Effektiver Layoutentwurf für das Stanzen von Blechen
Haben Sie sich schon einmal gefragt, wie eine effiziente Layoutgestaltung das Stanzen von Blechen revolutionieren kann? Dieser Artikel befasst sich mit verschiedenen Layout-Methoden und erklärt, wie die Optimierung des Materialeinsatzes nicht nur Ressourcen schont, sondern auch die Produktionsqualität und Kosteneffizienz verbessert. Durch die Erforschung von Techniken wie Layouts mit Abfall, weniger Abfall und ohne Abfall erfahren Sie, wie Sie die Materialausnutzung maximieren und die Lebensdauer von Werkzeugen verbessern können. Tauchen Sie ein und lernen Sie praktische Strategien kennen, mit denen Sie Ihren Fertigungsprozess auf ein neues Niveau heben können.
Die Anordnung von Stanzteilen auf Blechen, Bandmaterial oder Streifen wird als Layout bezeichnet. Die Effizienz des Layouts wirkt sich direkt auf die Materialausnutzung, die Teilequalität, die Kosten, die Werkzeugstruktur und die Lebensdauer aus. Die vernünftige Auswahl von Materialien ist für die Materialeinsparung bei der Stanzproduktion von großer Bedeutung.
Ein effektives Layout ist eine robuste Maßnahme zur Materialeinsparung, insbesondere in der Massenproduktion, wo die Materialkosten einen großen Anteil ausmachen. Die vollständige Nutzung von Materialien ist ein entscheidender wirtschaftlicher Indikator in Feinblech Teilproduktion.
Während des Layout-Prozesses müssen alle Faktoren, die sich auf das Layout auswirken, analysiert werden, um den besten Layout-Plan zu erstellen.
Es gibt drei Klassifizierungsmethoden für das Layout von Stanzteilen. Man unterteilt das Layout aus der Perspektive des Abfallmaterials in: Layout mit Abfall, Layout mit weniger Abfall und Layout ohne Abfall.
1. Layout mit Abfall
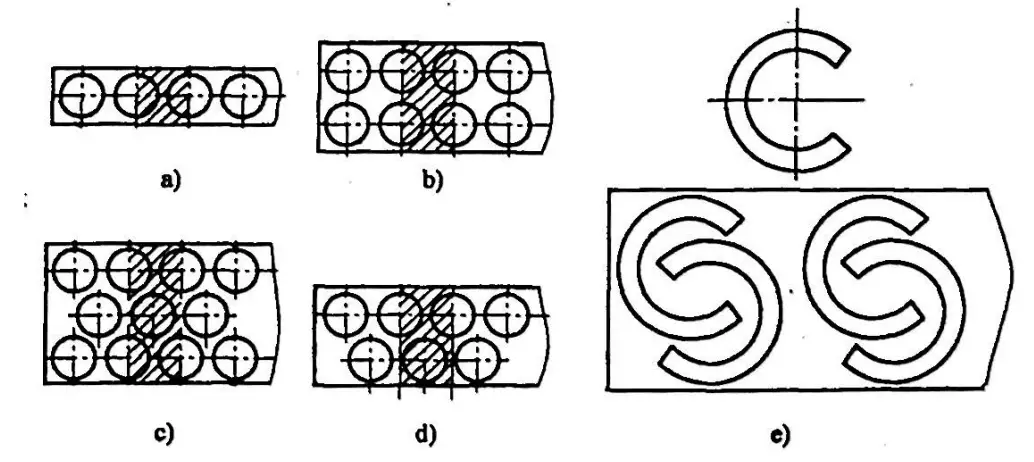
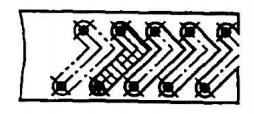
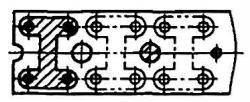
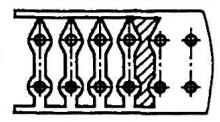
Das Layout mit Verschnitt (siehe Abb. 3-10) erstreckt sich über den gesamten Umfang des Teils. Da es Überschneidungen auf dem Material gibt, ist die Qualität der Stanzteile gewährleistet und die Lebensdauer der Matrize ist lang. Die Materialausnutzung ist jedoch gering.
Abb. 3-10 Layout mit Abfall
a) Einzelne runde Teileanordnung
b) Paralleles doppeltes Rundteil-Layout
c) Kreuz-Dreifach-Rundteil-Layout
d) Kreuz-Doppelrundteil-Layout
e) Kreuz-Layout
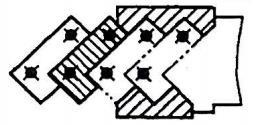
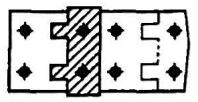
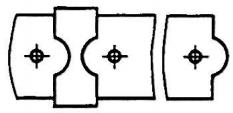
2. Layout mit weniger Abfall
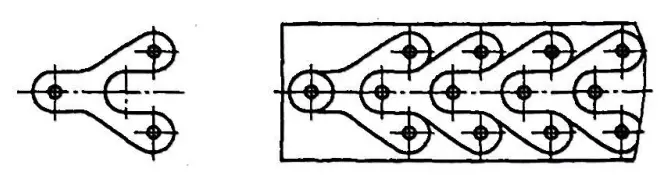
Das Layout mit weniger Verschnitt (siehe Abb. 3-11) verläuft entlang eines Teils der äußeren Form des Werkstücks, wobei Überlappungen oder überschüssiges Material nur in bestimmten Bereichen verbleiben.
Abb. 3-11 Layout mit weniger Abfall
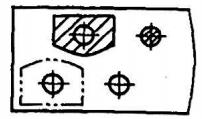
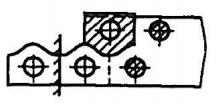
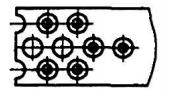
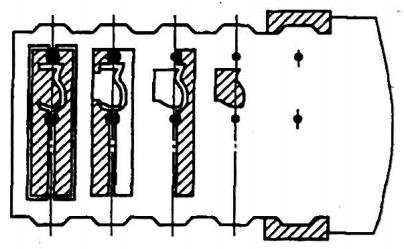
3. Layout ohne Verschwendung
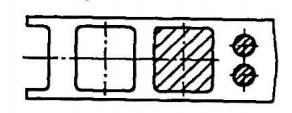
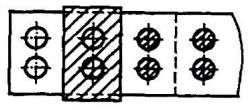
Layout ohne Verschnitt (siehe Abb. 3-12) bezeichnet ein Layout ohne Prozessverschnitt (Überlappung und Überschussmaterial), nur Strukturverschnitt, der durch die Strukturform des Werkstücks bestimmt wird (z. B. Verschnitt in Bohrungen).
Abb. 3-12 Layout ohne Abfall
Aus der obigen Analyse geht hervor, dass ein Layout mit weniger oder gar keinem Abfall die Materialausnutzung auf 75%-95% erhöhen kann, sofern die Anforderungen an die Nutzung der Teile nicht beeinträchtigt werden. Dies ist nicht nur für das gleichzeitige Stanzen mehrerer Teile von Vorteil, sondern vereinfacht auch die Werkzeugstruktur und reduziert die Stanzkraft.
Aufgrund des Einflusses der Maßtoleranz des Bandes selbst und der durch die Bandführung und -positionierung verursachten Fehler sind die Qualität und die Präzision der Stanzteile jedoch geringer.
Da die Matrize einseitigen Kräften ausgesetzt ist, verschärft sich der Verschleiß der Matrize, die Lebensdauer der Matrize wird verkürzt und die Qualität des Querschnitts des Stanzteils wird direkt beeinträchtigt. Daher muss das Layout koordiniert und vollständig berücksichtigt werden.
Die zweite Methode kategorisiert die Layout-Methoden von Stanzteilen nach der Form des Werkstücks und der Layout-Methode in: gerades Layout, diagonales Layout, gerades gegenüberliegendes Layout, diagonales gegenüberliegendes Layout, gemischtes Layout, mehrreihiges Layout usw., wie in Tabelle 3-5 gezeigt.
Tabelle 3-5 Layout-Methoden
Muster-Layout-Typen
Maßgeschneidertes Material-Layout
Minimale oder nicht-dimensionale Materialanordnung
Vertikale Anordnung
Diagonale Anordnung
Vereinbarung über den direkten Widerspruch
Anordnung der diagonalen Opposition
Panel-Layout-Methode
Integralschnittverfahren
Gestufte Schnitttechnik
Die dritte Methode ist das gemischte Layoutverfahren, auch bekannt als Nesting. Dieser Ansatz ist für CNC-Stanzmaschinen geeignet (Revolverstanzung Maschinen) und Laserschneiden. Bei der Gestaltung des Layouts auf der Grundlage einer Analyse der Arten von Stanzteilen in unserem Unternehmen sollten wir, wo immer möglich, die gemischte Layoutmethode für geeignete Teile anwenden.
Nachdem sichergestellt wurde, dass die wichtigsten technischen Anforderungen an die Teile nicht beeinträchtigt werden, und mit Zustimmung der Produktdesigner, kann die strukturelle Form der Teile so geändert werden, dass minimaler oder gar kein Ausschuss entsteht, was nicht nur eine erhebliche Menge an Rohmaterial einspart, sondern auch die Produktionseffizienz des Produkts erhöht.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, was das Geheimnis hinter der Herstellung hochwertiger Stanzteile ist? In diesem Blog-Beitrag gehen wir auf die entscheidende Rolle ein, die der Stempel- und Matrizenspielraum bei...
Haben Sie sich jemals gefragt, wie die moderne Fertigung eine solche Präzision und Effizienz erreicht? Hier kommt die hydraulische Eisenbearbeitungsmaschine ins Spiel - eine vielseitige Maschine, die mit Leichtigkeit Metall schneidet, stanzt, schert und biegt. In diesem Artikel erfahren Sie mehr über...
Sind Sie neugierig auf CNC-Revolverstanzmaschinen? In diesem Blogbeitrag tauchen wir in die faszinierende Welt dieser vielseitigen Maschinen ein. Als erfahrener Maschinenbauingenieur erkläre ich Ihnen, wie CNC-Revolverpressen...
Haben Sie sich jemals gefragt, wie Präzisionsteile hergestellt werden? Das Feinschneiden ist eine bahnbrechende Technologie, mit der hochwertige Komponenten mit unvergleichlicher Genauigkeit und Geschwindigkeit hergestellt werden. In diesem Blogbeitrag tauchen wir...
Was macht die Servo-Revolverstanzmaschine zu einer herausragenden Maschine in der Blechindustrie? Diese fortschrittliche Maschine bietet unübertroffene Präzision, Geschwindigkeit und Effizienz. Im Gegensatz zu herkömmlichen Stanzen kombiniert sie Servomotoren mit...