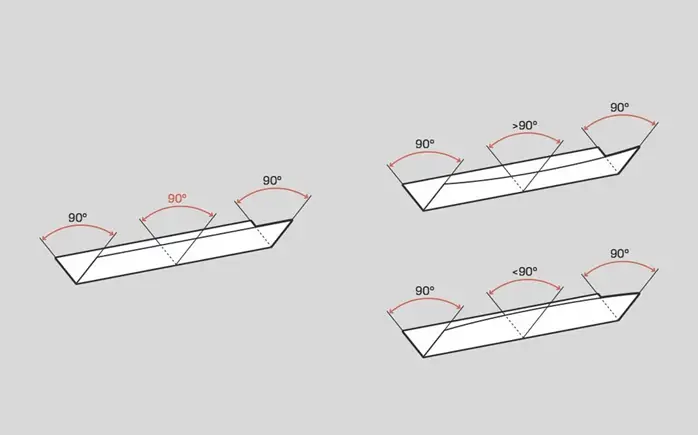
70. Ungleicher Winkel an jedem Ende des Formteils
Ursache
Lösung
Abweichung der Metalldicke.
Versetzen Sie den Stößel parallel, um alle Abweichungen auszugleichen.
Prüfen Sie die Materialdicke an beiden Enden des Werkstücks und versetzen Sie den Stempel parallel, um Abweichungen in der Materialdicke auszugleichen.
Versetzen Sie den Stößel parallel, um eventuelle Werkzeugabweichungen auszugleichen.
71. Inkonsistenz der Formteile
Ursache
Lösung
Pressenstößel, Pressentisch und Werkzeuge sind mit einem Rostschutzmittel beschichtet.
Werkzeugsatz ausbauen, alle Teile mit Lösungsmittel reinigen, wieder zusammenbauen und neu einstellen.
Die Werkzeuge liegen nicht flach auf dem Pressentischdeckel
Spiel mit Fühlerlehren prüfen. Zwischen Pressentisch und Werkzeug ausgleichen oder bei Bedarf mechanisch ausrichten.
Die Werkzeuge sind abgenutzt.
Spiel mit Fühlerlehren prüfen. Zwischen Pressentisch und Werkzeug ausgleichen oder bei Bedarf mechanisch ausrichten.
72. Jedes Formteil weist von Ende zu Ende einen gleichmäßigen Winkel auf,aber es gibt Unstimmigkeiten von Teil zu Teil
Ursache
Lösung
Pressenstößel ist frei fallend
Prüfen Sie die Einstellung der Stößelwege der Presse.
Demontieren Sie das Gerät und untersuchen Sie es auf beschädigte oder abgenutzte Spulen, Spulen, Federn oder auf Verunreinigungen.
Demontieren Sie das Gerät und untersuchen Sie es auf beschädigte oder abgenutzte Spulenanschlüsse, Spulen, Federn oder auf Verunreinigungen.
73. Jedes Formteil weist von Ende zu Ende einen ungleichmäßigen Winkel auf
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Alle Mechaniker und Technikbegeisterten aufgepasst! Haben Sie sich schon einmal gefragt, wie man eine Abkantpresse bedient? In diesem Blogbeitrag tauchen wir ein in die Welt der...
Die Entscheidung zwischen einer elektrischen und einer hydraulischen Abkantpresse kann die Effizienz und die Kosten Ihres Unternehmens erheblich beeinflussen. Elektrische Abkantpressen bieten überlegene Energieeinsparungen, Umweltvorteile und höhere Arbeitsgeschwindigkeiten, während...
Achtung an alle Metallbearbeitungsfans! Sind Sie es leid, die richtige Tonnage für Ihre Abkantpresse zu erraten? Dann suchen Sie nicht weiter! In diesem Blogbeitrag tauchen wir ein in die Welt der Abkantpressen...
In der weiten Welt der Fertigung steht eine Maschine ganz oben: die Abkantpresse. Mit ihrer Fähigkeit, Metall mit Präzision und Kraft zu biegen und zu formen, ist sie zu einem unverzichtbaren...
Bereitet Ihre hydraulische Abkantpresse mehr Kopfzerbrechen, als sie sollte? Der reibungslose Betrieb dieser komplexen Maschinen ist entscheidend, um kostspielige Ausfallzeiten und Reparaturen zu vermeiden. Dieser Artikel behandelt wichtige Wartungsarbeiten...
Haben Sie sich jemals gefragt, warum Ihre Metallbiegungen nicht immer perfekt sind? Das Geheimnis liegt in der Bombierung der Abkantpresse, einer Technik, die Präzision und Qualität in der Metallverarbeitung gewährleistet. In diesem Artikel erfahren Sie...
Wodurch unterscheiden sich die Abkantpressensteuerungen E21 und E200P, und welche ist die richtige für Sie? In diesem Artikel vergleichen wir diese beiden Steuerungen, beide von Estun, indem wir ihre...
Wie erreicht eine Maschine hohe Präzision und Effizienz beim Biegen von Metall? Entdecken Sie die Geheimnisse hinter der elektrohydraulischen Servo-Abkantpresse. Dieser Artikel befasst sich mit der komplizierten Mechanik, den Einrichtungsverfahren,...
Haben Sie sich jemals gefragt, was Abkantwerkzeuge so faszinierend macht? In diesem fesselnden Blogbeitrag tauchen wir in die komplizierte Welt dieser wichtigen Werkzeuge ein, die das Metall formen...