Con el vigoroso desarrollo de la industria automovilística, se intensifica la competencia entre las empresas del sector. Reducir los costes de fabricación de los vehículos y mejorar la eficiencia de la producción se ha convertido en un objetivo crucial para ellas.
El coste de producción de la carrocería es un componente importante del coste total del vehículo. Producción de estampación Los costes incluyen principalmente los costes de desarrollo de herramientas de inspección, los costes de las piezas de estampación, los costes de estampación de moldes, los costes de depreciación de equipos y los costes de mano de obra.
Desde el punto de vista del diseño del proceso, reducir los costes de material y de troquelado es una forma eficaz de reducir los costes de estampación.
Reducción del coste del material
La reducción de los costes de material puede estudiarse tanto en términos de reducción de los costes de compra de material como de mejora de la utilización del material de las piezas estampadas.
Reducción de los costes de adquisición de material
La carrocería completa consta de unas 400 piezas de estampación, con una combinación de materiales y espesores de las piezas de estampación de automóviles que oscila entre 60 y 80.
Elegir el material y el grado adecuados puede mejorar eficazmente la utilización del material y reducir los costes de compra.
Para gestionar el material y el grosor de las piezas de estampación de los modelos de coche anteriores, se ha creado un selección de materiales se creará una biblioteca.
A la hora de seleccionar los materiales para los nuevos modelos de coche, se dará prioridad a los materiales y grosores de material que se hayan verificado para modelos anteriores. Así se evitará el uso de materiales poco comunes o difíciles de adquirir, como chapas extra anchas y chapas de grosor especial, etc.
El complejo proceso de adquisición de materiales especiales puede restringir seriamente el ciclo de desarrollo de las piezas de estampación, lo que se traduce en múltiples compras de materiales en láminas, que incrementarán los costes de transporte, almacenamiento y gestión.
Además, es necesario elegir el material y el grosor de material adecuados en función de los índices de rendimiento y los requisitos de proceso de las piezas de estampación para evitar la calidad excesiva de las piezas de estampación y el aumento de los costes de material.
Mejorar la tasa de utilización del material
1) Optimización del proceso de conformado.
El estiramiento y la conformación son habituales procesos de conformado utilizado para estampar piezas.
Para las piezas estampadas que se someten a un proceso de conformado por estirado, la tasa de utilización del material es limitada debido al aumento del perfil suplementario del proceso.
Sin embargo, algunas piezas estructurales con formas sencillas y pequeñas características onduladas pueden utilizar el proceso de conformado por corte, lo que mejora significativamente los índices de utilización del material.
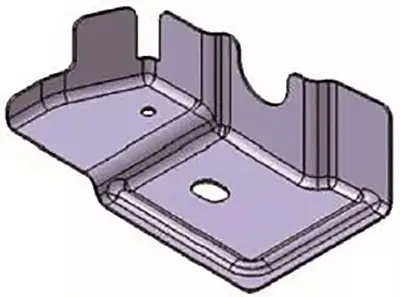
Fig. 1 Molde de la pieza de estampación
Tanto el proceso de embutición como el de conformado permiten obtener las piezas estampadas que se muestran en la figura 1.
El proceso de embutición comprende tres secuencias: embutición → recorte + punzonado → punzonado. rebordear.
Para garantizar un recorte de calidad, la pieza estirada debe reservar un margen de recorte de aproximadamente 10 mm. Este proceso aumenta la superficie suplementaria del proceso.
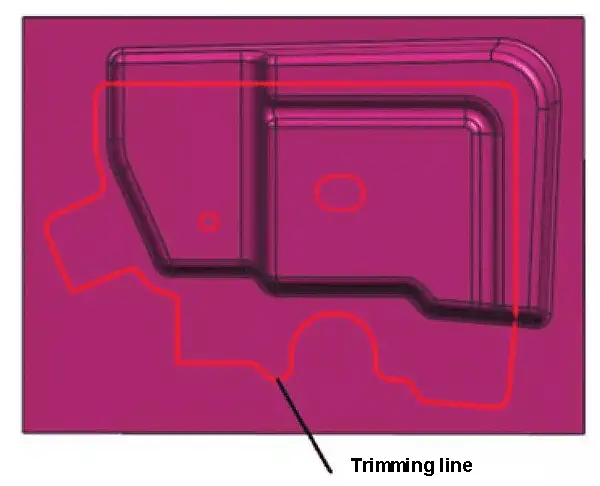
Como se ilustra en la figura 2, el proceso de embutición tiene un índice de utilización de material de 59,1%.
El proceso de conformado también implica tres secuencias: corte de banda → conformado → conformado + punzonado, pero presume de un mayor índice de utilización de material de 65,9% para piezas estampadas.
Por lo tanto, si la calidad de las piezas estampadas cumple los requisitos de uso, se prefiere el proceso de conformado por corte. Este proceso puede mejorar eficazmente la tasa de utilización del material y reducir el coste de producción del estampado.
Fig.2 Plano del proceso de dibujo
2) Elija un método de presentación razonable.
La disposición de las piezas de estampación puede dividirse en varios tipos, como la disposición de una fila, la disposición de dos filas, la disposición mixta de dos piezas, la disposición escalonada, etc.
La elección del método de disposición repercute directamente en el aprovechamiento del material de las piezas estampadas.
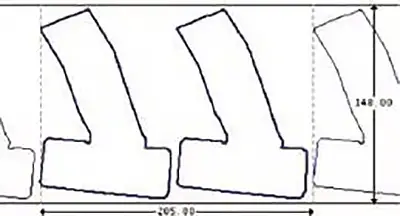
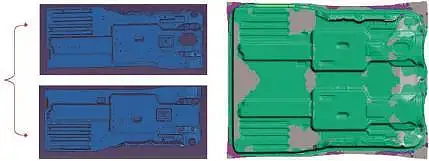
En la figura 3, se muestra un esquema de disposición en una sola fila para piezas de estampación, que tiene un índice de utilización de material de 61,4%. Por otro lado, la figura 4 muestra un esquema de disposición escalonada para piezas de estampación, con un índice de utilización de material de 73,7%.
La tasa de utilización del material en la figura 4 es 12,3% superior a la de la figura 3.
Fig.3 Disposición en una fila
Fig.4 Disposición escalonada
Las piezas de estampación son de material DC01, con un grosor de 2,0 mm y un peso aproximado de 0,14 kg por pieza. La cantidad requerida para cada pieza es 1.
Partiendo de un cálculo del precio de la chapa de 4.500 yuanes/tonelada, el coste de material de una pieza estampada se reduce en 0,16 yuanes.
Suponiendo un plan de producción de 50.000 vehículos al año, la figura 4 puede ahorrar 8.000 yuanes al año en comparación con la figura 3.
Por lo tanto, es esencial optimizar continuamente el método de disposición durante la fase de diseño del proceso, determinar el mejor plan y mejorar la tasa de utilización del material del vehículo.
Durante las fases de fabricación y producción, es crucial volver a confirmar el método de trazado para garantizar la aplicación del mejor plan.
3) Aprovechamiento de residuos.
Suele haber dos enfoques para el aprovechamiento de los residuos: utilizar los residuos grandes de piezas en bruto como piezas en bruto pequeñas o emplear la producción de kits.
La utilización de materiales de desecho puede aumentar indirectamente la tasa de utilización de materiales y reducir el coste de la producción de estampación. En la práctica, algunas piezas estampadas de gran tamaño deben cortarse con un proceso de embutición o de caída de material para garantizar su conformabilidad, como el material de caída para las aberturas de las puertas laterales envolventes.
Tras recoger estos retales, se pueden utilizar para formar pequeñas piezas de estampación directamente o después de cortarlos y ajustar el material y el grosor.
La figura 5 muestra el patrón de material desenrollado de la chapa exterior de un camión, en el que la chatarra cortada en la posición de la puerta puede utilizarse para producir dos piezas de estampación pequeñas para el modelo de vehículo. La cantidad de producción es precisamente suficiente para satisfacer los requisitos de una sola pieza de estampación pequeña.
Fig. 5 Reutilización del material de desecho de la abertura de la puerta exterior de la pared lateral
La producción en kit se refiere a una disposición de agrupación de estampados, en la que los estampados pequeños se diseñan para encajar directamente en el área de desecho suplementaria del proceso de estampados grandes. A continuación, se forman junto con las piezas grandes y se separan mediante un corte posterior. Alternativamente, las piezas de estampación pequeñas pueden producirse combinando piezas izquierda/derecha en un área complementaria del proceso, como se muestra en la Figura 6.
La producción de kits puede mejorar los índices de utilización del material, reducir el coste de las piezas de estampación pequeñas y minimizar el coste de los tiempos de punzonado. Sin embargo, la producción de kits aumenta la dificultad del proceso, y es necesario optimizar repetidamente la forma del producto y realizar análisis CAE en la etapa SE para garantizar la conformabilidad de las dos piezas de estampación.
Además, es esencial tener en cuenta el método de recogida de piezas pequeñas de estampación en la fase de diseño para evitar defectos de calidad, como golpes y arañazos, durante el proceso de producción.
Fig. 6 Kit proceso de estampación planificación
Hay dos formas principales de reducir el coste de la estampación de automóviles: reducir el tonelaje de la prensa y disminuir el número de troqueles necesarios.
Reducir el tonelaje de la prensa
El tonelaje de una prensa viene determinado principalmente por varios factores, como la fuerza de conformado necesaria para la pieza estampada, el tamaño de la matriz, la altura de cierre de la matriz y la altura de carga de la matriz.
Si el tamaño de la matriz es el factor limitante a la hora de seleccionar el tonelaje de la prensa, es posible reducirlo optimizando la estructura interna de la matriz y reduciendo su tamaño. Esto, a su vez, ayuda a reducir el coste de la estampación.
Cuando el tamaño de la matriz se convierte en un factor limitante para elegir el tonelaje de la prensa, es crucial garantizar el rendimiento y la resistencia estructural de la matriz. Si se optimiza la estructura interna de la matriz y se reduce su tamaño, se puede disminuir el tonelaje de la prensa, reduciendo así el coste de la estampación de troqueles.
Otra alternativa es elegir una prensa con una mesa de trabajo de mayor tamaño al comprar el equipo de prensado. Esto puede ayudar a reducir los requisitos de tamaño de la máquina herramienta para el troquel.
Reducir el número de troqueles
(1) Elija el proceso de fabricación de matrices a juego.
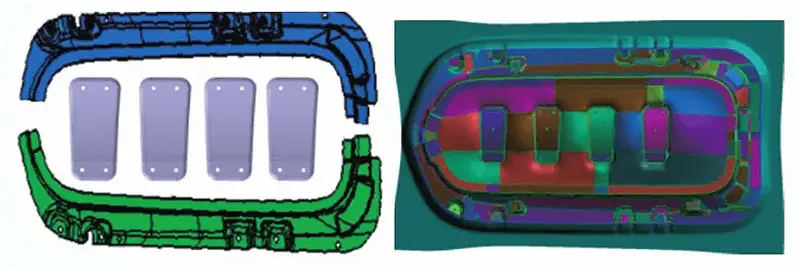
La producción de matrices adaptadas no sólo puede reducir la generación de residuos de procesos suplementarios y mejorar la utilización del material, sino también disminuir el número de moldes, ahorrando así costes de desarrollo de matrices y punzonado, como se ilustra en la figura 7.
Al utilizar la producción con matrices emparejadas, el piso izquierdo/derecho no sólo mejora la conformabilidad de las piezas estampadas, sino que también ahorra directamente 4 pares de troquelado costes en comparación con la producción individual.
Fig. 7 Proceso de fabricación de los matched-die
La producción de matrices coincidentes no se limita a las piezas simétricas izquierda/derecha. Por lo tanto, durante la fase de diseño del proceso, es importante tener plenamente en cuenta el proceso de producción matched-die para reducir el coste de estampación de todo el coche.
(2) El uso de troqueles multiposición.
Una matriz multiposición puede utilizarse para producir una o más piezas de estampación en una sola matriz con varios contenidos de proceso, como se ilustra en la Figura 8 (estructura de la matriz).
Con esta máquina herramienta, se pueden realizar tres procesos de estampación de piezas en un solo ciclo de punzonado:
OP20 recorte + punzonado → OP30 rebordeado + perfilado → OP40 recorte + punzonado + punzonado lateral.
El tamaño del molde es de aproximadamente 1720mm×1940mm×900mm, y puede ser utilizado en una prensa de 1000t.
El coste de una brazada es de unos 4,5 yuanes.
Si los 3 procesos de la pieza de estampación se diseñan de acuerdo con 3 juegos de troqueles, los tonelajes de prensa requeridos por el troquel son 500t, 630t y 500t, respectivamente, y el coste de un troquel es de unos 5,9 yuanes.
El uso de una matriz multiposición no sólo reduce los costes de desarrollo de la matriz y minimiza el tiempo de flujo entre procesos, sino que también reduce directamente el coste de estampación de las piezas.
Figura 8 Troquel multiestación
(3) Use progressive die.
En la figura 9 se muestra el dibujo de diseño del proceso de troquelado progresivo para un modelo de automóvil.
Durante la producción, un solo operario y una sola prensa son suficientes para fabricar las piezas estampadas.
El uso de la tecnología de troqueles progresivos reduce significativamente el número de operarios y prensas necesarios, al tiempo que asegura una elevada estabilidad de la producción y garantiza eficazmente la calidad de las piezas.
Fig.9 Diseño del proceso de troquelado progresivo
- Perforación
- Corte
- Corte
- Doblar
- Estación vacía
- Flexión45
- Estación vacía
- Flexión 90
- Perforación
- Corte
(4) Adopt el dos-molde diseño del proceso de estampación.
Algunos fabricantes de estampación instalan dos juegos de moldes en una prensa de gran tonelaje directamente o a través de una plantilla para la producción con el fin de resolver el problema de la saturación de la producción de las prensas de pequeño tonelaje y el despilfarro de recursos en la producción de un solo molde de las prensas de gran tonelaje.
Para aplicar este método de producción, es necesario asegurarse de que las alturas de cierre de los dos moldes son idénticas y las fuerzas de conformado requeridas son similares, para evitar que una fuerza desigual en los lados izquierdo y derecho afecte a la precisión de la prensa.
Conclusiones
Mejorar la tasa de utilización del material y reducir el coste del punzonado puede no tener un impacto significativo en una sola pieza de estampación, pero puede mejorar enormemente la eficiencia y la rentabilidad de un vehículo completo con una producción anual de más de 10.000 unidades.
De ahí que las empresas automovilísticas deban centrarse en el estudio y la aplicación de nuevas tecnologías y procesos de estampación para lograr estas ventajas.
También es importante mejorar continuamente la utilización del material y minimizar los costes de estampación de matrices, lo que ayudará a las empresas a establecer una posición fuerte en la industria y facilitará un crecimiento constante.