
Газовая сварка и резка: Выбор правильного пламени и параметров
В чем секрет безупречных сварных швов и точных резов при газовой сварке и резке? Все сводится к пламени. В этой статье рассматриваются различные типы пламени, используемые...
Вы когда-нибудь задумывались, как работает газовая сварка и почему она так важна в машиностроении? В этой статье мы рассмотрим принципы, типы газового пламени и материалы, используемые при газовой сварке. К концу статьи вы поймете, как различные газы и сварочные проволоки влияют на качество и безопасность сварочных процессов.

(1) Кислород
Кислород - это газ при нормальной температуре и давлении с молекулярной формулой O2.
Кислород сам по себе не горюч, но он может помогать гореть другим горючим веществам и обладает сильным стимулирующим горение эффектом.
Чистота кислорода напрямую влияет на качество, производительность и потребление кислорода при газовой сварке и газовая резка.
Чем выше чистота кислорода, тем выше качество газовой сварки и газовой резки.
(2) Ацетилен
Ацетилен - бесцветное углеводородное соединение со специфическим запахом, получаемое при взаимодействии карбида кальция и воды, с молекулярной формулой C2H2.
Ацетилен - горючий газ, температура пламени, образующегося при смешивании с воздухом, составляет 2350°C, а температура пламени, образующегося при смешивании с кислородом и горении, - 3000-3300°C.
Ацетилен - опасный газ, взрывоопасный при определенных условиях давления и температуры.
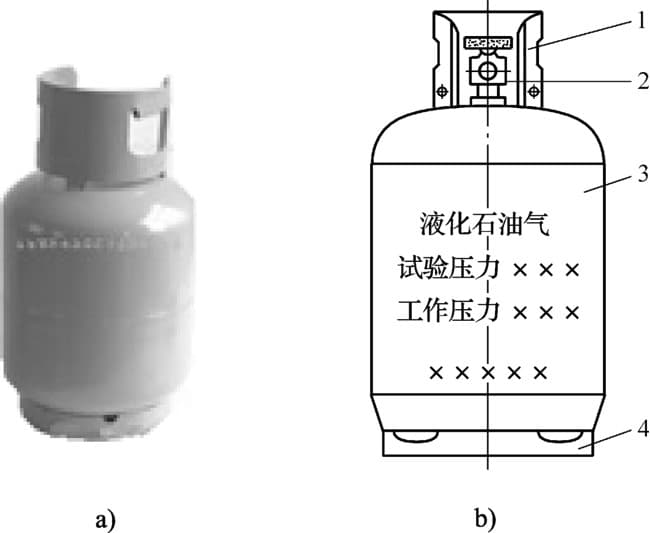
(3) Сжиженный нефтяной газ (LPG)
Сжиженный нефтяной газ состоит в основном из углеводородов, таких как пропан (C3H8), бутан (C4H10) и пропилен (C3H6).
При нормальном давлении он существует в виде газа, но для хранения и транспортировки может быть сжижен при давлении 0,8-1,5 МПа, отсюда и название "сжиженный нефтяной газ".
Как и ацетилен, сжиженный газ взрывоопасен при смешивании с воздухом или кислородом, но он гораздо безопаснее ацетилена.
(1) Окси-ацетиленовое пламя.
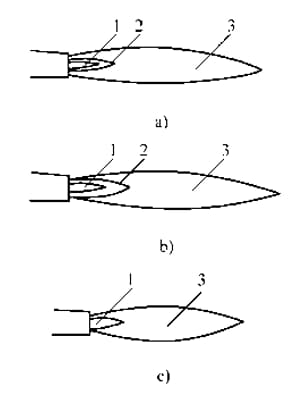
Структура и форма окси-ацетиленового пламени:
a) Нейтральное пламя b) Пламя науглероживания c) Окислительное пламя
1- Центр пламени 2- Внутреннее пламя 3- Внешнее пламя
| Тип пламени | Соотношение кислорода и ацетилена при смешивании | Максимальная температура пламени/℃ | Характеристики пламени |
| Нейтральное пламя | 1.1-1.2 | 3050-3150 | Кислород и ацетилен сгорают полностью, без избытка кислорода и избытка ацетилена. Ядро пламени яркое, с четкими контурами, а внутреннее пламя имеет определенную степень сводимости |
| Пламя карбонизации | <1.1 | 2700-3000 | Ацетилен в избытке, и в пламени присутствуют свободные углерод и водород, которые обладают сильным восстановительным эффектом, а также определенным углеродным эффектом. Полное пламя пламени карбонизации длиннее, чем пламя нейтрального пламени |
| Оксидное пламя | >1.2 | 3100-3300 | В пламени избыток кислорода, который обладает сильными окислительными свойствами. Все пламя короткое, а слои внутреннего и внешнего пламени нечеткие |
Структура пламени кислорода-сжиженного нефтяного газа в основном такая же, как и у пламени кислорода-ацетилена, и также может быть классифицирована на окислительное, науглероживающее и нейтральное пламя.
В центре пламени происходят реакции частичного разложения, но с меньшим количеством продуктов разложения.
Внутреннее пламя не такое яркое, как у ацетилена, и кажется слегка голубоватым, а внешнее пламя более четкое и длинное, чем у кислородно-ацетиленового пламени.
Из-за более высокой температуры воспламенения сжиженного нефтяного газа его сложнее зажечь, чем ацетилен, и для воспламенения требуется прямое пламя.
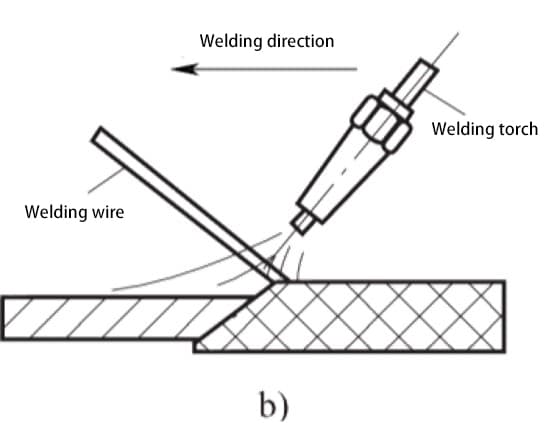
(1) Принципы газовой сварки.
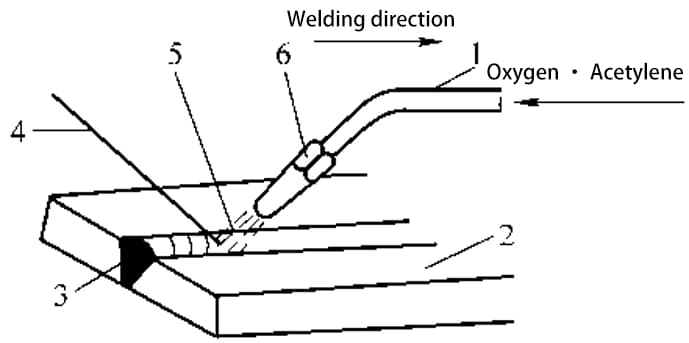
1 - газосмесительная трубка; 2 - заготовка; 3 - сварное соединение; 4 - присадочная проволока; 5 - Пламя газовой сварки; 6 - Сварочная горелка.
(2) Характеристики и применение газовой сварки
Преимущества газовой сварки заключаются в том, что она требует простого оборудования, проста в эксплуатации, имеет низкую стоимость и обладает высокой адаптивностью. Для удобства сварки ее можно использовать в местах, где нет электричества.
Недостатками газовой сварки являются низкая температура пламени, рассеянный нагрев, широкая зона термического влияния, легкая деформация и перегрев заготовки, а также качество газовой сварки. сварные швы не так легко обеспечить, как при электродуговой сварке.
Производительность низкая, и трудно сваривать толстые металлы. Также сложно добиться автоматизации.
(1) Проволока для газовой сварки
Таблица 3-2 Марки и применение распространенных стальных сварочных проволок.
| Сварочная проволока из углеродистой конструкционной стали | Проволока для сварки легированной конструкционной стали | Сварочная проволока из нержавеющей стали | |||
| Класс | цель | Класс | цель | Класс | Цель: |
| H08 | Сварка общих конструкций из низкоуглеродистой стали | H10Mn2 | То же назначение, что и HO8Mn | H03Cr21Ni10 | Сварка нержавеющей стали с ультранизким содержанием углеродаСварка нержавеющей стали типа 18-8 |
| H08Mn2Si | |||||
| H08A | Сварка важных низкоуглеродистых и среднеуглеродистых сталей и некоторых низкоуглеродистых сталей легированная сталь структуры | H10Mn2MoA | Сварка обычной низколегированной стали | H06Cr21Ni10 | Сварка нержавеющей стали типа 18-8 |
| H08E | То же назначение, что и у H08A, с хорошими технологическими характеристиками | H10Mn2MoVA | Сварка обычной низколегированной стали | H08Cr21Ni10 | Сварка нержавеющей стали типа 18-8 |
| H0SMn | Сварка важных конструкций из углеродистой стали и обычной низколегированной стали, таких как котлы, сосуды под давлением и т.д. | HO8CrMoA | Сварка из хрома молибденовая сталь и другие H | O8Cr19Ni10Ti | Сварка высокопрочной конструкционной стали, жаропрочной легированной стали и т.д. |
| H08MnA | То же назначение, что и у H08Mn, но с хорошими технологическими характеристиками | H18CrMoA | Сварная конструкционная сталь, такая как хром-молибденовая сталь, хром-марганец-кремниевая сталь и т.д. | H12C24Ni13 | Сварка высокопрочной конструкционной стали, жаропрочной легированной стали и т.д. |
| H15A | Сварка изделий средней прочности | H30CrMnSiA | Сварка хром-марганец-кремниевая сталь | H12Cr26Ni21 | Сварка высокопрочной конструкционной стали, жаропрочной легированной стали и т.д. |
| H15Mn | Сварка изделий средней прочности | H10CrMoA | Сварка жаропрочной легированной стали | ||
| Модель сварочной проволоки | Марка сварочной проволоки | имя | Основные химические компоненты | Температура плавления/℃ | цель |
| SCu1898 (CuSnl) | HS201 | Чистая медная сварочная проволока | ω(Sn) ≤ 1,0% ω(Si)=0,35% -0,5% ω(Mn)=0,35% -0,5%, остальные - Cu | 1083 | Газовая сварка, аргонодуговая сварка и плазменно-дуговая сварка чистой меди |
| SCa6560 (CuSi3Mn) | HS211 | Бронзовая сварочная проволока | ω(Si)=2.8%~4.0% ω(Mn) ≤ 1,5%, остальные - Cu | 958 | Газовая сварка, аммиачная дуговая сварка и плазменная дуга сварка бронзы |
| SCu4700 (CuZn40Sn) | HS221 | Латунная сварочная проволока | ω(Cu)=57% -61% ω(Sn)=0,25% -1,0%, остальные - Zn | 886 | Газовая сварка, аргон дуговая сварка и плазменно-дуговая сварка латуни |
| SCu6800 (CuZn40Ni) | HS222 | Сварка латуни провод | ω(Cu)=56% -60% ω(Sn)=0,8% -1,1% ω(Si)=0,05% -0,15% ω(Fe)=0.25% -1.20% ω(Ni)=0.2% -0.8% Остальные - Zn | 860 | |
| SCu6810A (CuZn40SnSi) | HS223 | Латунная сварочная проволока | ω(Cu)=58% -62% ω(Si)=0,1% -0,5% ω(Sn) ≤ 1,0. Остальные - Zn | 905 |
Таблица 3-4: Распространенные типы, марки, химические составы и области применения алюминия и алюминиевых сплавов Сварка сплавов Провода.
| Модель сварочной проволоки | Марка сварочной проволоки | имя | Основные химические компоненты | Температура плавления/℃ | цель |
| SAl1450 (A199.5Ti) | HS301 | Чистая алюминиевая сварочная проволока | ω(Al)≥99.5% | 660 | Газовая сварка и аргон дуговая сварка чистый алюминий |
| SAl4043 (AIS) | HS311 | Сварочная проволока из алюминиево-кремниевого сплава | ω(Si)=4,5% -6%, другие - Ал | 580-610 | Сварка алюминия сплавы, кроме алюминиево-магниевых сплавов |
| SAB103 (AIMnl) | HS321 | Сварочная проволока из алюминиево-марганцевого сплава | ω(Mn)=1,0% -1,6%, остальные - Эл | 643-654 | Газовая сварка и аммиачно-дуговая сварка алюминиево-марганцевого сплава |
| SAl5556 (AlMg5 MnlTi | HS331 | Алюминий магниевый сплав сварочная проволока | ω(Mg)=4.7%~5.5% ω(Mn)=0,3% -1,0% ω(Ti)=0,05% -0,2 Остальные - Эл | 638-660 | Сварка алюминиево-магниевых сплавов и алюминиево-цинко-магниевых сплавов |
Таблица 3-5: Типы, марки, химические составы и области применения проволоки для газовой сварки чугуна.
| Модель и марка сварочной проволоки | Химический состав/% | цель | ||||
| ω (C) | ω (Mn) | ω (S) | ω (P) | ω (Si) | ||
| RZC-I | 3.20-3.50 | 0.6-0.75 | ≤0.10 | 0.5-0.75 | 2.7-3.0 | Сварочный ремонт серый чугун |
| RZC-2 | 3.5-4.5 | 0.3-0.8 | ≤0.1 | ≤0.05 | 3.0-3.8 | |
| HS401 | 3.0~4.2 | 0.3-0.8 | ≤0.08 | ≤0.5 | 2.8-3.6 | |
| HS402 | 3.0-4.2 | 0.5-0.8 | ≤0.05 | ≤0.5 | 3.0-3.6 | Ремонт сварки ковкого чугуна |
(2) Газ Сварочный флюс
Таблица 3-6: Марки, характеристики и области применения широко используемых газосварочных флюсов.
| Марка сварочного флюса | имя | Базовая производительность | Приложение |
| CJ101 | Флюс для газовой сварки нержавеющей и жаропрочной стали | Он имеет температуру плавления 900℃ и обладает хорошими смачивающими свойствами, что позволяет предотвратить окисление расплавленного металла. Шлак легко удаляется после сварки. | Используется для газа сварка нержавеющей стали и жаропрочная сталь |
| CJ201 | Флюс для газовой сварки чугуна | Он имеет температуру плавления 650℃ и обладает щелочной реакцией. Он обладает деликатесной способностью и может эффективно удалять силикаты и оксиды, образующиеся во время газовой сварка чугуна. Он также выполняет функцию ускорения плавления металлов. | Используется для газовой сварки чугунных деталей |
| CJ301 | Флюс для газовой сварки меди | Это соль на основе бора, склонная к расслаиванию и имеющая температуру плавления около 650℃. Она имеет кислую реакцию и может эффективно растворять оксид меди и оксид меди. | Используется для газа сварка меди и медные сплавы |
| CJ401 | Флюс для газовой сварки алюминия | Температура плавления составляет около 560℃, он имеет кислотную реакцию и может эффективно разрушать пленку оксида алюминия. Однако из-за своей сильной гигроскопичности он может вызвать коррозия алюминия в воздухе. После сварки шлак необходимо тщательно очистить. | Используется для газовой сварки алюминия и алюминиевые сплавы |
Марки флюсов для газовой сварки обозначаются буквами CJ, за которыми следуют три цифры, а метод кодирования выглядит так: CJxxx.


Состав газосварочного оборудования:
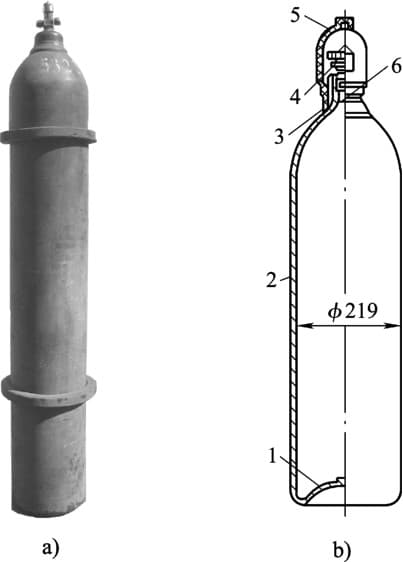
1. Кислородный баллон
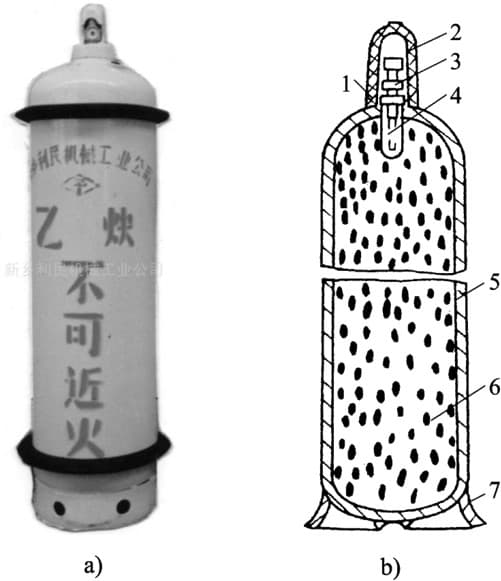
2. Ацетиленовый баллон
3. Баллон для сжиженного нефтяного газа (баллон LPG)
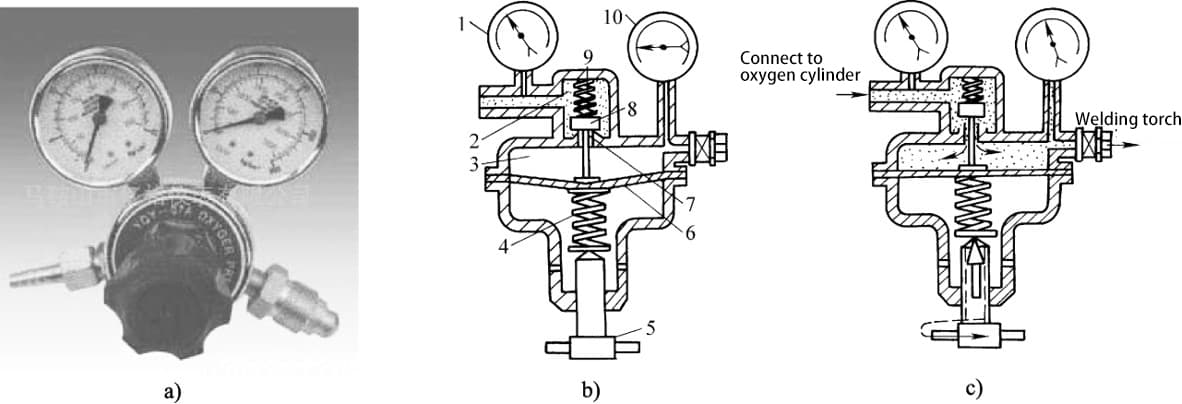
4. Регулятор давления
(1) Функции и типы регуляторов давления
Регулятор давления предназначен для снижения давления газа высокого давления в баллоне до необходимого для работы и поддержания стабильного давления во время работы.
В зависимости от назначения регуляторы давления можно разделить на регуляторы давления кислорода, регуляторы давления ацетилена, регуляторы давления сжиженного углеводородного газа и т.д.
По своей структуре они могут быть классифицированы на одноступенчатые и двухступенчатые регуляторы. По принципу работы их можно разделить на регуляторы прямого и обратного действия.
(2) Кислородный регулятор
(3) Регулятор ацетилена

(4) Сжиженные нефтепродукты Газовый регулятор
Регулятор сжиженного нефтяного газа предназначен для снижения давления в газовом баллоне до рабочего давления и стабилизации выходного давления для обеспечения равномерной подачи газа.
Как правило, регуляторы для бытового использования можно слегка модифицировать, чтобы использовать для резки общего назначения. толщина стального листа.
Кроме того, регулятор сжиженного нефтяного газа можно использовать непосредственно с регулятором пропана.
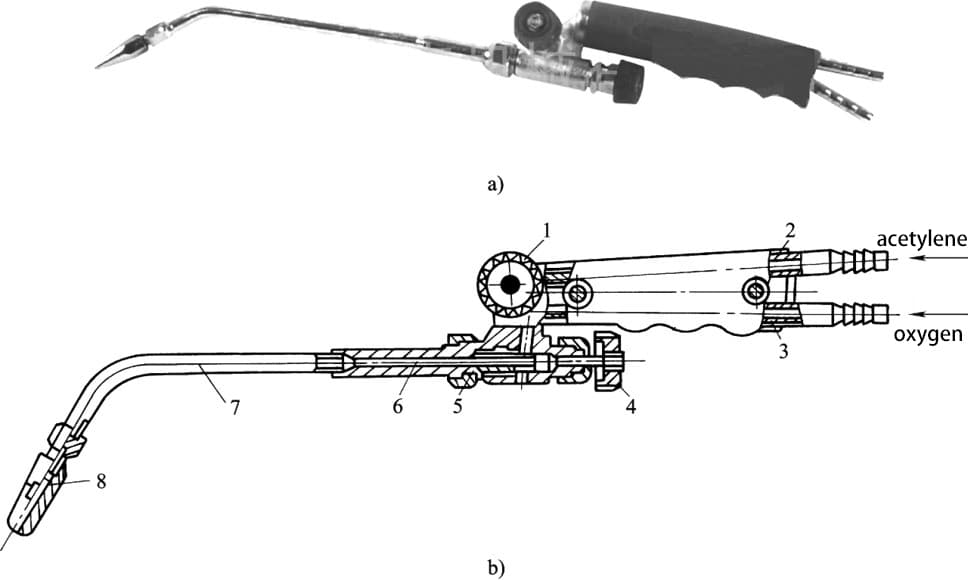
5. Сварочная горелка
(1) Функции и Виды сварки Факел
Задача сварочной горелки - смешивать горючий газ и кислород в определенной пропорции и распылять их с определенной скоростью для горения, создавая пламя с определенной энергией, составом и стабильной формой.
По способу смешивания горючего газа и кислорода сварочные горелки можно разделить на сварочные горелки инжекторного типа (также известные как горелки низкогосварка под давлением горелки) и сварочные горелки равного давления.
(2) Структура и принцип работы сварочной горелки инжекционного типа
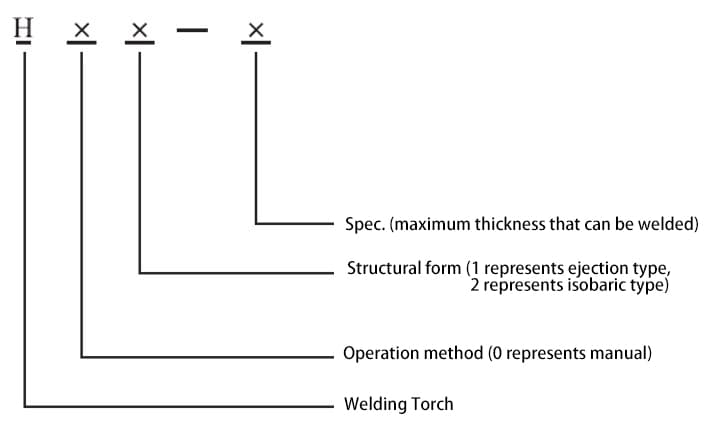
(3) Представление модели сварочной горелки
Модель сварочной горелки состоит из пиньиньской буквы "H", за которой следует серийный номер и спецификация, отражающая форму конструкции и режим работы.
6. Газовый шланг
Газы из кислородного баллона и ацетиленового баллона должны подаваться к сварочной или режущей горелке через резиновые шланги.
Согласно национальному стандарту "Резиновый шланг для газовой сварки, резки и подобных операций", кислородный шланг имеет синий цвет, а ацетиленовый - красный.
Длина шланга, подключаемого к сварочной горелке, не должна быть меньше 5 метров, но если он будет слишком длинным, это увеличит сопротивление потоку газа.
Как правило, рекомендуется длина от 10 до 15 метров. Резиновый шланг, используемый для сварочной горелки, не должен быть загрязнен маслом, пропускать газ, а также категорически запрещается менять шланги между разными газами.
7. Другие вспомогательные инструменты
(1) Сварочные очки

(2) Зажигательный пистолет
Зажигательный пистолет пистолетного типа - самый безопасный и удобный способ зажигания сварочной горелки.
Кроме того, к сварочным инструментам относятся инструменты для очистки, такие как проволочные щетки, молотки и напильники; инструменты для соединения и закрытия газовых каналов, такие как плоскогубцы, проволока, шланговые зажимы, гаечные ключи, а также иглы для очистки сварочных сопел.
1. Форма совместной работы
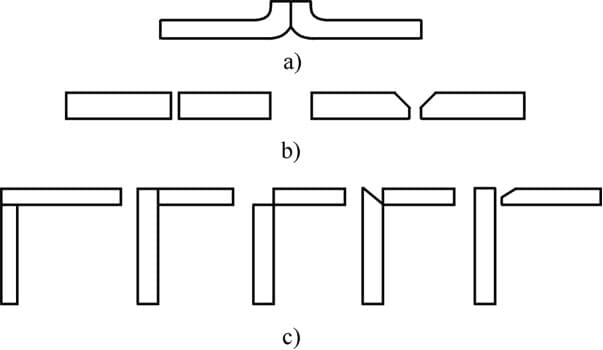
Таблица 3-7 Форма и размеры нахлесточного и стыкового соединения для низкоуглеродистой стали
| Совместная форма | Толщина пластины/мм | Загнутые и тупые края/мм | Зазор/мм | Угол паза | Диаметр сварочной проволоки/мм |
| Обжимное соединение | 0.5-1.0 | 1.5-2.0 | нет необходимости | ||
| Стыковое соединение с I-образным пазом | 1.0-5.0 | 1.0-4.0 | 2.0-4.0 | ||
| Стыковое соединение с V-образным пазом | >5.0 | 1.5-3.0 | 2.0-4.0 | Левый метод сварки 80°, правый метод сварки 60° | 3.0-6.0 |
2. Параметры газовой сварки
(1) Тип, марка и диаметр сварочной проволоки
| Толщина сварного шва/мм | 1-2 | 2-3 | 3-5 | 5-10 | 10-15 |
| Диаметр сварочной проволоки/мм | 1-2 или без сварочной проволоки | 2-3 | 3-3.2 | 3.2-4 | 4-5 |
(2) Флюс для газовой сварки
Выбор флюса для газовой сварки должен основываться на составе и свойствах заготовки. Как правило, углеродистая конструкционная сталь не требует применения сварочного флюса для газовой сварки.
Однако нержавеющая сталь, жаропрочная сталь, чугун, медь и медные сплавы, а также алюминий и алюминиевые сплавы требуют использования газосварочного флюса для газовой сварки.
(3) Свойства и эффективность пламени
1) Свойства пламени
2) Эффективность пламени
Таблица 3-9 Выбор газового сварочного пламени для различных металлических материалов.
| Тип материала | Тип пламени | Тип материала | Тип пламени |
| Низко- и среднеуглеродистая сталь | Нейтральное пламя | Алюминий никель сталь | Нейтральное пламя или чуть более нейтральное ацетиленовое пламя |
| Низколегированная сталь | Нейтральное пламя | Марганцевая сталь | Оксидное пламя |
| Фиолетовая медь | Нейтральное пламя | Оцинкованный железный лист | Оксидное пламя |
| Алюминий и алюминиевые сплавы | Нейтральное пламя или слегка газированное пламя | Быстрорежущая сталь | Пламя карбонизации |
| Свинец, олово | Нейтральное пламя | Твердый сплав | Пламя карбонизации |
| Бронза | Нейтральное пламя или пламя легкого окисления | Высокоуглеродистая сталь | Пламя карбонизации |
| Нержавеющая сталь | Нейтральное пламя или слегка газированное пламя | Чугун | Пламя карбонизации |
| Латунь | Оксидное пламя | Никель | Пламя карбонизации или нейтральное пламя |
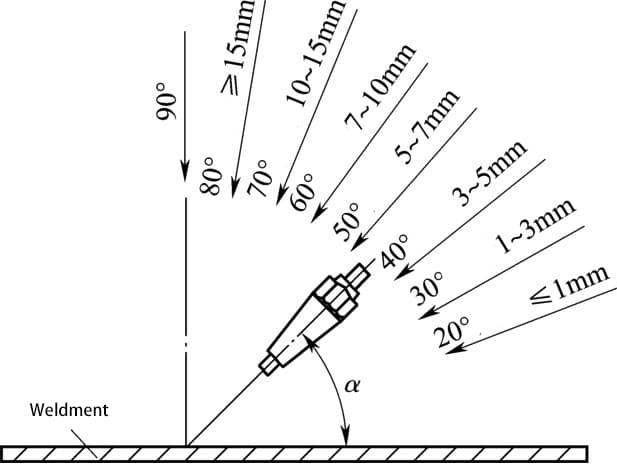
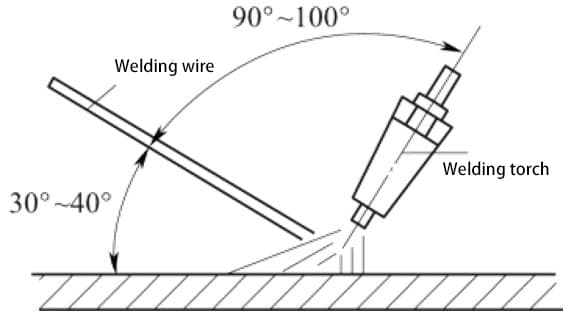
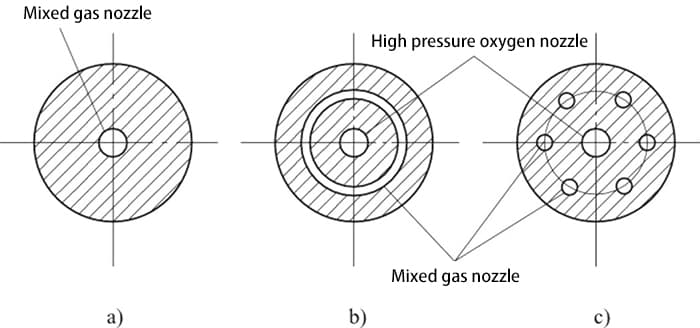
(4) Размер сопла и угол наклона сварочной горелки
Сопло - это выход для смешанного кислородно-ацетиленового газа. Каждая сварочная горелка оснащена набором сопел разного диаметра. При сварке толстых заготовок следует выбирать сопло большего диаметра.
Таблица 3-10 Выбор форсунок для сварных швов различной толщины.
| Количество сварочных форсунок | 1 | 2 | 3 | 4 | 5 |
| Толщина сварного шва/мм | <1.5 | 1~3 | 2~4 | 4~7 | 7~11 |
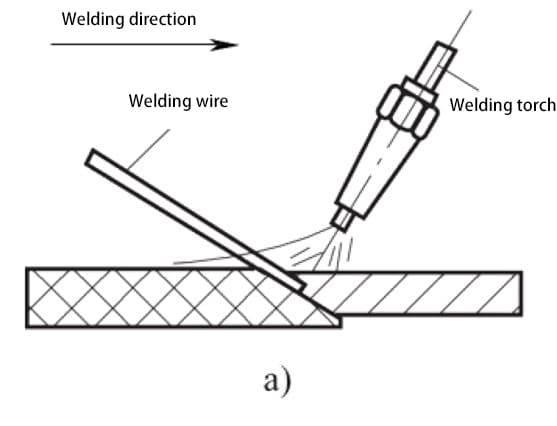
(5) Направление сварки.
(6) Скорость сварки.
Влияние параметров газовой сварки на Качество сварки и формация Weld Seam.
Диаметр сварочной проволоки:
Номер сварочного сопла:
Состояние поверхности основного материала:
Расстояние от конца сварочного сопла до сварного шва:
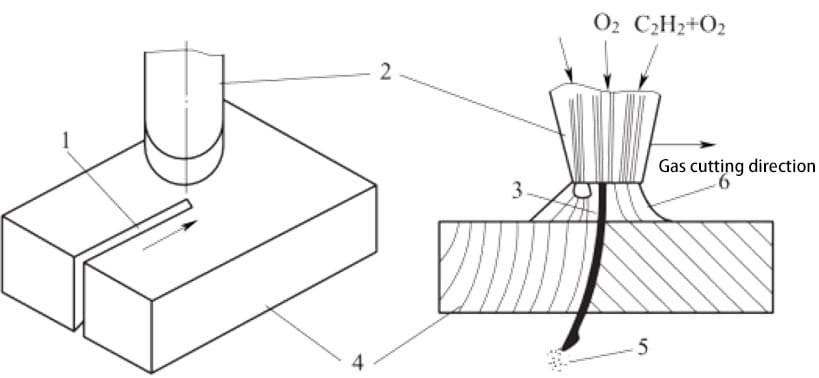
1. Принцип газовой резки
Газовая резка - это метод резки, при котором тепловая энергия газового пламени используется для предварительного нагрева зоны резки заготовки до температуры воспламенения, а затем распыляется высокоскоростной поток режущего кислорода, заставляя его сгорать и выделять тепло, тем самым осуществляя процесс резки.
(1) Преимущества газовой резки:
Высокая эффективность резки, скорость резки стали выше, чем у других механических методов резки.
Для форм поперечного сечения и толщины, которые трудно поддаются механической резке, более экономична кислородно-пламенная резка.
Инвестиции в газорезательное оборудование ниже, чем в механическое, а газорезательное оборудование имеет небольшой вес и может использоваться для работы в полевых условиях.
При резке небольших дуг можно быстро изменить направление резки.
С помощью газовой резки можно выполнять как ручную, так и механическую резку.
(2) Недостатки газовой резки:
Низкая точность размеров реза, допуски на размеры уступают механическим методам.
Пламя предварительного нагрева и выбрасываемый горячий шлак создают риск пожара, повреждения оборудования и ожогов оператора.
Во время резки необходимо использовать соответствующие устройства для борьбы с пылью и вентиляции, чтобы контролировать сгорание газов и окисление металлов.
Резка материала ограничена.
(3) Применение газовой резки
Благодаря высокой эффективности, низкой стоимости и простоте оборудования газовая резка широко используется для режущая сталь пластин и деталей различной сложной формы в различных положениях. Он широко используется для резки стальных листов, раскрытия сварных фасок и резки литейных стояков при толщине резки до 300 мм и более.
1. Условия для газовой резки
(1) Температура воспламенения металла в кислороде должна быть ниже температуры его плавления. Это самое основное условие для нормального процесса оксидирования.резка топлива.
(2) Температура плавления оксида металла, образующегося в процессе кислородной резки, должна быть ниже температуры плавления самого металла, и он должен обладать хорошей текучестью, чтобы оксид можно было сдуть с пропил в жидком состоянии.
Таблица 3-11 Температуры плавления обычных Металлические материалы и их оксиды.
| Металлические материалы | Температура плавления металла/℃ | Температура плавления оксида/℃ |
| чистое железо | 1535 | 1300-1500 |
| низкоуглеродистая сталь | 1500 | 1300~1500 |
| высокоуглеродистая сталь | 1300~1400 | 1300-1500 |
| алюминий | 1200 | 1300~1500 |
| медь | 1084 | 1230-1336 |
| свинец | 327 | 2050 |
| алюминий | 658 | 2050 |
| хром | 1550 | 1990 |
| никель | 1450 | 1990 |
| цинк | 419 | 1800 |
(3) Горение металлов в струе режущего кислорода должно быть экзотермической реакцией. Это связано с тем, что результатом экзотермической реакции является выделение большого количества тепла при сгорании верхнего слоя металла, которое играет роль предварительного нагрева для нижнего слоя металла.
(4) Теплопроводность металла не должна быть слишком высокой. В противном случае тепло, выделяемое при окислении во время предварительного нагрева в пламени и процесс газовой резки будет проводиться и рассеиваться, делая невозможным начало или прекращение газовой резки на полпути.
2. Свойства газовой резки распространенных металлов
(1) Низкоуглеродистая и низколегированная сталь может соответствовать требованиям, чтобы газовая резка могла выполняться без проблем.
(2) Чугун нельзя резать кислородной резкой.
(3) Высокохромистая и хромоникелевая сталь образует высокоплавкий оксид хрома и оксид никеля (около 1990℃), что затрудняет газовую резку.
(4) Медь, алюминий и их сплавы имеют точки воспламенения выше, чем точки плавления, и обладают хорошей теплопроводностью, что затрудняет газовую резку.
1. Резак
(1) Функции и классификация резаков
Резак предназначен для смешивания горючего газа и кислорода в определенной пропорции и способом, чтобы сформировать пламя предварительного нагрева с определенной энергией и формой, а также для распыления режущего кислорода в центре пламени предварительного нагрева для газовой резки.
Резаки можно разделить на два типа: резак инжекторного типа и резак равного давления в зависимости от способа смешивания горючего газа и кислорода.
В зависимости от типа горючего газа их можно разделить на ацетиленовые резаки, резаки для сжиженного нефтяного газа и так далее.
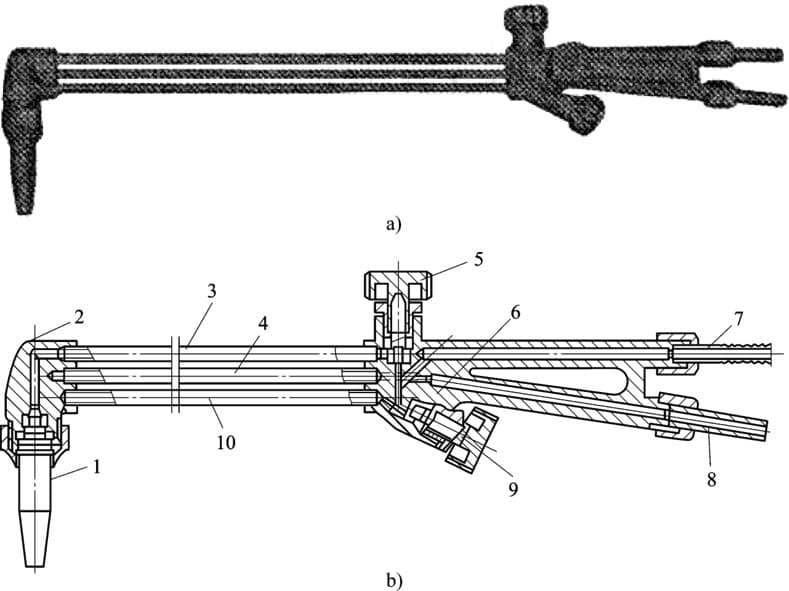
(2) Структура и принцип работы резака инжекционного типа
Структура резака инжекционного типа.
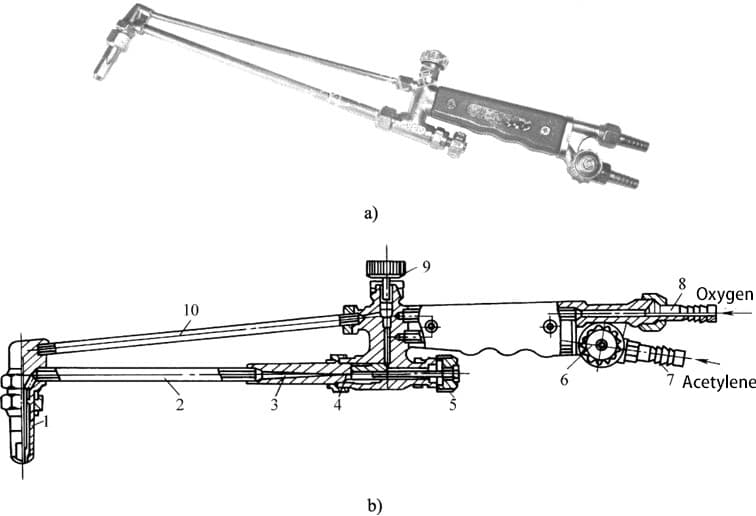
При газовой резке сначала откройте клапан регулятора кислорода предварительного нагрева и клапан регулятора ацетилена и зажгите их, чтобы получить пламя предварительного нагрева для разогрева заготовки.
Когда заготовка разогреется до температуры воспламенения, откройте клапан регулятора режущего кислорода.
В это время высокоскоростной режущий кислород проходит через трубку режущего кислорода и распыляется из центрального отверстия режущего сопла для выполнения газовой резки.
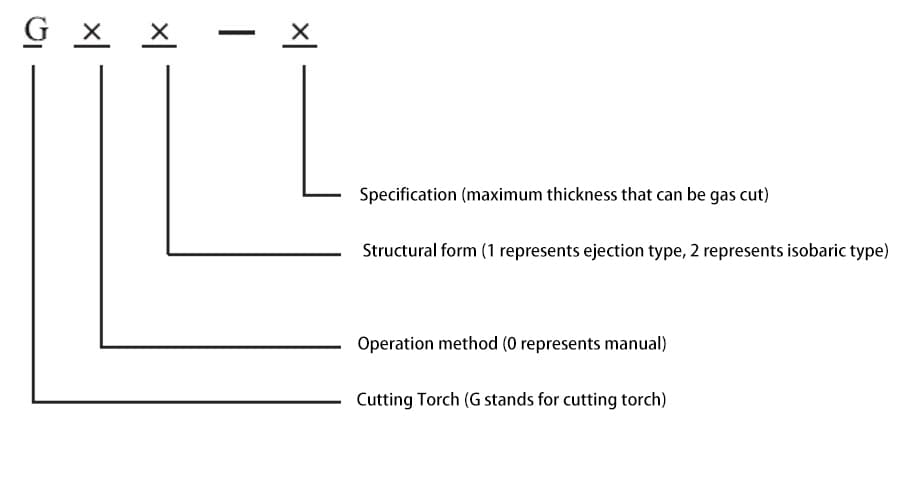
(3) Представление модели режущей горелки
Модель резака состоит из китайской пиньиньской буквы G и цифры, которая обозначает конструкцию и режим работы, а также технические характеристики.
(3) Метод представления модели резака
Модель резака состоит из китайской пиньиньской буквы G и последовательности цифр и спецификаций, обозначающих форму конструкции и способ работы.
(4) Резак для сжиженного нефтяного газа
Для резаков, работающих на сжиженном нефтяном газе, из-за различий в характеристиках горения сжиженного нефтяного газа и ацетилена нельзя напрямую использовать резак инжекторного типа, применяемый для ацетилена.
Необходимо модифицировать резак или использовать специальное режущее сопло для сжиженного нефтяного газа.
Помимо самостоятельной модификации, газовые резаки на сжиженном газе можно приобрести в виде специализированного оборудования.
(5) Резак равного давления.
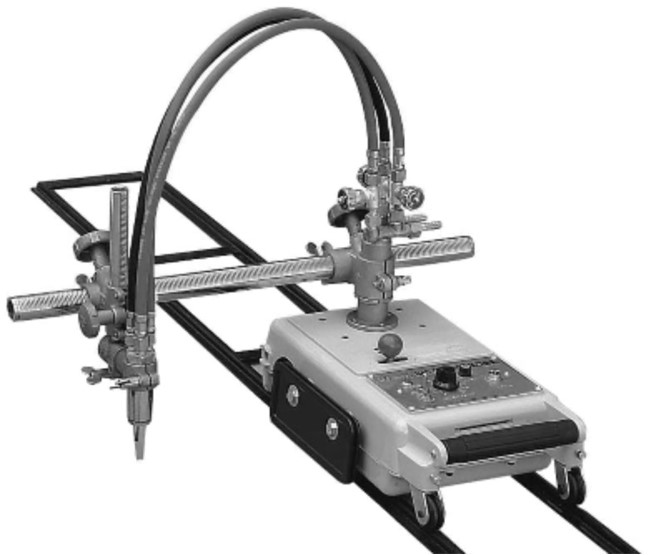
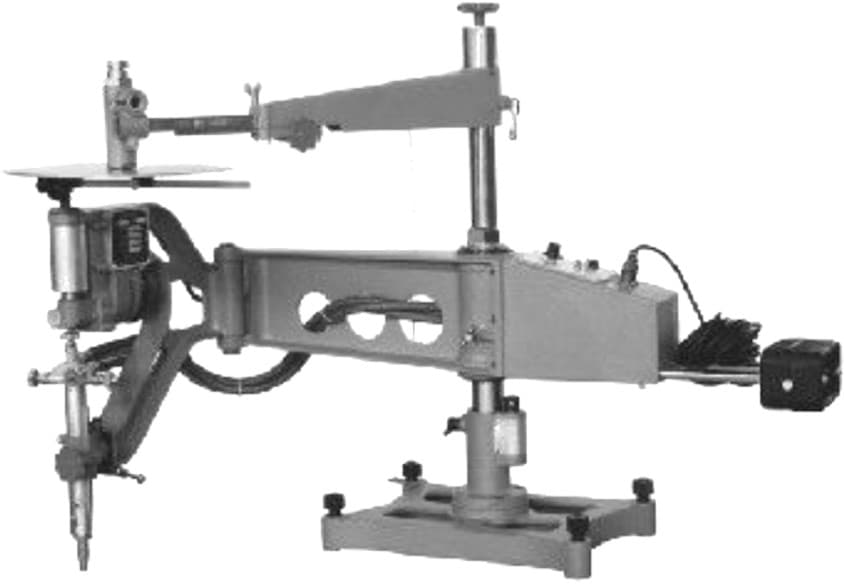
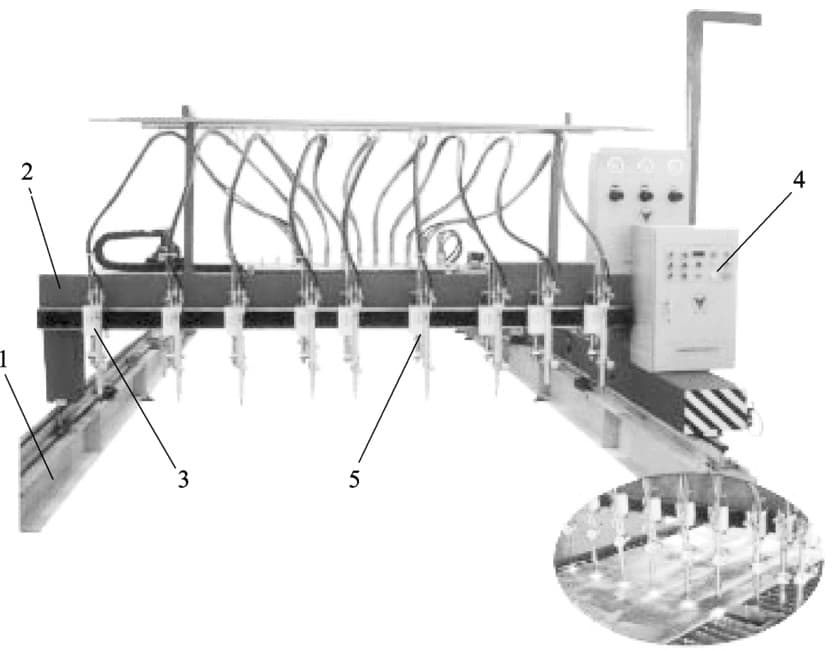
2. Машина для газовой резки
Машина газовой резки - это механизированное оборудование, которое заменяет ручные резаки для газовой резки.
(1) Полуавтоматическая машина для газовой резки.
(2) Профильный станок для газовой резки.
(3) Станок газовой резки с ЧПУ.
1. Параметры газовой резки.
Таблица 3-12: Взаимосвязь между Стальная пластина Толщина газовой резки, скорость резки и давление кислорода.
| Толщина стального листа /мм | Скорость газовой резки /(мин/мин) | Давление кислорода /МПа |
| 4 | 450-500 | 0.2 |
| 5 | 400-500 | 0.3 |
| 10 | 340-450 | 0.35 |
| 15 | 300-375 | 0.375 |
| 20 | 260-350 | 0.4 |
| 25 | 240-270 | 0.425 |
| 30 | 210-250 | 0.45 |
| 40 | 180-230 | 0.45 |
| 60 | 160-200 | 0.5 |
| 80 | 450-180 | 0.6 |
(2) Скорость газовой резки
(3) Свойства и эффективность пламени предварительного нагрева.
Цель предварительного нагрева - нагреть детали для резки металла и поддержать температуру, при которой они могут гореть в потоке кислорода, а также вызвать отслаивание и расплавление оксидной пленки на поверхности стали, что облегчает соединение потока кислорода с железом.
Эффективность пламени предварительного нагрева выражается в количестве горючего газа, потребляемого в час, и должна выбираться в зависимости от толщины режущей части.
Как правило, чем толще режущая часть, тем выше должна быть эффективность пламени предварительного нагрева.
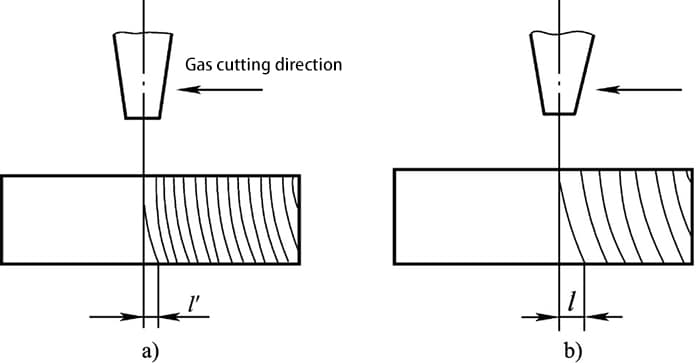
(4) Угол наклона режущей насадки и режущей части.
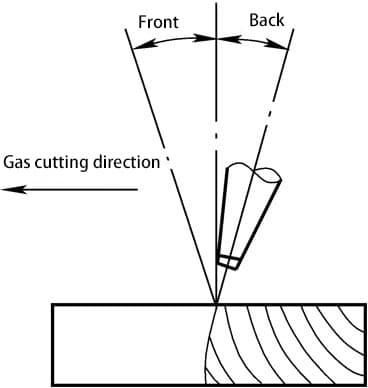
Зависимость между углом наклона режущего сопла и толщиной режущей части.
| Толщина резки /мм | <6 | 6-30 | >30 | ||
| Начните резать | Прорезав | Остановите резку | |||
| Направление угла наклона | Наклонитесь назад | Вертикальный | Наклон вперед | Вертикальный | Наклонитесь назад |
| Угол наклона | 25°-45° | 0° | 5~10° | 0° | 5°~10° |
(5) Расстояние между режущим соплом и поверхностью режущей части.
Расстояние между режущим соплом и поверхностью режущей части должно быть определено в зависимости от длины пламени предварительного нагрева и толщины режущей части, как правило, в пределах от 3 до 5 мм.
Такой режим нагрева является оптимальным и сводит к минимуму возможность науглероживания поверхности реза.
Если толщина режущей части менее 20 мм, пламя может быть длиннее, а расстояние может быть соответствующим образом увеличено.
Если толщина режущей части больше или равна 20 мм, пламя должно быть короче, а расстояние должно быть соответствующим образом уменьшено из-за более низкой скорости газовой резки.
2. Отпуск газовой резки (сварки).
(1) Шланг для транспортировки газа слишком длинный, слишком узкий или слишком перекрученный.
(2) Время газовой резки (сварки) слишком велико или сопло резки (сварки) находится слишком близко к заготовке.
(3) На торцевую поверхность режущего (сварочного) сопла налипает слишком много расплавленных частиц металла, которые разлетаются.
(4) Твердые углеродистые частицы или другие вещества прилипли к газовому каналу внутри шланга для транспортировки газа или резака (сварочной горелки).

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.








